
Abstract
Physical and chemical properties of materials cannot be predicted only taking into account their elemental composition. Their structure is critical information to make any assessment or to understand their properties. Health risks from welding fumes are usually based on elemental composition, not the compounds they are composed of. This sometimes leads to confusion or false assessments. A review of the main compounds of arc welding fumes, or the closest ones, in terms of both elemental composition and structure, is proposed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Welding is the process by which two metal parts are joined by melting the parts at the points of contact and simultaneously forming a connection with molten metal from these same parts or from a consumable electrode. Of the various processes in use, electric arc welding is by far commonly employed. The three main arc welding processes, by frequency of use, are shielded metal arc welding (SMAW), gas metal arc welding (GMAW), and flux-cored arc welding (FCAW).
Electric arc welding generates particulate matter and gas phase pollutants:
-
Particulate matters called welding fumes have been extensively studied for decades and their main components are well known: gases and solid particles. Welding fumes are classified as carcinogenic to humans (group 1) by the International Agency for Research on Cancer (IARC).
-
O3, CO, CO2, NO, and NO2 are generated during welding on clean and non-coated base materials.
-
Additional organic gases are generated in the presence of an organic coating, any organic contaminant, or cleaning solvent residue on the base metal. Their nature depends on initial organic compounds and welding conditions, leading to a very long list of possible generated molecules.
It is clear that qualitative and quantitative analyses of gases generated during welding have to be expressed as molecule contents and not element contents [1,2,3]. Hazards linked to such gases can be assessed only if these molecules are known, the elemental composition of these gases does not inform as to possible hazards.
On the other hand, there is a lot of confusion concerning solid particles. The nature of welding fume solid particles is very well documented but complex. On clean, non-coated base metals, particles are mainly formed from the welding droplet and are generated by vaporization of the molten liquid. The metal vapors oxidize and condense quickly to form welding fume particles with the following characteristics:
-
Their chemical composition mainly depends on the filler material
-
They are mainly composed of various oxides and fluorides, but only in cases where the welding consumable contains fluorine.
However, this complexity is partially or totally removed from international standards [9] and some of Health and Safety guides [10,10,12] where solid components of welding fumes are characterized by elemental contents and/or described as simple compounds, especially simple oxides. The actual components of welding fumes shall be taken into account. In particular, the spinel-type compounds have to be considered.
The two common misconceptions are:
-
Elemental contents are sometimes interpreted as metallic contents
-
Systematic simplification of complex oxide components to mono-elemental oxides
A third misconception is made regarding welding fume risk assessment between what is used to weld (which filler metal) and what is welded (which base metal). Both organic and metallic coatings will strongly modify the nature and/or composition of welding fumes but the associated risks do not come with the welding consumable.
Crystalline compounds of welding fumes can be identified by X-ray diffraction (XRD). The position and intensity of peaks of a phase in a diffraction pattern are determined by the crystal structure. By accurately measuring experimental peak positions over a long angular range, the average unit cell lattice parameters of the phases in an unknown sample can be determined. Combining these pieces of information with the elemental composition of the fume, crystalline compounds of a welding fume can be identified.
Three parameters have to be considered:
-
Usual detection limit of XRD devices is ~ 1–5% w/w.
-
For a specific crystal structure, lattice parameters may vary with elements in substitution.
-
Bragg peak widths are inversely proportional to crystallite size. Since welding fumes are constituted by fine and ultrafine particles, peak broadening may be observed which might render phase identification more difficult.
Regarding the compounds which come from the degradation of base metal coating, attention and recommendations shall be focused on the base metal and its preparation prior welding, not the filler material.
During welding, part of the raw materials that compose the consumable and possibly the coating or residual on the base metal will be vaporized. The vaporized compounds condense to form welding fume particles. Two main fume formation mechanisms are proposed in literature [13,13,15]:
-
Oxidation-assisted vaporization, followed by condensation
-
Vaporization followed by condensation then oxidation
These two mechanisms will be referred in the discussion as VOC mechanisms.
