
Abstract
TIG narrow gap welding is one of the most important methods for joining thick components. Using narrow gap welding, steel plates with a gap, being only a few millimeters wide but several centimeters deep can be joined. Today’s developments are aimed at increasing the process reliability as well as the filling speed. Basic requirements are a sophisticated process understanding — especially concerning the arc attachment and the resulting energy input in the workpiece. Furthermore, the quality of the shielding gas coverage is one of the main important aspects for arc stabilization and the final welding result. In this article, new experimental and numerical methods for the determination of the energy input into the workpiece and the shielding gas coverage are presented. Measurements of electrical current and heat flow distribution as well as oxygen concentration at the workpiece surface are used to validate the numerical model. With the help of the validated model, physical effects can be considered separately, which allows a better investigation of narrow gap welding. The numerical model is also capable of visualizing high-speed processes, such as the transient gas flow and shielding gas coverage.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Narrow gap welding is used to weld thick components causing a small heat affected zone resulting in minor distortions and reduced internal stresses. The main tasks of process development are to deal with new materials and to ensure a high process reliability and a fast filling speed. The filling speed mainly depends on the gap width and the deposition rate. Actual developments in narrow gap welding are based on welding trials or rather adjustments on the construction of the joint geometry or of the torch, process technology, and material.
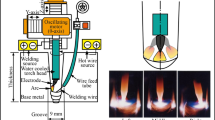
Due to the process conditions, i.e., filling a few millimeter-wide but several centimeter deep gap, particularly high demands on the design and stability of arc processes with suitable energy input are necessary. Beside good shielding gas coverage, the edges of the narrow gap must be safely melted by the arc to prevent incomplete side wall fusion. In general, this error can be avoided by using a mechanical oscillating electrode [1]. The economic efficiency can be improved by using an argon helium mixture instead of pure argon as shielding gas. Visual imaging as well as electrical current and voltage monitoring during the welding are used to detect welding defects. In addition to the electrode position, the weld seam and structure can be observed. These parameters can be quantified by image evaluation [2]. In Fig. 1, the electrode position and the arc shape are shown for several rotation angles of the cylindrical electrode holder. The change in shape of the arc when the arc is deflected towards the edges is clearly visible. But it is known that the shape of the arc does not allow reliable information about the distribution of energy input into the workpiece, since the optical deflection is not always equal to the location of the largest energy or current input [3]. Furthermore, the shape of the arc in the image changes with respect to the optical filters employed, the exposure time, and the spectral sensitivity of the camera.

High-speed camera images of a 150 A arc in the narrow gap for different electrode deflections
To determine the energy input distribution on a flat workpiece, the split-anode method [4] could be used. This method allows the quantification of the current and heat flow distributions on the workpiece. However, in narrow gap welding, diagnostics to determine the exact distribution of the energy input as well as the shielding gas flow are missing.
2 Objectives and approaches
The aims of this research were to increase process safety of TIG narrow gap welding and to identify new opportunities for process monitoring and control concepts. In this article, new approaches for experimental and numerical diagnostics of the energy input and the shielding gas coverage diagnostics in the narrow gap welding are presented.
The energy input is largely determined by the arc attachment on the workpiece surface. The split-anode method of Nestor [4] allows the reconstruction of the heat flow and the electrical current distribution along the flat workpiece. This approach was further developed and a special experimental setup, which includes the geometry of the narrow gap, was built. The heat flow and the electrical current distribution were determined for different shielding gas mixtures and electrode deflections.
The quality of the shielding gas coverage in the narrow gap is mainly important for the arc stability and the welding result. In addition, the arc pressure affects the weld and the seam construction. Using the special experimental setup, the arc pressure and the oxygen concentration on the workpiece surface was measured. This enables a quantification of the quality of the inert gas cover at the workpiece and the influence of the arc on the weld pool. The arc pressure was measured by a piezoresistive pressure sensor [5, 6]. The shielding gas coverage is evaluated by the lambda probe method [7–9].
The results are used to validate a numerical model. In contrast to the experiment, the numerical model can visualize the transient shielding gas flow in the narrow gap and the physical effects can be investigated and explained separately. At the end of the paper, new ways to control the energy input and to stabilize the arc approach are discussed. The results can be used to improve the process speed and safety in TIG narrow gap welding.
3 Methods to investigate narrow gap welding
3.1 Measurement of heat flow and electrical current distribution on the workpiece surface
The split-anode method is modified to a narrow gap geometry in order to determine the distribution of the electrical current and the heat flow. The narrow gap is reproduced via two electrically and thermally decoupled copper blocks (Fig. 2). The separation plane between the two copper blocks varies along the block length perpendicular to the narrow gap contour. The welding torch moves along the narrow gap, while the heat flow and the electric current distribution are continuously measured. The heat flow of each block is calorimetric calculated by the specific heat capacity c p and the flow rate \( \overset{\cdot }{m} \) of the coolant flow and its temperature difference between the inlet T in and the outlet T out .

