
Abstract
In the present work, an attempt has been made to develop the composite specimen using natural fibres. Natural fibres are the by-product of animals or plants considered waste and disposed into the sea or landfill. The present study involves the study of the mechanical properties of the natural fibre-based composite made of animal-based and plant-based powder. The animal-based fibre considered in the present study was eggshell (ES). Eggshell (ES) is a biodegradable and abundantly available organic waste. The plant-based fibre considered in the present study was rice husk (RH). Rice husk (RH) is an abundantly available biodegradable material of agro-organic waste. The composite was prepared with different percentages of ES and RH powder. Tensile and flexural testing was carried out on the developed samples. SEM image was obtained for the best resulted composite. The results showed that composite with 5% ES and 5% RH powder had higher tensile strength and flexural strength. The results also showed that composite with 5% ES and 5% RH powder has a better surface–property relationship than other composites.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
In India, the high availability of low-quality material has resulted in the development of composites with desirable properties [1,2,3,4,5]. The increase in the usage of polymer composite in the sectors such as automobile, medicine and textile has been predominant. The primary material used for developing polymer composites is synthetic fibres which provide the required properties for the composites. Although the composite is produced with the required quality and property, the major demerit of synthetic-based composites is its non-biodegradable ability [6, 7]. The disposal of synthetic polymer composites after their utilization will cause environmental pollution. So, in the present work, an attempt has been made to develop the composite specimen using natural fibres. Natural fibres are the by-product of animals or plants considered waste and are disposed of into the sea or landfill. This waste disposal, such as landfill burning, can cause greenhouse gases emission. Some of the natural fibres are silk, corn hub, eggshell, cocopeat, bamboo, banana, etc. [8, 9]. The work also attempts to convert waste into energy. The author has considered testing the mechanical of the composite made from animal and plant-based natural fibres individually and combinedly.
The animal-based fibre considered in the present study was eggshell (ES). Eggshell (ES) is a biodegradable and abundantly available organic waste. The plant-based fibre considered in the present study was rice husk (RH). Rice husk (RH) is an abundantly available biodegradable material of agro-organic waste. Ndazi et al. 2007 [10] studied the composite panel made up of rice husk powder. The results showed that the developed composite provided good bonding for the developed composites. Ashok et al. 2014 [11] studied the tensile and thermal properties of the lactic acid and eggshell powder-based composite. The results showed that the eggshell powder with more than 4 wt% had provided a high tensile and thermal property composite. Inbakumar et al. 2014 [12] studied the mechanical properties of the hemp fibre and eggshell-based natural composite. From the results, it was clear that the addition of the fibre has improved load-bearing capacity, and eggshell powder has increased the thermal stability of the composite.
Owuamanam and Cree 2020 [13] studied the development of polymer composite with eggshell and seashell filler material. The results showed that the mechanical properties are obtained for the composite developed with eggshell powder. It was concluded that the composite prepared with the organic waste material would reduce the environmental impact of the composite material. Bisht et al. 2020 [14] studied the composite with rice husk powder composite. From the results, it was suggested that the incorporation of the surface modification technique on the composite specimen with rice husk fibre could improve the mechanical properties of the composites.
Venkatamani et al. 2016 [15] studied the effect of eggshells in the composite material as a replacement for synthetic fibre composite. The mechanical properties such as tensile, compression and hardness testing were carried out on the composite specimen. The results showed that the eggshell powder with coco peat provides a better property composite material. Sathiparan et al. 2021 [16] reviewed the utilization of eggshell powder for sustainable construction. The study was conducted for replacing the eggshell with cement up to 10–15% for construction activity. From the results, it was clear that the eggshell is a cost-effective material which can be utilized as a replacement for construction material. Olusesi et al. 2021 [17] developed an aluminium alloy-based composite with rice husk ash. Rice husk was replaced with the abundantly used boron carbide and silicon carbide for the production of aluminium composite. The results showed that the aluminium composite with 7.5 wt% of rice husk powder resulted in higher mechanical properties. From the literature, it was clear that less work has been carried out on the study of the mechanical properties of individual and hybrid natural fibre composite made up of eggshell (ES) and rice husk (RH) powder. So, the present study involves the study of the mechanical properties of the natural fibre-based composite made of eggshell (ES) and rice husk (RH) powder.
