
Abstract
Lightweight construction methods will make a significant contribution to sustainable CO2 reduction in new car body developments. Multi-material design offers cost-efficient lightweight solutions for car mass production. The key to successfully drive this development trend is a particularly economical, safe and sustainable joining technique: adhesive bonding. In automotive production, the car body must be heated in an oven to ensure the curing process of the adhesives. The increase in temperature leads to different expansion performance of adherends according to their individual thermal expansion behaviour. Stresses occurring may be so great as to cause plastic deformation in the joint area. During cooling of the bonded construction, further relative displacements occur between the joint partners, which can lead to joint failure. These effects influence the usability, sustainability and long-term durability of adhesively bonded components and have not yet been considered for use in automotive car body design. As part of a research project, a test stand was built to allow adhesive bonds to be cured under diverse selected temperature-time profiles e.g. to simulate the cathodic dip-paint process. Various degrees of adhesive curing can be realized and the influence on the joint evaluated in a subsequent tensile test. Parameters such as the maximum strength or displacement at fracture, but also the plastic deformation behaviour of the used toughened adhesive system, depend on the degree of curing. Temperature-related relative displacements are simulated by applying an additional mechanical stress during adhesive curing. Their influence on the mechanical properties of the adhesive bond is evaluated in a subsequent tensile test. There is a significant influence of relative displacement on the mechanical behaviour of the adhesive joint during adhesive curing.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Lightweight constructions are expected to make a substantial contribution to sustainable CO2 reduction in new car body developments. So-called multi-material design is a cost-effective lightweight solution for mass production. This design is realized by the use of high-strength steels, light metals and composites, which have different coefficients of thermal expansion. Multi-material design, is, however, not only realized in the automotive sector or in the mobility industry, but also in the construction industry, e.g. by combination of concrete (Gaertnerplatzbruecke in Kassel made of UHPC [1]), glass (Glashof of Jewish Museum Berlin [2]) and wood (wood glue structures, composite structures, such as steel, concrete and glass [3]) and even—on a different scale—in the microelectronics industry (construction and connection technology [4]). The key to successfully drive this development trend towards efficient multi-material structures is an economic, safe and sustainable joint technology. The technology consists of adhesive bonding and, depending on the application, an additional mechanical joining method. The adhesive performs not only sealing, noise-absorbing and load-bearing functions, but also allows the different physical properties of the materials to be exploited in a multi-material structure, such as the effects of different coefficients of thermal expansion.
When using heat-curing adhesives, the joints have to be heated in an oven to ensure the curing process. By increasing the temperature, the components expand according to their individual thermal expansion behaviour (so-called Δα-problem). Additionally, relative deformations from shrinkage of the adhesive during the crosslinking reaction occur. In many cases, this results in high local stresses, which can result in damage to the joint by separation at the interface, or cohesive failure within the adhesive layer. During cooling of the bonded components, relative displacements occur again between the joining partners. These relative displacements influence the usability, sustainability and long-term durability of adhesively bonded structures. Those influences of heat-curing processes on adhesively bonded joints cannot yet be considered in the design of the manufacturing process or in the design of the joint itself because of issues with sustainability and long-term durability. There is therefore no knowledge available about the changes in mechanical properties of the adhesive layer up to failure due to local stresses and local damage evolution during the curing process.
The theoretical basis of the morphology of thermosetting plastics during cure is widely known. Kinetic and rheological models of curing have been widely developed, e.g. time-temperature-transformation (TTT) diagram by Gillham in 1883 [5]. This has been established for many types of resin, and results are summarized in a more recent dissertation by Harsch in 2008 [6]. The problem of chemical shrinkage of thermosets, which can lead to a volume change of up to 10 %, was examined at an early stage for fibre-plastic composites [7]. To date, mathematical models have been established and examined for these processes. The basic ideas and experimental and theoretical methods of Adolf and Martin [8] from 1996 are worthy of mention, which are based on the time-temperature superposition principle and a two-component material model. The first component describes the transformation of the resin as a function of temperature history by reaction kinetics equations. The second component determines the stress state in the curing resin and in the cured resin, as a function of the deformation history by linear viscoealastic equations of Maxwell’s model type. In 2007, this research group extended their model for non-linear viscoelastic behaviour by introducing constitutive equations based on double Hereditary Integrals [9]. In these and a large number of other works, theoretical and experimental studies are conducted on brittle matrix resins; these show little plastic behaviour, unlike the group of toughened-modified thermoset adhesives. Hahn and Jendrny [11, 12] have solved the problem of bond-line readout as a result of shrinkage and thermal stresses generated during heat curing with the linear theory shown in [8]. This was achieved through experimental studies based on specially constructed test rigs and linear viscoelastic calculations. This method has been taken up by the industry and taken into account in virtual component design. Another notable dissertation in this area comes from van’t Hof from the University of Delft [13] in 2006. He provides a good guide for mechanical, thermo-viscoelastic characterization and finite element modelling for the curing of thermosetting polymers. The basic works of [11] and [13] have established conditions for further industrially oriented research in Europe. Similar recent research work by the US car body industry is shown in [14].
The assumptions, models and calculation methods [5–13] are sufficiently accurate for viscoelastic polymers in which there is no damage evolution during external loading. There is no damage term in the models. Therefore, these models cannot be easily transferred to automotive adhesives, which have a distinct elastoplastic behaviour with a pseudo yield point, plastic hardening and damage evolution [15]. If manufacturing-induced stresses arise below the yield point, they may result in bond-line readout. If these stresses exceed the yield strength, plastic deformation can occur, which can result in local or global failure of the joint. This shows that the inhomogeneity of the adhesive layer, the adhesive layer thickness and imperfections play an important role. The required conditions for calculation and prediction of these theoretical approaches and research methods go far beyond the previously developed international state of research, e.g. [16, 17].
Basic experimental and theoretical investigations of the mechanical behaviour of cured elastoplastic adhesives were carried out by Schlimmer, for example in [18, 19, 23]. The plasticity theory that was developed is used by the industry. This model can be modified to include additional thermo-mechanical effects.
Hardly anything is known about the mechanical behaviour of elastoplastic adhesive during curing. In preliminary studies [20], the shear stress–strain behaviour of the adhesive layer was determined after different temperature-time profiles (degrees of cure). The experimental results from such studies show an almost abrupt hardening of the adhesive layer with an almost exponential increase of the shear strength as a function of degree of cure. However, there is a lack of further experimental results and extensive research on the overall mechanical behaviour during cure for the development of corresponding rheological constitutive equations. These results are needed for the calculation and evaluation of production-related expansion and shrinkage processes. This is especially true for manufacturing-related stresses and defects within the adhesive layer. These stresses are difficult to detect experimentally because of the relatively thin adhesive layers. Therefore, only numerical methods can provide the solutions for industrial applications.
Preliminary work on modelling the behaviour of adhesives during curing has been provided by Lion at the Institute of Mechanics at the University of the Bundeswehr, Munich [21, 22]. Equations used by Jendrny [11] were transferred to large deformations and applied to calculate the hardening and stress states in the adhesive layers. However, the results have not been validated on component-like specimens or bonded structures.
In this paper, a purely experimental approach is shown to evaluate the stress conditions during heat curing of a toughened-modified adhesive and its influence on the mechanical properties of an adhesively bonded joint.
2 Test preparation and test performance
2.1 Materials and joint geometries
Tests are conducted on bi-metal specimens (Fig. 1) and thick adherend shear specimens (Fig. 2).

