
Abstract
This paper investigates the toughness properties of laser arc hybrid welds of HT980 (980 N/mm2 class) and HT780 (780 N/mm2 class) steels. In the Charpy tests, a side groove specimen, along with the standard V-notch specimen, is employed to try prevention of fracture path deviation. A three-point bending test, a double-edge notch tensile (DENT) test, and a deep notch (DN) test are performed to measure the critical crack tip opening displacement (CTOD) at brittle fracture initiation. It is demonstrated that the critical CTOD is affected by the loading mode; critical CTOD by tension test is apparently higher than that by bending test. Nevertheless, three-point bend critical CTOD has exceeded the CTOD required value evaluated by WES2805 (“Method of Assessment for Flaws in Fusion Welded Joints with Respect to Brittle Fracture and Fatigue Crack Growth”) design curve with the allowable stress designed for an assumed crack. It has been observed that even though fracture pass deviation (FPD) occurred in a Charpy impact test, a straight brittle crack propagated throughout welded metal in a notched wide plate tensile test that was conducted at the same testing temperature as that of the Charpy impact test.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
It is widely recognized that adopting high strength steels like HT980 (980 N/mm2 class steel) or HT780 (780 N/mm2 class steel) for steel structures is very effective for improving their performances. Even with such recognized advantages, high strength steels are in little demand except for extra high performance steel structures like large scale bridges or special purpose ships [1, 2]. One of the reason could be pointed out that safety factor of high strength steels in tensile strength is so conservative compared with that of mild steel. Therefore, new allowable stress was proposed based on rational safety factors as shown in Table 1 [3].
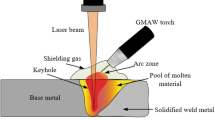
The conventional safety factors have been specified with conservative safe margin considering high yield-to-tensile ratio (γ) and welding difficulty due to the lack of worker’s skill (β, weld-ability factor) in the dawn period of high strength steel fabrication [4]. According to the development of new welding process, high quality and reliable welded joints can be achieved. By using this process, there are some possibilities of moderation of these factors, which brings great demand for high strength steel. As a high performance welding process, laser arc hybrid welding has been developed for HT980 and HT780 welding work. Laser arc hybrid welding is an expected suitable welding process for high strength steel, heat source of which is concentrated compare with arc welding. High accuracy and high reliable welded joint can be fabricated because of its narrow welded metal. Therefore, this study has been focusing high strength steel welded joint using laser arc hybrid welding. Summary of welded joint properties, quality, and safety against fracture has been reported in reference [3].
This paper deals with details of brittle fracture properties of HT980 and HT780 laser arc hybrid welded joint. Safety against brittle fracture has been confirmed by crack tip opening displacement (CTOD) test based on WES1108 [5]. Safety assessment is conducted using the design curve specified in WES2805 [6] which based on BS BS7910-1999 [7], on condition of an assumed crack. Aspect of Charpy absorbed energy curve is clarified by impact test using standard specimen in accordance with JIS z 2242 [8]. At the V-notch Charpy impact testing for laser arc hybrid welded joints, fracture path deviation (FPD), the phenomenon in which fracture path deviates into a base metal with lower strength at design temperature, is sometimes observed. In order to prevent FPD, side groove specimen has been proposed in reference [9]. Moreover, double-edge notch tensile (DENT) test and a deep notch (DN) test are performed to clarify fracture mechanism of laser arc hybrid welded high strength steel joints. Validity of safety assessment procedure using WES2805 CTOD design curve is also confirmed by these fracture tests.
2 Toughness requirement and experiment
Chemical compositions of HT980 and HT780 are shown in Table 2. Ni has been added in HT780 steel for toughness improvement of base metal. Figure 1 shows the cross-sections of the fabricated laser arc hybrid welds with thickness of 12 mm. Configurations of HT980 and HT780 weld bead are narrow and almost similar in width. Figure 2 exhibits Vickers’s hardness distributions and the mechanical properties are shown in Table 3. The HT980 welded joint is regarded as even matched, while the HT780 is regarded as over matched joint.

Cross-section of laser-arc hybrid welded joints

Hardness distribution at weld cross-section
Toughness requirement for preventing brittle fracture was calculated using WES2805. Figure 3 shows an assumed crack that is the calculating condition for toughness requirement. Surface crack was continuing as long as welding line and the depth were a quarter of a plate thickness located at the center of welded bead. Welded joint is required to have enough toughness to prevent brittle fracture under design stress with the assumed crack. In case of arc welded joint, the criteria already have been applied for some existing structures that are still on service [10]. CTOD requirements with design conditions are shown in Table 4. Design temperature −20 °C was chosen as it covers a wide range of structural design conditions.

