
Abstract
The creep resistant steel, grade 91, is in widespread use for steam plants. However, poor cross–weld creep strength of welded joints compared with that of the parent material has become a major concern for many operators. Creep cracking in the more refined regions of the heat affected zone, known as type IV cracking, is the main failure mechanism associated with poor cross–weld creep performance. The effect of unplanned or unusual heat treatments (HTs) or lack of HT during fabrication of boiler components on the mechanical performance of weldments in P91 has been investigated. Reduced pressure electron beam welding equipment was used to produce through thickness melt runs in 28-mm pipe, in order to produce a HAZ that is free of reheated regions. The HTs investigated were shown to have a negligible effect on the cross–weld creep rupture life at 630 °C. The implications of these findings for industry are discussed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The creep resistant steel, X10CrMoVNb9-1, more commonly referred to as American Society of Mechanical Engineers (ASME)/American Society of Testing metals (ASTM) grade 91 (P91 for pressure vessels and pipes), originally developed in the 1970s at Oak Ridge National Laboratory, targeting fast breeder (generation IV) nuclear steam generator applications [1], has since become a popular choice for steam plant in fossil power stations and oil refineries. The improved high temperature strength and creep resistance of the parent steel over predecessor alloys, such as ½Cr½Mo¼V, 1CrMo, 2¼Cr1Mo and 12CrMoV (X20) grades, allowed the use of thinner components, helping to reduce system stresses, particularly those due to thermal cycles during operation.
Issues surrounding grade 91 and other creep strength enhanced ferritic (CSEF) steels have come to the forefront in recent years, after high profile failures, particularly in fossil power applications, e.g. ruptures of longitudinal seam welds in USA and Japan, and header-tube stub weld cracking in the UK [2]. Such steels depend on careful heat treatment to generate their superior creep properties, and much care must be taken during the steel-making and fabrication phases. The parent material (PM) supply condition has been an issue, and studies into the effect of unusual heat treatments (HTs), on creep properties in particular, have been carried out [3–5].
However, the poor cross–weld creep strength of welded joints compared with that of the parent material has become a major concern for many operators who have installed materials on the basis of the PM properties without adequate provision for the lesser performance of welded joints. Unfortunately, it seems that the detrimental impact of welding on cross–weld creep strength is worse for the more recent and advanced steels that possess the highest parent creep strengths, i.e. the weld strength factor, which describes the rupture stress of weldments relative to that of the parent material, is worse [6, 7]; see Fig. 1, with the heat affected zone (HAZ) becoming progressively creep-weak as the applied stress is reduced. Over the last 20 years, data has been produced illustrating parent and weldment creep performance, helping to explain the unexpected failure and cracking of plant that has been carefully fabricated. This has raised awareness, and indirectly led to questions being raised about how variations during fabrication, and in particular post-weld heat treatment (PWHT) parameters, affect subsequent cross–weld performance.

High temperature weldment failures are often located in the HAZ produced by welding. In particular, it is the inter-critical (IC) and fine grain (FG) regions of the HAZ that are known to be ‘creep-weak’. Microstructural damage results in void nucleation, growth and linkage and culminates with distinctive type IV cracking. The propensity of such cracking is a function of temperature and stress [12, 13]. For these reasons, multipliers known as weld strength reduction factors were introduced into the widely used ASME codes for CSEF steels. In ASME I 2008 PG27.2, this is incorporated via the efficiency factor ‘E’, which has a value dependent on the weld configuration (seamless or seam welded) and the presence of ligaments (see code section for further details). This meant that at temperatures above 482 °C, the material thickness requirement for seam-welded constructions has effectively doubled, thereby negating, to a large extent, the advantages of such steels; see Fig. 2.

Schematic showing the calculated pipe thickness (t) according to ASME I 2007 and 2008, highlighting the difference that a weld strength reduction factor (included in the efficiency term, E) makes for seam-welded vessels; (P = 5 MPa, T = 572 °C, y = 0.7, C = 0, D = 864 mm). See PG27.2 for further details of equation terms
There is very few data available concerning the performance of joints that have been prepared in a non-standard fashion due to repair, absence of PWHT or excess PWHT. An understanding of how performance is altered is important, in order to avoid cracking or failures during start-up or low temperature hydro-testing of plant. It is equally important to understand what the effect will be on the creep performance during extended high-temperature (550–650 °C) service.
