
Abstract
For the indirect-type single-side resistance spot welding, the new program control setting of welding current and electrode force were developed in order to increase the welding current range, suppress the expulsion, and promote the weld nugget growth. Welding experiments verified that the occurrence of expulsion and formation of molten nugget were significantly influenced by the contacting conditions at the interface between the electrode tip and upper sheet and at the faying surface between the sheets and the resulted heat generation at the early stage of welding. Focusing on better controlling the contacting conditions at the early stage, the two-stage program control setting of welding current and electrode force was developed and successfully improved the weldability, increasing the welding current range, compared with constant current and force setting. Numerical simulations were conducted to study the welding phenomena and clarified the effect of two-stage current and force setting on the suppression of expulsion and promotion of nugget growth.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Automotive companies have been undertaking the innovative designs of automotive structure such as flangeless closed-sectional parts using high-strength steels to reduce the body weights of vehicles. However, the commonly used resistance spot welding process with both-side access of welding electrodes is not applicable with those new structures, in many occasions, and the single-side resistance spot welding process, which only requires the single-side access of welding electrode, is necessary.
It has been known that the series spot welding and indirect spot welding are applicable as the single-side resistance spot welding process. The series-type single-side spot welding [1, 2] performs with multiple welding electrodes contacted from only one side of lapped sheets. Therefore, the major fraction of welding current conducts along the sheet contacted with electrode while limited fraction of current conducts across the lapped sheets at the weld. Consequently, the resistance heat generation between the sheets is likely to be insufficient to satisfactorily grow the weld nugget. On the other hand, the indirect-type single-side spot welding [3–8] performs with the single welding electrode contacted from one side of lapped sheets coupled with the ground electrode attached to the other side in some distance. This inevitably increases the fraction of current conducting across the lapped sheets and the weld nugget can be more effectively grown compared with the series-type single-side spot welding.
However, it is known that the indirect-type single-side spot welding often shows a great deal of variation in the weld quality, especially the size of weld nugget, depending on the shunting condition. Since the ordinary spot welding performs with the two welding electrodes contacted from both side of lapped sheets, electrode force can be high enough to form definitive contacting area between the sheets, resulting in the concentrated heat generation. Besides, the current path between electrodes is very short so the shunting at any other locations than the weld is less likely. As a result, the nugget grows effectively and stably. On the other hand, indirect-type single-side spot welding is prone to spread contact area between the sheets due to small electrode force. Then, the current density and heat generation may be so diffuse that it cannot be enough to form molten nugget. Besides, the current path between the welding electrode and ground electrode often has to be so distant that shunting at existing welds are considerably inevitable. This makes the nugget formation more difficult and unstable.
There have been a few researches to overcome this drawback of the indirect-type single-side spot welding. One dealt with optimization of welding condition, and welding sequence and the location of ground electrode relative to that of welding [6]. Another focused on controlling the shunting current [7]; the upper sheet at which the welding electrode contacts had a slit near by the welding location so that the electric resistance of the current path through the upper sheet becomes higher relative to the lower sheet. As a result, it enabled to reduce the shunting current. However, the approaches undertaken in the researches above must restrict the production process of body-in-white or the design of automotive parts.
Indirect-type single-side spot welding experiments of previous researches were performed with constant current and force setting conditions. However, recent resistance welding equipment that consisted of inverter direct current (DC) power source and servomotor actuated welding gun enable to program the welding current and electrode force in multi-stages during welding.
There have been a number of papers on numerical simulation of resistance spot welding to predict the distributions of temperature, current density, and stress [9, 10]. Nowadays, quite a few finite element method solvers especially designed for resistance welding are available through the market. Since they require no special knowledge and skill in numerical simulations and visually provide the information of welding phenomena, it has become common to use these tools to optimize the welding process in R & D activities in industry [11]. Its flexibility for creating the simulation model enables it to apply to the simulation of the indirect-type single-side spot welding.
The objective of this research is to develop the indirect-type single-side resistance spot welding process that enables to stably provide the high-quality welding without compromising the productivity. Therefore, the application of new program control setting of welding current and electrode force controls for indirect-type single-side resistance spot welding was studied in order to promote the weld nugget growth and suppress the expulsion even though the shunting current is large so that the stable weld quality is attainable. Numerical simulations were conducted using the finite element method solver, SORPAS®, to study the welding phenomena and clarified the effect of two-stage current and force setting on the suppression of expulsion and promotion of nugget growth.
2 Experimental procedure
2.1 Welding experiments
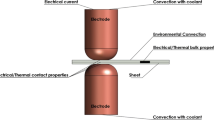
Indirect-type single-side resistance spot welding was performed using the testing setup shown in Fig. 1. The lapped sheets of a 0.7-mm thick cold-rolled sheet with more than 270 N/mm [2] of tensile strength as an upper sheet and a 1.6-mm thick cold-rolled sheet with more than 980 N/mm [2] of tensile strength as a lower sheet were placed on U-shape fixture locating welding electrode and ground electrode on the top and bottom, respectively. Having a hollow space beneath of sheets, this setup corresponds to the condition of indirect-type single-side resistance spot welding. Using a middle frequency direct current (MFDC) power source and servomotor actuated welding gun, welding current and electrode force were programmable in multi-stages. The welding electrode used featured a simple radius shape with curvature radius of 40 mm. Shunting current on the test pieces was controlled by clamping at the four points at edges with a force of 245 N at each location. Tight contact between the sheets with clamping reduces the electric contact resistance and increases the conduction at the clamped points. In a word, the welding experiment with or without clamping corresponds to the condition with or without shunting current. With the experiment described above, the influence of welding current, electrode force, and variation with our without shunting current on the weld nugget formation was examined. The welding current, voltage between the upper electrode, and ground electrode and electrode force during welding were measured to observe the welding phenomena in detail.