Assumed crack for CTOD requirement
Figure 4 shows critical CTOD of laser arc hybrid welded joint with WES2805 design curve described in the equations below.

Assessment of critical CTOD obtained by three-point bend test
- δ :
-
CTOD
- \( \overline{c} \) :
-
Half-length of equivalent through-thickness crack
- ε :
-
Local strain used for assessment
- ε Y :
-
Yield strain
It is seen that the HT980 welded joint and the HT780 welded join are satisfying CTOD requirement, and safety margin of HT780 welded joint is larger than that of HT980, because of lower design stress. It is also considered that Ni added for improving toughness of HT780 base metal favorably affects welded joint toughness.
3 Charpy impact test
Results of impact tests of HT980 laser arc hybrid welded joint are shown in Fig. 5. Absorbed energy using side groove specimen shown in Fig. 6 is lower than that of the standard specimen. The ratio of the absorbed energy of standard specimen to that of side groove specimen varies with the testing temperature, which is higher at higher testing temperature. In the impact tests of HT980 welded joint using standard specimen, FPD was observed at testing temperature above 0 °C. On the other hand, by using side groove specimen, crack propagated straight ahead throughout welded metal and enabled us to evaluate valid absorbed energy even at testing temperature of 60 °C. It has been shown that side groove specimen is effective for preventing FPD.

Charpy absorbed energy of the HT980 weld metal

Geometry and dimension of side groove specimen
Because of its even matched welded metal, impact test of HT980 welded joint is conducted without FPD at higher testing temperature compared with HT780 welded metal which is overmatched. Absorbed energy curve and crystallinity curve of HT980 welded joint could be approximated based on equations below, using test results without FPD including at tests above energy transition temperature (v T E) [11].
v E is absorbed energy [J], B A crystallinity, E (T = vTE) transition energy [J], T temperature [°C], V T E energy transition temperature [°C], V T rs crystallinity transition temperature [°C], and C A, C B constant.
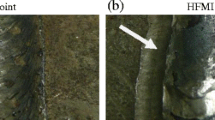
Results of impact test for HT780 welded joint are shown in Fig. 7. FPD occurred at testing temperature above −80 °C because of the higher matching ratio in strength compared with that of HT980. Absorbed energy curve of standard specimen could not be approximated due to lack of valid test results because of the limited range of testing temperature at which proper test can be conducted. Figure 8 exhibits example of fracture appearance for the standard specimen after impact test. Even for the test at −80 °C, fracture path deviated from V-notch located at welded metal into a base metal with lower strength (FPD). Tendency of difference of absorbed energy curve between standard specimen and side groove specimen is almost the same with that of impact test of HT980 welds.

Charpy absorbed energy of the HT780 weld metal

Fracture path deviation observed at Charpy impact test (HT780 welds, T = −80 °C)
The absorbed energy of HT780 weld using side groove specimen was over 47 J. It suggests that the HT780 welded joint using laser arc hybrid welding in the study is applicable for highly reliable welded structure.
Correlation between Charpy absorbed energy and critical CTOD of the laser arc hybrid welded joints is shown in Fig. 9. Correlation of arc welds explained by equation prepared in WES2805 is also shown in the figure as a comparison. Charpy impact test would be expected to substituted as a simpler test method estimating critical CTOD because of the satisfactorily correlation. For example, in the case of HT980 welds, v E (T = −54 °C) = 18.4 J is delivered by ea.E11-27 (WES2805) described in the figure as the requirement equivalence to critical CTOD = 0.043 mm, that is a CTOD requirement of HT980 welds under service temperature of −20 °C.

Correlation between critical CTOD and Charpy absorbed energy
Correlation of another HT780 welded joint using laser beam welding is also shown in Fig. 9 [12]. Equivalent absorbed energy of laser arc hybrid welded joint to a CTOD requirement is higher than that of laser beam welded joint. That is, laser arc hybrid welded joint will be required to have higher absorbed energy compared with laser beam welded joint to secure the same level of joint toughness.
4 Notched wide plate tensile test
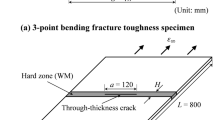
Figure 10 exhibits geometry and dimension of notched wide plate specimens. Specimen (a) is DENT specimen, notch of which is through-thickness fatigue crack. Crack ratio is 2a/W = 0.333. Specimen (b) is DN specimen, notch of which is 0.2 mm width installed using wire cut. Crack ratio is 2a/W = 0.3.