This report describes an investigation into the effect of various sub-critical (T < A1) HTs on the performance of weldments in P91. Each HT condition represents a circumstance of possible concern during fabrication.
2 Experimental details
2.1 Fabrication of welded joints
Reduced pressure electron beam (RPEB) weldments were produced in 28-mm thick P91, with an outer diameter of 285 mm. The primary reason for using an autogenous RPEB welding process was to create straight and continuous HAZ regions as can be seen in Fig. 3, free of reheated zones, to make the testing of particular regions and subsequent inspection of the microstructure more straightforward.

HAZ of RPEB weld (condition-HT1) etched in dilute Kallings #2
Furthermore, RPEB represents a high-productivity, high-quality process of interest for fabrication of thick-section welds. Early experiments were carried out in the 1990s on 150-mm thick sections, and this process has also been used successfully to weld the advanced experimental 9 % Cr rotor steel FB2 [14]. The RPEB gun was developed at TWI Ltd. to provide a more robust and economically viable solution for industry over conventional electron beam (EB) technology. Further details of the development of this technology have been documented elsewhere [15, 16].
An approximate cooling time between 800 and 500 °C of 11 s was estimated by finite element modelling using heat transfer elements. This compares to approximately 30 s for a typical shielded metal arc filling pass (heat input of 2.5 kJ/mm, preheat of 250 °C), estimated using EN1011-2 [17].
The pipe and fabrications were given different sub-critical (T < Ac1) heat treatments to simulate various scenarios that could arise during fabrication, as described in Table 1. The PWHT was carried out at 760 °C for 3 h, with a heating and cooling rate of 150 °C/h. Where a tempering treatment was carried out, the same peak temperature and hold times were used as for the PWHT but application was prior to welding, i.e. only parent material was subject to tempering, and two consecutive cycles were applied. This was used to emulate the scenario where a repair was being made in a pipe already subjected to PWHTs due to previous welding operations.
2.2 Inspection and mechanical testing
All of the welded pipe specimens were radiographed according to BSEN 1435:1997 [19]. Micro-hardness (HV200g) traverses were carried out on all welds after HT. Charpy specimens were extracted from the mid-thickness position, and were notched through-thickness, in the grain coarsened HAZ (GCHAZ) (within 1 mm of the fusion line (FL)). Further specimens were extracted from the weld metal (WM) for HTs 3–5, with a centre line through thickness notch. Testing was carried out according to ASTM E23-07 [20].
Fracture toughness tests and analyses were carried out according to BS7448: Part 1 (19910 and Part 2 (1997) [21, 22]. Specimens measuring 20 × 10 mm (B × 2B) and through thickness notched in the GCHAZ were tested in triplicate. The test temperature chosen was 7 °C, which represents a fairly low temperature relating to a hydro-pressure test or a low temperature during start-up of steam plant. Additional HT2 specimens were tested singularly at 15, 25 and 60 °C to understand the transition temperature behaviour of the GCHAZ region.
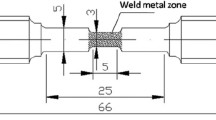
Cross–weld stress rupture tests were performed in accordance with BS EN 10291 (2000) [23]. Specimens were machined with a 10-mm gauge diameter and M16 threaded ends. They were tested, under constant load at 630 °C. The temperature was chosen primarily in order to achieve type IV failures within reasonable time frames without departing to far from expected service temperatures (580–610 °C).
3 Results
3.1 Initial assessment
No major flaws or defects were detected that could have warranted the welds unusable for test purposes. The microstructures appeared to be fully martensitic but tempered to differing degrees according to the type of HT applied, as shown in Fig. 4. The width of the melt zone at mid-thickness was estimated to be 3.25–3.50 mm. The width of the visible HAZ was measured to be 2.15–2.23 mm. The weld metal composition in the as-welded condition was determined to be very close to that of the parent material, but with some reduction of Mn and N noted, see Table 2. Hardness across the weld was clearly reduced by PWHT (HTs 3, 4 and 5), see Fig. 5. However, there was much less of a distinction in the parent material, for which, HV10 kilogram measurements ranged between 227 and 204 HV10 for all heat treatment conditions.

