
Abstract
The effect of polypropylene fibre and weld slag on the mechanical properties of High Performance Concrete (HPC) containing silica fume as the mineral admixtures was experimentally verified in this study. Sixteen series of HPC mixtures(70 MPa) were designed with varying fibre fractions and Weld Slag (WS). Fibre added at different proportion (0, 0.1, 0.3 and 0.6%) to the weight of cement. Weld slag was substituted to the fine aggregate (0, 10, 20 and 30%) at volume. The addition of fibre decreases the slump at 5, 9 and 14%, whereas the substitution of weld slag decreases by about 3, 11 and 21% with respect to the control mixture. Mechanical properties like compressive strength, split tensile strength, flexural strength, Ultrasonic Pulse Velocity test (UPV) and bond strength were tested. Durability studies such as Water absorption and Sorptivity test were conducted to check the absorption of water in HPC. Weld slag of 10% and fibre dosage of 0.3% in HPC, attains the maximum strength and hence this combination is most favourable for the structural applications.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
High performance fibre reinforced concrete became very popular construction material in the recent decades in structural engineering. The addition of fibres improves the mechanical properties, ductility and reduces the brittleness of concrete [1]. Commonly known commercial fibres are steel, glass, carbon, polyester, nylon and polypropylene fibres. Polypropylene (PP) fibre has been receiving an increased attention towards worldwide due to their superior properties in strength, low permeability, reduced shrinkage cracking, high abrasion resistance, high flexural and splitting tensile strength [2]. Submerged-arc welding produces quality welds in ferrous, stainless steels and even some non-ferrous metals. During the welding process, the flux is used to cover the weld joint and to protect welding operations from atmospheric contamination. This flux is partially melted, resulting in a liquid protective slag layer generating a waste material known as submerged-arc welding slag [3]. In general, one kilogram of flux is consumed for every kilogram of weld metal deposited. About 2500 tonnes of slag were generated in India during the year of 1982 which have risen to 10000 tonnes during the year 2006 [4]. Hence the weld slag can be effectively utilized in making the HPC.
The researchers have [2]. varied the PP fibre proportion as 0, 0.5, 1 and 1.5% with silica fume as mineral admixtures and proved that the PP fibres shows the strong impact towards minimizing crack density and crack width. Some of the investigators have carried out an experimental and statistical analysis on concrete using PP fibres with varying proportions (0, 0.5, 1 and 2%) and light weight aggregates [5]. He optimized that 1% PP fibre is suitable for getting better strength. The researchers [6] have used X and Y shaped PP fibres with different proportion and determined that PP fibres shows better results in permeability, shrinkage, carbonation.
It has been [7] investigated earlier on the potential use of the Submerged Welding Flux (SWF) waste for manufacturing clay bricks. Further the same has replaced natural sand by the SWF waste up to 10% weight as a clay replacement. In 2013, Some researchers [8], have investigated the furnace slag and welding slag as a replacement of fine aggregate in concrete and was concluded that 5% of welding slag and 10% furnace slag replacement with fine aggregates is effective for practical purpose. This study focuses on enhancing knowledge with regard to the interaction between the Weld Slag (WS) as fine aggregate and with the addition of polypropylene fibre in the high performance concrete and also to minimize the use of river sand by partially replacing the weld slag in place of fine aggregate. The Weld slag as partial replacement of fine aggregate can be used in the non-structural members like compound wall, partition wall, etc. If replaced to cement, the weld slag can behaves as the slag cement as per BS 6699: 1992 because the maximum magnesia content is 4% in the weld slag.
Materials
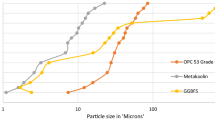
Ordinary Portland cement (OPC) of 53 grade conforming to IS 12269-1987 [9] specifications, fine aggregate conforming to grading zone II and IS: 383-1970 [10] with specific gravity 2.65 and fineness modulus 2.71 were used. Coarse aggregate of 12 mm nominal size with specific gravity 2.78 and fineness modulus 6.88 conforming to IS: 383-1970 specifications were used. Silica fume with specific gravity 1.97 and about 10% was used as mineral admixtures. A modified polycarboxylic ether based superplasticizer, Glenium B233 was used to get the required workability. Polypropylene fibre conforms to Type III fibres under ASTM C 1116 [11] of length 6 mm to 40 mm, fibre diameters between 20 and 40 micron, specific gravity vary between 1.28 and 1.35 and the tensile strength of fibre vary between 350–400 Mpa was used [12].
