
Abstract
Laser beam welding (LBW) and laser-arc hybrid welding are expected to be applied to welding of high-strength steel plates over 780 MPa, because they have advantages such as low distortion and a narrow heat-affected zone. This research examined the relationship between the chemical composition of high-strength steel plates and the microstructure and mechanical properties of the weld metal with the aim of improving the toughness of welded joints of high-strength steels by the LBW process. The results revealed that weld metal toughness is strongly dependent on the carbon (C) content of the steel plates, and excellent toughness can be obtained in weld metals with low C contents having an almost fully lower bainite structure without formation of slender martensite austenite constituent (MA). Based on these results, a guideline for appropriate alloying element design for high-strength steels for LBW was proposed, targeting mechanical properties of tensile strength ≥980 MPa and toughness vE−40 °C ≥ 47 J.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Laser beam welding (LBW) and laser-arc hybrid welding are low-heat input, low distortion, and high-accuracy welding processes, and have been proposed as potential alternatives to conventional arc welding methods, which have fatal problems when welding high-strength steels over 780 MPa grade such as toughness reduction associated with large heat input, delayed hydrogen cracking, and poor fatigue strength of the welded joints [1–4]. To address these problems, Japan’s New Energy and Industrial Technology Development Organization (NEDO) conducted a study on practical application of LBW and laser-arc hybrid welding technologies to 980 MPa grade high-strength steel plates as part of the National Project “Fundamental Studies on Technologies for Steel Materials with Enhanced Strength and Functions.” The aim of that study was to develop a LBW or laser-arc welding process and weld metal design capable of achieving high strength and toughness in the laser weld metal. The target mechanical properties of the weld metal were tensile strength of more than 980 MPa and toughness vE−40 °C ≥ 47 J [5].
This paper reports the results of a systematic study on the effects of the chemical composition of high-strength steel plates on the microstructure and mechanical properties of the LBW weld metal. The optimum microstructure morphology for securing high toughness in the LBW weld metal of high-strength steels is discussed, and a guideline for the appropriate alloy design to satisfy the target mechanical properties is proposed.
2 Experimental procedure
2.1 Steel plates used and laser welding conditions
In this research, steel plates with different C contents and carbon equivalents Ceq-WES were used to investigate the weld metal microstructure and mechanical properties of the laser weld metal of high-strength steels. Table 1 shows the chemical compositions of the steel plates. The nine steels A1–A9 had three C levels (0.05, 0.10, 0.15 mass%) and various Mo contents in the Ceq-WES range of 0.43–0.55 mass%. The composition of steel A5 was modified by adding boron (B) to obtain steel A10, and the composition of steel A3 was modified by increasing Mn and reducing Ni to obtain steel of the composition A11. A10 was used to investigate the effect of B addition in improving the hardenability of the laser weld metal of high-strength steel. These steels were melted with a vacuum melting furnace in the laboratory, and specimen plates were produced by hot rolling. The oxidation layers on both sides were removed by mechanical grinding and the plates were finished to a thickness of 12 mm.
Full penetration melt runs were performed on the steel plates using a CO2 laser under the welding conditions shown in Table 2. The laser power was 13 kW, and the welding speed was 0.8 m/min. As shielding gases, He was used for the surface side and Ar was used for the back side.
2.2 Test methods
The weld metals of the LBW joints were subjected to microstructural examination, Vickers hardness measurement, and Charpy impact tests.
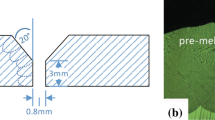
For microstructure observation, nital-etched specimens were prepared, and their microstructures were observed with an optical microscope. The microstructures obtained after 2-stage etching and after Selective Potentiostatic Etching by Electrolytic Dissolution method (SPEED) were examined using a scanning electron microscope (SEM). The 2-stage etching was carried out to reveal the martensite austenite constituent (MA), and SPEED was performed to reveal carbides. In the 2-stage etching, 5 g ethylenediaminetetraacetic acid, 0.5 g NaF, and 100 ml distilled water were used in the first stage, and 25 g NaOH, 5 g picric acid, and 100 ml distilled water were used in the second stage [6]. The etchant used in SPEED was a 10 % acetylacetone, 1 % tetramethylammonium chloride, and methyl alcohol solution [7].
The Vickers hardness of the laser weld metal was measured at intervals of 0.5 mm in the cross-sectional thickness direction with a load of 9.8 N. The Charpy impact test was carried out using a standard 2 mm-V specimen notched at the center of the laser weld metal. The test temperature was −40 °C.
In this research, the chemical composition of the laser weld metal was assumed to be the same as that of the base metal, as the weld was prepared by re-melting the base metal with the laser without using welding consumables.
3 Results and discussion
3.1 Influence of chemical composition on microstructure of laser weld metal
Figure 1 shows an example of a cross-sectional macrostructure of a full penetration laser weld. No significant differences were observed among the laser welds in this experiment, and no welding defects such as porosity and cracking were observed in any of the laser welds.

