
Abstract
To overcome the shortcomings of conventional plasma arc welding (PAW), the “controlled pulse keyholing” strategy is proposed and the waveform-controlled keyhole PAW system is developed. To deeply understand the dynamic behaviors of keyhole in this novel PAW process, it is essential to measure and monitor the dynamic variation information of the keyhole geometry in real time. In this study, a vision system is developed to acquire the images of the keyhole from the underside of the workpiece. When a fully penetrated keyhole (open keyhole) is formed, clear keyhole images are captured. Both CCD camera and an efflux plasma voltage sensor are used to measure and characterize the keyhole shape and size during the waveform-controlled PAW process. The dynamic variation features of keyhole shape in a pulse cycle are visualized. The phenomena of “one keyhole in each pulse” and periodic partial-open keyhole transformation are experimentally sensed. The observation results lay solid foundation for controlling keyhole stability and optimizing the process parameters in keyhole plasma arc welding.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The keyhole mode of plasma arc welding (PAW) can penetrate thicker workpieces with a single pass and produce welds with high aspect ratio. Compared to laser beam welding and electron beam welding, keyhole PAW is more cost effective and more tolerant of joint preparation [1, 2]. Thus, keyhole PAW has found wide applications in industry [3–7]. However, the dynamic keyhole behavior, i.e., the establishment and sustainment of the keyhole during the PAW process, is a critical issue in applying PAW [8]. In keyhole PAW, the quality of the weld depends on the keyhole stability, which itself depends on a large number of factors, especially the physical characteristics of the material to be welded and the welding parameters to be used [9]. In conventional keyhole PAW, the keyhole is maintained open and stable to ensure weld quality. Therefore, the welding process parameters window is narrower. For example, a fully penetrated keyhole (open keyhole) cannot be maintained if the welding current is a few amperes lower, while burn-through or cutting has occurred when the welding current is a little bit higher. To overcome the shortcomings of conventional PAW process operation, the “controlled pulse keyholing” strategy is proposed and the waveform-controlled keyhole PAW experiment system is developed [10]. During the waveform-controlled PAW process, the keyhole status is actively controlled with specially designed waveform of the welding current, so that the keyholing process takes place, i.e., the keyhole is established, expanded, sustained, contracted, and closed, in each pulse cycle. To gain a deep insight into the dynamic behaviors of keyhole, and its effect on the welding process and weld quality, it is of critical significance to conduct experimental sensing and observation of keyhole behavior in the PAW process.
A few techniques have been tried to sense and monitor the keyhole status in PAW. The electrical potential resulting from the efflux plasma on the underside of the workpiece was detected when an open keyhole was established [10–12]. This method is just an indirect approach correlating the electrical potential amplitude with the intensity of efflux plasma exiting from the keyhole. To distinguish the weld pool modes such as no-keyhole (melt-in), keyhole, and cutting in variable polarity PAW, the acoustic signal was detected [13]. The arc sound was also identified for the no-keyhole mode, transition mode, and keyhole mode generated by a workpiece with a variable thickness [14]. Since a sound signal is easily affected by environmental noise, sound signal-based sensors have low reliability. The electrical effect of the plasma cloud generated during keyhole PAW was once used to describe the keyhole condition [15]. When the fully penetrated keyhole (open keyhole) was established, the plasma cloud decreases to zero. The plasma arc light was detected by a spectroscopic approach to obtain information concerning the keyhole formation and collapse [16]. Zhang et al. observed the correlation between the amount of reflected plasma and the establishment of the penetrated keyhole [17]. However, all these sensing approaches are indirect, which just indicate if an open keyhole is formed or not, but do not quantitatively characterize the shape and size of an open keyhole.
Vision-based sensing is a more direct detection method and thus has been used to monitor the weld pool in various arc welding processes [18–20]. The keyhole or weld pool in laser welding has been observed by vision sensors [21–23]. Because of the large PAW torch body and its short distance to the workpiece, there is a very narrow viewing angle of a camera to observe the keyhole and/or weld pool from the front side of workpiece when a camera device is employed. An ultra-high shutter speed vision system was used to simultaneously image the keyhole and the weld pool from the underside of the workpiece [8]. But such a LaserStrobe system is complicated and very expensive in practical applications since the vision system consists of a strobe illumination unit (pulse laser), camera head, and system controller. A low-cost visual sensor is more attractive for practical applications.
In this study, both a cost-effective vision system and the efflux plasma voltage sensor are combined together to monitor and detect the keyhole status from the underside of the workpiece in waveform-controlled plasma arc welding. Complete and clear images of the keyhole are obtained, and the vision-based sensing results are validated by the measured efflux plasma voltage signals. The observation results lay a solid foundation for implementing keyhole stability control in keyhole plasma arc welding.
2 Experimental system
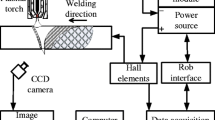
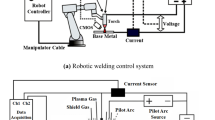
Figure 1 shows the developed waveform-controlled keyhole PAW system which includes the host computer, PAW machine (model Fronius TPS 5000 + plasma generator and PMW350 plasma torch), data acquisition unit, welding current sensor, keyhole condition sensor, etc. The computer controls the waveform of the welding current and adjusts it in real time. Both the transient signals of welding current and efflux plasma voltage characterizing the keyhole condition are sampled in-process. As shown in Fig. 2, a piece of mild steel sheet (the measuring bar) is mounted underneath the workpiece to be welded and kept insulated electrically. If the open keyhole is established, the plasma jet must exit through the keyhole, and the efflux plasma will establish an electrical potential between the workpiece and the measuring bar due to the phenomenon of plasma space charge [24]. If the keyhole is not established (blind keyhole), there will be no efflux plasma between the workpiece and the measuring bar and thus no electrical potential exists. A simple sensor consisting of a resistor R and a capacitor C is used to detect the electrical potential or the voltage between the workpiece and the measuring bar. The larger the keyhole size, the higher the intensity of the efflux plasma, thus the larger the efflux plasma voltage. There is a correlation of the keyhole diameter at the underside with the measured efflux plasma voltage signal [25].

