
Abstract
Aluminum dross (AD) from aluminum alloy production is harmful for the environment, while it also contains valuable metal and oxides. Therefore, its comprehensive utilization in an environmental-friendly route is of great importance for the sustainable development of the aluminum industry. Therefore, a green route to comprehensively reuse AD was proposed in this paper. Effects of different processing conditions on extraction behaviors of aluminum, soluble salt and aluminum nitride (AlN) were studied. The extraction rate of aluminum can reach 96.5% with processing temperature of 750 °C, processing time of 40 min, and refining agent addition of 10 wt%. With the liquid–solid mass ratio of 10, the leaching time of 8 h, the leaching temperature of 90 °C and stirring speed of 300 rad/min, the maximum leaching rate of chlorine salt, fluorine salt and hydrolysis of AlN can reach 98.4%, 93.4% and 87.6%, respectively. The tailings after leaching treatment can be used in a variety of applications, such as the production of cement, ceramic and refractory which can be used in the chemical and metallurgical industry.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
During the aluminum production process, a large amount of aluminum dross (AD) is produced, which have been considered to be a kind of toxic and hazardous waste causing serious environmental pollution when it is exposed to humid air or water (Murayama et al. 2012; Sarker et al. 2015; Manfredi et al. 1997; Adeosun et al. 2012; Ünlü and Drouet 2002; Ramaswamy et al. 2019). Therefore, the comprehensive recycling of the AD is of great significance to the aluminum industry (Shinzato et al. 2005; Kim et al. 2009; Bruckard et al. 2009; Zhang et al. 2019). Globally, the AD has been classified as toxic and hazardous waste, which should be managed in compliance with the current legislation (Tsakiridis 2012). According to its composition, AD can be divided into the primary aluminum dross (PAD), and the secondary aluminum dross (SAD). PAD usually contains 10‒60 wt% aluminum, and the concentrations of fluorine salt and chlorine salt are usually lower than 6 wt%. After the aluminum was extracted from the PAD, the remaining flux is called SAD. The composition of AD is usually complex, so it is difficult to deal with. AD contains large number of valuable elements including aluminum, magnesium, silicon, etc. The comprehensive utilization of AD is of great significance in environmental protection and resource utilization, and also an important aspect of circular economy (Dash et al. 2008; Shi et al. 2021c).
The disposal of the AD is a worldwide problem (Ewais et al. 2009; Abdulkadir et al. 2015; Hiraki and Nagasaka 2015; Hashishin et al. 2004; Huang et al. 2014). Many researches have been done on the utilization of AD, and some of them are conducted by acid leaching and alkaline leaching (Li et al. 2014, 2012; Mahinroosta and Allahverdi 2018; Xiao et al. 2005; Hiraki et al. 2014; Zhang et al. 2018; Yoshimura et al. 2008; Roy and Sahai 1997). Davies et al. (2008) proposed an integrated process for salt-slag treatment and Al recovery. Results shows that 90% of the Cl, 55% of the Na, and 45% of the K can be extracted by aqueous leaching salt cake for 1 h at 25 °C. P. E. Tsakiridis et al. (2013) observed the aluminum recovery during black dross hydrothermal treatment. The leaching efficiency of aluminum reached 57.5% with NaOH strong solution (260 g/L) at 240 °C. Yang et al. (2019) studied aluminum leaching kinetics of AD by hydrochloric acid. Results showed that the leaching ratio of aluminum could reach 22% under optimal conditions. Bruckard et al. (2007) studied the characterization and treatment of salt cakes by aqueous leaching.
Although much efforts have been taken to deal with AD, the recovery rate of valuable elements is still very low, and the produced waste water has detrimental impacts on the environment. Therefore, current technologies have not realized the complete resource utilization of the AD. This work proposed an environmentally friendly route to utilize the AD, which can also avoid high disposal costs and serious environmental problems.
Materials and methods
Materials
The AD was from an aluminum industry in Hebei province, China. Compositions of the AD were Al, Si, Mg, N, O, Na, K and Cl, as shown in Table 1. Other chemicals used in the whole process such as NaCl, KCl and MgF2 were all the analytical grades, and its average particle size was smaller than 1.5 μm, which were used to synthesize refining agents.