Experimental setup
2.2 Numerical simulations
The numerical simulations were performed using the software, “SORPAS®” (SWANTEC Software and Engineering ApS). The thermoelastic-plastic finite element analysis was undertaken with the two-dimensional axi-symmetric model as shown in Fig. 2. The geometry and configuration of objects such as welded sheets, electrodes, and fixture followed those of welding experiments shown in Fig. 1, except the fact that all the objects are cylindrical in shape in the three-dimensional view. Since the cylindrical manner of objects in the axi-symmetric model, the shunting condition applied in the experiments was not able to be simulated. However, the simulated results can represent the tendency of temperature and current density distributions with respect to the program control setting of welding current and electrode force. In this simulation, the temperature dependencies of physical properties, such as thermal conductivity, specific heat, electrical conductivity, Young’s modulus, flow stress, etc., of steel sheet and welding electrode were taken into account.

Models for numerical simulation for single-side spot welding
3 Results and discussions
3.1 Influence of welding parameters and shunting current on welding nugget formation and expulsion occurrence for constant program setting of welding current and electrode force
The program setting of welding current and electrode force was constant as illustrated in Fig. 3. Figure 4 exhibits the influence of the welding parameters and shunting current on the weld nugget formation for the constant program setting. As shown in Fig. 4a, the nugget diameter increased with welding current at the constant electrode force. This corresponds to the tendency commonly seen in the case of the spot welding with both-side electrode accesses. On the other hand, the nugget diameter decreased sharply with the electrode force at the constant welding current as seen in Fig. 4b. As a result, the electrode force appropriate to form the sufficient size of weld nugget was notably low compared with the both-side spot welding. Due to the single-side electrode access without any backing support, the electrode force is to be supported by the welded parts. Therefore, as the electrode force increases, deflection at the weld extends. Then, it increases the contacting area at the interface between the electrode tip and upper sheet surface or the faying surface between the sheets. Consequently, the current density and heat generation may become too low to grow the molten nugget between the sheets. This tendency is conceivably more significant than the case of the both-side spot welding, which supports the electrode force collaterally by the electrodes themselves.

Welding conditions of constant current and force setting. a As a function of welding current at 400 N of electrode force. b As a function of electrode force at 7.0 kA of welding current

