
Abstract
This paper focus on surface finish enhancement of titanium carbide particles reinforced aluminium (AA6061) composites in laser cutting machine. Initially machining parameters are optimized to achieve minimum surface roughness using Taguchi L27 orthogonal array and ANOVA analysis. S/N ratio, Interaction plots and contour plots are utilized to obtain the influencing parameters on surface quality which is measured in terms of surface roughness. The machining parameters considered for optimization are Reinforcement (wt% TiC), Laser Power (W), Velocity, Gas flow Pressure and Pulse frequency. The result proved that the velocity is the more influencing parameter on surface roughness compared to other parameters. Then the experimental data is used to train the machine learning models such as Artificial Neural Network (ANN) and K Nearest Neighbour Algorithm (KNN) to predict the surface roughness. The performance of the regression algorithm is evaluated using R-Square value (R2), Root Mean Squared Error (RMSE), Mean Absolute Error (MAE) and Mean Squared Error (MSE). It is observed that both the algorithms have acceptable R2 value of 0.987 and 0.983 which is near one which means KNN predictions has more accurate compared to ANN which is proved in terms of R2(0.987), MAE (0.452), MSE (0.311) and RMSE values (0.557).
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Aluminium Matrix Composites (AMCs) are high performance and lightweight materials which has flexible structural and functional properties for different industrial applications [1]. Particle reinforcement in AMCs leads to better mechanical and physical properties that are extensively used in aerospace industries, military, automotive and electricity industries. Titanium Carbide TiC reinforcement in AMCs provides high hardness, low density, low chemical reactivity and also good wettability with molten aluminium [2]. It is proved that addition of ceramic reinforcement strengthening the laser additive manufacturing, increase the tensile strength and three times higher elongation compared to unreinforced AMCs [3]. The significant increase in wear rate is observed with the increase in titanium carbide nanoparticles reinforcement in AMCs (Al6061) [4]. Titanium Carbide reinforcement also increases the solid particle erosion of Al6061 using ultrasonic assisted stir casting process [5]. In situ synthesis, reinforcement of Titanium carbide nanoparticles provides better metallurgical bonding to the aluminium matrix composites during the melting process [6]. Optimization of cutting force, surface roughness and flank wear in turning operation of titanium carbide reinforced Al6061 composites is performed and found that increase in feed, speed and depth of cut leads to increase in higher surface roughness, cutting force and flank wear [7].
Laser cutting is identified as one the precise cutting method for AMCs which has a very good Performance characteristics such as surface roughness, cutting edge quality and kerf dimensions [8]. Co2 laser cutting of pure titanium is studied to find the influence of laser power thermal energy and cutting speed on surface roughness [9]. Cutting parameters of CO2 laser cutting for Al6061/SiCp/Al2O3 composites is performed and analysed using RSM method [10, 11]. Multiple Regression based prediction analysis is performed using ANOVA in CO2 laser cutting of SS-304 and influenced parameters are identified on kerf width and surface roughness [12]. The investigations on reinforced polyester sheets using co2 laser cutting are performed to analyses the process and found that there is a decrease in cutting volume efficiency with respect to sheet thickness and specific point energy [13]. Adaptive neuro fuzzy logic-based prediction model is created to predict the optimum process parameters for performance enhancement in hybrid wire EDM on titanium alloy [14]. Experimental data is enlarged used Monte Carlo simulations and Artificial Neural Network model is used for very-high-cycle fatigue (VHCF) analysis to find the significant influence of defect size, location, depth and orientation on Ti-6Al-4 V [15]. Supervised Machine learning classification model is developed to find the Defects in germanium components manufactured using ultra-precision machining to enhance the quality of the products [16]. [17,18,19,20,21,22] The authors have studied the different mechanical properties of composites and [23,24,25,26] authors explored the different machine learning techniques for prediction of mechanical properties different machining of composites.
In this research optimization of surface finish of in terms of machining Parameters in Pulsed CO2 Laser Cutting of Particle (TiC) Reinforced Al6061/Al2O3 Composite Using KNN & ANN. By enhancing the surface finish of Al6061/Al2O3 Composite materials, it contributes to the advancement of manufacturing processes and also contributes in various high-precision and high-performance industries.