Experimental procedures
Extracting aluminum
In the extracting aluminum process, the AD powder (< 178 μm, 100 g) was mixed with 6–12 wt% refining agent, which is composed of 50% sodium chloride, 49.5% potassium chloride and 0.5% magnesium fluoride. The mixture was heated from room temperature to final temperature in the range of 600–800 °C with a heating rate of 10 °C/min in an electric resistance furnace and kept at the final temperature for 20 to 50 min. Aluminum dross tailings were analyzed to calculate the rate of aluminum extraction using Eq. (1).
M denotes aluminum, MA0 is the mass of M in the samples, and MA is the mass of M in the aluminum dross tailings after extracting aluminum.
Leaching
The leaching process was carried out in a commercial magnetic stirring water bath. The sample (< 178 μm, 100 g) was leached for 2–8 h at 30–60 °C. The mass ratio of liquid to solid (L/S; ml/g) was in the range of 3–9 and the stirring speed was in the range of 0–400 rad/min. After leaching, the solution and residue were separated by filtration (SHZ-D-III). Leaching solution was analyzed to calculate the extraction rate of fluorine and chlorine using Eq. (2), which indicated the amount of fluorine and chlorine that can be extracted in the leaching liquid. Washed residue was analyzed to calculate the extraction rate of AlN using Eq. (3)
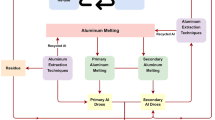
M0 is the mass of fluorine or chlorine in the samples, and ML is the mass of fluorine or chlorine in the leaching solution after water leaching. MB0 is the mass of nitride in the samples, and MB is the mass of nitride in the aluminum dross tailings after extracting aluminum. The flowchart of the whole process is shown in Fig. 1.

Flowchart of comprehensive utilization of the AD
Characterization
Chemical compositions of the AD, aluminum alloy, refining agent, and aluminum dross tailings were determined by X-ray fluorescence (XRF, AXIOS, PANalytical, the Netherlands). The AlN composition was obtained by analyzing nitrogen by a nitrogen–hydrogen-oxygen analyzer (ONH836, LECO, US). The metallic aluminum composition was approximately equal to that of acid-soluble aluminum, which was analyzed by inductively coupled plasma atomic emission spectrometry (ICP-AES, Optima 4300DV, PerkinElmer, US). Microstructure of the sample powders was obtained by the field emission SEM (SU-8010, Hitachi, Japan) equipped with the energy-dispersive X-ray spectrometry (EDS) with an accelerating voltage of 15 kV. The mineral phases of the samples were analyzed by the X-ray diffraction (XRD; D8 Advance, Bruker, Germany) with Cu Kα radiation (λ = 1.5406 Å).
Results and discussion
Extraction of aluminum
Effects of melting conditions on aluminum extraction
AD contains about 39 wt% metallic aluminum, therefore, it is important to recycle aluminum inside it. The main factors affecting the efficiency of aluminum extraction including processing time, processing temperature, and refining agents amount are systematically studied. Figure 2a shows the effect of processing temperature on aluminum recovery. With the increase in processing temperature, the extraction rate of aluminum from the AD was obviously improved. A high temperature can reduce the interfacial tension between the AD and molten aluminum, thereby promoting the separation between the dross and metal. With refining agent addition of 10 wt% of the AD weight, processing time of 40 min and processing temperature of 750 °C, the aluminum extraction rate reaches 96.5%. A further increase in temperature above 750 °C has little effect on its extraction rate. Considering both cost and efficiency, it is reasonable to choose the 750 °C as the treatment temperature.

Effect of experimental conditions on extraction ratio of aluminum a processing temperature, b processing time, c refining agent amount
Figure 2b shows the effect of processing time on aluminum recovery. With the increase in processing time, the extraction rate firstly increases and then remains constant above 40 min, with the maximum value of 96.5% at processing temperature of 750 °C and 10 wt% of refining agent addition. Refining agent dissolves alumina film and molten aluminum aggregates in the AD, which requires a certain reaction time, so it is necessary to ensure sufficient reaction time.