Macro images of RPEB welds following any subsequent heat treatment applied

Micro hardness (HV200 g) traverses of heat treated specimens. Remote HV10 kg measurements in parent steel are also shown
3.2 Charpy impact energy
The HAZ Charpy transition curves for all heat treatments investigated are presented in Fig. 6, alongside published weld metal data for commercially available manual metal arc (MMA) P91 welding consumables and simulated, homogenous HAZ specimens. The results can be placed roughly in two groups; those that relate to as-welded specimens (HTs 1 and 2), and those that received some form of PWHT. The as-welded specimens were found to possess lower Charpy toughness at test temperatures above −50 °C. At temperatures of concern during typical start up and pressure testing, i.e. 0 °C and above, all HAZ values were above 90 J, and above typical values reported for MMA P91 weld metals tested at 20 °C after PWHT [25]. The Charpy transition temperature of the HAZ was lower than that of the weld metal. Even so, at 20 °C, Charpy impact values for the RPEB weld metal were still above most values reported for weld metal deposits.

All HAZ Charpy values obtained at temperatures that could be of concern during hydro-testing and start up were relatively high compared with standard code requirements (typically 27 and 40 J at 20 °C), and also compared with typical reported values for matching P91 weld metals deposited by MMA. This data suggest that it is the weld metal that remains the main concern for Charpy impact toughness in P91 weldments. Contrary to the high impact energy values obtained for specimens notched in the HAZ of cross–weld specimens, simulated homogenous HAZ specimens have been found to have much lower impact energies at 20 °C [24]. Simulated specimen data therefore appears a more reliable way of judging HAZ toughness, particularly in view of the fracture toughness results presented next.
3.3 Fracture toughness
The fracture toughness test is more representative of the slow strain rates expected in plant during start-up. It samples only a very localised region at a fatigue pre-crack tip, and provides a quantitative estimate of crack initiation toughness, which can be used in an engineering critical assessment, in order to determine a tolerable flaw size.
The fracture toughness (J) values calculated from crack mouth opening displacement (CMOD) at 7 °C are shown in Fig. 7. A marked distinction was observed between the results for as-welded and PWHT specimens. Also plotted are the Charpy impact values estimated for HAZ and WM at 7 °C based on the data set shown in Fig. 6.

HAZ fracture toughness calculated from CMOD
For the as-welded specimens, J values ranged from 16–41 k J/square metre. The PWHT specimen results were considerably higher, ranging from 300-579 k J/square metre. The force-extension curves for additional tests at higher temperatures, carried out for HT2, revealed that there was no sign of brittle fracture behaviour, at test temperatures above 15 °C. This can be seen in the force-displacement plots for HAZ fracture toughness tests carried out at different temperatures (Fig. 8).

Force displacement plots for HAZ (subject to HT2) fracture toughness tests carried out at different temperatures
The results show that PWHT is effective in improving resistance to low-energy failures during start up of steam plant, and that any weld procedure for repair must be carefully designed in order to allow adequate tempering and stress relief within the HAZ. However, tests performed for HT2 (TAW) specimens at higher temperature indicate that only a small increase in temperature will significantly reduce the risk of brittle fracture. At 25 °C and above, there appears to be little risk of a brittle fracture in the HAZ.
3.4 Creep rupture strength
Creep stress rupture results are summarised in Figs. 9 and 10. The cross–weld data for all tested specimens was found to be lower than that reported in parent steel data. The test data was also compared to the analysis of Yaguchi et al. [28] who proposed a parametric relationship based on the LMP parameter for a large dataset of P91cross-weld tests. Comparison with this analysis indicates that the cross weld strength is on the low side for all specimens. There was no indication that a particular HT resulted in a consistently less creep-resistant weldment.

Creep rupture results, including previous EB cross–weld data [27] and parent data [9]. The solid best fit line is for the data for which type IV cracking was apparent in this investigation and the broken line is the best fit according to the analysis of Yaguchi et al. [28] for a large set of P91 cross weld data

At 130 MPa, fractures were located between 7.0 and 13.0 mm from the weld FL, and had an appearance similar to that of a failed elevated temperature cross–weld tensile specimen (Fig. 11). At the relatively high stress of 110 MPa, there was some evidence that failures were spanning the FG, IC and over tempered regions of the HAZ. At stresses below 110 MPa, the fracture appearance was markedly different, with a much smaller reduction in area; type IV cracks appeared within the HAZ, located between 1.29 and 1.98 mm away from the adjacent FL. These observations indicate that at higher stresses, the failure mode was still controlled by dislocation glide as much as the case during tensile testing. At stresses below 110-MPa diffusion-controlled creep causes type IV failures regardless of HT details.