Schematic of waveform-controlled keyhole PAW system

Schematic of an efflux plasma voltage measurement
Figure 3 shows the measured welding current and efflux plasma voltage signals. At the trailing edge of the welding current pulse from the peak level to the base level, two substages of current decreasing with different slopes are added. The signal of the efflux plasma voltage is around zero before the open keyhole is established, while it exceeds a certain value after the open keyhole is established. It is clear that each pulse produces one keyhole during the welding process. In each pulse cycle, the keyhole status experiences the following substages: keyhole establishing, expanding, sustaining, contracting, and closing.

The measured welding current and efflux plasma voltage
To test the effectiveness of the developed control system further, butt welding of varied thickness plates is conducted on the stainless steel (SUS304) workpiece as shown in Fig. 4. From left to right, the plate thickness is varied from 8 to 4 mm. During the welding process, the background current is constant, and the pulse current is adjusted in-process according to feedback signal of keyhole. The mean value of the efflux plasma voltage in one pulse (\( {\overline{V}}_{\mathrm{EP}} \)) is taken as the controlled variable, while the pulse current value (I P) and its two dropping slopes are taken as the controlling variables. The proportional and integral control algorithm is used to adjust I P and its two dropping slopes according to the difference between the measured \( {\overline{V}}_{\mathrm{EP}} \) and the preset set point (800 mV). Both plasma gas and shielding gas are pure Ar, and their flow rates are 3.2 and 20 L min−1, respectively. The torch orifice diameter is 2.8 mm and length is 3 mm. The torch offset is 5 mm. The tungsten electrode set-back is 2 mm. The welding speed is 120 mm min−1.

The varied thickness workpiece
To observe the response of the welding current waveform to the efflux plasma voltage more clearly, three time intervals of the transient signals, i.e., the signals within three time intervals, 5∼15, 25∼35, and 50∼60 s, are examined. These three time intervals correspond to the segments on the workpiece, as shown in Fig. 4. The measured results of the current waveform and the efflux plasma voltage for three segments are shown in Fig. 5. For segment 1, the plate thickness is not varied, but kept at 8 mm, the peak current is constant (230 A), the averaged current value is 169.4 A, and the measured efflux plasma voltage agrees with the set point. For segment 2 of the workpiece, the thickness is changing continuously. Thus, the peak current has to be decreased from 220 A gradually, and the averaged current value is 154.4 A, in order to keep the keyhole size nearly constant. For segment 3, the workpiece thickness reduces. Thus, the peak current is lowered further. The peak current changes from 175 to 147 A gradually to adapt to the reduced thickness, and the averaged current is about 125.8 A. The experimental results show that even if the plate thickness takes changes as much as 50 % (from 8 to 4 mm), the developed system is capable of adjusting the peak current and its dropping slopes automatically so that the keyhole size keeps almost constant. Therefore, both weld width and penetration are consistent, and control action responds reliably and smoothly. Figure 6 shows the macrographs of transverse cross-section welds at three segments.