Example of cross-section of laser weld (steel A5)
Figure 2 shows the influence of the C contents and Ceq-WES of the base metals on changes in the microstructures of the laser weld metals. Even steel A1, which had the lowest C content and Ceq-WES, displayed no formation of ferrite, either at the prior austenite grain boundary or within the grain. Hard structures of bainite and martensite were observed in all the laser weld metals, including A1.

Microstructure change of laser weld metal influenced by C content and Ceq-WES of steel plates
Figure 3 shows the relationship between the C content and the Vickers hardness of the laser weld metal. The line in this figure is the correlation between the C content and the Vickers hardness of the fully martensite structure [8]. Judging from these results, the microstructure of the laser weld metal without B addition was considered not to be a fully martensite structure, but to be either a fully bainite structure or a bainite and martensite structure. However, with B addition, the microstructure was considered to be a fully martensite structure, as its high hardness corresponded to that of a fully martensite structure. As described in detail in Section 3.3, this study confirmed that the microstructure of the laser weld metal of A10 was mainly a martensite structure, demonstrating that B addition is effective in hardening the laser weld metal of high-strength steel.

Relationship between C content and Vickers hardness of laser weld metal
3.2 Influence of carbon content on toughness of laser weld metal
Figure 4 shows the effect of the C content on the toughness (vE−40 °C) of the laser weld metal. The plots in this figure indicate the average of three test results. Absorbed energy vE−40 °C tends to decrease markedly with increasing C content. In other words, the toughness of the laser weld metal of high-strength steels is greatly affected by the C content. In particular, higher C contents caused the microstructure of the laser weld metal to change from lower bainite to martensite. Although lower bainite with a low C content is known to be a high toughness microstructure, martensite with a high C content has high hardness but low toughness. Therefore, laser welding of high-tensile-strength steel with a high C content results in poor toughness of the weld metal.

Effect of C content of laser weld metal on absorbed energy at −40 °C
3.3 Influence of microstructure on toughness of laser weld metal
Bainite structures are generally classified as either upper bainite or lower bainite. Two methods are used to classify bainite, one based on the shape of the bainitic ferrite and the other based on the precipitation location of the carbides in the bainitic microstructure [9, 10]. In this study, the bainite structures were classified by the precipitation location of the carbides, as shown in Fig. 5. Upper bainite was defined as a microstructure in which retained austenite and/or MA was generated and a microstructure in which carbides were precipitated at the boundary of the bainitic ferrite. Lower bainite was defined as a microstructure in which carbides were precipitated within the bainitic ferrite.

Classification of bainite structure in this study
Figure 6 shows examples of SEM images of the 2-stage etching microstructure and SPEED etching microstructure of the respective laser weld metal. First, in A1 (0.06 % C, Ceq-WES = 0.43 %), the 2-stage etching microstructure revealed formation of massive MA between the lath structures, and carbides were not observed within the wide laths in the SPEED etching microstructure. From these results, A1 was considered to be an upper bainite structure containing massive MA. In the case of A7 (0.16 % C, Ceq-WES = 0.46 %), much slender MA was observed among the laths in the 2-stage etching microstructure, and again, no precipitation of carbides was observed in the laths in the SPEED etching microstructure. From this, A7 was considered to be an upper bainite structure containing slender MA, and this steel displayed poor toughness. In contrast, in A3 (0.05 % C, Ceq-WES = 0.53 %), formation of MA was not observed in the 2-stage etching microstructure, but orientated precipitation of carbides was observed within the lath structure in the SPEED etching microstructure. These results indicated that A3 had an almost fully lower bainite structure, and as expected, steel A3 displayed the highest toughness among these weld metals. On the other hand, A10 (0.11 % C, B addition, Ceq-WES = 0.49 %) did not display MA in the 2-stage etching microstructure, no carbides were observed in the lath structure in the SPEED etching microstructure, and the lath width was also very narrow. From these results, A10 was considered to be a fully martensite structure.

Comparison of 2-stage etching and SPEED etching microstructures of laser weld metal among A1, A3, A7, and A10
Figure 7 shows the hardness and toughness of the laser weld metals organized by the microstructural morphology. As a whole, absorbed energy vE−40 °C tends to decrease with increasing Vickers hardness. However, the correlation can be divided roughly into two groups corresponding to the upper bainite structure containing MA and the lower bainite and/or martensite structure without MA. Figure 7 clearly shows that the high-strength laser weld metal with a fully lower bainite structure without formation of slender MA displays excellent toughness, and even at the same hardness, an upper bainite structure containing slender MA displays remarkably poor toughness compared with a lower bainite structure.