Experimentation
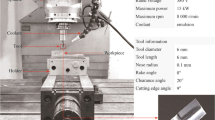
In this study of aluminum alloy (Al6061) reinforced with titanium carbide (TiC) particles and alumina (Al2O3) particles is selected as materials for the pulsed CO2 laser cutting machine which is shown Fig. 1. Different percentage with titanium carbide (TiC) particles such as 3%, 6% and 9% are considered for the study to understanding the influence on surface roughness of the components which is shown in Fig. 2. In aerospace and automotive industries, pulsed CO2 laser cutting process is commonly used process for the aluminum alloys which has good strength and corrosion resistance. To enhance the characteristics or properties of composites, a hard ceramic material Titanium carbide is used. Alumina is another ceramic material which can be used for increasing the hardness and thermal stability. Pulsed CO2 laser cutting of particle-reinforced aluminum composites requires consideration of material properties, laser parameters, and process optimization to achieve precise cutting with high-quality surface finish.

Pulsed CO2 laser cutting machine

Aluminum alloy (Al6061) reinforced with titanium carbide (TiC) particles
There are five input factors such as reinforcement percentage of TiC, laser power, velocity, gas flow pressure and pulse frequency are considered in this study to minimize the surface roughness. By varying the TiC reinforcement from 3 to 6%, the study effectively investigates how incremental changes in reinforcement content influence the surface roughness and overall performance of AA6061 composites. This range is chosen to balance enhanced mechanical properties, maintain economic feasibility, ensure composite homogeneity, and align with industry standards. Reinforcement of TiC varied from 3 to 6%, laser power varied from 2000 to 3000 w, velocity varied from 10 to 30 mm/sec, gas flow pressure varied from 0.7 to 1.3 and pulse frequency varied from 7 to 13 which are shown in Table 1.
Five input parameters with three levels of each is considered for the Design of experiments study and L27 orthogonal array is chosen to perform the experimental trails. After experimentation surface roughness is measured for each experimental trails and tabulated with calculated S/N ratio in Table 2. Taguchi L27 orthogonal array and ANOVA analysis gives an efficient and best approach for the optimization of machining parameters. It enables systematic approach for multi variable and their interactions study, find influencing parameters, and also ensure the reliability of the results. This approach is essential for enhancing the quality of surface finish and performance of machined components.
Results & Analysis
Minitab is used to calculate the S/N ratio for the surface roughness and optimization is achieved by selecting the highest level of S/N ratio. In Fig. 3, surface roughness with main effect plot which give rough idea about the influence of input parameters. It is observed that lower level of all input parameters leads to less surface roughness. It is observed that reinforcement of Titanium carbide and laser power has the higher inclination compared to other input parameters from Fig. 4. Highest inclination indicates that that reinforcement of Titanium carbide and laser power has more influence on surface roughness and the velocity, gas flow pressure and pulse frequency is almost horizontal which explains the insignificant effect on surface roughness.

S/N ratio plot for surface roughness

Surface roughness interaction plot
Parallel lines indicates that there is no interaction effect of two input parameters on output and non-parallel lines (Intersection) indicates strong interaction effect on performance characteristics. From the interaction plots, it is proved that strong interaction exists between factors (laser power*velocity), (laser power*gas flow pressure) and (Velocity*Gas flow pressure) while moderate interaction exists between the rest of the factors as far as the Surface roughness of particle-reinforced aluminum composites machined using Pulsed CO2 laser cutting machine. It is observed that Laser power versus velocity, Laser power versus gas flow pressure and velocity versus gas flow pressure plots are has the nan parallel lines which indicates that higher interaction of above parameters is higher on surface roughness compared to other input parameters. Titanium carbide percentage does not have any interaction effect on surface roughness with other input parameters because factor A has parallel interaction lines with all factors Laser power, velocity, gas flow pressure and Pulse frequency. Pulse frequency has moderate interaction effect with Laser power, velocity and gas flow pressure.