Figure 2c shows the effect of the amount of refining agents on the recovery rate of metallic aluminum. The extraction rate of metallic aluminum increases with the increase in refining agents addition. When the added amount is less than 10 wt%, its effect on promoting the aggregation of metal aluminum is very limited, and thus it cannot realize the separation of dross and metal as shown in Fig. 2c. When the amount of refining agents added is 10 wt%, the extraction rate of metallic aluminum is 96.5%. The extraction rate increases only a little when above 10 wt% of refining agents was added. From the perspective of economy and environmental protection, it is reasonable to add 10% refining agent.
In this study, a mixture of NaCl, KCl and MgF2 was used as a refining agent to recover aluminum from the AD. Refining agents can change the interfacial tension between metals and oxides (Saravanakumar et al. 2017; Utigard et al. 2001). The refining agent has a low melting point, which can quickly melt the covering material that needs to be processed, which can effectively prevent further oxidation during the treatment process. When the refining agent reacts with molten aluminum, the surface active elements sodium and potassium can be replaced, and the sodium and potassium generated in the reaction will be enriched at the interface between flux and molten aluminum, thus significantly reducing the interfacial tension (Wan et al. 2020). A comparison between the result of the current work and reported ones, in terms of recovery efficiency, operating costs at larger scale, was shown in Table 2. The advantages of extracting method from the AD studied in this paper are attributed to the selected refining agent. The interfacial tension between aluminum alloy and refining agent with the addition of MgF2 decreased, which may contribute to the dissolve of oxide film and the release of aluminum metal wrapped by the oxide (Xiao et al. 2005). Under the optimized treatment conditions, the extraction rate of metal aluminum increased obviously.
Phase and microstructure of the AD after extracting aluminum
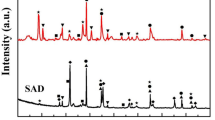
Figure 3 shows the phases of the extracted aluminum and the AD before and after extracting aluminum. The main phases of the extracted aluminum were Al and Si, as shown in Fig. 3a. The main components of the extracted aluminum were shown in Table 3. The extracted aluminum contains elements such as silicon and magnesium. This is due to that AD investigated in this study is from the production process of A356 aluminum alloy. The extracted aluminum can be used as raw material to produce A356 aluminum alloy. It is shown in Fig. 3b that the main phases of the AD after extracting aluminum are Al2O3, AlN, SiO2, MgAl2O4, MgF2, NaCl and KCl. The minerals characteristics in studied AD were Al, Al2O3, AlN, SiO2, NaCl, KCl, MgF2 and MgAl2O4, as shown in Fig. 3c. The peaks of the AD at 28° and 32°, respectively, are consistent with the standard card of NaCl and KCl, respectively, indicating that the chloride salts exist in the AD after extracting aluminum. The peaks at around 26°, 35° and 40° are considered as the superimposed peaks of Al2O3. The peaks at 38°, 45° and 65° are attributed to MgAl2O4 spinel. The peaks at around 40°, 67° and 79° correspond to AlN. Figure 3d shows the microstructure and composition of the AD after extracting aluminum. The content of magnesium, aluminum, and oxygen in area 1 is relatively high. It can be inferred that the main phases are alumina and magnesium aluminate spinel. Compared with area 1, there are more fluorine and chlorine elements in area 2, and the contents of magnesium, aluminum and oxygen are relatively low. It can be inferred that more fluorine and chlorine components are impregnated in the alumina and magnesia spinel structure. According to the results of EDS analysis, it can be known that the AD after extracting aluminum contains chloride and fluoride salts. They mainly come from the soluble salt in the original the AD and the added refining agent during the extracting aluminum process. Because the AD contains a lot of chloride and fluoride salts, it will seriously harm the environment. Therefore, it is necessary to extract chloride and fluoride salts from the AD.