Welding results of constant current and force setting
Figure 4a showed the apparent variation of nugget diameter, depending on the shunting current. The nugget diameter was smaller with shunting current. As the shunting current increases, the fraction of current conducts across the faying surface decreases. Consequently, the current density and heat generation may become too low to grow the molten nugget between the sheets.
Figure 4a also exhibited the occurrence of expulsion at 8 kA of welding current either with or without shunting current. It is noticed that the expulsion occurred even at smaller nugget diameter with shunting current. In the case of both-side spot welding, this may not be commonly seen, since the nugget diameter becomes excessively large when the expulsion takes place. This common type of expulsion is considered to take place from between the sheets when the corona bond in the periphery of weld nugget is exposed to high temperature and melted [9]. At this state, corona bond can no longer support the internal pressure of molten metal inside the nugget. The mechanism of expulsion observed in the single-side spot welding process is conceivably different and was characterized in detail.
To investigate the behavior of expulsion, welding current, voltage, and electrode force were measured. Figure 5 shows these results when welded at the welding current of 8 kA with shunting current. The electrode force ramped up due to the volumetric expansion of material caused by heating and melting as soon as the welding initiated. However, it dropped sharply within 0.1 s after the initiation of welding. This abrupt descent of force is presumably because the expulsion, i.e., a loss of the molten material, causes the imbalance between the electrode force and counterforce exerted by the weld portion. It should be noted that this force profile during welding is a case observed with the servomotor actuated welding gun, and the response of force after the expulsion may be different if a pneumatic gun is used. It is consequently recognized that the initiation of weld nugget formation and occurrence of expulsion are the phenomena appearing in the very early stage in the case of single-side spot welding in this study.

Measured current, voltage, and electrode force during welding (current, 8.0 kA; electrode force, 400 N; time, 0.3 s; and with shunting current)
3.2 Characterization of welding nugget formation and expulsion occurrence for the early stage of welding time
To study the early stage of nugget formation and expulsion occurrence, the single-side spot welding was performed in a short period of the welding time in constant current and force setting as shown in Fig. 6, with shunting current. Figure 7 shows a cross-sectional macrostructure of the weld. The weld nugget in the early stage was formed in the vicinity of electrode tip and located mostly in the upper sheet. The nugget diameter at the interface between the upper and lower sheets was 2.6 mm and less than the maximum diameter seen within the upper sheet. This indicates that the heat generation is larger at the interface between the electrode tip and upper sheet surface than the faying surface between the sheets. This tendency is different from the case of the both-side spot welding, at which the heat generation from the faying surface is predominant. The expulsion occurred from the surface of the upper sheet in the periphery of electrode tip despite the short period of welding time. It was known that the location of expulsion is different from that commonly seen in the both-side spot welding. Then, the mechanism of expulsion observed for the single-side spot welding is presumed that the weld nugget in the upper sheet near electrode tip grew too fast and large due to the excessive heat generation at the interface between the electrode tip and upper sheet surface.

Welding conditions in a short period of constant current and force setting

Cross-sectional macrostructure of the weld with constant current and force setting at 8.0 kA, 400 N, and 0.06 s (with shunting current)
As the shunting current increases, the fraction of current conducts across the faying surface decreases and the weld nugget diameter between the sheets becomes smaller. However, the current density and heat generation at the interface between the electrode tip and upper sheet surface must be independent of the shunting condition. This may be why the expulsion occurred at 8 kA of welding current either with or without shunting current, in spite of the weld nugget size, as shown in Fig. 4a.
3.3 Study for the two-stage program control setting of welding current and electrode force
In the previous discussion, the larger heat generation at the interface between the electrode tip and upper sheet surface than the faying surface between the sheets should cause the unfavorably excessive nugget growth near the welding electrode. As a result, the nugget diameter between the sheets becomes smaller than that within the upper sheet. This tendency must be more significant in the condition with shunting current because the fraction of current conducts across the faying surface decreases. This problem cannot be solved simply by increasing the welding current in the constant program control setting since the expulsion tends to occur at a certain current in spite of the weld nugget size depending on the shunting condition or by increasing the electrode force since it tends to increase the contacting area at faying surface and decrease the current density and heat generation, hindering the molten nugget to grow between the sheets.
Previous discussion also indicates that the behavior of weld nugget formation and occurrence of expulsion are the phenomena appearing in the very early stage during welding. Therefore, the different adjustment of program control setting in the early and latter stages would be effective. In this study, two-stage program control setting of welding current and electrode force was studied to promote the weld nugget growth and suppress the expulsion occurrence.
The single-side spot welding was performed in a short period of the welding time in two-stage current and force setting in order to better control the nugget formation and expulsion occurrence in the early stage. The experiments were done with shunting current to examine the effectiveness in a severe condition. The welding condition is shown in Fig. 8. This program setting consisted of the lower current and higher force in the first stage and the higher current and lower force in the second stage. The welding current and electrode force in the first stage was I A (=2.0 kA) or I B (=4.0 kA) and F A (=600 N) or F B (=800 N), respectively. The current and force in the second stage was same as those of Fig. 6, 8.0 kA and 400 N, respectively.

