
Abstract
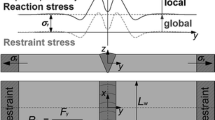
The present contribution shows the residual stress results obtained from experiments with the sectioning method in comparison to global (structural) welding simulation models on component-like (i.e., large scale) I-girders made of structural steel grades S355 and S690QL. Plates were welded by conventional gas metal arc welding using two different heat inputs. In addition, the base material was assumed to be approximately stress-free. Based on these results, conclusions and recommendations for the design of welded I-girders are drawn.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
High-strength low-alloyed (HSLA) steels are increasingly used in modern steel constructions. Often, I-girders are used for erection of those steel constructions. In this scope, flexural and lateral torsional buckling modes are of great interest as design criteria for the load-bearing capacity. Their real component behavior is closely linked to the imperfection patterns which (to a large extent) result from the weld assembly. In this, fusion weldings like gas metal arc (GMA) welding or submerged arc welding (SAW) are the most applied welding techniques. In comparison to rolled sections, welding offers the advantage of a tailored mixture of different plate thicknesses to match load-bearing requirements as well as economical aspects. On the other hand, welding causes, e.g., residual stresses that favor premature yielding in case of superimposed loads. Current design models that incorporate the effect of residual stresses are based on “robust” procedures fixed in common standards, e.g., in Europe the Eurocode 3 (EC 3). However, the influence of residual stresses seems somewhat overestimated for many cases if comparing conventional structural HSLA steels like S355 and, e.g., S690QL with increased yield strength. In steel constructions, the maximum tensile residual stresses are expected to always reach the yield strength of the base material (more or less) regardless of the used steel grade and the welding parameters. Adjacent parts are exposed to self-balancing compressive residual stresses (which are the main scope of this study). Thus, their magnitude is directly linked to the extent of the area in tension which is estimated based on geometrical properties such as the plate thicknesses, in accordance to [1]. Especially in case of high-strength steel S690QL, very limited experimental data is available for realistic residual stresses that occur in typical I-girders used in steel constructions. Hence, they should be derived from real components. In this paper, such measurements are conducted on component-like (i.e., large scale) I-girders by application of the sectioning method, which allows determining residual stresses by partial sectioning of the component. The results are compared against global welding simulation models with a particular focus on the residual stresses.
2 Materials and methods
2.1 Boundary conditions
The scope of this work is the evaluation of material influence and typical welding parameters on the longitudinal residual stresses in I-girder components used in steel constructions. The weld fabrication was carried out under realistic conditions by a local steel manufacturer. Two common high-strength steels (S355 and S690QL) were investigated with different weld heat inputs using metal active gas (MAG) welding with commercially available filler metals G4Si1 for S355 and Mn4Ni1.5CrMo for S690QL. The chemical composition of the base materials (BM) and the corresponding filler metals (FM) is given in Table 1. In accordance to the industrial practice, and additionally to EN 1011-1 and 2, the S690QL plates were welded using a preheat temperature of 150 °C.
The used plates had thicknesses of 25 mm (t f—thickness of chord plates) and 15 mm (t w—thickness of web plates). The dimensions were 150 mm for the chord plate width (b f) and 220 mm for the web plate height (h w). Total girder length was 1,000 mm. The applied welding parameters are shown in Table 2. Summarized, four component-like I-shape girders were welded. In accordance to Table 2, “S1” and “S2” represent the S355 girders with two different weld heat inputs as well as “W1” and “W2” for the S690QL girders.
Plates were tack-welded before final MAG welding to minimize weld distortions. Subsequently, the longitudinal seams (I to IV) were welded in PB (horizontal vertical position in accordance to EN ISO 9447), using a weld tractor and by consecutive rotating of the girder for each new weld seam. The test setup and weld scheme are shown in Fig. 1. The weld type is a single-layer fillet weld. The weld geometry and the heat affected zone (HAZ) needed for the validation of the temperature field in Section 4 were determined from metallographic macro-sections.