The WS was obtained from the local industries and ground to the required fineness in P&P Metalloys Pvt Ltd, Perambalur district, Tamilnadu, India. The specific gravity and fineness modulus of WS were 2.7 and 2.54. Gradation curve for fine aggregate and weld slag is shown in Fig. 1. A closer examination of the WS particle morphology by SEM analysis shown in Fig. 2a, b reveals that the particles have irregular shaped grains and are closely packed. The chemical composition of the WS and cement were identified by the X-Ray fluorescence analysis at Central Electro Chemical Research Institute, Karaikudi and the compound present are listed in the Table 1.

Gradation curve for fine aggregate and weld slag

SEM images of weld slag a 1 µm b 5 µm
Experimental program
Preparation and Testing of Specimens
ACI 211-1 [13], proposed the method by the researcher (1998) [14] was followed to design HPC mixture of M70 grade listed in Table 2. HPC mixtures were prepared with required quantities of cement, fine aggregate and coarse aggregate mixed in 40 litre Concrete Pan mixer for a period of 2 min. Polypropylene fibres were dispersed by hand in the mixture to achieve a well distributed homogenous mix. During the mixing operation, 50% of water was added first and mixed thoroughly and the remaining water, mixed with super plasticizer, was added later, along with silica fume and WS, and then mixed for 3 min. Sixteen mixture proportions were made. Concrete cubes of size 100 × 100 × 100 mm were cast for compressive strength and UPV test, 150 × 300 mm cylinders for split tensile strength and 100 × 100 × 500 mm beams for flexural strength, then the specimens were demoulded after 24 h and allowed for curing by immersing in the water tank. The concrete specimens were taken out from the curing tank at 7 days, 28 days, 56 days and 90 days respectively from the day of casting and then tested.
Descriptions of Mixtures
Among the sixteen mixtures, Series I mixtures were prepared with WS at 0, 10, 20 and 30% replaced to fine aggregate by volume in HPC, Series II mixtures were prepared with 0.1% addition of fibre to the weight of cement for all the Series I mixture, Similarly Series III and IV mixtures were prepared with fibre addition of 0.3 and 0.6% respectively. To easily identify the mixture, each mixtures was named as S10F0.3 where S10 stands for WS at 10% replacement of fine aggregate and F0.3 represents the PP fibre at 0.3% addition to the weight of cement. S0F0 was considered as the Control mixture.
Results and Discussion
Fresh Properties
The slump value of the HPC was measured with the time range of 10 to 20 min using the slump cone. The increase in the replacement ratio of WS shows significant slump loss and decrease in the workability. Addition of PP fibre shows a mild decrease in the workability. Figure 3 shows that the slump decreased by 3, 11 and 21% for Series I mixture with respect to the Control mixture (S0). For Series II mixture, the slump value was decreased by 6, 10, 16 and 26% with respect to control mixture. Similarly, Series III mixture shows decreasing slump value of 9, 13, 19 and 30% and Series IV mixture shows reduced slump of 14, 18, 29 and 35% with respect to control mixture.The addition of fibre reduces the slump due to compactness at the rate of 5, 9 and 14% for S0F0.1, S0F0.3 and S0F0.6. The reduction in workability can be attributed to the fact that the WS have a rougher texture than fine aggregate. The workability and the water demand of the HPC depend upon the water absorption of the aggregates used. The WS absorbs water due to the irregular shape and rough texture.