Influence of microstructure on toughness and hardness of laser weld metal of high-strength steel
3.4 Guideline for elemental design of laser weld metal for high-strength steel
Figure 8 shows the proposed guideline for the alloying element design of laser weld metal in order to satisfy the mechanical properties (tensile strength ≥980 MPa, vE−40 °C ≥ 47 J) which were the development target in this research. Here, the tensile strength of the weld metal was estimated using the value converted from the Vickers hardness. According to the hardness conversion table in SAE J417 released by the Society of Automotive Engineers (SAE), 980 MPa is equivalent to HV310. Therefore, weld metals having Vickers hardness of HV310 are considered to have an equivalent strength of 980 MPa in Fig. 8. Consequently, the C content should be controlled to less than 0.15 % to achieve high toughness, and the carbon equivalent Ceq-WES should be optimized to obtain the required strength. This guideline could also be applied to the laser-arc welding process by adjusting the chemical composition of the welding wire.

Guideline for alloying element design of laser weld metal to achieve the target properties (tensile strength ≥980 MPa, vE−40 °C ≥ 47 J)
4 Conclusion
This paper described the relationship between the microstructure and mechanical properties of the laser weld metal of high-tensile-strength steels, with particular attention to the effect of the chemical composition. The results of this research are summarized as follows.
-
(1)
Desirable toughness of vE−40 °C ≥ 47 J can be achieved in weld metals of high-strength steels having strength levels of 980 MPa by ensuring a fully lower bainitic microstructure with no MA constituent in the weld metal.
-
(2)
A guideline for the appropriate alloying element design of the laser weld metal of high-tensile-strength steels was proposed in order to achieve the target mechanical properties of tensile strength ≥980 MPa and vE−40 °C ≥ 47 J. According to this guideline, the C content should be controlled to less than 0.15 % to obtain the targeted high toughness, and Ceq-WES should be optimized to obtain the required strength level.
References
Russell JD (2000) Laser weldability of C-Mn steels. Weld World 44–6:23–28
Kristensen JK (2001) Laser welding in ship building, a challenge to research and development for more than a decade. Proc. of 7th Int. Aachen Welding Conf. on High productivity joining processes - fundamentals, applications and equipment (iASTK 2001), Aachen
Kristensen JK (2002) Trends and developments within welding and allied process. IIW Int. Conf. advanced processes & technologies in welding & allied processes, Copenhagen
Koga H, Goda H, Terada S, Hirota K, Nakayama S, Tsubota S (2010) First application of hybrid laser-arc welding to commercial ships. Mitsubishi Heavy Ind Tech Rev 47–3:59–64
Nakanishi Y, Yamaoka H, Inose K, Yasuda K (2009) Yousetu-Gizyutu 57–11:54–59 (in Japanese)
Ikawa H, Oshige H, Tanoue T (1980) Effect of martensite-austenite constituent on the HAZ toughness of a high strength steel, IIW Doc. IX-1156-80
Kurosawa F, Taguchi I, Tanino M (1981) An application of the SPEED method (Selective Potentiostatic Etching by Electrolytic Dissolution) to the study of ferrous materials. Bull Jpn Inst Met 20–5:377–384 (in Japanese)
Terasaki T, Akiyama T, Serino M (1984) Chemical compositions and welding procedure to avoid cold cracking. Proc. Int. Conf. Joining and Metals, Helsingor, pp 381–386
Ohmori Y, Ohtani H, Kunitake T (1971) The bainite in low carbon low alloy high strength steels. Trans ISIJ 11:250–259
Bramfitt BL, Speer JG (1990) A perspective on the morphology of bainite. Metall Trans A 21A–3:817–829
Acknowledgment
This study was carried out as a part of research activities in the National Project “Fundamental Studies on Technologies for Steel Materials with Enhanced Strength and Functions” by the Consortium of The Japan Research and Development Center of Metals (JRCM). The financial support of Japan’s New Energy and Industrial Technology Development Organization (NEDO) is gratefully acknowledged. The authors also wish to express their deep appreciation to Dr. Tsukamoto of the National Institute for Materials Science (NIMS) for his generous cooperation in the production of the laser welded joints used in this research.
Author information
Authors and Affiliations
Corresponding author
Additional information
Doc. IIW-2504, recommended for publication by Commission IX “Behaviour of Metals Subjected to Welding.”
Rights and permissions
About this article

Cite this article
Sumi, H., Oi, K. & Yasuda, K. Effect of chemical composition on microstructure and mechanical properties of laser weld metal of high-tensile-strength steel. Weld World 59, 173–178 (2015). https://doi.org/10.1007/s40194-014-0191-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-014-0191-2