XRD pattern of a extracted aluminum, b AD residue and c AD; d microstructure and EDS analysis of AD after extracting aluminum
Leaching
Effects of leaching conditions on the extraction rate of soluble salts and hydrolysis of AlN
The main hazardous chemical substances in AD are soluble salts and AlN. The extraction of soluble salts and hydrolysis of AlN are of great significance to the further utilization of the AD. The extracted fluoride and chloride salts can be used as refining agents. Ammonia gas produced by hydrolysis of aluminum nitride is absorbed by sulfuric acid to prepare ammonium sulfate. The remaining substances are used to produce raw materials for high value-added products. Figure 4a shows the effect of leaching temperature on the leaching efficiency of fluoride salt, chlorine salt and hydrolysis of AlN. Under the conditions of temperature 50 °C, the liquid-to-solid ratio of 10 and leaching time of 8 h, the leaching rate of chlorine salt, fluorine salt and hydrolysis of AlN can reach 98.4%, 93.4% and 87.6%, respectively. The effect of temperature on leaching efficiency can be explained by thermodynamics and kinetics. According to thermodynamics, the leaching reaction is endothermic reaction, and the increase in temperature is beneficial to promote the hydrolysis reaction to proceed forward. According to kinetics, the reaction rate follows Arrhenius equation (Shi et al. 2021a). According to Arrhenius equation, the reaction rate k, the kinetic energy of reactants and the total number of activated molecules increase with the increase of temperature, and the thermal motion of molecules increases. High temperature provides the activation energy of the reaction and promotes the smooth progress of the reaction (Shi et al. 2021b). The Arrhenius equation is as follows:

Effect of leaching parameters on leaching ratio of chlorine, fluorine and nitrogen: a leaching temperature, b leaching time, c stirring speed and d Liquid/Solid ratio
where k is the reaction rate constant, R is the universal gas constant, T is the reaction temperature, A is the frequency factor, and Ea is the activation energy.
Figure 4b shows the effect of leaching time on the leaching rate of fluoride salt and chlorine salt and hydrolysis of AlN. With the extension of leaching time, the extraction efficiency of soluble salt and hydrolysis of AlN first increased and then decreased. In general, increasing leaching time will make the whole system toward the equilibrium state and thus the leaching ratio increased. However, the extraction efficiency was found to be reduced if the leaching time is too long. This may be caused by solvent evaporation in the current study, since an open experimental system was used. This indicates that adverse reactions may occur in a longer leaching time, resulting in insoluble compounds, thus reducing the extraction efficiency (Hassankhani-Majd and Anbia 2021).
Figure 4c shows the effect of stirring speeds on the leaching rate of fluoride and chloride salts and hydrolysis of AlN. Under the condition of liquid–solid mass ratio of 10, leaching time of 8 h and leaching temperature of 90 °C, effect of stirring speed with values of 0 rad/min, 100 rad/min, 200 rad/min, 300 rad/min and 400 rad/min on leaching rate were investigated. In general, the leaching rate was found to gradually increase with the increase in stirring speeds. With the stirring speed of 300 rad/min, the leaching rate of chlorine salt, fluorine salt and hydrolysis of AlN can reach 98.4%, 93.4% and 87.6%, respectively. Above 300 rad/min, the stirring speed has little effect on the improvement of leaching efficiency. Stirring speed improves the leaching efficiency by improving the flow condition in bath and enhancing mass transfer and mixing phenomena inside the bath.
Figure 4d shows the effect of the liquid–solid ratio on the leaching rate of fluoride and chloride salts and hydrolysis of AlN. Under the conditions of leaching time 8 h, leaching temperature 90 °C and stirring speed 300 rad/min, the leaching rate of fluoride and chloride salts and hydrolysis of AlN increase with the increase in the liquid–solid ratio. Increasing the liquid–solid ratio can effectively reduce the viscosity of the solution, provide good kinetic reaction conditions for the leaching of soluble salts and hydrolysis of AlN. Although increasing the liquid–solid ratio is beneficial to increase the leaching rate, it will bring difficulties to subsequent evaporation and crystallization. It is more reasonable to choose 10 for the liquid–solid ratio.