Test setup for weld manufacturing of the I-girders
In industrial practice, the blanks of the sheet metal are mostly prepared by thermal cutting procedures (e.g., flame cutting). Hence, weld seam similar tensile residual stresses are induced in the flame-cut edge region due to the thermal flame heat input. This also influences the final residual stress distribution after welding. A beneficial effect on the ultimate load was reported in [2]. To avoid a superposition of flame-cut-induced residual stresses, the blanks were prepared by water jet cutting, though this is not a typical edge preparation procedure. The effect of the flame cutting process was investigated separately on comparable T-joints by use of different edge preparations. The results were already partly presented in [3].
2.2 Residual stress measurement by sectioning method
The sectioning method is appropriate for use under laboratory conditions as well as on the construction site due to its relative robustness. This method has been used in the past to measure typically longitudinal residual stresses in engineering components. Thus, the girders were sectioned by a band saw into small pieces (strips) perpendicular to the welding direction. The sectioning causes the assimilation of residual stresses in the remaining girder by elastic relaxation processes [4]. The occurring elastic relaxation strains were measured by strain gages. A typical setup of these strain gages can be seen in Fig. 2. In Fig. 2a, “Top” means top surface and “Bot” bottom surface of the plates. This denotation is used in the results to distinguish between the different strain gage positions. The strain gage positions were limited to a quarter of the I-girder assuming an approximately symmetrical steady-state stress distribution. This was a necessary simplified assumption but was supported by the numerical simulations shown in Section 4.

a Location of strain gages for sectioning method. b Remaining sectioned part after two-sided sectioning
The strain gages were applied in longitudinal and transverse welding direction (see Fig. 2b). This limits the spatial resolution of the results to some extent due to the necessary space for application of the strain gages in two perpendicular directions. Based on the measured (strain) values, the longitudinal residual stresses were calculated using Eq. 1. Probably, the analysis can be further simplified for future investigations by the assumption that transverse strain is negligible.
Longitudinal residual stresses (by sectioning):
where, σ is the calculated longitudinal residual stress (in MPa), ε is the measured relaxed elastic strain (dimensionless). The index “x” indicates the longitudinal direction in direction of the weld seam and index “y” the transverse direction. Hence, ε x in Equation 1 is the measured longitudinal strain and ε y the transverse strain. E is the Young’s modulus (2.1 × 105 MPa) and υ is the Poisson’s ratio (0.3) for low-alloyed steels.
3 Results and discussion
3.1 Residual stresses after sectioning
The sectioning results of the S355 and S690QL showed quite similar residual stress distributions independently of the heat input and the steel grade (see Fig. 3). The variation of compressive residual stresses through the thickness seems generally somewhat increased for the S690QL. This can be seen from the comparison of values on the “Top” and “Bot” surfaces. The average (i.e., of “Top” and “Bot” surfaces) was, nevertheless, found more or less comparable. A comparatively small effect of the weld heat input (indicated by the indices “1” and “2”) was noticed in case of the magnitudes of the compressive residual stresses. Similar tendencies were noticed in the web plate. Hence, only the chord plates are dealt in the next sections. Recently, a firm conclusion in terms of tensile residual stresses can be hardly drawn due to the limited number of data points. A superposition with locally measured residual stresses (by application of mobile X-ray diffraction—XRD) may help to increase the model quality. Nonetheless, the accessibility of the HAZ restricts local XRD measurements (as it is covered by the parallel flanges/chord plates even in large-scale I-girders). For this purpose, the web plate was cut in longitudinal direction close to the fillet welds and the remaining section had been used for final residual stress measurement by XRD. Results were already presented in [5]. However, compressive residual stresses (in the weld seam far region) did not change significantly in case of superposition with those stresses determined by XRD. As a result, only the residual stresses were considered in this study that had been determined by the sectioning method. Figure 3 shows the measured residual stresses by the sectioning.

Comparison of measured (sectioning) residual stresses, left side: girders S1 and S2 (S355), right side: girders W1 and W2 (S690QL)
Captions in Fig. 3 are in accordance to Table 2, where numbers “1” and “2” indicate the weld heat input irrespectively of the material. For the steel grade identification, the letters “S” and “W” indicate the material condition (S355 and S690QL, respectively). In addition, these values represent the residual stress condition at one half of the chord plate’s width (in accordance to the strain gage positions in Fig. 2a).
3.2 Residual stresses normalized to respective yield strength of S355 or S690QL
For further comparison of residual stresses, the mean values of the yield strengths of chord and web plates were determined from tensile specimens. The results are given for the chord plates exemplarily in Table 3. For further contemplations, the (upper) yield strength (R eH) is normalized to “1” (100 %) for comparison of its relevance in the S355 and S690QL.
As shown in Fig. 4, it was noticed that normalized stresses of the S690 were approximately one half (50 %) of the corresponding values of the S355. This implies that the S690QL (in comparison to the S355) is beneficial on both: (first) an increased load capacity due to the generally increased strength and (second) a significant decrease of importance of the longitudinal residual welding stresses. Nevertheless, experimental data were limited to some extent due to large and complex efforts for sectioning of the girders. For this reason, the results were supported by numerical results. Those are presented in the following section.