Evaluation of toxicity should not be based on the elemental content or calculated metallic oxides that might not be present in welding fume but on the nature and chemical composition of the products obtained by VOC mechanisms.
Non-exhaustive list of compounds encountered in welding fume particles is detailed below.
Small contents or very specific compounds are not discussed here.
The scope of the document:
-
To review the main compounds formed in arc welding for SMAW, GMAW, and FCAW processes.
-
Compounds of specific composition (e.g., with barium, lanthanides, or any other element rarely encountered in arc welding fumes) or found in small amounts (less than few % w/w) or not well identified are not discussed here.
-
This document aims to describe as accurately as possible the main compounds of arc welding fumes for scientific studies on welding fume properties, origins, and/or toxicity.
-
The purpose of this document is to provide a reference guide of the main compounds encountered in arc welding fume and is intended to be helpful in the choice of experimental or bibliographic references when comparing welding fumes to standard materials.
-
This document is not intended to challenge by any means, workplace measurements (i.e., fume emission rate and elemental analysis collection) which depend on national regulations.
2 Welding fume fluorides
In rutile consumables, fluorine content is very low (0–2%). In basic consumables, which contain high level of fluoride, fluorine content in the corresponding welding fumes is between 10 and 20%.
The most common fluorides encountered in welding fumes [16,16,17,19] are:
-
NaF (CAS No. 7681-49-4)
-
CaF2 (7789-75-5)
-
KCaF3 (no CAS number)
3 Welding fume oxides
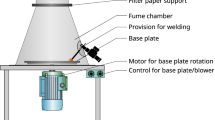
In fumes produced by steel welding, the major component is usually iron (average content 15–50%). High iron content will drive VOC mechanism to the formation of spinel structure compounds, AB2O4, where A site is usually occupied by a divalent cation and B site usually by a trivalent one (see below titanium case for an exception) (Fig. 1).

AB2O4 spinel structure
Fe2+, Fe3+, and other elements which can adopt stable divalent and/or trivalent state (Mg2+, Al3+, Cr3+, Ni2+, Mn2+, Mn3+ Co2+, Cu2+…) are found in spinel structure leading to particles of various chemical compositions.
Since several cations may occupy the same crystallographic site, it is not possible to give an accurate chemical composition of the spinel-type compounds found in welding fumes; however, an average chemical formula can be proposed based on the major elements of which they are composed.
Iron-based spinel compounds have a specific “signature” in XRD which allow them to be distinguished from simple oxides.
3.1 Case of iron
Iron is one of the main components of steel welding fumes. Its content varies between 10 to 50%. It will be found in spinel-type compounds with various compositions. In solid wire fume, where iron is the major element, an oxide with a chemical composition close to Fe3O4 (CAS No. 1317-61-9) is detected.
Iron-based spinel oxides are the main compounds formed in most of steel welding fumes [4, 5, 16, 20,20,21,22,23] (welding fumes generated from basic stick electrodes might be a possible exception). The average composition of these spinels depends on the other metallic elements present in the fumes, leading to complex and various average composition Fe3-xM x O4, where M = +, Cr3+, Ni2+, Mn2+, Mn3+ Co2+, Cu2+, Ti4+, etc.….
Those iron-based spinel oxides exhibit a XRD signature slightly different from that of Fe3O4: a slight shift of the average lattice parameter can be measured which indicates the presence of other elements than iron in the spinel structure.
3.2 Case of nickel
Nickel content in welding fume generated by mild steel welding is very low (below 1 or even 0.1%) and the nature of the compounds containing nickel has not been studied. However, it is reasonable to state that nickel is found in spinel oxides in such fumes.
In stainless steel welding fumes (average Ni content 2–4%), nickel is mainly found in spinel oxides [5, 23] and possibly in small amounts as NiO [24].
In nickel-based alloy (> 30% Ni in the weld metal) fumes, spinel compounds are no longer the major phase since iron content is lower than nickel content. Therefore, NiO content will increase significantly.