Bi-metal specimen

Thick adherend shear specimen (TASS)
The so-called bi-metal specimen consists of two different metallic materials (here steel/aluminium alloy), which are joined by an adhesive layer. The bond area is 16 × 50 mm2. The thickness of the adhesive is controlled at t a = 0.3 mm by using Teflon tape next to the bonding area. The specimen is clamped at one end. Therefore, when heat is applied, differences in thermal expansion of the adherends lead to shear deformation of the adhesive during cure. Following the curing process and cooling of the adherends, the specimen can be separated to a single lap shear specimen to evaluate residual strength of the joint.
Mechanical properties of the used substrates are identified by tension tests and by thermo-mechanical analysis (Table 1).
To conduct shear tests, the so-called thick adherend shear specimen (TASS) is used, which is shown in Fig. 2. A mild steel (St 37) is used for the adherends. The bond area is 5 × 20 mm2. The thickness of the adhesive is controlled at t a = 0.3 mm by the shown geometry of the adherends.
The adhesive considered in this paper is supplied by DOW. The one-component, heat-curing, epoxy-based polymer is named Betamate 1496 V. Extracts from the technical datasheet are shown in Table 2.
Standard curing is carried out according to a technical datasheet that specifies 30 min at 180 °C specimen temperature.
2.2 Testing equipment and conditions
Curing tests with bi-metal specimens are conducted in an oven. Temperature is measured at two points to ensure an equal heat distribution in the specimen. Displacement of the specimen is measured with an optical measuring device, see Fig. 3 a, b.