Cross–weld creep fractures and damages. Conditions and time to rupture indicated in images. Arrows indicate position of fusion line
3.5 Hardness testing of creep test specimens
Hardness data for the HT1 condition after creep testing is presented in Fig. 12 alongside hardness data for as-fabricated HT conditions 1, 3 and 5, including the cumulative time–temperature parameter (usually designated as H–J for heat treatment and L–M for creep testing) applied after welding. The Figure shows a softening response for PWHT and creep testing. However, it is also evident that the magnitudes of the time temperature parameters, calculated in the same way, do not necessarily correspond to the hardness ranking. In this case, it was found that a H–J parameter of 21.51 for HT 5 (PWHT × 2) resulted in higher parent metal hardness than a creep specimen of L–M parameter 19.97. The increased softening observed in the creep specimens can be attributed to the application of stress, which has been linked with faster stress relaxation and precipitate growth in grade 91 steel [29, 30].

Micro hardness (HV200 g) traverses of as-welded, heat treated and creep tested specimens. Remote HV10 kg measurements
4 Discussion
Broadly, the results can be separated into two groups: those from specimens that featured a heat treatment after welding of any sort, i.e. HT3, 4 and 5, and those from specimens that did not. The groups are easily distinguished in the microstructures, hardness plots and toughness data. However, the creep data do not exhibit any marked distinctions between HTs.
4.1 The effect of HT on cross-weld creep performance
In terms of creep rupture performance, the effect of the HTs investigated appears to be minimal, and the characteristics of failures very similar, i.e. corresponding to the FG/inter-critical HAZ (ICHAZ) type IV region below 110 MPa. In this region, the welding thermal cycle produces the finest grain structure, and the peak temperatures are high enough to cause relatively rapid precipitate coarsening of the MX precipitates. This is in contrast to the GCHAZ, where temperatures are high enough to cause more complete dissolution of precipitates. In the FGHAZ, where temperatures are between approximately 930 and 1,100 °C (for heating rates due to welding thermal cycles) [31], complete reversion to austenite is achieved. At the heating rates involved, one may expect some partial dissolution of the M23C6 and growth of MX precipitates in this region. In the ICHAZ, at temperatures of between approximately 840–930 °C, only partial reversion to austenite is achieved and MX precipitates coarsened to a lesser extent. The remaining martensite tempers quickly, and an increased driving force for diffusion depletes it of important alloying elements such as carbon and nitrogen which are more soluble in austenite. Similarly, the martensite is enriched with ferrite stabilisers such as Mo and V [32, 33]. This causes a localised imbalance in chemistry, and the phase boundary provides a site for large precipitates to form during the cooling part of the thermal cycle. The combination of the fine-grained microstructure that promotes diffusion and the prematurely aged, less coherent precipitates, caused by the welding thermal cycle create a creep-weak region in the HAZ. Prior or subsequent heat treatments of the parent or weldment only serve to coarsen the existing precipitates in these regions. However, the main growth stage for the important MX precipitates occurs during steel-making when the tempering treatment is applied. Further tempering treatments at similar temperatures, therefore, do not cause significant coarsening, as the growth of precipitates is logarithmic with respect to time. Somewhat longer hold times at similar subcritical HT temperatures have been shown to affect the precipitates and creep performance significantly in parent materials [3–5]. It is therefore likely that more prolonged heat treatment times (>9h at 760 °C) may start to have more noticeable deleterious effects on the weldment.
4.2 The effect of heat treatment on toughness
The super-critical (>A3) or inter-critical (>A1, <A3) heating of the HAZ during the welding thermal cycle produces a fresh martensitic microstructure which is harder and less tough than the parent steel. Applying a heat treatment after welding serves to temper these regions and improve the toughness [34]. Tempering the parent steel prior to welding has little effect on the toughness of the supercritical HAZ regions as the martensite microstructure is reformed during the welding thermal cycle. Increasing the number of PWHT cycles has a diminishing effect due to the tempering response of the initially brittle martensitic microstructure being logarithmic with respect to time. The Charpy impact values for RPEB weld metal are good when compared with typical values for various consumables (See Fig. 6b). This is most likely due to lower oxygen content in the weld metal as a consequence of welding in a vacuum. Otherwise, the rafted structure that is often associated with autogenous welds that can result in some elongated structures at the centre line is not preferable for Charpy impact performance.