Phase and microstructure of aluminum dross tailings and soluble salt from AD
The XRD pattern of the aluminum dross tailings after water leaching under the optimal leaching conditions is presented in Fig. 5a. It shows that the main phases of aluminum dross tailings are Al2O3, SiO2, and MgAl2O4. A comparison of the phase transformation after leaching is shown in Fig. 5a. It indicates that fluoride salt and chlorine salt phase dissolves after leaching, whereas Al2O3, SiO2, and MgAl2O4 are left in the leaching residue, achieving an efficient separation of soluble salt from the AD. Figure 5b–f shows the microstructure and distribution of elements in aluminum dross tailings. After water leaching, aluminum dross tailings mainly contain aluminum, oxygen, magnesium and silicon. The distribution area of chlorine is almost invisible. Fluoride salt and chlorine disappears and transfers into the leaching liquid. It is shown in Fig. 5b–f that the soluble salt in AD is removed by the water leaching method. Aluminum is distributed in all of the regions, and amount of aluminum is coincident to oxygen elements, which indicates that some aluminum and oxygen exist in form of alumina. Aluminum is distributed in all areas and overlaps with oxygen and magnesium, which indicates that some aluminum forms a magnesium aluminum spinel with oxygen and magnesium. It can be seen from the figure that there is a small amount of silicon element distribution area, which overlaps with oxygen element. This shows that silicon and oxygen elements exist in the form of silicon dioxide. All of these conclusions are in agreement with the analyses with XRD.

XRD pattern of a aluminum dross tailings; b SEM images and c–f EDS mapping of aluminum dross tailings; g, h XRD and SEM images of soluble salt
The characterizations and analysis of soluble salt in the filtration obtained by evaporation and precipitation are shown in Fig. 5. The soluble salt contains NaCl, KCl, and MgF2, as shown in Fig. 5g. The peaks at around 32°, 46° and 68° are considered as the superimposed peaks of NaCl. The peaks at around 28°, 42° and 50° are attributed to KCl. The peaks at around 27°, 38° and 54° are considered as the superimposed peaks of MgF2. It is shown in Fig. 5h that soluble salt has an irregular morphology, with sizes in the range of 2–20 μm. Soluble salts containing NaCl, KCl, and MgF2 can be used as the raw materials of refining agents.
An estimation of operating costs and benefit of AD resource utilization was shown in Table 4. The technical route of this work adopted the method of combining hydrometallurgy and pyrometallurgy. Through the optimization of the process parameters, the extraction rate of metallic aluminum was improved. The soluble salt is extracted from AD after extracting aluminum with suitable particle size by the water leaching method. A higher recovery rate is obtained without adding acid and alkali. Compared with other technical routes, the technical route adopted by this work has more advantages in terms of efficiency and production cost, and environmental protection.
In this paper, the recycling method of extracting aluminum from the AD by adding refining agent and high temperature treatment was studied. The soluble salt is extracted by water leaching and used to fabricate the refining agent, and the residue can be used as raw material of refractory, which realizes the complete resource utilization of the AD. This process not only relieved the concerns about the potential threat of industrial waste toward the environment but also realized the recovery of the valuable element in AD. The schematic representation of the extraction of aluminum, soluble salts and hydrolysis of AlN from the AD is presented in Fig. 6.

Schematic representation of the comprehensive utilization of the AD
Conclusion
Extraction of aluminum, soluble salts and hydrolysis of AlN from AD was conducted. The following conclusions were drawn in this study. With the processing temperature of 750 °C, the processing time of 40 min, and refining agent of 10 wt%, the maximum extraction rate of aluminum with the value of 96.5% was obtained. With the liquid–solid mass ratio (L/S) of 10, leaching time of 8 h, leaching temperature of 90 °C and stirring speed of 300 rad/min, the maximum leaching rate of chlorine salt, fluorine salt and hydrolysis of AlN can reach around 98.4%, 93.4% and 87.6%, respectively. Compositions of aluminum dross tailings after extracting aluminum and water leaching mainly include Al2O3, SiO2, MgO, which can meet the raw material requirements for preparing refractory.