Experimental setup to measure the electric current and heat flow distribution in the narrow gap
In Fig. 3, the measured electrical current and heat flow of the narrow gap are presented as a function of the torch position and the inert gas used. The arc current was 150 A and the gas flow rate 12 l/min. Argon as well as an argon-helium mixture containing 70 % helium were investigated. The distance from the electrode to the workpiece was 3 mm.

Current and heat flow distribution to the left (triangle) and right (circle) edge and the base of the narrow gap (square) as a function of electrode deflection and the shielding gas composition
When the electrode in the narrow gap is in the central position (i.e., electrode deflection 0°) the majority of the heat flux (approx. 75 %) can be assign to the base of the gap. Only 12.5 % of the total heat is introduced into the workpiece, i.e., 1,467 W for argon and 1,793 W for the argon-helium mixture, are used for melting each edge. The electric current flows completely through the bottom of the groove. The heat flow measured at the edges of the narrow gap only results from the absorbed radiation and the convective heat flux.
When deflecting the electrode, the heat input and the current flow to the edge facing to the electrode tip increases continuously for argon and the argon-helium mixture. For an electrode deflection of 45° (center offset of 2.3 mm), the electric current has increased up to 20 % (30 A) from the total current of argon. Furthermore, the heat input to the edge rises from 12.5 % (206 W) at the center electrode position to 26 % (379 W) at 45° electrode deflection. However, the heat input to the opposite edge remains nearly unchanged.
Both the electric current as well as the heat flow into the edge facing to the tip of the electrode increases while using the argon-helium mixture instead of pure argon. For an electrode deflection of 45°, approximately half of the welding current flows through the base of the gap. The heat flow into the edge facing to the electrode tip rises from 26 % (379 W) to 35 % (635 W). Compared to the pure argon shielding gas, the heat input into the edge is increased for the argon-helium mixture by almost 70 %.
3.2 Measurement of the arc pressure and oxygen concentration on the workpiece surface
The measurement of the arc pressure on the workpiece allows the characterization of the force on the weld pool surface caused by the arc and therefore the identification of the main factors influencing the weld pool flow and the weld seam structure. To ensure steady boundary conditions, a water-cooled copper plate with a gap geometry of 9-mm width and 70-mm depth is used. Along this narrow gap, 21 measuring bore holes were installed. Each bore hole has a diameter of 0.5 mm. A piezoresistive pressure sensor detects the arc pressure at the base of the gap and the edges of the narrow gap. The narrow gap welding torch moves over the bore holes and the arc pressure is measured as a function of the torch position x. Through the use of quick couplings, the pressure sensor can be switched between the different measuring bore holes (Fig. 4).

Experimental setup to measure the arc pressure and oxygen content in the narrow gap
The test setup for measuring the arc pressure can also be used to quantify the shielding gas coverage of the weld seam. Therefore, the contamination of the shielding gas by ambient oxygen was measured at the narrow gap surface through the use of the oxygen sensor. The welding torch was moved over the bore holes in the same way as for the arc pressure measurement. Extracting and analyzing a defined gas flow, the oxygen concentration was determined as a function of the torch position. Using a lambda probe, the oxygen concentration in the flow was identified. The lambda probe allows the measurement of small oxygen concentrations in the ppm range.
In Fig. 5, the measured oxygen concentration without and with arc along the nondeflected electrode in the narrow gap is presented. A shielding gas flow of 12 l/min argon, an arc current of 150 A, and an electrode distance to the workpiece of 3 mm were used.