4.3 RPEB welding
Although RPEB welding was used mainly to produce a simple HAZ microstructure more amenable to investigations for research purposes, it has also been demonstrated that the process itself produces autogenous weldments in P91 steel with Charpy and creep properties no worse than those produced by arc-welding. The fully martensitic nature of grade 91 steel over a wide range of cooling rates means that the high cooling rate produced in this investigation does not cause higher hardness and lower toughness than for an arc weld, as would be expected for less hardened alloys whose transformed microstructures will vary considerably depending on the cooling rate. However, because only one pass is used during welding, there is no opportunity for tempering or re-transformation and refinement of the microstructure by way of subsequent passes, and continuous regions of all microstructures associated with the HAZ are present. As is the case for arc welds, PWHT appears to be particularly important for obtaining good toughness.
Despite the continuous creep weak and low toughness microstructural regions associated with RPEB weldments due to the nature of autogenous welding, other advantages, particularly with regard to creep performance, have been reported [35–37]. The results shown in Fig. 10 suggest that the welds made in this project performed similarly if not better, in creep, than conventional arc weldments in P91 tested by other investigators. Furthermore, one considerable advantage of this process is that lower distortion and residual stress can be achieved in thick sections (>100 mm) welds made in a single pass in CSEF steels.
4.4 Industrial implications
The results obtained indicate that the effect of multiple tempering treatments for CSEF steels, so long as they are within the standard temperature ranges used for PWHT, represent little risk to the integrity of components. This means that when a weld is cut out and a section of pipe repaired, any additional sub-critical heat treatment that the adjacent parent material receives in the form of a PWHT of the repair weld has a diminishing effect on the properties of the joint. This investigation also indicates that adjacent joints, or unrepaired parts of partial repairs, subjected to the PWHT of a repair weld, will not suffer from significantly poorer creep strength or toughness.
The low fracture toughness of the GCHAZ in the as-welded (HT1 and 2) specimens highlight that it is not only the weld metal that is at risk of fracture during start up in grade 91 if PWHT is not applied. Therefore, any welding procedure that does not include a PWHT should ensure that adequate tempering is provided by the re-heating from subsequent passes, to give the desired level of HAZ toughness. However, the present study indicates that a high ambient temperature (>15 °C) may be enough to avoid brittle behaviour in the HAZ and this provides some encouragement towards the pursuit of repairs without PWHT. The single pass autogenous process used in this investigation does not create overlapping HAZ regions, and therefore will contain more continuous low toughness regions than in a conventional multi-pass arc weld, more common to industry. However, RPEB does significantly reduce the risk of hydrogen cracking removing the strict requirement of pre-heat and post weld baking/PWHT associated with arc welding processes, which is possibly the most important consideration of a conventional procedure after PWHT. Post-heat, also known as ‘bake-out’ in the range of 200–300 °C can be used to aid the escape of hydrogen and reduce the risk of hydrogen cracking in the absence of a PWHT [38]. In this case, appropriate hydrogen control with respect to the H content of the consumables being used also needs to be considered [39].
A further consideration for toughness, not explored in the present investigation, is that of the FG and ICHAZ, at the onset of type IV cracking in aged material. To avoid fracture during start-up of material containing type IV cracks, knowledge of the fracture toughness of this region after ageing would be required.
It has been shown that Charpy impact toughness does not effectively highlight the low fracture toughness of the RPEB GCHAZ region. Although a distinction between as-welded and PWHT specimens is observed above −60 °C, the absolute Charpy impact values for specimens extracted from the joints compare favourably with relevant specifications and construction codes for both conditions. By contrast, the fracture toughness values measured at 7 °C are very low in the as-welded condition. This reinforces the message that Charpy impact testing should only be used for qualitative comparison. However, reported Charpy test results from homogeneous simulated GCHAZ specimens appear to give a better indication of toughness more in line with the trend seen in fracture toughness tests. The WM Charpy performance compares well against fusion welds produced using consumables. The continuous rafted structure and centreline segregation of EB welds limits the Charpy impact performance of the weld metal, but de-oxidation through welding in a vacuum works to improve performance through reduction of oxides.