Welding conditions in a short period of two-step current and force setting
The cross-sectional macrostructures of welds are shown in Fig. 9. The nugget diameter between the sheets increased to 3.1 or 3.2 mm at I A or I B , respectively, of welding current in the first stage compared with that with constant setting, 2.6 mm, seen in Fig. 7. These values of nugget diameter at I A or I B were the same between F A and F B of the electrode force in the first stage. This conceivably indicates that the heat generation at the faying surface between the sheets is larger with the two-stage program control setting than the constant setting. It is considered that the first stage acts as the pre-heating and it softened the materials and formed the tight contacting area between the upper and lower sheets. The electrical contact resistance between the sheets is attributed to the roughness on the surface of sheets [12]. As the roughness is reduced with tight contact between the sheets, the electrical contact resistance at faying surface is also reduced, and it can act as the stable electrical current path. Subsequently in the second stage, the current preferably conducted through the contacting area at faying surface and generate the resistance heat, effectively forming the weld nugget between the sheets.

Cross-sectional macrostructures of the welds to investigate the influence of the first stage of two-stage current and force control setting (with shunting current)
When the electrode force in the first stage was F A , the expulsion occurred from the upper sheet surface in the periphery of electrode tip at both I A and I B of the welding current. However, when the electrode force in the first stage was F B , the expulsion did not occur at either I A or I B . This trend of inhibiting the expulsion should be attributed to the increase in contacting area between the electrode tip and upper sheet surface, which indicated that the diameter of indentation on the upper sheet surface increased to 4.3 and 4.4 mm, compared with 3.8 mm in the case of the weld with constant current and force setting shown in Fig. 7. The pre-heating with the first stage conceivably facilitated the growth to the favorable size of contacting area between the electrode tip and upper sheet surface and avoided the excessive heat generation at the interface between the electrode tip and upper sheet surface. Thus, the expulsion from the upper sheet surface was inhibited.
It is considered that the first stage acts as the pre-heating to form the contacting areas at the faying surface between the sheets and at the interface between the electrode tip and upper sheet surface. Thus, weld nugget was effectively formed between the sheets and the expulsion from the upper sheet surface was inhibited. In the next section, the enhancement of weldability was examined with the optimized welding condition of two-stage program control setting discussed in this section.
3.4 Appropriate welding conditions for two-stage program control setting of welding current and electrode force
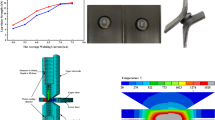
According to the discussion above, the optimized welding conditions of two-stage program control setting was determined as shown in Fig. 10. Figure 11 shows the welding current range, defined by the nugget diameter of 4√t (t is the sheet thickness of the thinnest one among the lapped sheets) as the lower limit and the initiation of expulsion as the upper limit, with constant and two-stage current and force settings.

Welding conditions of two-stage current and force setting

Welding current range testing results of two-stage current and force setting (with shunting current)
Comparing the results of I A and F A and I B and F B for welding current and electrode force in the first stage, the upper limit was notably higher with the condition with I B and F B . This suggests, as discussed above, that controlling the phenomena in the early stage of welding by means of the program control setting enables to inhibit the expulsion. Figures 12 and 13 show the cross-sectional macrostructures of welds at 7 kA of current with constant current and force setting shown in Fig. 3 and those at 7 kA of current in the second stage with the two-stage current and force setting shown in Fig. 4. It is noticed that the weld nugget diameters between the sheets were larger with the two-stage current and force setting than that with the constant current and force setting when the current was equal to 7 kA. This also suggests that controlling the phenomena in the early stage of welding by means of the welding setting enables to promote weld nugget growth.