Slump of HPC
Hardened Properties
Compressive Strength
Compressive strength of HPC mixtures was tested on Compressive Testing machine with 3000KN capacity under a constant loading rate of 140 kg/cm2/min as per IS:516-1959 [15] specifications at 7, 28, 56 and 90 days. Addition of weld slag in Series I mixture shows increasing compressive strength for S10 mixture at the rate of 6.94%, then decreases at the rate of 4.49 and 16.75% for S20 and S30 mixture. Addition of WS does not affect the compressive strength of HPC up to 10% substitution of WS. Addition of fibre in Series II mixture confirms the increase in compressive strength at the rate of 4.76, 11.44, 0% for S0F0.1, S10F0.1, S20F0.1 mixtures, later displays 12.53% lesser compressive strength for S30F0.1 mixture. Series III mixture shows increasing compressive strength for S0F0.3, S10F0.3, S20F0.3 mixtures at 6.67, 12.39, 1.22% and decreases for S30F0.3 mixture at 11.17% respectively. Series IV mixtures exhibit enhanced compressive strength for S0F0.6, S10F0.6 mixture at 1.22, 7.08%, then decreases at the rate of 4.08 and 15.66% for S20F0.6 and S30F0.6 mixture. Figure 4 pictures that in all ages the compressive strength of mixtures S10 was higher than the control mixture. Addition of PP fibres in the proportion of 0.1 and 0.3% increases compressive strength gradually; 0.6% fibre addition shows decrease in compressive strength when compared with 0.1 and 0.3% fibre addition. However, there is an increase in strength for all the percentage additions of fibre due to the efficient filling effect of PP fibre in concrete specimens. Addition of fibre has no negative effect on compressive strength, but the influence of high content of fibre eventually decreases the strength. Higher percentage of fibre increases the harshness of concrete leading to improper bonding between cement and aggregate.

Compressive strength of HPC at different periods
Split Tensile Strength
The test is carried out by placing horizontally the cylindrical specimen between the loading surfaces of a compression testing machine and the load is applied until failure of the diameter as per IS 5816, 1999 Standards [16]. For Series I mixture, tensile strength increases to 13.57% for 10% WS and decreases at the rate of 5.84 and 12.31% for 20 and 30% WS. In Series II mixtures, the addition of fibre increases the tensile strength at the rate of 22.12, 35.28, 15.24 and 10.43%. In Series III mixture, substitution of fibre enhances the strength at the rate of 44.04, 56.99, 40.50 and 31.94% because of the better interlocking between the aggregate, cement and fibre. For Series IV mixture, tensile strength increases at the rate of 21.08, 34.86,16.91 and 8.76%.There was loss in strength compared to the Series III mixture because the addition of fibre at 0.6% decreases the workability leading to the poor compactness which certainly reduces the strength.
Flexural Strength
The flexural strength of HPC was tested on the flexural testing machine with a load carrying capacity of 100KN at a constant loading rate of 180 kg/min as per IS:516-1959 specifications. For Series I mixture, the flexural strength of HPC enhances at the rate of 14.44 and 4.44% for S10 and S20 mixtures with respect to control mixture and equivalent to control mixture for S30 mixture. The addition of fibre in the Series II mixture increases the flexural strength at 4.44, 17.77, 6.66 and 0.66% compared to control mixture. Fibre addition in Series III mixture improves the strength at 5.55, 21.11, 11.11 and 1.11%. Series IV mixture shows a slight reduction in strength compared to Series II and Series III. The flexural strength enriches at the rate of 3.33, 15.55, 6.66 and 0% compared to the control mix for Series IV mixture. The correlation between compressive strength and flexural strength as per the experimental results was compared with the predicted correlation given by Carrasguillo Relation (fr = 0.94f 1/2c ), Burg and Ost relation (fr = 1.03f 1/2c ) and Khayat, Bickley relation (fr = 0.23 + 0.12fc − 2.18 × 10−4(fc)2).Table 3 predicts that the experimental results are higher than all the predicted relations due to the combined effect of fibre and weld slag in HPC.
Bond Strength
Pull out test was conducted to measure the bond strength of HPC and to check the bonding effect of the PP fibre and WS. Concrete cube of size 100 mm × 100 mm was cast for the bonding test and tested as per IS 2770 Part (1): 1967 (reaffirmed 2002) [17]. Reinforcing bars of 12 mm diameter were provided vertically along the central axis for all 48 specimens. The embedded length of the bar inside the concrete cube was 90 mm for all specimens. Table 4 shows that the bond strength of the Series I mixture increases for S10 mixture at 8.33% and then decreases at 4.16 and 8.30% for other Series I mixture compared to control mixture. Series II mixture shows increasing bond strength at the rate of 12.53, 18.78, 10.45% and reduces for S30F0.1 mixture at 4.13%. Series III mixture enhances the bond strength at the rate of 16.70, 22.95, 8.36, and 2.11% with respect to control mixture. Series IV mixture also shows increasing effect at 20.86, 25.03, 14.61 and 2.11% with respect to control mixture [18].