Oxygen measurement with and without arc, process parameters: 12 l/min argon, arc current 150 A
Without the arc, a minimum of the oxygen concentration of 200 ppm was measured in a range of ±5 mm around the torch axis. In the experiments, a much lower oxygen concentration of 1 ppm was measured for the case of a burning arc. In addition, due to the change in the arc current, the range containing a low oxygen concentration increases. Thus, measurements without arc are not suitable to evaluate the shielding gas coverage in narrow gap welding. Therefore, the influence of the arc flow to the shielding gas coverage cannot be neglected.
3.3 Numerical arc model
For the numerical investigation of shielding gas flow in TIG narrow gap welding, the software ANSYS CFX 13 was used. In the numerical model, the conservation equations of mass, momentum, and energy were solved. In order to numerically examine the arc process, the equation system has to be coupled with the Maxwell equations of the electrical current and the magnetic field. The equations are detailed published in [10] and [11]. In order to model the mixing of the inert gas with the atmosphere, diffusion and turbulent mixing had to be included in the model. In addition, it is necessary to consider the temperature-dependent diffusion. The temperature-dependent diffusion coefficients of argon air mixtures calculated by Murphy [12] are used. In the model, the TIG narrow gap welding torch, the narrow gap, and the surrounding flow area were modeled (Fig. 6). The shape of the narrow gap used for the numerical simulation was equal to the experiment. The different electrode deflections are realized by several meshes.

Numerical flow model with narrow gap welding torch and narrow gap workpiece
4 Validation
The reliability of the numerical arc model was checked using the electric current and heat flow distribution as well as the oxygen content on the narrow gap surface measured in the experiment.
Using a special routine, the path-dependent electric current and heat flow distribution in the narrow gap was calculated exactly as in the split-anode measurement. In Fig. 7, the distance-dependent distribution of the experimentally and numerically determined heat flow input is presented. The curves show a good agreement. The point of intersection, where the heat flow is the same at the two copper blocks and the curve slope, are both adequately reproduced by the model. The slight differences between the experiment and the numerical simulation might be explained by the neglected coupling of the radiant energy into the workpiece in the numerical model.

Comparison of experimentally (split-anode method) and numerically determined heat flow distributions along the narrow gap
The oxygen concentrations on the workpiece surface measured and calculated in the model are shown in Fig. 8. The model is in good agreement with the measured oxygen concentration on the workpiece.

Comparison of oxygen concentration on the workpiece surface in the experiment and numerical simulation for an argon shielding gas flow of 12 l/min without the arc
However, the measurement represents only a time-averaged value of the oxygen concentration on the workpiece. In the model, large fluctuations in the oxygen concentration can be observed on the workpiece as a function of time. This is caused by the transient process gas flow.
5 Summary and outlook
In this paper, new methods for the characterization of the arc for narrow gap welding were presented. By the help of experimental diagnostics and numerical methods, the electrical current and heat flow distribution on the workpiece as well as the shielding gas coverage were determined in the narrow gap. To measure the electrical current and heat flow distribution on the narrow gap surface, a special split-anode method was used. A new measuring setup was developed and built. It consists of two electrically and thermally decoupled copper blocks forming a typically narrow gap. Thus, the current and heat flow into the edges of the narrow gap can be measured as a function of the mechanical deflection of the electrode and torch position. The measurement has shown that the energy input into the edge doubles when deflecting the electrode at 45° in relation to the center position under argon. Furthermore, it can be tripled by admixture of 70 % helium. The energy input into the opposite edge remains nearly unaffected. The increase of the energy input introduced into the edge facing the electrode tip can be explained by the changed electrical current flow, when deflecting the electrode.
Furthermore, the shielding gas coverage and the arc pressure in the narrow gap were investigated. Measurements without and with arc have shown that the shielding gas coverage is mainly influenced by the arc flow. Thus, the flow optimization without consideration of the arc is not representative. In order to investigate the shielding gas flow during narrow gap welding, specific diagnostic methods and advanced numerical models are necessary. The transient shielding gas flow in narrow gap welding was visualized by the help of arc simulations. The numerical model and the measurements of the oxygen concentration on the narrow gap surface, the electrical current, and the heat flow are in good agreement. Furthermore, the model allows the specific improvement of the shielding gas flow and the prediction of the temperature profile of the workpiece for real component applications, example Fig. 9. Protection against oxygen contamination of the electrode ensures a high durability of the electrode [13], which is especially required in narrow gap welding.