Material and Methodology
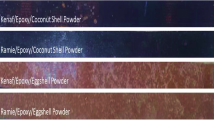
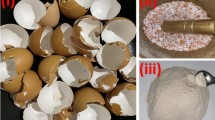
Table 1 shows the different proportions of composite specimens developed for the present study. Figure 1a–f shows the composite specimen developed for the present investigation. Composites 1–4 are the individual composite prepared with (5 and 10% of ES and RH powder). Composites 5 and 6 are the hybrid composite prepared with a combination of 5% ES + 5%RH powder and 10% ES + 10% RH powder. The ES and RH powdered were dried and powdered to an 80 microns size fraction. The powdered mixture of different proportions was used as filler material to develop the composite. The remaining proportion was maintained with epoxy and hardener. The specimen was developed with the hand layup method. The ratio of epoxy and hardener is 1:0.3. The specimen was prepared in a mould where layers of epoxy and filler material were poured one after the other. After obtaining a suitable surface level, the mould was subjected to compressive loading for 24 h for uniformity of composite. Further, the mould was cured for 72 h at room temperature. After curing, the specimens were obtained from the mould.

Composite specimen
After the specimen preparation, the composite was cut using laser cutting as per ASTM standards of D638 for tensile and D790 for flexural testing. As per ASTM standard, loading rate considered for testing was 2 mm/min. Digital UTM Zwick Roell Z020 is employed for testing the composite specimen. The magnitude of compression load applied for uniformity of sample in UTM was 5kN. Figure 2 a and b shows the cutting of the specimen using laser cutting. Figure 3a and b shows the tensile and flexural testing of the specimen. So, the present work will provide a study on the mechanical properties of ES and RH powder-based natural fibre composite.

a Laser cutting of the specimen and b cut specimen

a. Tensile testing of the specimen and b flexural testing of the specimen
Results and Discussion
Figure 4 shows the standard force vs strain of different composites subjected to tensile loading. Table 2 shows the load vs tensile modulus and tensile strength for different composites. From Fig. 4a and Table 2, it was clear that the strain is linearly varying with the force applied for composite 1. The maximum load-carrying capacity of composite 1 is 6034.83 N, and the respective tensile modulus and tensile strength are 1271.69 and 117.05 MPa. From Fig. 4b and Table 2, it was clear that the strain is linearly varying with the force applied for composite 2. The maximum load-carrying capacity of composite 2 is 6457.26, and the respective tensile modulus and tensile strength are 870.10 and 128.82 MPa.

Standard force vs. strain of different composites subjected to tensile loading
The maximum load-carrying capacity and tensile strength of composite 2 are higher than composite 1. This shows that the increase in the ES powder percentage from 5 to 10% has increased the specimen’s load-carrying capacity and tensile strength. This is due to the increase in the agglomeration between the layers of the composite has increased. But the tensile modulus of composite 2 is lesser than that of composite 1. This shows that the stiffness of composite 2 has been reduced with the addition of the ES Powder.
From Fig. 4c and Table 2, it was clear that the maximum load-carrying capacity of composite 3 is 10,261.05N, and the respective tensile modulus and tensile strength are 1646.30 and 137.88 MPa. From Fig. 4d and Table 2, it was clear that the maximum load-carrying capacity of composite 4 is 10,285.67, and the respective tensile modulus and tensile strength are 1194.01 and 123.51 MPa.
The maximum load-carrying capacity of composite 4 is higher than that of composite 3. This shows that the increase in the RH powder percentage from 5 to 10% has reduced the tensile strength and tensile modulus of the specimen. This is due to the reduction in interfacial bonding between the layers which was provided by the presence of cellulose, hemicellulose and lignin. The RH powder also acts as a pozzolanic material which agglomerates well with the matrix.
From Fig. 4e and Table 2, it was clear that the strain is linearly varying with the force applied for composite 5. The maximum load-carrying capacity of composite 5 is 10,261.05N, and the respective tensile modulus and tensile strength are 1406.63 and 153.80 MPa. From Fig. 4f and Table 2, it was clear that the strain is linearly varying with the force applied for composite 6. The maximum load-carrying capacity of composite 6 is 10,962.42, and the respective tensile modulus and tensile strength are 1241.15 and 117.27 MPa.
The maximum load-carrying capacity of composite 6 is higher than that of composite 5. This shows that the increase in the ES and RH powder percentage from 5 to 10% has reduced the specimen’s tensile strength and tensile modulus. This is due to the reduction in dispersed agglomerates between the layers of composite 4.
Further, in Fig. 4a–f, the load-carrying capacity, tensile strength and tensile modulus of the composite 5 with 5% ES and 5% RH powder are higher than all other composites. This is majorly due to the higher interfacial bonding achieved by composite 5. This shows that the hybrid composite with 5% ES and 5% RH powder forms the most optimum composite for tensile testing. This carries both the properties of higher interfacial bonding and dispersed agglomeration of ES and RH powder. The RH powder also acts as a pozzolanic material which agglomerates well with the eggshell and matrix, providing good property–surface relationship.