References
Abdulkadir A, Ajayi A, Hassan MI (2015) Evaluating the chemical composition and the molar heat capacities of a white aluminum dross. Energy Procedia 75:2099–2105. https://doi.org/10.1016/j.egypro.2015.07.326
Adeosun SO, Usman MA, Ayoola WA, Sekunowo IO (2012) Evaluation of the mechanical properties of polypropylene-aluminum-dross composite. ISRN Polym Sci 2012:1–6. https://doi.org/10.5402/2012/282515
Bruckard WJ, Woodcock JT (2009) Recovery of valuable materials from aluminium salt cakes. Int J Miner Process 93:1–5. https://doi.org/10.1016/j.minpro.2009.05.002
Bruckard WJ, Woodcock JT (2007) Characterisation and treatment of Australian salt cakes by aqueous leaching. Miner Eng 20:1376–1390. https://doi.org/10.1016/j.mineng.2007.08.020
Dash B, Das BR, Tripathy BC et al (2008) Acid dissolution of alumina from waste aluminium dross. Hydrometallurgy 92:48–53. https://doi.org/10.1016/j.hydromet.2008.01.006
Davies M, Smith P, Bruckard WJ, Woodcock JT (2008) Treatment of salt cakes by aqueous leaching and Bayer-type digestion. Miner Eng 21:605–612. https://doi.org/10.1016/j.mineng.2007.12.001
Ewais EMM, Khalil NM, Amin MS et al (2009) Utilization of aluminum sludge and aluminum slag (dross) for the manufacture of calcium aluminate cement. Ceram Int 35:3381–3388. https://doi.org/10.1016/j.ceramint.2009.06.008
Hashishin T, Kodera Y, Yamamoto T et al (2004) Synthesis of (Mg, Si)Al2O4 spinel from aluminum dross. J Am Ceram Soc 87:496–499
Hassankhani-Majd Z, Anbia M (2021) Recovery of valuable materials from phosphorus slag using nitric acid leaching followed by precipitation method. Resour Conserv Recycl 169:105547. https://doi.org/10.1016/j.resconrec.2021.105547
Hiraki T, Miki T, Nakajima K et al (2014) Thermodynamic analysis for the refining ability of salt flux for aluminum recycling. Mater (basel) 7:5543–5553. https://doi.org/10.3390/ma7085543
Hiraki T, Nagasaka T (2015) An easier upgrading process of aluminum dross residue by screening technique. J Mater Cycles Waste Manag 17:566–573. https://doi.org/10.1007/s10163-014-0283-5
Hong JP, Wang J, Chen HY et al (2010) Process of aluminum dross recycling and life cycle assessment for Al-Si alloys and brown fused alumina. Trans Nonferrous Met Soc China (engl Ed) 20:2155–2161. https://doi.org/10.1016/S1003-6326(09)60435-0
Huang XL, El BA, Arambewela M et al (2014) Characterization of salt cake from secondary aluminum production. J Hazard Mater 273:192–199. https://doi.org/10.1016/j.jhazmat.2014.02.035
Kim J, Biswas K, Jhon KW et al (2009) Synthesis of AlPO4-5 and CrAPO-5 using aluminum dross. J Hazard Mater 169:919–925. https://doi.org/10.1016/j.jhazmat.2009.04.035
Kudyba A, Akhtar S, Johansen I, Safarian J (2021) Aluminum recovery from white aluminum dross by a mechanically activated phase separation and remelting process. JOM 73:2625–2634. https://doi.org/10.1007/s11837-021-04730-x
Li A, Zhang H, Yang H (2014) Evaluation of aluminum dross as raw material for high-alumina refractory. Ceram Int 40:12585–12590. https://doi.org/10.1016/j.ceramint.2014.04.069
Li J, Wang J, Chen H, Sun B (2012) Microstructure observation of β-sialon-15R ceramics synthesized from aluminum dross. Ceram Int 38:3075–3080. https://doi.org/10.1016/j.ceramint.2011.12.006