4.5 Further considerations for welding grade 91
An important consideration during welding is the martensite finish temperature (Mf) which is approximately 100 °C. Slow cooling (to avoid thermal stresses) to this temperature, too, is preferable prior to any PWHT, in order to reduce the amount of non-tempered martensite that would otherwise form on cooling from the PWHT temperature. For procedures without PWHT, an inter-pass temperature of 100 °C may be explored in order to ensure full transformation to martensite at every stage of welding, in order to maximise tempering from subsequent passes. Good hydrogen control and a post-heat or bake-out are even more important when low interpass temperatures are used. Additionally, it should be recognised that stress corrosion cracking can occur if a component is left in the as-welded state for some time in a humid air environment if the hardness has not been reduced sufficiently [40, 41].
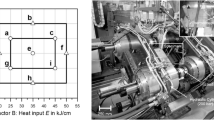
Interestingly, grade 91 is generally recognised as being more resistant to the kind of fabrication cracking mentioned above, and also to re-heat cracking, compared with, for example 2CrMo steel often used in the same type of application [42]. In some part, this may be due to the lower temperature transformation behaviour of 9Cr steel. Transformation from austenite to martensite, bainite or ferrite is associated with a thermal expansion due to increased unit cell volume of these phases. This acts to relieve some of the residual tensile stresses, due to shrinkage, in the weldment [43, 44]. The greatest relief is achieved for the lower transformation start temperatures, and when the transformation is complete, close to ambient temperatures. The difference between residual stresses generated in 9CrMo and 2CrMo materials during simulated welding thermal cycles has been studied by Jones and Alberry, and their results clearly demonstrated the differences in residual stresses that can be generated for each material (Fig. 13) and the implied risk of cracking due to various mechanisms [45]. Even though the 9CrMo material is stronger at a given temperature, lower residual stresses are developed.

Development of stresses in restrained uniaxial specimens subject to weld thermal cycles [43]
5 Main conclusions
-
Cross–weld creep rupture strength is not significantly influenced by sub-critical pre or post-weld heat treatments within the time and temperature ranges investigated, which are valid for most fabrication and repair purposes. The cross–weld creep strength of RPEB welds in P91 is no worse than that reported for conventional fusion welds made with filler metal.
-
Tempering prior to welding had little effect on either the HAZ toughness or cross–weld creep strength.
-
The fracture toughness values at 7 °C revealed that the HAZ region is an order of magnitude tougher after a PWHT compared with the as-welded condition, and therefore it is important to consider tempering of this region to reduce the likelihood of brittle failure during start-up or hydrotest or to revise start-up conditions accordingly. Temperatures above 15 °C may be sufficient to avoid brittle behaviour in the HAZ. Weld metal Charpy Impact values for the RPEB welds compare favourably against values obtained from fusion welds made with filler metal.
References
Albert SK, Sundaresan S (2008) In: Abe F, Kern T-U, Viswanathan R (eds) ‘The development of creep resistance’ in creep resistant steels. Abington Publishing, Great Abington, UK, pp 597–632
Brett SJ (2008) ‘Early Type IV Cracking on Retrofit Grade 91 Steel Headers’. Proc of the IIW Int Conf, Graz, Austria
Li L, Zhu P, West G, Thomson RC (2010) ‘The effect of duration of stress relief heat treatments on microstructural evolution (Abson D J, 2010) and mechanical properties in Grade 91 and 92 power plant steels’. Proceedings of the Sixth International Conference on Advances in Materials Technology for Fossil Power Plants, La Fonda, USA