Figure 5 shows the standard force vs deformation of different composites subjected to flexural loading. Table 3 shows the load vs flexural modulus and flexural strength for different composites. From Fig. 5a and Table 2, it was clear that the maximum load-carrying capacity of composite 1 is 36.32 N and respective flexural modulus and flexural strength are 3723.78 and 44.61 MPa. From Fig. 5b and Table 2, it was clear that the maximum load-carrying capacity of composite 2 is 29.00 N, and the respective tensile modulus and tensile strength are 4587.39 and 49.41 MPa.

Standard force vs. deformation of different composites subjected to flexural loading
The flexural modulus and flexural strength of composite 2 are higher than composite 1. This shows that the ES powder percentage increase from 5 to 10% has increased the specimen’s flexural modulus and flexural strength. This is due to the interfacial bonding between the layers of composite having increased for composite 2 than composite 1.
From Fig. 5c and Table 2, it was clear that the maximum load-carrying capacity of composite 3 is 235.59 N and respective flexural modulus and flexural strength are 7251.22 and 155.25 MPa. From Fig. 5d and Table 2, it was clear that the maximum load-carrying capacity of composite 4 is 406.00 and respective flexural modulus and flexural strength are 5100.22 and 185.35 MPa.
The maximum load-carrying capacity of composite 4 is higher than that of composite 3. This shows that the increase in the RH powder percentage from 5 to 10% has reduced the specimen’s flexural strength and flexural modulus. This is due to the increase in agglomeration between the layers of composite 4.
From Fig. 5e and Table 3, it was clear that the maximum load-carrying capacity of composite 5 is 340.66 N and respective flexural modulus and flexural strength are 8017.75 and 220.20 MPa. From Fig. 5f and Table 3, it was clear that the maximum load-carrying capacity of composite 6 is 388.63 N, and respective flexural modulus and flexural strength are 5019.87 and 161.02 MPa. From Table 3, it was also clear that the maximum load and lesser strength for composite 4 show less ductile nature with high load-bearing capacity of the composite 4. Similarly, composite 5 has higher strength with lesser load bearing which shows high ductile nature of composite 5.
The maximum load-carrying capacity of composite 6 is higher than that composite 5. This shows that the increase in the ES and RH powder percentage from 5 to 10% has reduced the specimen’s flexural strength and flexural modulus. This is due to the reduction in interfacial bonding between the layers of composite 4.
Further, in Fig. 5a–f, the load-carrying capacity, tensile strength and tensile modulus of the composite 5 with 5% ES and 5% RH powder have been found to be higher than all other composites. This is majorly due to the agglomeration of ES and RH powder which provides good structure–property achieved by the composite 5 which can be seen from Fig. 6. Figure 6 also shows a good dispersion and good alignment of the fibre of ES and RH powder, thereby providing higher tensile and flexural strength.

SEM image of the composite 5 with 5% ES and 5% RH powder
Conclusion
The present study involves the study of the mechanical properties of the natural fibre-based composite made of animal-based and plant-based powder. The animal-based fibre considered in the present study was eggshell (ES). Eggshell (ES) is a biodegradable and abundantly available organic waste. The plant-based fibre considered in the present study was rice husk (RH). Rice husk (RH) is an abundantly available biodegradable material of agro-organic waste. The composite was prepared with different percentages of ES and RH powder. Tensile and flexural testing was carried out on the developed samples. From the results, it was clear that composite 5 with 5% ES and 5% RH powder had higher tensile strength and flexural strength. From the results, it was also clear that composite 5 with 5% ES and 5% RH powder was found to be having load-carrying capacity. This shows that composite 5 carries higher interfacial bonding properties and dispersed agglomeration of ES and RH powder. It was also found that composite 5 with 5% ES and 5% RH powder has good surface–property relationship than other composites.