a Bi-metal specimen in the oven. b optical strain measuring
In Fig. 3a, the bi-metal specimen can be seen in the oven. The specimen is clamped at the lower end. Therefore, temperature-related elongations of the adherends lead to shear deformation of the adhesive layer at the top end of the specimen. On the reverse side, two thermocouples are welded to the steel adherend. The Teflon fixation shown prevents normal stresses in the joint. In Fig. 3b, the determination of relative displacements by digital image correlation can be seen. Strains are measured on the shown specimen, and displacement in longitudinal direction of the specimen is shown in the lower picture. Relative displacement of the adherends and therefore shear deformation of the adhesive joint are calculated by the difference between point 1 and point 2.
All tests under quasi-static load are performed on a universal testing machine in displacement control. The test speed for bi-metal tests is 1 mm/min. The strain rate for TASS tests is 0.002 s−1. The force is measured with a load cell within the testing machine. Displacement is measured with clip-gauges near the overlap region. Five specimens are tested for each parameter and arithmetic mean and standard deviation of selected mechanical properties are calculated for statistical analysis.
3 Results
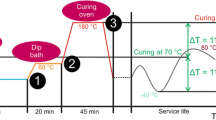
In the first step, the temperature-time course of a typical electronic dip paint (EDP) coating process is applied to bi-metal specimens. The increase in temperature leads to a relative displacement of the two adherends (x-displacement) and thus to a shear stress of the adhesive layer, see Fig. 4.

Bi-metal test
Temperature of the specimen is increased from room temperature to 180 °C, which results in an increase of shear deformation of about 0.25 mm. This relative displacement of the adherends is not prevented by the adhesive layer, because the adhesive is not cured yet. The temperature is then controlled at a constant level of 180 °C for 30 min. During this time, the adhesive cures. The specimen is cooled to room temperature. Deformation of the specimen to its initial position is now prevented by the cured adhesive, which results in a permanent displacement of 0.1 mm and internal stresses in the adherends and the adhesive layer.
It can be seen that a shear deformation of 0.25 mm and therefore high shear strains occur during adhesive curing. These strains can lead to residual stresses and plastic deformation in the adhesive layer, especially in the cooling phase of the cured adhesive. To evaluate possible damage evolution, the specimens are separated into single shear lap specimens after the curing process to evaluate residual strength of the joints in a subsequent shear test. In additional tests, the length of the aluminium adherend is increased to achieve a higher relative displacement. Results of exemplary shear tests are shown in Fig. 5.

Force-displacement diagram
As a reference, a specimen is tested that was not deformed during curing, so there is no internal stress or plastic deformation in the joint. This specimen shows a typical force-displacement curve with a distinct plastic hardening up to a maximum force of 20 kN at a displacement of about 2 mm. In contrast, samples are shown with a relative displacement during curing. These curves are quite similar. It is shown that the applied relative displacements during cure have led to a reduction of the maximum force, as well as to a reduction of the elongation at fracture. The yield stress, however, increased.
A test bed was set up in order to achieve a better understanding of the influence of adhesive deformation during heat curing. On this testing machine, adhesive joints can be cured at any given temperature-time profile, e.g. to reproduce an EDP coating process of car body production. Different degrees of cure of the adhesive are realized by using information from DSC tests. There is no displacement within the joint during curing, because the temperature-related expansion of the steel adherends is taken into account by the test bed control. Without relative displacement of the adherends in the joint area, there are no such residual stresses in the adhesive. The influence of degrees of cure is evaluated in subsequent shear tests. This is shown in Fig. 6.