NiO has the following CAS No. 7440-02-0. Four spinel oxides containing nickel have a CAS number:
-
Di-iron nickel tetraoxide, Fe2NiO4, (CAS No. 12168-54-6)
-
Nickel ferrite brown spinel, (CAS No. 68187-10-0)
-
Chrome iron nickel black spinel, (Ni, Cr, Fe)3O4 (CAS No. 71631-15-7)
-
Di-chromium nickel tetraoxide, Cr2NiO4 (CAS No. 12018-18-7)
3.3 Case of chromium
The most two stable oxidation states of chromium are Cr3+ and Cr6+.
Oxidation state and solubility are particularly important factors in considering the toxicity of chromium.
In low alloyed steels, Cr content is usually less than 1% and no significant content of hexavalent is detected.
In stainless steels, total Cr content is usually between 1 to 10%, and may be up to 15% for specific products.
Cr3+ will be found in spinel oxides [5]. In addition to chromium iron nickel black spinel (see Ni Case), another referenced spinel oxide containing chromium is chromite:
FeCr2O4 has the following CAS No. 12068-77-8.
Chromium is not found in valence state VI in spinels. Cr6+ is stabilized by some alkaline cations (Na, K) as chromates. Therefore, when welding consumables which do not contain Na or K (e.g., solid wires), no such chromates are formed. Moreover, formation of chromates competes with chromium III spinel formation.
For stick electrodes or flux-cored wires that contain Na and/or K, different chromates or di-chromates can be observed such as Na2CrO4, K2CrO4, K2Cr2O7, K2CrO4, K3Na(CrO4)2, and K3Na(Cr2O7)2 [18, 19, 23]. In these welding fumes, hexavalent chromium is usually between 1 to 5%, may be found up to 10% for some specific products.
In welding fumes produced by stainless steel solid wires, Cr VI content is reported in the range 0.1–1%. However, since no alkaline cation is significantly present in stainless steel alloys, no alkaline chromate can form in the fume.
No experimental evidence has yet explained the presence of Cr VI in such fumes. However, possible relevant candidates that could explain Cr VI presence might be nickel or manganese chromates (NiCrO4 and MnCrO4 respectively).
CrO3 is a dark red deliquescent solid which decomposes at 197 °C into Cr2O3 and O2, so it cannot be formed during arc welding.
3.4 Case of manganese
Manganese content in welding fumes is usually between 3 and 15%.
Mn is extensively soluble in Fe3O4, leading to a general formula Fe3-xMn x O4 for 0 < × < 1.65 [25]. This explains why pure manganese oxide is not found as major phase in fumes which contains iron, even if it is not present in a higher content than manganese.
MnO, Mn2O3, MnO2, or Mn3O4 (which, despite its formula, exhibits a distorted spinel structure distinct from cubic spinel one) can be present in welding fumes but not as major compounds, even in high manganese content consumables [16, 17, 20, 22, 26].
It should be emphasized that XRD patterns with a poor resolution/high background noise [27] can lead to bad interpretation and should be challenged and/or dismissed. The crystalline structure of pure manganese oxides is significantly different from iron-based spinel oxide structure and a clear distinction can be made in XRD studies, when correctly conducted.
All observations reported show that manganese is found in oxide spinel compounds mixed with iron and possibly other elements. In such compounds, oxidation states of Mn can be II and/or III.
The closest referenced spinel oxide is Fe2MnO4 (CAS No. 68186-94-7).
Another spinel compound, found in literature, is FeMn2O4, but this compound has no CAS number.
3.5 Case of titanium
Titanium can form spinel compounds with iron based on the general formula Fe2 + xTi1-xO4 (0≤ × ≤1). These titanomagnetites are important minerals in basalts and commonly occur on the earth.
Titanium content in welding fume is usually in 1–5% range.
For Fe2TiO4, no toxicity study is reported. This compound has no CAS number.
3.6 Case of silicon
Silicon does not behave as the elements presented above and does not form any spinel compound. Silicon content in welding fumes can be between 1 and 20%. The highest contents are observed for stick electrodes.
Silicon oxidizes to form SiO2 and other silicates mainly in combination with alkaline and alkaline-earth elements. Silica and silicates formed in welding fumes are amorphous [19, 28].