Cross-sectional macrostructures of the welds at 7.0 kA with constant current and force setting (with shunting current)

Cross-sectional macrostructures of the welds at 7.0 kA of welding current at the second stage with two-stage current and force setting (with shunting current). a Constant current and force setting. b Two-stage current and force setting
As a result, the welding current range of the condition with I A and F A was 1.6 kA and that with I B and F B 2.6 kA. It indicated that the remarkable enhancement was attained with the two-stage current and force setting compared with the constant setting.
3.5 Analysis of welding process by means of the numerical simulation
The numerical simulation was performed for the constant current and force setting as shown in Fig. 6, with 8.0 kA of current and 400 N of force, and the two-stage current and force setting as shown in Fig. 10, with I B of current and F B of force in the first stage. Figure 14 shows the temperature distribution during welding predicted by numerical simulation. The temperature was indicated from 373 (100) to 1910.5 (1637.5) K (°C) with each increment of 37.5 K in different color in the temperature scale. However, the temperature above the melting point of the material, for example, 1811 K (1538 °C) for pure iron, was indicated monotonously with the color denoted as “Molten” no matter in which incremental range the temperature is located in the temperature scale. For Fig. 14a, b, Time 6c shows the region that has reached or exceeded the melting point at any time during the welding as gray color, in a word, this must be considered as a weld nugget formed during welding.

Temperature distribution during welding predicted by numerical simulation. a Constant current and force setting. b Two-stage current and force setting
In the case of constant current and force setting as shown in Fig. 14a, the heat generation initiates near the electrode showing the offset of the formation of molten region to the upper sheet with respect to the faying surface between the sheets, as seen at Time 1c. The heated region extends while it dissipates outwardly, resulting in the smaller molten region than that seen at Time 1c, as seen at Time 3c. This must be because the current density and heat generation decreases with increasing the contacting area at the interface between the electrode tip and upper sheet surface. In fact, in the subsequent period as seen at Time 6c, the heat generation becomes even lower so that the molten region is no longer formed even though the current was still conducted. Consequently, the nugget becomes rather small at the end as seen at Time 15c.
On the other hand, in the case of two-stage current and force setting as shown in Fig. 14b, at the first stage with lower current and higher force, the moderate heat generation takes place at the upper sheet and extend to the lower sheet, as seen in Times 1c and 3c. The first stage conceivably acts as the pre-heating process and it softens the materials and forms the tight contacting area between the sheets. The tight contact reduces the electrical resistance at faying surface and it takes a role of the stable electrical current path. Then, at the second stage with higher current and lower force, the molten region is formed between the sheets showing more penetration to the lower sheet (Time 6c) and continued to grow until the end of welding (Time 15c). Thus, the nugget becomes larger at the end as seen at Time 15c. So the promotion of nugget formation with developed process was verified.
Figure 15 shows the current density distribution during welding predicted by numerical simulation. In the case of constant current and force setting as shown in Fig. 15a, at the beginning, the current density around the electrode tip is excessively high as seen at Time 1c, so it can cause the expulsion from the upper sheet surface. Meanwhile, the conduction at the faying surface between the sheets does not seem very much, so the formation of molten region can be offset to the upper sheet with respect to the faying surface. As the time elapses, the high-density region is formed at the faying surface between the sheets as seen at Time 3c, and this indicates the formation of the current path between the sheets so the formation of molten region between the sheets is possible. However, in latter period, the current path extends as the current density decreases as seen at Times 4c and 6c. This must lead to the lower heat generation and eventually disappearance of molten region even during the welding.

Current density distribution during welding predicted by numerical simulation
In the case of two-stage current and force setting as shown in Fig. 14b, the current density around the electrode tip in the first stage is not as high as that at the beginning of the constant setting, as seen at Times 1c and 3c. This must be simply because the current in the first stage of the two-stage setting are lower than that of the constant setting. Subsequently, in the second stage, the current is increased to that of the constant setting, 8.0 kA. However, the excessive current density around the electrode tip was not exhibited at the beginning of the second stage, as seen at Time 4c. Similarly to the earlier discussion, the first stage conceivably acts as the pre-heating process, forming the contacting area between the electrode tip and upper sheet. Thus, the excessively high current density and heat generation in the upper sheet are avoided and the expulsion from the upper sheet surface can be suppressed.
In the beginning of second stage, the high current density region is formed at the faying surface between the sheets as seen at Time 4c, indicating the formation of current path between the sheets. This also must be the effect of pre-heating with the first stage forming the tight contact at the faying surface. In the subsequent period, the decrease in current density at the faying surface is rather smaller, as seen at Time 6c, compared with the constant setting. This must be because the extension of contacting area at the faying surface was smaller because the electrode force was decreased in the second stage and smaller than that of the constant setting. This is effective to extend the molten region, in other words, grow the weld nugget.
Accordingly, the effect of two-stage current and force setting on the inhibition of expulsion and the promotion of weld nugget growth is illustrated in Fig. 16. The first stage with low welding current and high electrode force acts as the pre-heating process. It softens the materials and forms the tight contacting areas at the interface between the electrode tip and upper sheet surface and at the faying surface between the sheets. These will be effective on suppressing the expulsion from the upper sheet surface, avoiding the excessive current density around the electrode tip and forming stable current path at the faying surface. In the second stage with higher current and lower force, the high current density region is formed at the faying surface at the beginning and can be sustained in the subsequent period, effectively forming the weld nugget between the sheets. Thus, two-stage current and force setting can effectively suppress the expulsion and promote the nugget growth.