The measured welding current and efflux plasma voltage at three segments. a Segment 1 (time interval 5–15 s). b Segment 2 (time interval 25–35 s). c Segment 3 (time interval 50–60 s)

The macrographs of the transverse cross-section welds at three segments. a Segment 1. b Segment 2. c Segment 3
3 Vision-based sensing of the keyhole in a pulse cycle
Though the detection system in Fig. 2 is simple in structure, and is able to describe the relationship between the efflux plasma voltage and the keyhole size, it is not a visual display of the keyhole condition. To achieve visualization of the keyhole behaviors, a visual sensor is used to observe the keyhole PAW process. As shown in Fig. 7, a charge-coupled device (CCD) camera is aimed at the weld pool from underside of the workpiece to capture the keyhole images during the waveform-controlled PAW process. A narrow-band pass filter (central wavelength is 655 nm, bandwidth is 40 nm, and transparency is 85 %) plus a neutral filter is used with the CCD to lower the interference from the plasma efflux [26]. The vision system includes a CCD camera (AM1101A), a narrow-band pass filter, and an image grabber (OK-M10A). During welding, both the PAW torch and the CCD camera are stationary, while the workpiece is travelling at the welding speed, which is controlled by the computer.

Schematic of vision-based sensing of a keyhole
Because of the large volume of the PAW torch, it obstructs the view of the keyhole if the CCD camera is assembled at the top side of the test piece. Due to the narrow angle of viewing, it is even impossible to image the whole weld pool surface profile from the front side, to say nothing of the keyhole profile. Thus, the CCD camera aims at the underside of the test piece to observe the keyhole image. If the workpiece is fully penetrated and an open keyhole is formed, the keyhole image is captured by the CCD from the underside.
Sensing tests were carried out during waveform-controlled PAW process. The thickness of the stainless steel (SUS304) workpiece is 6 mm, and the dimensions of the workpiece are 200 mm in length and 80 mm in width. Bead-on-plate PAW welding was carried out. The background level of welding current was 60 A, and the initial pulse current was set to 155 A. As the controlling parameter, i.e., the pulse current, is adjusted in-process, other pulse parameters are determined by the transient value of pulse current. Other welding conditions are as previously mentioned.
Figure 8 shows the sequential images of a keyhole in a pulse cycle, and the corresponding waveform of both welding current and efflux plasma voltage signal is given in Fig. 9. It is clear that in a pulse cycle, after the pulse current is exerted for some time, an open keyhole is established, and then it expands. To avoid the keyhole size expanding too much, the pulse current starts to decrease when the efflux plasma voltage exceeds a certain preset value. When the keyhole size reaches the preset value to meet the desired practical requirements of weld quality, the current decreases at a steeper slope, so that the keyhole stops expanding but starts to close. At a certain instant, the keyhole is completely closed. In this way, it can ensure the keyhole establishing and full penetration but avoid burn-through defects.

Sequential images of a keyhole in a pulse cycle (13.40–14.24 s) (test piece thickness 6 mm)

One pulse cycle with the detected efflux plasma voltage (test piece thickness 6 mm)
Another sensing test was carried out on stainless steel (SUS304) plate of thickness 8 mm during waveform-controlled PAW process. The background level of welding current was 80 A, and the initial pulse current was set to 190 A. Other welding conditions are as previously mentioned. During the welding process, the pulse current is adjusted in real time, and other pulse parameters are determined by the transient value of pulse current. Figure 10 shows the measured welding current and efflux plasma voltage in a pulse cycle. Figure 11 shows the captured keyhole images for a period 22.0 to 23.46 s.

One pulse cycle with the detected efflux plasma voltage (test piece thickness 8 mm)