Water Absorption Test
Water absorption test was conducted as per the requirements of ASTM C642-97 [19]. The results of the water absorption test show that HPC with 10% WS obtained lower permeability than the control mix and other substitution in all the four Series of mixtures. S10 of Series I mixture shows decrease in water absorption of about 20.71% compared to control mixture later the water absorption increases at 11.42, 15.71% for S20 and S30 mixture. The addition of fibre in Series II mixture decreases the water absorption at 7.14, 27.14, 5% for S0F0.1, S10F0.1, S20F0.1 and then increases for about 11.42% for S30F0.1 mixture. Reduction of water absorption in the Series III mixture was about 10, 35.35, 7.14% for S0F0.3, S10F0.3, S20F0.3 mixture respectively whereas for S30F0.3 mixture increases at 7.14%. For Series IV mixture, water absorption decreases at the rate of 17.85, 37.85 and 13.57% for S0F0.6, S10F0.6 and S20F0.6 whereas for S30F0.6 mixture shows increasing water absorption of 2.14%. The rough texture and the irregular particle grains of the weld slag increases the water demand which leads to water absorption.The addition of fibre decreases the rate of water absorption. Fibre fills the pores in the concrete, thereby reduces the porosity of concrete. Water absorption with the addition of fibre was considerably less because of dense packing which subsequently helps to attain more compressive strength. The effect of weld slag and fibre in water absorption is clearly pictured in Fig. 5.

Water absorption of HPC mixtures
Sorptivity Test
The rate of absorption of water in concrete by capillary suction is called as Sorptivity. Three concrete specimens of size 100 mm × 100 mm × 100 mm for each mixture were dried in an oven for 105 °C till it reaches the constant mass and then allowed to cool. Initial weights of the concrete specimens were noted and it was sealed on all sides except the surface which was in contact with water. Concrete specimens were placed on the support with the water immersion of 2 mm on the sides as per ASTM C1585-13 [20]. The rate of Sorption can be measured with the increase in the mass of specimen when exposed to water at every 5 min, 10 min, 20 min, 30 min and 1 h respectively. In Series I mixture, the Sorptivity range was decreasing at 20% for S10 mixture, then shows an increasing rate of 10 and 20% for S20 and S30 mixture with respect to control mixture. S0F0.1, S10F0.1, S20F0.1 of Series II mixture shows decreasing sorption range of 10, 50 and 0% later increases for S30F0.1 mixture. Series III mixture also shows similar effect such as S0F0.3, S10F0.3, S20F0.3 displays decreasing sorptivity at the rate of 20, 60, 10% and then increases at 10% for S30F0.3 mixture. Series IV mixture, the rate of sorption was 30, 50, 20% for S0F0.6, S10F0.6, S20F0.6 mixture whereas increase for S30F0.6 mixture at 10%. Hence the rate of sorption is directly proportion to the water absorption for all the Series of mixtures as shown in Fig. 6.

Water absorption vs Sorptivity
Conclusion
-
The workability of concrete decreased with the increase in WS content, which is rectified by increasing the superplasticier dosage. The SEM images of WS predict that it consists of less number of cavities and micro pores. The WS is rich in oxides and hence they can be used in concrete as fine aggregate.
-
In Series I mixture, the compressive strength and split tensile strength show an increase in strength for 10% WS and starts decreasing for 20% and 30% substitution. There is no strength loss in the flexural strength of HPC till 20% substitution of WS and later the strength decreases for 30%. HPC with 10% WS is acceptable for most structural applications since the observed compressive strength is more than 70 MPa at 28 days.
-
Series II and III mixtures enhances the mechanical properties and there is no negative effect in Compressive strength, Split tensile strength, Flexural strength and bond strength with respect to the control mixture. These two Series along with WS substitution up to 20% displays better results.
-
Series IV mixture enriches the mechanical properties lesser than the Series II and III mixtures. The higher content of fibre eventually decreases the strength due to segregation and harshness of concrete.
-
In Series I mixture, S10 mixture shows less water absorption whereas S20 and S30 mixture exhibits increasing water absorption. The rough texture and the irregular particle grains of the weld slag increase the specific surface area of the slag which in turn increases the water demand, leading to water absorption. For Series II, III and IV mixtures, the addition of fibre decreases the rate of water absorption. Fibre fills the pores in the concrete, thereby reduces the porosity of concrete.