Mechanism of suppressing the expulsion and promoting the weld nugget growth with the two-stage current and force setting
4 Conclusions
-
1.
It was verified that the weld nugget formation was significantly influenced with shunting condition with the indirect-type single-side spot welding. The welding current range was remarkably decreased with shunting.
-
2.
Welding experiments verified that the occurrence of expulsion and formation of molten nugget were significantly influenced by the contacting conditions at the interface between the electrode tip and upper sheet and at the faying surface between the sheets and the resulted heat generation at the early stage of welding.
-
3.
The two-stage program control setting of welding current and electrode force was developed to control the contacting conditions at the early stage, designing the first stage of the setting as pre-heating process.
-
4.
The two-stage program control setting successfully improved the weldability, increasing the welding current range, from less than 1.0 to 2.6 kA, compared with constant current and force setting.
-
5.
Numerical simulations were conducted to study temperature and current density distributions and clarified that the effect of two-stage current and force setting on the suppression of expulsion and promotion of nugget growth.
References
Noma K, Kato S (2004) Development of single-side welding process simultaneously welding two spots. Weld Technol 1:110–116, in Japanese
Hirai, K., Takeuchi, H, Nakagaito, T., Ikeda, R.: One side tandem spot welding based on resistive heating controlled by multi step current (report 1). Preprints of the National Meeting of JWS, Vol. 2006f: 432 (2006) in Japanese
Lewis C, Gleave M (1999) A spot of welding on one side. Weld Met Fabr 67(5):14,16–17
Cho Y, Chang I, Lee H (2006) Single-sided resistance spot welding for auto body assembly. Weld J 85(8):26–29
Nishibata H, Fukumoto M, Uchihara M (2009) Influence of welding conditions on nugget formation in single-sided resistance spot welding process. Weld World 53(5/6):15–22
Hasegawam, Y., Fujita, H., Endo, T., Fujimoto, M., Tanabe, J., Yoshida, M.: Development of front pillar for visibility enhancement. Honda R & D Technical Review, Vol. 20, No.2, October: 106–113 (2008) in Japanese
Nishibata, H., kikuchi, S., Fukumoto, M., Uchihara, M.: Influencing factor on nugget formation and shunt current of single-sided RSW. Preprints of the National Meeting of JWS, Vol. 2010f: 143 (2010) in Japanese
Nishibata H, Kikuchi S, Fukumoto M, Uchihara M (2013) Single-side resistance spot welding process for joining pipes and sheets. Int J Autom Technol 7(1):114–119
Nishiguchi K, Matsuyama K (1987) Influence of current wave form on nugget formation phenomena when spot welding thin steel sheet. Weld World 25(11/12):222–245
Tsai, C. L., Jammal, O. A., Papritan, J. C., Dickinson, D. W.: Modeling of resistance spot weld nugget growth. Weld J, Vol. 71, No. 2: 47 s-54s (1992)
Scotchmer N (2009) Simulation software helps automakers. Weld J 88(8):47–49
Babu S, Santella ML, Feng Z, Riemer BW, Cohron JW (2001) Empirical model of effects of pressure and temperature on electrical contact resistance of metals. Sci Technol Weld Join 6(3):126–132
Author information
Authors and Affiliations
Corresponding author
Additional information
Doc. IIW-2540, recommended for publication by Commission III “Resistance Welding, Solid State Welding and Allied Joining Processes”
Rights and permissions
About this article

Cite this article
Matsushita, M., Ikeda, R. & Oi, K. Development of a new program control setting of welding current and electrode force for single-side resistance spot welding. Weld World 59, 533–543 (2015). https://doi.org/10.1007/s40194-015-0228-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-015-0228-1