Geometry and dimension of notched wide plate
Fracture test condition is shown in Table 5. Test has been conducted under tensile loading condition. Figure 11 exhibits fracture appearance of HT980 DENT specimen. Straight brittle crack propagated throughout welded metal at −80 °C testing temperature. On the other hand, fracture path generated from tip of fatigue crack deviated into the base metal at −20 °C testing temperature. Figure 12 exhibits fracture appearance of HT780 DENT specimen. As presented before, FPD occurred in the Charpy impact test at −80 °C. In the case of DENT specimen, a straight brittle crack propagated throughout welded metal at −80 °C testing temperature. This shows FPD occurrence in Charpy impact test cannot be a sure basis for assuming nonoccurrence of straight crack propagation in notched wide plate tensile test which simulate loading condition of real structure. At −20 °C testing temperature, fracture path of DENT deviated into the base metal in the same way as in the Charpy impact test.

Fracture appearance of HT980 DENT specimen

Fracture appearance of HT780 DENT specimen
5 Comparison of tensile test and three-point bending test
Comparison between critical CTODs measured by three-point bending test (3PB test) and wide plate tensile test is shown in Fig. 13. Average critical CTOD and a minimum one have been compared. Reference [13] recommends that equivalent CTOD (β) that is a ratio of critical CTOD by 3PB test to critical CTOD by tensile test using notched wide plate specimen might be β = 0.5 to evaluate for base metal without detail information about yield-to-tensile and initial crack properties. In the case of HT980 welded joint, both of the average and minimum critical CTOD ratio by 3PB test to that of notched wide plate tensile test are nearly equal to 0.5. It is because the fracture properties of HT980 matched welded joint are considered to be similar to those of base metal. On the other hand, critical CTOD ratio of HT780 overmatch welded joint is smaller than that of HT980.

Comparison between critical CTODs measured by 3PB test and wide plate tension test
Therefore, in the case of laser arc hybrid welded joint, critical CTOD of notched wide plate tensile test is larger than the one evaluated by three-point bending test. Safety assessment against brittle fracture by WES 2805 adopts three-point bending test. Notched wide plate tensile test simulates real structural loading condition more precisely compared with three-point bending. These facts suggest that the safety assessment of laser arc hybrid welded joint using WES2805 design curve mentioned above has the extra safe margin as large as the critical CTOD ratio.
Relationship between fracture net stress and minimum 3PB CTOD toughness at testing temperature is shown in Fig. 14. 3PB CTOD toughness was explained as a dimensionless value divided by CTOD requirement delivered by the WES2805 design curve with assumed crack and design stress. Fracture net stress was also explained as dimensionless value divided by design stress of HT980 and HT780 for comparison.

Relationship between fracture net stress and minimum 3PB CTOD toughness at test temperature
In the case of HT980, the plot on the vertical line δ 3PB/δ req = 0.5 means the toughness evaluated by 3PB CTOD test is half of CTOD requirement by the WES2805 design curve. In that case, fracture net stress of the joint is σ net/σ a = 1 that is the same as design stress. It is considered that CTOD ratio with the extra safety margin mentioned above is one of the reasons why the joint satisfied design strength even for evaluated as the lack of toughness by 3PB test. The result also shows that all laser arc hybrid welded joints supplied for this study are satisfying required design strength.
Safety assessment against brittle fracture using Failure Assessments diagram has been also conducted as an alternative method using the WES2805 design curve [14]. Results of the assessment are shown in Fig. 15. Toughness of material (K mat) is measured using DN specimen adjusted by factor of 0.68 = K fatigue crack/K mechanical crak because notch of DN specimen is mechanical crack [15]. K is the crack driving force of the assumed crack under design stress and σ net is design stress. According to the FA diagram assessment, HT980 and HT780 laser arc hybrid welded joints for the study are satisfying design strength and toughness requirement. It shows the validity of the assessment method using the WES2805 design curve that is originally established for arc welded joint.