Response table for signal to noise ratios of surface roughness is shown in Table 3 which represents ranking of the parameters as per S/N ratio. Tables clearly explains that reinforcement percentage of TiC and laser power has the highest influence, velocity has less influence and others has the moderate influence on surface roughness.
ANOVA is a tool used to solve the statistics behind the data to find the influence of input variables on output variable. ANOVA table for this study is demonstrated using F value, P value and R-square values which is shown in Table 4. By observing the F value from the table, A and B has the highest value.
Compared to Velocity, Gas flow pressure and Pulse frequency which means reinforcement percentage of TiC and laser power has the highest influence and velocity has no significant influence on surface roughness which proves the inference of response table ranking values.
Interaction effect of two parameters on output can be demonstrated using contour plots. Different combinations of input parameters versus surface roughness are plotted contour plots which is shown in Fig. 5a–j. It is observed that all factors with minimum level is leads to less surface roughness value. The interaction of factor E (pulse frequency) with any factor has less influence on surface roughness. Where interaction of factor A with all other factors shows the vertical region which explains TiC reinforcement is having highest influence on output has highest influence on surface roughness compared to other parameters. Interaction effect of factor B(laser power) with C(velocity) and D(gas flow pressure) is higher influence on surface roughness.


a Contour plot for surface roughness vs Reinforcement (A) & Lase Power(B). b Contour plot for surface roughness vs Velocity(C) &Reinforcement(A). c Contour plot for surface roughness vs Gas Flow Pressure(D) & Reinforcement(A). d Contour plot for surface roughness vs Pulse Frequency(E) & Reinforcement(A). e Contour plot for surface roughness vs Velocity (C) & Laser Power (B). f Contour plot for surface roughness vs Gas flow pressure (D) & Laser Power(B). g Contour plot for surface roughness vs Pulse Frequency (E) & Laser Power(B). h Contour plot for surface roughness vs Gas Flow Pressure(D) & Velocity (C). i Contour plot for surface roughness vs Pulse Frequency (E) & Velocity (C). j Contour plot for surface roughness vs Pulse Frequency (E) & Gas Flow Pressure(D)
From Fig. 5a, the interaction effect of Reinforcement percentage and Laser power on surface roughness is observed and it is clearly observed that lower reinforcement and lower laser power gives better surface finish.
From Fig. 5b, the interaction effect of Reinforcement percentage and velocity on surface roughness is observed and it is clearly observed that laser power has less influence compared to Reinforcement. Vertical region represents less influence of y axis on output.
From Fig. 5c, the interaction effect of Reinforcement percentage and gas flow pressure on surface roughness is observed and it is clearly observed that gas flow pressure has less influence compared to Reinforcement. Vertical region represents less influence of y axis on output.
From Fig. 5d, the interaction effect of Reinforcement percentage and gas flow Pulse frequency on surface roughness is observed and it is clearly observed that pulse frequency has less influence compared to Reinforcement. Vertical region represents less influence of y axis on output.
From Fig. 5e, the interaction effect of laser power and velocity on surface roughness is observed and it is clearly observed that lower laser power and low velocity leads to less surface roughness.
From Fig. 5f, the interaction effect of laser power and gas flow pressure on surface roughness is observed and it is clearly observed that lower laser power and lower gas flow pressure leads to less surface roughness.
From Fig. 5g, the interaction effect of laser power and pulse frequency on surface roughness is observed and it is clearly observed that interaction of both does not have any effect on surface roughness.
From Fig. 5h, the interaction effect of velocity and gas flow pressure on surface roughness is observed and it is clearly observed that lower velocity and lower gas flow pressure leads to less surface roughness.
From Fig. 5i, the interaction effect of pulse frequency and velocity on surface roughness is observed and it is clearly observed that interaction of both does not have any effect on surface roughness.
From Fig. 5j, the interaction effect of gas flow pressure and pulse frequency on surface roughness is observed and it is clearly observed that interaction of both does not have any effect on surface roughness.
Regression equation for surface roughness is derived using Mini tab software and probability plot is also plotted which is shown in Fig. 6.