Generally speaking, amorphous materials are obtained by a fast cooling from liquid state. Silicates are materials with very high glass-forming tendencies: melts can be cooled down extremely slowly (10−4 to10−1 K/s) without crystallizing.
Formation and cooling rate of welding fume particles are very high; therefore, amorphous silicates are obtained.
3.7 Case of aluminum
Alumina (Al2O3 CAS No. 1344-28-1) is formed as the major compound during aluminum welding.
Welding Al-Mg alloys will also lead to MgAl2O4 (CAS No. 12068-51-8), which exhibits a spinel structure.
4 Conclusion
Welding fumes exhibit a large diversity of constituents and chemical elements.
The most common or significant compounds encountered in welding fumes have been reviewed.
A summary of the principal compounds of welding fumes depending on the type of process and the type of consumable is given in the summary Table 1.
-
Fluorine is encountered in NaF (soluble fluoride), CaF2, or KCaF3 (both insoluble).
-
K or Na chromates, found in noticeable content only in stainless steel stick electrodes and some flux-cored wires fumes.
-
NiO is only present in significant content in some nickel-based product fumes.
-
Silicon is found as amorphous silica/silicates.
-
Iron-based spinel oxides with the general formula Fe3-x(Cr, Ni, Mn, Ti) x O4.
-
Al2O3 and possibly MgAl2O4 in aluminum WF.
It should also be emphasized that, beside from NiO Al2O3 and Fe3O4, no simple oxides are found, as major compounds, in welding fumes generated during welding on a non-coated base metal. Therefore, it is irrelevant to compare the complex oxides found in welding fumes to simple oxides. Investigations should be focused on spinel-type oxides as they are principal products found in welding fumes.
References
EN ISO 15011-2:2009. Health and safety in welding and allied processes. Laboratory method for sampling fume and gases. Determination of the emission rates of carbon monoxide (CO), carbon dioxide (CO2), nitrogen monoxide (NO) and nitrogen dioxide (NO2) during arc welding, cutting and gouging
EN ISO 15011-3:2009. Health and safety in welding and allied processes. Laboratory method for sampling fume and gases. Determination of ozone emission rate during arc welding
EN ISO 15011-5:2011. Health and safety in welding and allied processes. Laboratory method for sampling fume and gases. Identification of thermal-degradation products generated when welding or cutting through products composed wholly or partly of organic materials using pyrolysis-gas chromatography-mass spectrometry
Zimmer AT, Biswas P (2001) Characterization of the aerosols resulting from arc welding processes. J Aerosol Sci Aug 32(8):993–1008. https://doi.org/10.1016/S0021-8502(01)00035-0
Moroni B, Viti C (2009) Grain size, chemistry, and structure of fine and ultrafine particles in stainless steel welding fumes. J Aerosol Sci 40(11):938–949. https://doi.org/10.1016/j.jaerosci.2009.08.004
Dasch J, D’Arcy J (2008) Physical and chemical characterization of airborne particles from welding operations in automotive plants. J Occup Environ Hyg 5(7):444–454. https://doi.org/10.1080/15459620802122720
Oprya M, Kiro S, Worobiec A, Horemans B, Darchuk L, Novakovic V, Ennan A, VanGrieken R (2012) Size distribution and chemical properties of welding fumes of inhalable particles. J Aerosol Sci 45:50–57. https://doi.org/10.1016/j.jaerosci.2011.10.004
Jenkins NT, Pierce WM-G, Eagar TW (2005) Particle size distribution of gas metal and flux cored arc welding fumes. Welding J 84:156s–163s
EN ISO 15011-1:2009. Health and safety in welding and allied processes. Laboratory method for sampling fume and gases. Determination of fume emission rate during arc welding and collection of fume for analysis
INRS (2012) ED 6132 Les fumées de soudage et des techniques connexes. http://www.inrs.fr/dms/inrs/CataloguePapier/ED/TI-ED-6132/ed6132.pdf