Influence of adhesive curing level on stress–strain relationship
In Fig. 6, the degree of curing is varied between 20 and 99 %. The 99 % cured adhesive joint shows a typical shear stress–shear strain course. There is a distinct elastic–plastic behaviour with plastic hardening and a maximum strength of about 31 MPa at 130 % strain. If the degree of curing is reduced to 90 %, maximum strength is reduced to about 24 MPa at 80 % strain. Generally, a reduction of the degree of curing results in a reduction of maximum strength and strain at maximum strength. However, the course of the curves is also influenced. There is no longer any plastic hardening. Instead, there is a distinct softening after reaching maximum strength at low degrees of curing. This can be explained by the influence of the degree of curing on the glass transition temperature. If there is a reduction of degree of curing, the glass transition temperature is also reduced. Degrees of curing of 60 % and above result in glass transition temperatures above room temperature, so these tests were performed within the glassy state of the adhesive. Degrees of curing of 50 % and below result in glass transition temperatures below room temperature, so these tests were performed within the rubber-like state of the adhesive.
On the basis of the stress–strain curves shown, it can be seen that parameters such as maximum strength or strain at fracture, but also the plastic deformation behaviour of the toughened adhesive system, depend on the degree of curing.
Additional temperature-related expansions of the adherends (∆α-problem) can be simulated by an additional relative displacement of specimen halves, which leads to mechanical stress during adhesive cure. Figure 7 shows exemplary displacement-time curves and a temperature-time curve. The specimen is exposed to these displacement-temperature-time profiles. A relative displacement of 0.2 mm is applied, which corresponds to about 66 % shear strain. The influence of this defined relative displacement of the specimen on the mechanical properties of the adhesive bond during heat curing is evaluated in a subsequent shear test.

Displacement-time-curves and temperature-time curve
The results of this shear test are shown in Fig. 8. The stress–strain diagram is clearly different from an adhesive bond that has not been deformed during curing. Although the maximum strengths are approximately at an identical level, the yield stress and the softening behaviour after maximum strength are influenced by the relative displacement and are quite different when compared to the specimen that has not been deformed during curing.

Stress–strain diagrams
Then, more different relative displacements are applied during curing from 0.2 to 0.9 mm, which result in shear strains of about 66–300 %. The influence of shear strain during curing on the stress–strain relationship is evaluated, see Fig. 9. The shear strains shown are applied during the heating phase and cooling phase of the adhesive bond. There is clearly a significant influence of the displacement during heating phase and cooling phase on the mechanical properties of the adhesively bonded joint.