Maclachlan RC, Sanchez-Hanton JJ, Thomson RC (2010) ‘The effect of simulated post weld heat treatment temperature overshoot on microstructural evolution in P91 and P92 power plant steels’. Proceedings of the Sixth International Conference on Advances in Materials Technology for Fossil Power Plants, La Fonda, USA
Totemeier TC, Perrin IJ (2010) ‘Effect of Tempering on Microstructure and Properties of Grade 91 Steel’. Proceedings of the Sixth International Conference on Advances in Materials Technology for Fossil Power Plants, La Fonda, USA
Kimura K, Tabuchi M, Takahashi Y, Yoshida K, Yagi K (2008) ‘Long term creep strength and strength reduction factor for welded Joints of ASME grades 91, 92 and 122 type steels’, Proc IIW Int Conf on Safety and Reliability of Welded Components in Energy and Processing Industry, Gratz, Austria, 10–11 July. pp 51–57
Schubert J, Klenk A, Maile K (2005) Determination of weld strength factors for the creep rupture strength of welded joints’. Int Conf on Creep and Fracture in High Temperature Components - Design & Life Assessment Issues. DEStech Publications, London
NIMS (2002) ‘Data sheets on the elevated temperature properties 9Cr-0.5Mo-1.8W-V-Nb steel tube for boilers (ASME SA-213/SA-213M Grade T92) and 9Cr-0.5Mo-1.8W-V-Nb steel pipe for high-temperature service (ASME SA-335/SA-335M Grade P92). National Institute for Materials Science, Japan
ECCC (2005) ‘Creep Data Sheet for Steel X10CrMoVNb9-1’
Abe F (2005) ‘High performance creep resistant steels for 21st century power plants’, Proc. of The 1st Conf on Super High Strength Steels, 2–5 November, Rome, Italy, Associazione Italiana di Metallurgia
Laha (2007) personal communication, India Gandhi centre for Atomic Research
Abson DJ, Rothwell JS (2010) ‘Review of type IV cracking in 9-12%Cr creep strength enhanced ferritic steels’ TWI members report 958/2010, 18103.01/2009/1386.3. TWI
Bell K (1997) ‘An analysis of published creep rupture data for modified 9% Cr steel weldments’. TWI Industrial Members Report, 598/1997
Rothwell JS, Abson DJ (2000) Mechanical properties of high-productivity weldments in the advanced 9% chromium steel - FB2’ TWI members report 948/210, ref:15914.02/2009/1375.3, TWI, March. (see also Rothwell J S, Abson D J, 2010: ‘Performance of weldments in advanced 9%Cr steel-FB2’ Materials at high temperatures. Sci Rev 27(3):253–264, Ltd
Punshon CS (2008) ‘Reduced Pressure Electron Beam welding development of a prototype local vacuum system’, TWI Members Report, 17241.01/2007/1321.3
Rothwell JS, Punshon CS, Dance, BGI, Abson DJ (2008) ‘Practical and experimental applications of electron beam welding for the power sector’. Proc. IIW Int Conf. Saftey and reliability of welded components in energy and processing industry, Graz, Austria
BS EN 1011–2 (2002) ‘Welding—recommendations for welding of metallic materials—arc welding of ferritic steels’ British Standards Institute
Gulvin TF, Scott D, Hadrill DM, Glenn J (1973) The influence of stress relief on the properties of C and C-Mn pressure-vessel plate Steels. J W Scotl Iron Steel Inst 80:149–175, Session
BS EN 1435 (1997) ‘Non-destructive examination of welds. Radiographic examination of welded joints’, British Standards Institute
ASTM E23 (2007) ‘Standard test methods for notched bar impact testing of metallic materials’ ASTM International
BS7448 (1991) Part 1: ‘Fracture mechanics toughness tests. Method for determination of KIc critical CTOD and critical J values of metallic materials’, British standards institution
BS 7448 (1997) Part 2: ‘Method for Determination of KIc, Critical CTOD and Critical J Values of Welds in Metallic Materials’ British Standards Institute
BS EN 10291 (2000) ‘Metallic materials. Uniaxial creep testing in tension. Methods of test’ British Standards Institute
Bendick W, Niederhoff K, Wellnitz G, Zschau M, Cerjak H (1993) ‘The influence of welding on the creep rupture strength of 9% chrom steel P91’, International Trends in Welding Science and Technology; Gatlinburg, Tennessee; USA; 1–5 June, 587–598
Metrode (2007) ‘Welding Technical Handbook’, Metrode Products Ltd
V&M Tubes Corporation (1999) The T91/P91 Book. Vallourec & Mannesmann Tubes, Houston