Manitoba Labour Workplace Safety and Health (2000) Welding guideline
Human Ressources and Social Development Canada A guide to health hazards and hazard control measures with respect to welding and allied processes. http://www12.esdc.gc.ca/sgpe-pmps/servlet/sgpp-pmps-pub?lang=eng&curjsp=p.5bd.2t.1.3ls@-eng.jsp&curactn=dwnld&pid=3234&did=1&_ga=1.263763660.1313083678.1489589353
Heile RF, Hill DC (1975) Particulate fume generation in arc welding processes. Welding Journal 54(7):201s–210s
Kobayashi M, Maki S, Hashimoto Y, Suga T (1978) Some considerations about formation mechanism of welding fumes. Welding in the World 16(11/12):238–249
Gray C.N., Hewitt P.J., Dare P.R.M. (1982) New approach would help control welding fumes at source (MIG and MMA) part two: MIG fumes. Welding and Fabrication October, 393–397
Jenkins NT, Eagar TW (2005) Chemical analysis of welding fume particles. Welding Journal 84(6):87s–93s
Kobayashi M. and Tsutsumi S. (1986) Investigation on crystalline materials in welding fumes of covered electrodes, , Proceedings of the International Conference on Health Hazards and Biological Effects of Welding Fumes and Gases, eds. R. M. Stern, A. Berlin, A. Fletcher, K. Hemminki, J. Jarvisalo and J. Peto, pp. 77–80,Amsterdam, Excerpta Medica
Kimura S, Kobayashi M, Godai T, Minato S (1979) Investigations on chromium in stainless steel welding fumes. Welding Journal 58(7):195s–204s
Voitkevich V (1995) Formation, Properties and Biological Effects. Abington Publishing, Cambridge, England
Sowards JW, Lippold JC, Dickinson DW, Ramirez AJ (2008) Characterization of welding fume from SMAW electrodes—part I. Size and mass distributions, fumegeneration rates, and chemistry are compared for three SMAW electrodes. Weld J 87:106s
Sowards JW, Ramirez AJ, Dickinson DW, Lippold JC (2010) Characterization of welding fume from SMAW electrodes—part II. Weld J 89(4):82s–90s
Carpenter KR, Monaghan BJ, Norrish J (2009) Analysis of fume formation rate and fume particle composition for gas metal arc welding (GMAW) of plain carbon steel using different shielding gas compositions. ISIJ Int 49(3):416–420. https://doi.org/10.2355/isijinternational.49.416
Minni E et al (1984) A study of the chemical structure of particles in the welding fumes of mild and stainless steel. Journal of Aerosol Science 15(1):57–68. https://doi.org/10.1016/0021-8502(84)90056-9
Koponen M, Gustafsson T, Kalliomaki PL, Pyy L (1981) Chromium and nickel aerosols in stainless steel manufacturing, grinding and welding. Am Ind Hyg Assoc J 42(8):596–601
Guillemet-Fritsch S, Navrotsky A, Tailhades P, Coradin H, Miaojun WM (2005) Thermochemistry of iron manganese oxide spinels. J Solid State Chem 178:106–113
Gonser MJ, Lippold JC, Dickinson DW, Sowards JW, Ramirez AJ (2010) Characterization of welding fume generated by high-Mn consumables. Welding Journal 89(2):25s–33s
Keane M, Stone S, Chen B (2010) Welding fumes from stainless steel gas metal arc processes contain multiple manganese chemical species. J Environ Monit 12(5):1133–1140. https://doi.org/10.1039/B922840C
Maynard AD, Ito Y, Arslan I, Zimmer AT, Browning N, Nicholls A (2004) Examining elemental surface enrichment in ultrafine aerosol particles using analytical scanning transmission electron microscopy. Aerosol Sci Technol 38(4):365–381
Acknowledgements
The author would like to thank the Commission VIII members for their comments and insights.
Author information
Authors and Affiliations
Corresponding author
Additional information
Recommended for publication by Commission VIII - Health, Safety, and Environment
Rights and permissions
About this article

Cite this article
Floros, N. Welding fume main compounds and structure. Weld World 62, 311–316 (2018). https://doi.org/10.1007/s40194-018-0552-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-018-0552-3