Probability plot for surface roughness
Machine Learning Modeling
The experimental values of machining parameters considered for optimization are Reinforcement (wt% TiC), Velocity, Laser Power(W), Gas flow Pressure and Pulse frequency are used to train the machine learning models such as Artificial Neural Network (ANN) and K Nearest Neighbour Algorithm (KNN) to predict the surface roughness as data is labelled and continuous output. The performance of the algorithm is evaluated using R Square value(R2), Mean Absolute Error (MAE), Mean Squared Error (MSE) and Root Mean Squared Error (RMSE). The machine learning models are trained and tested using sklearn libraries from python 3.1. The modelling of an algorithms is performed using following steps.
Step1: Collecting the data from experimentation.
Step2: Selection of algorithm based on the nature of data (KNN and ANN).
Step 3: selection of Key parameters (For KNN regressor K = 5 and for ANN number of layers = 3).
Step3: Data preprocessing.
Step4: Splitting of data into two sets such as training set and testing set.
Step5: Training the model using training data set.
Step6: Testing the model and calculating performance characteristics using testing data.
The graph is plotted for actual versus prediction of surface roughness using KNN algorithm and it is observed that all the points are fitting in to the feasible region which means algorithm has good accuracy. The R2 value obtained using KNN algorithm is 0.993 which means algorithm has 99.3% accuracy in its prediction and further is proved by lesser Mean Absolute Error is 0.452, Mean Squared Error is 0.311 RMSE value is 0.557.
The graph is plotted for actual versus KNN prediction of surface roughness and it is observed that all the points are fitting in to the feasible region which means algorithm has good accuracy. The R2 value obtained using KNN algorithm is 0.987 which means algorithm has 98.7% accuracy in its prediction and further is analysed by different errors such as RMSE value is 12.11, Mean Absolute Error is 11.9 and Mean Squared Error is 146.6.
Comparison of ANN and KNN in terms of R Square value (R2), Root Mean Squared Error (RMSE), Mean Absolute Error (MAE) and Mean Squared Error (MSE)is shown in below table. By comparing the R Square value, both predictions are accurate which has more than 0.9, but comparatively KNN algorithm gives slightly higher accurate predictions than ANN predictions. The same is proved by Root Mean Squared Error (RMSE), Mean Absolute Error (MAE) and Mean Squared Error (MSE) where KNN has lesser values compared to ANN (Table 5).
Conclusion
In this study, the main focus is enhancing surface roughness of titanium carbide particles reinforced aluminum (AA6061) composites using a laser cutting machine. Taguchi L27 orthogonal array and ANOVA analysis is performed on experimental data and optimization of machining parameters to achieve minimum surface roughness. Reinforcement of Titanium carbide particle percentage is identified as highest influential parameter on surface roughness compared to laser power (W), velocity, gas flow pressure, and pulse frequency which is proved using Signal-to-noise ratio (S/N ratio), interaction plots, and contour plots.
-
The results indicates that the laser power and its interaction with velocity has the second highest influencing parameter on the surface roughness.
-
Subsequently, two machine learning algorithms such as Artificial Neural Network (ANN) and K Nearest Neighbors Algorithm (KNN) were employed for training and prediction of surface roughness. The performance of machine learning algorithms are measured using Regression metrics such as R-squared value (R2), Mean Absolute Error (MAE), Mean Squared Error (MSE), and Root Mean Squared Error (RMSE).
-
The analysis reveals that surface roughness prediction using K Nearest Neighbors Algorithm were more accurate compare to Artificial Neural Network which is demonstrated by R2, MAE, MSE, and RMSE values.
-
This study highlights the influence of Titanium carbide reinforcement in aluminum composites in pulsed CO2 laser cutting machine.
Further it explains the efficiency of machine learning models, especially K Nearest Neighbors algorithm, very accurate prediction of surface roughness based on the experimental values, thereby giving valuable insights on optimization of machining parameters and enhancement of surface roughness.