Numerically calculated shielding gas flow in the narrow gap and temperature distributions in the arc and workpiece for a real preheated high-temperature resisting steel component. Process parameter: arc current 260 A, argon/helium (30/70) shielding gas flow of 12 l/min, welding speed of 100 mm/min
Further investigations will consider the arc approach and a better control of the heat flow input into the edges of the narrow gap. This will increase the process speed and safety in TIG narrow gap welding even further.
References
Gunzelmann K-H, Götsch D, Jannssen W, Metz M (2008) Engsplatschweißen - Ein Prinzip für drei Verfahren. (in German language). Schweißen und Schneiden 60(5):270–278
Kamo K, Ishide T, Fujita K, Kadowaki H (2004) Development of automatic GTAW technology using visual sensor in narrow-gap all position. Weld World 48(9):20–27. doi:10.1007/BF03263398
Füssel U, Häßler M, Rose S (2013) Wirtschaftliches WIG-Fügen durch magnetisches Pendeln des Lichtbogens. (in German language), AiF-Abschlussbericht DVS-Nr.: 03.097/IGF-Nr.: 16.779 B, TU Dresden
Nestor OH (1962) Heat intensity and current density distributions at the anode of high current, inert gas arcs. J Appl Phys 33:1638–1648. doi:10.1063/1.1728803
Lin ML, Eager TW (1986) Pressures produced by gas tungsten arcs. Metall Trans B 17B:601–607. doi:10.1007/BF02670227
Zähr J, Füssel U, Sende M, Lohse M, Schnick M (2010) Einfluss der Schutzgaszusam-mensetzung auf die Eigenschaften eines WIG-Lichtbogens und dessen Schmelzbadbeeinflussung. (in German language). DVS-Berichte Band 267:152–158
Dreher M, Füssel U, Rose, S, Häßler M, Hertel M, Schnick M (2013) Methods and results concerning the shielding gas flow in GMAW. Weld World 57(3):391–410. doi:10.1007/s40194-013-0038-2
Füssel U, Dreher M, Schnick M (2010) Strömungstechnische Auslegung von Brennersystemen zum wirtschaftlichen und emissionsreduzierten Lichtbogenschweißen. (in German language), Zwischenbericht II zum DFG/AiF-Gemein-schaftsvorhaben “Lichtbogenschweißen-Physik und Werkzeug”, S. 60-65, ISBN 978-3-941681-09-5, Aachen
Dreher M, Füssel U, Schnick M, Rose S, Hertel M (2010) Strömungssimulation und -diagnostik. Moderne Methoden für die effiziente und innovative MSG-Schweißbrennerent-wicklung. (in German language), DVS-Berichte Bd. 267. S.159-165, ISBN 978-3-87155-592-3, Düsseldorf
Schnick M (2011) Numerische und experimentelle Verfahrens- und Brennerentwicklung beim Plasmalichtbogenschweißen. (in German language), PhD-Thesis, TU Dresden
Füssel U, Schnick M, Zähr J (2010) Numerische und experimentelle Untersuchungen zur gezielten Beeinflussung des Lichtbogens und des Schweißbads beim Schutzgasschweißen durch die Schutzgaseigenschaften und die Schutzgaszusammensetzung. (in German language), AiF-Abschlussbericht IGF-Nr. 15.774 B/DVS-Nr. 03.082, TU Dresden
Murphy AB (1995) Transport coefficients of air, argon-air, nitrogen-air, and oxygen-air plasmas. Plasma Chem Plasma Process 15(2):279–307. doi:10.1007/BF01459700
Hanebuth H, Werner C (2010) WIG-Schweißen – am besten ohne Sauerstoff. (in German language). Der Praktiker 62(4):162–167
Author information
Authors and Affiliations
Corresponding author
Additional information
Doc. IIW-2495, recommended for publication by Commission XII “Arc Welding Processes and Production Systems.”
Rights and permissions
About this article

Cite this article
Häßler, M., Rose, S., Füssel, U. et al. TIG narrow gap welding — new approaches to evaluate and improve the shielding gas coverage and the energy input. Weld World 59, 71–76 (2015). https://doi.org/10.1007/s40194-014-0180-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-014-0180-5