References
H. Harish, H. Vardhan, G.R. Mandela, M. Kaza, R. Sah, A. Sinha, B.K. Shanmugam, in investigation of iron ores based on the bond grindability test Bangalore, Karnataka, India. AIP Conf Proc 2204, 040006 (2020). https://doi.org/10.1063/1.5141579
B.S. Kumar, M. Harsha Vardhan, G. Raj, M. Kaza, R. Sah, H. Harish, The Screening Efficiency of Linear Vibrating Screen—An Experimental Investigation Bangalore Karnataka India. AIP Conf Proc 2204, 040002 (2020)
B.K. Shanmugam, H. Vardhan, M.G. Raj, M. Kaza, R. Sah, H. Harish, Application of fractional factorial design for evaluating the separation performance of the screening machine. Int. J. Coal Prep. Util. 42(11), 3369–3379 (2022). https://doi.org/10.1080/19392699.2021.1962312
B.K. Shanmugam, H. Vardhan, M.G. Raj, M. Kaza, R. Sah, H. Harish, Regression modeling and residual analysis of screening coal in screening machine. Int. J. Coal Prep. Util. 42(9), 2849–2864 (2022). https://doi.org/10.1080/19392699.2021.1923488
B.K. Shanmugam, H. Vardhan, M.G. Raj, M. Kaza, R. Sah, H. Harish, ANN modeling and residual analysis on screening efficiency of coal in vibrating screen. Int. J. Coal Prep. Util. 42(10), 2880–2894 (2022). https://doi.org/10.1080/19392699.2021.1910505
K.S. Lokesh, T. Pinto, S.D. Mayya, B.P. Panduranga, H. Hanumanthappa, G.T. Mohanraj, Evaluation of the wear behaviour of thermally aged E glass reinforced epoxy composite filled with wollastonite using taguchi L27 technique. J. Inst. Eng. India Ser. D 103, 505–512 (2022)
K.S. Lokesh, T. Pinto, S.D. Mayya, B.P. Panduranga, H. Hanumanthappa, G.T. Mohanraj, Effect of wollastonite filler on the experimental and microstructural analysis of epoxy composite reinforced with E-glass fibre. J. Inst. Eng. India Ser. D 103, 489–496 (2022)
K.S. Lokesh, B.K.N. Shanmugam, T.P. Kumar, H. Hanumanthappa, M. Thimmegowda, S.D. Mayya, S.K.Y. Srivatsav, A.B.K. Kumar, Experimental and statistical evaluation of the mechanical performance of (jute and cocopeat) plant and (silk) animal-based hybrid fibers reinforced with epoxy polymers. J Nat Fibers 19(16), 12664–12675 (2022)
K.S. Lokesh, B.K. Shanmugam, S.D. Mayya, B.P. Panduranga, J.R.N. Kumar, H. Hanumanthappa, Experimentation and prediction analysis on the mechanical performance of fish scale and coconut shell powder-based composites. J Nat Fibers 19(14), 7750–7761 (2022)
B.S. Ndazi, S. Karlsson, J.V. Tesha, C.W. Nyahumwa, Chemical and physical modifications of rice husks for use as composite panels. Compos. A Appl. Sci. Manuf. 38(3), 925–935 (2007)
B. Ashok, S. Naresh, K. Obi Reddy, K. Madhukar, J. Cai, L. Zhang, A.V. Rajulu, Tensile and thermal properties of poly(lactic acid)/eggshell powder composite films. Int J Polym Anal Charact 19(3), 245–25 (2014)
J.P. Inbakumar, S. Ramesh, Mechanical, wear and thermal behaviour of hemp fibre/egg shell particle reinforced epoxy resin bio composite. Trans. Can. Soc. Mech. Eng. 42(3), 280–285 (2018)
S. Owuamanam, D. Cree, Progress of bio-calcium carbonate waste eggshell and seashell fillers in polymer composites: a review. J. Compos. Sci. 4, 70 (2020)
N. Bisht, G.P. Chandra, R. Nisha, Rice husk as a fibre in composites: a review. J. Mech. Behav. Mater. 29, 147–162 (2020)
T. Venkatamuni, R. Devanathan, D. Christopherselvam, Effect Of Eggshell Composite Material For The Replacement Of Conventional Material. Int J Innov Res Adv Stud (IJIRAS) 3, 12 (2016)
N. Sathiparan, Utilization prospects of eggshell powder in sustainable construction material–a review. Constr. Build. Mater. 293, 123465 (2021)
O.S. Olusesi, N.E. Udoye, Development and characterization of AA6061 aluminium alloy /clay and rice husk ash composite. Manufact Lett 29, 34–41 (2021)
Funding
The authors have not disclosed any funding.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Ethical Approval
This article does not contain any studies with human participants.
Human and Animal Rights
This article does not contain any studies with human or animal subjects performed by any of the authors.
Informed Consent
Informed consent was obtained from all individual participants included in the study.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Lokesh, K.S., Kumar, K.S., Keerthan, N. et al. Experimental Analysis of the Rice Husk and Eggshell Powder-Based Natural Fibre Composite. J. Inst. Eng. India Ser. D (2023). https://doi.org/10.1007/s40033-023-00557-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40033-023-00557-9