Sequential images of a keyhole in a pulse cycle (22.00–23.46 s) (test piece thickness 8 mm)
As shown in Figs. 8 and 11, the keyhole images are clear, and the grey difference between the keyhole region and the background is large. After image processing and calibration, the keyhole boundary can be extracted, and the geometry and size of keyhole at different instants can be determined. The investigation is still ongoing. Next, the dynamic variations of keyhole size versus time will be quantitatively obtained in each pulse cycle.
4 Conclusions
A waveform-controlled PAW system was developed to implement a controlled pulsed keyholing strategy. A special current waveform was designed with two substages of current, decreasing with different slopes at the trailing edge of the pulse, and the mode of one keyhole opening and closing in each pulse is realized. The CCD camera and efflux plasma voltage sensor are used to measure and characterize the keyhole shape and size.
The vision-based system is able to observe images of the keyhole at the underside of workpiece in waveform-controlled plasma arc welding. Bead-on-plate welding tests were carried out on stainless steel plates of thickness 6 and 8 mm during waveform-controlled PAW processes. Clear images of the entire keyhole profile are captured by using this low-cost system. The sequential images of the keyhole demonstrate the dynamic variation of keyhole shape and size in a pulse cycle, demonstrating the dynamic variation of keyhole establishing, expanding, sustaining, contracting, and closing in each pulse cycle. Through image processing and calibration from a next step, the geometric parameters of the keyhole (length, width, and area) versus time in each pulse cycle can be obtained.
References
Raymond TN. Plasma welding-in the 90s. Proc. of IIW Asian Pacific Welding Congress, 4–9 Feb. 1996, Auckland, New Zealand, pp. 237–249
Fortain JM. Plasma welding evolution & challenges. IIW Doc. XII-1948-08, 2008, pp. 1–11
Martikainen JK, Moisio TJI (1993) Investigation of the effect of welding parameters on weld quality of plasma arc keyhole welding of structural steels. Weld J 72(7):329s–340s
Vilkas EP (1991) Plasma arc welding of exhaust pipe system components. Weld J 70(4):49–52
Mendez PF. New trends in welding in the aeronautic industry. Proc. of New Trends for the Manufacturing in the Aeronautic Industry, 24–25 May, 2000, San Sebastian, Spain, pp. 21–38
Irving B (1992) Plasma arc welding takes on the advanced solid rocket motor. Weld J 71(12):49–52
Keanini RG, Rubinsky B (1990) Plasma arc welding under normal and zero gravity. Weld J 69(6):41–50
Zhang YM, Zhang SB (1999) Observation of the keyhole during plasma arc welding. Weld J 75(2):53s–59s
Metcalfe JC, Quigley MBC (1975) Keyhole stability in plasma arc welding. Weld J 54(11):401s–404s
Wu CS, Jia CB, Chen MA (2010) A control system for keyhole plasma arc welding of stainless steel with medium thickness. Weld J 89(11):225s–231s
Steffens HD, Kayser K (1972) Automatic control for plasma arc welding with constant keyhole diameter. Weld J 51:408–418
Zhang SB, Zhang YM (2001) Efflux plasma charge-based sensing and control of joint penetration during keyhole plasma arc welding. Weld J 80:157s–162s
Saad E, Wang H, Kovacevic R (2006) Classification of molten pool modes in variable polarity arc welding based on acoustic signature. J Mater Process Technol 174:127–136
Chen Q, Sun ZG, Sun Wand J, Wang YW (2004) Closed-loop control of welding penetration in keyhole plasma arc welding. Trans Nonferrous Metals Soc of China 14:116–120
Zhang YM, Zhang SB, Liu YC (2001) A plasma cloud charge sensor for pulse keyhole process control. Meas Sci Technol 12:1365–1370
Dong CL, Zhu YF, Zhang H, Shao YC (2001) Study on front side arc light sensing in keyhole mode plasma arc welding. Chin J Mech Eng 37:30–33
Zhang YM, Ma Y (2001) Stochastic modeling of plasma reflection during keyhole arc welding. Meas Sci Technol 12:1964–1975
Saeed G, Zhang YM (2007) Weld pool surface depth measurement using a calibrated camera and structured light. Meas Sci Technol 18:2570–2578
Wu CS, Gao JQ, Wang DM (2011) Observation of weld pool profiles in short-circuiting gas metal arc welding. Proc Instn Mech Engrs, Part B: J Eng Manuf 225:1873–1887
Wu CS, Zhong LM, Gao JQ (2009) Visualization of hump formation in high speed gas metal arc welding. Meas Sci Technol 20:115702, 8pp
Remy F, Sonia S, Frederic C, Francis B (2005) Study of keyhole behavior for full penetrated Nd-YAG CW laser welding. J Phys D: Appl Phys 38:1881–1887
Krasnoperov MY, Pieters RRGM, Richardson IM (2004) Weld pool geometry during keyhole laser welding of thin steel sheets. Sci Technol Weld Join 9:501–506
Fujinage S, Takenaka H, Narikiyo T, Katayama S, Matsunawa A (2000) Direct observation of keyhole behavior during pulse modulated high-power Nd:YAG laser irradiation. J Phys D: Appl Phys 33:492–497
Li L, Brookfield DJ, Steen WM (1996) Plasma charge sensor for in-process non-contact monitoring of laser welding process. Meas Sci Technol 7:615–626
Jia CB, Wu CS, Zhang YM (2009) Sensing controlled pulse key-holing condition in plasma arc welding. Trans Nonferrous Met Soc China 19(2):341–346
Liu ZM, Wu CS, Chen MA (2012) Visualizing the influence of the process parameters on the keyhole dimensions in plasma arc welding. Meas Sci Technol 23:105603, 9pp
Acknowledgments
The authors are grateful to the financial support for this research from the National Natural Science Foundation of China (Key Program Grant No. 50936003).
Author information
Authors and Affiliations
Corresponding author
Additional information
Doc. IIW-2390, recommended for publication by Commission XII “Arc Welding Processes and Production Systems.”
Rights and permissions
About this article
Cite this article
Liu, Z.M., Wu, C.S. Visualization of dynamic keyhole behavior in waveform-controlled plasma arc welding. Weld World 57, 719–725 (2013). https://doi.org/10.1007/s40194-013-0072-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-013-0072-0