This work can be extended with different regression algorithms and also can be tried with different machines and materials. It encourages exploring various composite materials and machining conditions to generalize the findings and expand the applicability of the optimization techniques. This analysis based on machine leaning saves lot of time and energy in terms of experimental trails, testing and documentation which gives significant impact on material science research.
References
P.S. Bains, S.S. Sidhu, H.S. Payal, Fabrication and Machining of Metal Matrix Composites: a Review, Mater. Manuf. Process. 1–21 (2015)
S. Saravanan, P. Senthilkumar, M. Ravichandran, V. Anandakrishnan, Mechanical, electrical, and corrosion behavior of AA6063/TiC composites synthesized via stir casting route. J. Mater. Res. 32(3), 607 (2017)
L. Xi, L. Feng, Gu. Dongdong, R. Wang, B. Sarac, Konda Gokuldoss Prashanth, Ju¨rgen Eckert, “ZrCþTiC synergically reinforced metal matrix composites with micro/nanoscale reinforcements prepared by laser powder bed fusion.” J. Market. Res. 19, 4645–4657 (2022)
M. George, R. Priya, G.N.S. Vijayakumar, J. AntoPradeep, Study on mechanical characteristics of the nano-TiC reinforced Al6061 metal matrix composites. Mater. Today Proc. 62, 2224–2229 (2022)
K. Balamurugan, V. Shanmugam, R. Geetha Palani, T.S. Sundarakannan, E. Linul, S.A. Khan, M. Asif, Effect of TiC/RHA on solid particle erosion of Al6061 hybrid composites fabricated through a 2-step ultrasonic-assisted stir casting process. J. Mater. Res. Technol. 25, 4888–4900 (2023)
H.C. Man, S. Zhang, F.T. Cheng, T.M. Yue, In situ synthesis of TiC reinforced surface MMC on Al6061 by laser surface alloying. Scr. Mater. 46(3), 229–234 (2002)
D.S.C. Kishore, K. PrahladaRao, A. Mahamani, Investigation of cutting force, surface roughness and flank wear in turning of In-situ Al6061-TiC metal matrix composite. Procedia Mater. Sci. 6, 1040–1050 (2014)
S. Lokesh, J. Niresh, S. Neelakrishnan, S.P. Deepak Rahul, Optimisation of cutting parameters of composite material laser cutting process by Taguchi method. IOP Conf. Series: Mater. Sci. Eng. 324, 012054 (2018)
M. Boujelbene, B. El Aoud, E. Bayraktar, I. Elbadawi, I. Chaudhry, A. Khaliq, A. Ayyaz, Z. Elleuch, Effect of cutting conditions on surface roughness of machined parts in CO2 laser cutting of pure titanium. Mater. Today Proc. 44, 2080–2086 (2021)
R. Adalarasan, M. Santhanakumar, M. Rajmohan, Optimization of laser cutting parameters for Al6061/SiCp/ Al2O3 composite using grey based response surface methodology (GRSM). Measurement 73, 596–606 (2015)
R. Adalarasan, M. Santhanakumar, S. Thileepan, Selection of optimal machining parameters in pulsed CO2 laser cutting of Al6061/Al2O3 composite using Taguchi-based response surface methodology (T-RSM). Int. J. Adv. Manuf. Technol. 93, 305–317 (2017)
M. Karamimoghadam, M. Lalegani Dezaki, A. Zolfagharian, M. Bodaghi, Influence of post-processing CO2 laser cutting and FFF 3D printing parameters on the surface morphology of PLAs: statistical modelling and RSM optimisation. Int. J. Lightweight Mater. Manuf. 6(2), 285–29 (2023)
M.Y. Tabar, M. Hashemzadeh, A.R. Rejani, CO2 laser cutting of reinforced polyester (CGFRP and GFRP) sheets: An experimental investigation into specific point energy, cutting volume efficiency and material removal rate (MRR). J. Manuf. Process. 97, 137–147 (2023)
M. Ji, T. Muthuramalingam, D. Saravanakumar, P. Karmiris-Obratański, N.E. Karkalos, W. Zhang, Predicting depth of cut in vibration-assisted EDM cutting on titanium alloy using adaptive neuro fuzzy inference system. Measurement 219, 113245 (2023)