Normalized longitudinal residual stresses in chord plate of girders S1 and S2 (S355) and W1 and W2 (S690QL)
4 Numerical welding simulation
The specific calculation in this study was carried out using a specialized software tool (Simufact.welding, 5.0.0). The model (shown in Fig. 5) uses horizontal symmetry about the web plate center axis. Strictly speaking, that would require that the opposite weld seams would have been to be welded simultaneously in the experiment. Although that was not the case, this assumption appeared to be adequate in terms of the calculated residual stresses (which are the focus of this study). This is explained by the distance of opposite fillet welds (due to the web plate heigt) and was already verified by simplified 2-D modeling on the full section as well [6]. On the other hand, the weld distortions cannot be fully adapted using symmetry condition compared to the real configuration. This refers to the incline of the web plate and the bending deformations which are both influenced by the weld seam sequence (e.g., parallel or subsequent welding of opposite fillet welds).

Reference model used in Simufact.welding
The length of the model was reduced to a minimum of 200 mm that was necessary to create steady-state stress distribution in the center region of the girder model. In addition, no gap between the chord and web plate was modeled due to its small influence in terms of the overall distribution of residual stresses. The minimum element edge length was 1 mm. Weld seam far region was meshed by six and four elements for the corresponding thicknesses of the chord and web plate, respectively. Element types are assigned automatically by the software, i.e., 8-node heat transfer bricks were used for the thermal analysis (MSC.MARC, element 43) and 8-node isoparametric bricks for the mechanics (element 7). The total element number was 565.000. Weld heat input was modeled using the Goldak heat source model. The geometric parameters of the source distribution were calibrated. Time stepping was adaptive (variable time steps chosen by the software). Pause times between welds were simplified. The material properties from the software library were used as S355J2G3 and S690QL. Single phase (SPM) and multi-phase (MPM) models were used for comparison on both materials. The stress-strain behavior was scaled uniformly according to the data from tensile tests given in Table 3. The results are given in the subsequent Fig. 6 (for “low” weld heat input, “1”) and Fig. 7 (for “high” weld heat input, “2”). Where, “PT” (in brackets in the diagram’s legend) indicates the consideration of phase transformation effects (austenite decomposition). Again (and in accordance to Fig. 2a), in the subsequent figures, “Top” means top surface and “Bot” bottom surface of the respective chord plate.

Residual stress results for girders with low weld heat input S1 (S355) and W1 (S690QL)

Residual stress results for girders with high weld heat input S2 (S355) and W2 (S690QL)
From Figs. 6 and 7, a sufficient correlation with experimental data can be noticed. It should be considered that the experimental sectioning data represent “global” stresses that were released throughout a certain volume. Thus, the agreement was evaluated on average. In addition, the S690QL results are assumed to be sensitive in terms of phase transformation (PT) effects. These tensile stresses (calculated with MPM) were partially significantly reduced in comparison to those values calculated using SPM. However, this is mostly a localized effect (as shown in Fig. 8). In contrast, S355 was minor influenced by this effect. This can be explained by the reduced yield strength of the S355 at the corresponding phase transformation temperature (which is important in the HAZ). The calculated compressive residual stresses seemed to be comparable irrespectively of the examined steel grade. Identical behavior was noticed in the experiments (“Top(Exp)” and “Bot(Exp)” curves in Figs. 6 and 7). Considering those PT effects, the compressive stresses were additionally (but only slightly) reduced in case of the S690QL.