-
The Sorptivity rate for S10 mixture in Series I decreases whereas S20 and S30 mixture enhances the sorption rate. For Series II, III and IV mixtures, the addition of fibre decreases the rate of sorption.
-
The obtained test results indicate that the combined proportion of weld slag in place of fine aggregate up to 10% and addition of fibre volume proportion at 0.1 and 0.3% developed higher strength than the Control mixture.
References
S. Aydın, B. Baradan, The effect of fibre properties on high performance alkali-activated slag/silica fume mortars. Compos. Part B 45, 63–69 (2013)
Abou-Zeid MN, Fahmy EH, Massoud MT. Interaction of silica fume and polypropylene fibres in high performance concrete, 2nd Material Speciality Conference of the Canadian Society for Civil Engineering, (2002)
R. Annoni et al., Submerged-arc welding slags: characterization and leaching strategies for the removal of aluminium and titanium. J. Hazard. Mater. 244–245, 335–341 (2013)
K. Singh, V. Sahni, S. Pandey, Slag recycling in submerged arc welding and its influence on chemistry of weld metal. Asian J. Chem. 21, 47–51 (2009)
Harun Tanyildizi, Statistical analysis for mechanical properties of polypropylene fibre reinforced lightweight concrete containing silica fume exposed to high temperature. Mater. Des. 30, 3252–3258 (2009)
P. Zhang, Q.-F. Li, Effect of polypropylene fibre on durability of concrete composite containing fly ash and silica fume. Compos. Part B 45, 1587–1594 (2013)
Viana et al., The use of submerged-arc welding flux slag as raw material for the fabrication of multiple-use mortars and bricks. Soldagem Insp. Sao Paulo 14, 257–262 (2009)
Ramesh et al., Use of furnace slag and welding slag as replacement for sand in concrete. Int. J. Energy Environ. Eng. 4, 3 (2013). https://springerlink.bibliotecabuap.elogim.com/article/10.1186/2251-6832-4-3. Accessed 25 Oct 2017
IS (Indian Standard) (1987) IS12269: Specification for 53 grade Ordinary Portland cement
IS (Indian Standard) (1970) IS 383: Specification for coarse and fine aggregates from natural sources for concrete (second revision)
ASTM C 1116–03 Standard Specification for Fibre-Reinforced Concrete, ASTM International, West Conshohocken, PA, (2003). https://www.astm.org/. Accessed 25 Oct 2017
A. Ananthi and J. Karthikeyan., Performance of polypropylene fibre in high-performance concrete. Proc. ICE-Construct. Mat. 168(6), 263–266 (2015). doi:10.1680/coma.15.00004
ACI (American Concrete Institute) ACI 211.1-91 Standard Practice for Selecting Proportions for Normal, Heavyweight and Mass Concrete, (1998)
Aitcin PC. High Performance Concrete. University De Sherbrooke, Quebec, Canada, First published 1998 by E & FN Spon, an imprint of Routledge 11 New Fetter Lane, London. (2004)
IS (Indian Standard) IS 516: Methods of tests for strength of concrete, (1959)
IS (Indian Standard) IS 5816: Splitting Tensile strength of concrete -Method of test, (1999)
IS 2770 Part (1):1967 (reaffirmed 2002) Methods of Testing bond in Reinforced Concrete. Part 1, Pull out test
N. Ganesan, P.V. Indira, M.V. Sabeena, Bond stress slip response of bars embedded in hybrid fibre reinforced high performance concrete. Constr. Build. Mater. 50, 108–115 (2014)
ASTM C642-13: Standard Test Method for Density, Absorption and Voids in Hardened Concrete, ASTM International, West Conshohocken, PA, (2013). https://www.astm.org/. Accessed 25 Oct 2017
ASTM C1585-13 Standard Test Method for Measurement of Rate of Absorption of Water by Hydraulic-Cement Concretes, ASTM International, West Conshohocken, PA, (2013). https://www.astm.org/. Accessed 25 Oct 2017
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Ananthi, A., Karthikeyan, J. Combined Performance of Polypropylene Fibre and Weld Slag in High Performance Concrete. J. Inst. Eng. India Ser. A 98, 405–412 (2017). https://doi.org/10.1007/s40030-017-0248-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40030-017-0248-5