Influence of relative displacement during cure on stress–strain diagrams
Shear strains of 66 and 100 % during curing result in similar stress–strain curves. An increase in shear strain during curing results in reduction of maximum strength. The strains at maximum strength are not significantly influenced by relative displacement during curing.
4 Conclusions
Relative displacements between adherends in an adhesively bonded joint can occur during heat curing of the adhesive. These displacements can lead to internal stresses or even joint failure. In this paper, the influence of various degrees of adhesive curing is initially evaluated in shear tests. Parameters such as the maximum strength or displacement at fracture, but also the plastic deformation behaviour of the toughened adhesive system used, depend on the degree of curing. Subsequently, temperature-related relative displacements are simulated by applying an additional mechanical stress during adhesive curing. Its influence on the mechanical properties of the adhesive bond is evaluated in subsequent shear tests. There is a significant influence of relative displacement during adhesive curing on the mechanical behaviour of the adhesively bonded joint.
References
Schmidt, M., Fehling, E.: Ultra-HochfesterBeton – Planung und Bau der ersten Brücke mit UHPC in Europa. Schriftenreihe Baustoffe und Massivbau Heft 2 Kassel University Press, 2007
Feldmann, M., Pilsl, M.-Langosch, K.: Der neue Glashof des Jüdischen Museum Berlin. Stahlbau Spezial (2008) S. 34–41
Neubauer G, Schober KP (2009) Holz-Glas-Verbundkonstruktionen. Adhäsion 7–8:42–44
Schlimmer, M., Bornemann, J.: Zeitabhängiges Verhalten elektrisch leitfähiger Klebverbindungen unter thermomechanischer Beanspruchung. Abschlussbericht zum AiF/DVS Forschungsprojekt Nr. 13.593 N, Deutscher Verband für Schweißen und verwandte Verfahren e. V. Düsseldorf 2007
Enns JB, Gillham JK (1983) Time-temperature-transformation cure diagram: modelling the cure behaviour of thermosets. J Appl Polym Sci 28:2567–2591
Harsch, M.: Methoden und Ansätze zur spannungsarmen Vernetzung von Epoxidharzen. IVW-Schriftenreihe Bd. 76, Kaiserslautern, 2008
White SR, Hahn HT (1992) Process modelling of composite materials: residual stress development during cure. J Compos Mater 26:2402–2453
Adolf DB, Martin JE (1966) Calculating of stress in crosslinking polymers. J Compos Mater 30:13–34
Adolf DB, Chambers RS (2007) A thermodynamically consistent, nonlinear viscoelastic approach for modelling thermosets during cure. J Rheol 51:23–50
Hahn O, Jendrny J (2003) Evaluation on simulation models for the estimation of deformation of adhesively bonded steel sheets during curing. Welding in the World 47(7–8):31–38
Jendrny, J.: Entwicklung von Berechnungsmodellen zur Abschätzung der Verformung geklebter dünnwandiger Stahlbauteile in Leichtbaukonstruktionen während der Warmaushärtung. Schriftenreihe P 513 der Forschungsvereinigung Stahlanwendung e.V., Düsseldorf, 2004
Hahn, O. Jendrny, J. Figge, V. Einfluss des Fertigungsprozesses auf die Verbindungseigenschaften geklebter Hybridstrukturen, Tagungsband des 1. Berichtskolloquiums der DFG-Forschergruppe Hochleistungsfügetechnik für Hybridstrukturen“, Hannover, S. 64–73.
Van’t Hof, C. Mechanical Characterization and Modelling of Curing Thermosets, Schriftenreihe der University of Technology, Delft, 2006
Patankar KA, Dillard DA, Fernholz KD (2013) Characterizing the constitutive properties and developing a stress model for adhesive bond-line readout. Int J Adhes Adhes 40:149–157
Schlimmer, M., Hahn, O. Hennemann, O.-D. Methodenentwicklung zur Berechnung und Auslegung geklebter Stahlbauteile für den Fahrzeugbau. Abschlussbericht zum AiF/FOSTA ZUTECH-Forschungsprojekt 76 ZN, Forschungsvereinigung Stahlanwendung e.V., Düsseldorf, 2004
Zhang J, Guo Q, Fox B (2009) Structural and material properties of a rapidly cured thermoplastic-toughened epoxy system. J Appl Polym Sci 113:485–491
Da Silva, L.F.M., Adams, R. D., u. a. Analytical Models of adhesively bonded joints. Part I: Literature survey, Part II: Comparative Study. Int. J. Adhesion & Adhesives29 (2009) S. 319–330, 331–341
Schlimmer, M. Klebverbindungen - Versuch und Simulation. 6. LS-DYNA Forum Frankental 11.-12.10.2007
Schlimmer M, Mahnken R (2005) Simulation of strength difference in elasto-plasticity for adhesive materials. Int J Numer Methods Eng 63:1461–1477
Hahn, O., Schlimmer, M.: Unpublished research results
Lion A, Höfer P (2007) On the phenomenological representation of curing phenomena in continuum mechanics. Archives of Mechanics 59:59–89
Diercks N (2009) Validation and ANSYS implementation of the Schlimmer-Mahnken material model ANSYS Conference & 27th CADFEM Users Meeting, Leipzig
Matzenmiller A, Gerlach S, Fiolka M (2006) Progressive failure analysis of adhesively bonded joints in crash simulations, Konferenzbeitrag zum 5. LS-DYNA FORUM, Ulm
Acknowledgments
The IGF research project 369 ZN (FOSTA P 878) by Forschungsvereinigung Stahlanwendung e.V. - FOSTA, Sohnstraße 65, 40237 Düsseldorf, Germany, is funded by the AiF under the programme for promotion of industrial research (IGF) by the Federal Ministry for Economic Affairs and Energy based on a decision of the German Bundestag.
Author information
Authors and Affiliations
Corresponding author
Additional information
Doc. IIW-2507, recommended for publication by Commission XVI “Polymer Joining and Adhesive Technology.”
Rights and permissions
About this article

Cite this article
Meschut, G., Hahn, O. & Teutenberg, D. Influence of the curing process on joint strength of a toughened heat-curing adhesive. Weld World 59, 209–216 (2015). https://doi.org/10.1007/s40194-014-0195-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-014-0195-y