Comparison of residual stresses in MPa of S690 using SPM and MPM, exemplary for low weld heat input indicated by “1”
Finally, the numerical model improved the understanding of the sectioning method results. By comparison of the tensile areas, one could see that this zone (in conjunction with so called plastic zone) was narrowed. This is due to the increased yield strength of the high-strength S690QL grade despite of similar further conditions (i.e., identical temperature field). The borders of this zone can be roughly estimated based on respective temperature isotherms. In general, temperature differences to cause plastic straining are greater, the higher the yield strength and the lower the Young’s modulus and the thermal expansion coefficient (Young’s modulus E and thermal expansion coefficient α were approximately the same in the models). This explains the increased thickness gradient in case of the 690 MPa steel (see also Fig. 3). This caused a relative reduction of tensile residual stresses if those were averaged by the thickness (compared to the S355). The same behavior also applies for cases with PT effects. Their consideration, however, provides the additional influence that the magnitudes of tensile residual stresses generally remain moderate in a material with high yield strength. This is the case if a material favors low temperature transformation of austenite [7]. This can cause a further reduction in terms of residual stresses normalized to the yield strength.
5 Conclusions
In this study, weld-related residual stresses in component-like I-sections were presented. The results showed the generally decreased importance of longitudinal residual welding stresses in case of the high-strength steel S690QL. The following conclusions can be drawn from this study:
-
It was experimentally proven that compressive residual stresses are comparable for S355 and S690QL in terms of absolute values. By the comparison of different welding parameters, the influence of the weld heat input in case of MAG was evaluated as well. A higher heat input caused somewhat increased residual stresses. Nevertheless, increased differences are expected in case of high heat input welding procedures like SAW.
-
If the appearing residual stresses are related to the material’s yield strength, this ratio was remarkably different for both investigated materials. This shows that the S690QL is more favorable, which also implies a necessary adjustment of the recent classifications in EC 3 (for calculations of the load-bearing capacity). This assumption was supported by global welding simulation models which also considered PT effects.
-
The developed numerical model was able to reproduce the residual stresses in the components well compared to experiments. However, the computational and modeling efforts are still in a less practicable range. Nonetheless, the models are very useful in terms of interpretation of the (experimental) results due to a typically limited number of experiments for the determination of residual stresses. This is important in component-like specimens and even in case of real components.
-
A noticeable transformation effect was observed only for the S690QL. In this case, the compressive residual stresses were also influenced. The change of these values was comparatively small. As an approximation for reliable and safe-welded girders, (compressive) residual welding stresses could be calculated without PT effects as well. In addition, a calculation without PT effects was also suitable for the S355 in terms of the weld seam close (tensile) residual stresses.
References
NN (2003) Swedish design rules for steel structures. Boverket - Swedish National Board of Housing, Building and Planning, Karlskrona
Pasternak H, Kannengiesser T, Launert B, Rhode M (2013) IGF 18104 BG—Enhancement of load capacity of welded high-strength I-shape sections using improved design models for the consideration of residual stresses (in German). Research project description. Cottbus/Berlin, Germany (unpublished)
Launert B, Rhode M, Pasternak H, Kannengiesser T (2016) Welding residual stresses in high-strength steel—experimental results, In: proceedings of the International Colloquium on Stability and Ductility of Steel Structures, 2016 edn. Timisoara, Romania, pp 517–524
Rossini NS, Dassisti M, Benyounis KY, Olabi AG (2012) Methods of measuring residual stresses in components. Mater Design 35:572–588. doi:10.1016/j.matdes.2011.08.022
Kromm A, Rhode M, Launert B, Dixneit J, Kannengiesser T, Pasternak H (2016) Combining sectioning method and X-ray diffraction for evaluation of residual stresses in welded high-strength steel components. In: Proceedings of the 10th International Conference on Residual Stresses. Sydney, Australia (publication pending)
Launert B, Rhode M, Kromm A, Pasternak H, Kannengiesser T (2016) Residual stress influence on the flexural buckling of welded I-girders. In: Proceedings of the 10th International Conference on Residual Stresses. Sydney, Australia (publication pending)
Nitschke-Pagel T, Wohlfahrt H (2002) Residual stresses in welded joints—sources and consequences. Mater Sci Forum 404-407:215–226. doi:10.4028/www.scientific.net/MSF.404-407.215
Acknowledgments
The present contribution was a part of the IGF project 18104 BG of the German Research Association for Steel Application (FOSTA). It was kindly funded by the German Federal Ministry for Economic Affairs and Energy (BMWi) by the AiF (German Federation of Industrial Research Associations) as part of the program for support of the Industrial Cooperative Research (IGF) on the basis of a decision by the German Bundestag. Sincere thanks are given for this support and to the representing companies actively involved in the project board. In addition, the authors want to thank Mr. Frank Köhler and Mr. Christian Ullrich for the conduction of the sectioning experiments and Mrs. Stefanie Groth for her assistance during the evaluation of the strain gage data as well as Mrs. Birgit Ragotzky for her support in the development of numerical models.
Author information
Authors and Affiliations
Corresponding author
Additional information
Recommended for publication by Commission II - Arc Welding and Filler Metals
Rights and permissions
About this article

Cite this article
Launert, B., Rhode, M., Kromm, A. et al. Measurement and numerical modeling of residual stresses in welded HSLA component-like I-girders. Weld World 61, 223–229 (2017). https://doi.org/10.1007/s40194-016-0413-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-016-0413-x