Jones KE (1990) ‘The creep properties of thick electron beam joints in 1/2CrMoV, 2CrMo, modified 9CrMo and 12CrMoV(X20) Steels’. Confidential TWI report No.RM897/90
Yaguchi M, Matsumura T, Hoshino K (2012) ‘Evaluation of long-term creep strength of welded joints of ASME grades 91, 92 and 122 type steels’ Proc. ASME 2012 PVP Conf. PVP2012, Ontario, Canada, Paper PVP2012-78393, ASME
Panait C, Bendick W, Fuchsmann A, Gourgues-Lorenzon AF, Besson J (2009) Study of the microstructure of the Grade 91 steel after more than 100,000h of creep exposure at 600°C’, Conference proceedings ‘Creep and fracture in high temperature components- Design and life assessment’. ECCC, Dubendorf, Switzerland
Masuyama F, Prager M (2012)’Creep damage/strain and hardness in high strength martensitic steels’. Proc.12th Int Conf. on Creep Fracture of Engineering Materials and Structures, Kyoto, Japan. IN PRESS
Milovic L (2010) Microstructural investigations of the simulated heat affected zone of the creep resistant steel P91. Mater High temp 27(3):233–242
Kimura K, Sawada K, Kushima H, Toda Y (2007a) ‘Influence of composition partitioning on creep strength of high chromium ferritic creep resistant steels’. Proc IOM Conference on Integrity of High Temperature Welds 24–26 April, London, IOM Communications (2010) pp 497–506
Kimura K, Sawada K, Toda Y, Kushima H (2007b) Creep strength assessment of high chromium ferritic creep resistant steels. Mater Sci Forum 539–543:3112–3117
Klueh R (2004) ‘Elevated-temperature ferritic and martensitic steels and their application to future nuclear reactors’. ORNL Report, ORNL/TM2004/176
Abe F (2000) ‘R & D of advanced ferritic steels for 650C USC boilers’, in Ultra-steel 2000, Proc. Int. Workshop on the innovative structural materials for infrastructure in 21st century, 12–13 January 2000, Tsukuba, Japan, National Research Institute for Metals. pp.119-129
Abe F, Tabuchi M (2004) Microstructure and creep strength of welds in advanced ferritic power plant steels. Sci Technol Weld 9(1):22–30
Albert SK, Tabuchi M, Hongo H, Watanabe T, Kubo K, Matsui M (2005) Effect of welding process and grave angle on type IV cracking behaviour of weld joints of a ferritic steel. Sci Technol Weld Join 10(2):149–156
Newell W, Coleman K, Gandy DW (2001) ‘Guideline for welding P(T) 91 Materials’ EPRI, Charlotte, NC, Product ID#1006590
Sperko Engineering Services Inc. (2007) ‘welding grade 91’ alloy steel’. http://www.sperkoengineering.com/html/Grade%2091%20R%2010-05.pdf
Cohn MJ, Henry JF, Nass D (2005) Fabrication, construction, and operation problems for grade 91 fossil power components. J Press Vessel Technol ASME 127:197–203
Cohn MJ (2005) ‘Growing experience with P91/T91 forcing essential code changes’, Combined Cycle Journal, First Quarter, pp. 8–17
Goswami P (2010) ‘P(T)91 steel—a review of current code and fabrication practices’. Proceedings of the Sixth International Conference on Advances in Materials Technology for Fossil Power Plants, La Fonda, USA
Leggatt RH (1997) ‘Welding residual stresses’ Fifth International Conference on Residual stresses, Linkoping, Sweden, June. TWI, UK
Yaghi AH, Hyde TH, Becker AA, Sun W (2007) ‘Numerical simulation of P91 pipe welding including the effects of solid-state phase transformation on residual stresses’ Proc. IMechE Vol. 221 Part L: J. Materials: Design and Applications pp. 213–224
Jones WKC, Alberry PJ (1977) ‘A model for stress accumulation in steels during welding’, Proceedings of the conference—Residual stresses in welded construction and their effects, London, The welding institute, Cambridge, paper 2, pp. 15–26
Author information
Authors and Affiliations
Corresponding author
Additional information
Doc. IIW-2403, recommended for publication by Commission IX "Behaviour of Metals Subjected to Welding".
Rights and permissions
About this article
Cite this article
Rothwell, J.S., Abson, D.J. The effect of thermal history during fabrication on the mechanical properties of weldments in grade 91 creep resistant steel. Weld World 57, 913–924 (2013). https://doi.org/10.1007/s40194-013-0085-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-013-0085-8