Safety assessment on FAD for HT980 and HT780 welded joints
6 Conclusion
The study of HT980 (980 N/mm2 class steel) and HT780 (780 N/mm2 class steel) welded joints using laser arc hybrid welding developed for high strength steel fabrication has been examined for their safety against brittle fracture. And the fracture behavior of these high strength steel joints is also clarified. The HT980 joint and HT780 joints prepared for the study were confirmed to satisfy the toughness requirement based on the WES2805 design curve and FA diagram on condition of the assumed crack and design stress. Results from the study are summarized below.
-
Use of side groove specimens makes it possible to conduct Charpy impact tests at higher testing temperatures compared with the test using standard specimens, because side groove specimens are effective for suppressing FPD.
-
The tendency was observed that the ratio of absorbed energy of standard specimen to that of side groove specimen grows higher along with the testing temperature.
-
Charpy impact tests could be expected as an alternative simple test method for estimating critical CTOD because of the satisfactory correlation between critical CTOD and Charpy absorbed energy.
-
It has been observed that even though FPD occurred in a Charpy impact test, a straight brittle crack propagated throughout welded metal in a notched wide plate tensile test that was conducted at the same testing temperature as that of the Charpy impact test.
-
In the case of laser arc hybrid welded joint, critical CTOD of notched wide plate tensile test is larger than that of critical CTOD evaluated by the three-point bending test. Safety assessment against brittle fracture by WES 2805 adopting three-point bending test has extra safety margin in the case that objective structure of assessment is subjected to tensile load.
-
In a tensile test simulating real structural loading condition, the laser arc hybrid welded notched wide plate specimen proved to have the design strength. It shows validity of the assumed crack and the assessment method using WES2805 design curve that was originally established for arc welded joint.
-
Experimentally, the safety margin has been confirmed of laser arc hybrid welded joint satisfying CTOD requirement under newly proposed allowable stress. It suggests moderation of conventional allowable stress.
References
Inose K, Nakanishi Y, Imoto I (2003) Study on design for extra high strength steel structure. Weld World 47(3/4)
Inose K, Nakanishi Y, Imoto I (2002) Study on design for extra high strength steel structure, IIW Doc. XV-1104-02
Inose K, Kanbayashi J, Abe D, Matsumoto N, Nakanishi Y (2013) Design and welding method for high strength steel structure using laser-arc hybrid welding. Weld World 57(5):657–664
Nakanishi Y, Imoto I (2001) Status of welded steel structures using high strength steels, STX-21 report. National Institute for Materials Science, pp 11–43
The Japan Welding Engineering Society (1995) Standard test method for crack-tip opening displacement (CTOD) fracture toughness measurement, WES1108
The Japan Welding Engineering Society (2011) Method of assessment for flaws in fusion welded joints with respect to brittle fracture and fatigue crack growth, WES2805
BSI, BS7910:1999 (1999) Guide on methods for assessing the acceptability of flaws in metallic structures
Japan standard association (2010) Welding coordination, tests and inspection, JIS z2242
Hagihar Y, Takai K, Tsukamoto S, Arakane G, Minami F, Ohata M, Inose K, Handa T (2007) Toughness evaluation of laser welds using side-grooved Charpy test. Q J Japan Weld Soc 25(1):165–172
For example, Toyoda M, Kiji N, Nakajima Y, Okada T, Nakanishi Y, Inose K (2008) Safety of mega container ship focusing on brittle crack initiation and arrest behavior of heavy thickness plate, ASME 27th International Conference on Offshore Mechanics and Arctic Engineering (OMAE 2008)
Inose K, Handa T, Nakanishi Y, Hagihara Y (2006) Evaluation method for Charpy notch toughness of carbon steel welded joint by laser beam welding. Q J Japan Weld Soc 24(3):240–246 in Japanese
Inose K, Nakanishi Y, Minami F, Kim Y-c (2006) Toughness requirement of laser welded HT780 butt joint, Proceeding of Welded structural symposium 2006, pp 609–605
Minami F, Ohata M, Shimamuki H, Handa T, Igi S, Kurihara M, Kawabata T, Yamashita Y, Hagiwara Y (2006) Method of constraint loss correction of CTOD fracture toughness for fracture assessment of steel components. Eng Fract Mech 73:1996–2020
BS 7910:2005 (2005) Guide to methods for assessing the acceptability of flaws in metallic structures
Yajima H, Tada M, Noda S, Kitada H, Ikegami K, Takahashi N (1987) A suggested method of ship hull plating fracture toughness assessment. Proceeding of the West Japan Society of Naval Architects Meeting, pp 200–211
Acknowledgements
This study was carried out as a part of research activities of “Fundamental Studies on Technologies for Steel Materials with Enhanced Strength and Functions” by Consortium of The Japan Research and Development Center of Metals (JRCM). Financial support from New Energy and Industrial Technology Development Organization (NEDO) is gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Additional information
Recommended for publication by Commission X - Structural Performances of Welded Joints - Fracture Avoidance
Rights and permissions
About this article

Cite this article
Inose, K., Yamaoka, H., Nakanishi, Y. et al. Toughness assessments of laser arc-hybrid welds of ultra high strength steel. Weld World 61, 955–961 (2017). https://doi.org/10.1007/s40194-017-0483-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-017-0483-4