J. Li, Z. Yang, G. Qian, F. Berto, Machine learning based very-high-cycle fatigue life prediction of Ti-6Al-4V alloy fabricated by selective laser melting. Int. J. Fatigue 158, 106764 (2022)
N.E. Sizemore, M.L. Nogueira, N.P. Greis, M.A. Davies, Application of machine learning for improved surface quality classification in ultra-precision machining of germanium. J. Manuf. Syst. 65, 296–316 (2022)
M.R. Haseebuddin, R. Keshavamurthy, S.J.N. Kumar, Friction and wear behavior of Al-Graphene nanocomposite synthesized by powder metallurgy and hot extrusion. J. of Materi Eng and Perform (2023). https://doi.org/10.1007/s11665-023-08758-9
R. Keshavamurthy, B.E. Naveena, C.S. Ramesh, M.R. Haseebuddin, Evaluation of slurry erosive wear performance of plasma-sprayed flyash-TiO2 composite coatings. J. Bio. Tribo. Corros. 7(3), 92 (2021)
M. Madhusudan, Sunil Kumar, S.P. Shanmuganatan, Jacob John, M.R. Haseebuddin, Behavioral Studies of Process Parameters and Transient Numerical Analysis on Friction Stir welded dissimilar alloys’. Mater. Today: Proc. 37, 643–647 (2020)
B.N. Yuyuths Gowda, M.R. Haseebuddin, B. Pal et al., Mechanical and wear behaviour of graphite nano filler reinforced Al 6061 composites. Mater. Today: Proc. 46, 4504–4509 (2019)
A. Lobo, M.R. Haseebuddin, S. Harsha, G. Balaji, B. Pal, Mechanical behavior of disposed fiber glass filled bamboo mat reinforced polyester composite. Mater. Today: Proc. 46, 6004–6011 (2020)
M. Faraz, M.R. Haseebuddin, B. Pal, Mechanical properties of aluminum metal matrix composite reinforced with silicon carbide using FEM. IOP Conf. Ser.: Mater. Sci. Eng. 1013(1), 012013 (2021)
Y.L, M. Arunadevi and C.P.S. Prakash, Predicton of MRR & surface roughness in wire edm machining using decision tree and naive bayes algorithm, In: 2021 international conference on emerging smart computing and informatics (ESCI), Pune, India, Advances in sustainability science and technology. Springer, Singapore, 527–532 (2021) https://doi.org/10.1109/ESCI50559.2021.9396857.ons, https://doi.org/10.1007/978-981-16-4321-7_29
M. Arunadevi, M. Rani, R. Sibinraj, M.K. Chandru, C. DurgaPrasad, Comparison of k-nearest neighbor & artificial neural network prediction in the mechanical properties of aluminum alloys. Mater. Today Proc. (2023). https://doi.org/10.1016/j.matpr.2023.09.111
M.A. Devi, C.P.S. Prakash, R.P. Chinnannavar, V.P. Joshi, R.S. Palada and R. Dixit, An informatic approach to predict the mechanical properties of aluminum alloys using machine learning techniques In: 2020 international conference on smart electronics and communication (ICOSEC), Trichy India, p. 536–541 (2020) https://doi.org/10.1109/ICOSEC49089.2020.9215277
M. Arunadevi, C.P.S. Prakash, Predictive analysis and multi objective optimization of wire-EDM process using ANN. Mater. Today: Proc. 46, 6012–6016 (2021)
Funding
Not applicable.
Author information
Authors and Affiliations
Contributions
All the authors have been contributed equally while carrying out the study, analysis and paper preparation.
Corresponding author
Ethics declarations
Conflict of interest
Not applicable.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Arunadevi, M., Saravanan, S., Mahesh, G. et al. Machine Learning Based Surface Finish Prediction and Optimization of Process Parameters in Pulsed CO2 Laser Cutting of Particle (TiC) Reinforced Al6061 Composite Using KNN & ANN. J. Inst. Eng. India Ser. D (2024). https://doi.org/10.1007/s40033-024-00795-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40033-024-00795-5