Mahinroosta M, Allahverdi A (2018) Hazardous aluminum dross characterization and recycling strategies: a critical review. J Environ Manag 223:452–468. https://doi.org/10.1016/j.jenvman.2018.06.068
Manfredi O, Wuth W, Bohlinger I (1997) Characterizing the physical and chemical properties of aluminum dross. Jom 49:48–51. https://doi.org/10.1007/s11837-997-0012-9
Murayama N, Maekawa I, Ushiro H et al (2012) Synthesis of various layered double hydroxides using aluminum dross generated in aluminum recycling process. Int J Miner Process 110–111:46–52. https://doi.org/10.1016/j.minpro.2012.03.011
Ramaswamy P, Gomes SA, Ravichander NP (2019) Utilization of aluminum dross: refractories from industrial waste. IOP Conf Ser Mater Sci Eng. https://doi.org/10.1088/1757-899X/577/1/012101
Roy RR, Sahai Y (1997) Interfacial tension between aluminum alloy and molten salt flux. Mater Trans JIM 38:546–552. https://doi.org/10.2320/matertrans1989.38.546
Saravanakumar P, Bhoopashram J, Kavin Prasath M, Jaycharan M (2017) Role of salt fluxes in aluminium refining: a review. Int J Latest Eng Manag Res 2:45–51
Sarker MSR, Alam MZ, Qadir MR et al (2015) Extraction and characterization of alumina nanopowders from aluminum dross by acid dissolution process. Int J Miner Metall Mater 22:429–436. https://doi.org/10.1007/s12613-015-1090-2
Shi J, Qiu Y, Yu B et al (2021a) Titanium extractive from titania-bearing blast furnace slag: a review. JOM. https://doi.org/10.1007/s11837-021-05049-3
Shi J, Qiu Y, Yu B et al (2021b) Equilibrium phase relations of the CaO-SiO2-Ti3O5 system at 1400 °C and a p(O2 of 10–16 atm. JOM. https://doi.org/10.1007/s11837-021-05049-3
Shi M, Li Y, Shi J (2021c) Fabrication of periclase and magnesium aluminate spinel refractory from washed residue of secondary aluminum dross. Ceram Int. https://doi.org/10.1016/j.ceramint.2021.11.312
Shinzato MC, Hypolito R (2005) Solid waste from aluminum recycling process: characterization and reuse of its economically valuable constituents. Waste Manag 25:37–46. https://doi.org/10.1016/j.wasman.2004.08.005
Tsakiridis PE (2012) Aluminium salt slag characterization and utilization—a review. J Hazard Mater 217–218:1–10. https://doi.org/10.1016/j.jhazmat.2012.03.052
Tsakiridis PE, Oustadakis P, Agatzini-Leonardou S (2013) Aluminum recovery during black dross hydrothermal treatment. J Environ Chem Eng 1:23–32. https://doi.org/10.1016/j.jece.2013.03.004
Ünlü N, Drouet MG (2002) Comparison of salt-free aluminum dross treatment processes. Resour Conserv Recycl 36:61–72. https://doi.org/10.1016/S0921-3449(02)00010-1
Utigard TA, Roy RR, Friesen K (2001) Properties of fluxes used in molten aluminium processing. High Temp Mater Process 20:303–307. https://doi.org/10.1515/HTMP.2001.20.3-4.303
Wan B, Li W, Liu F et al (2020) Determination of fluoride component in the multifunctional refining flux used for recycling aluminum scrap. J Mater Res Technol 9:3447–3459. https://doi.org/10.1016/j.jmrt.2020.01.082
Xiao Y, Reuter MA, Boin U (2005) Aluminium recycling and environmental issues of salt slag treatment. J Environ Sci Heal 40:1861–1875. https://doi.org/10.1080/10934520500183824
Yang Q, Li Q, Zhang G et al (2019) Investigation of leaching kinetics of aluminum extraction from secondary aluminum dross with use of hydrochloric acid. Hydrometallurgy 187:158–167. https://doi.org/10.1016/j.hydromet.2019.05.017
Yoshimura HN, Abreu AP, Molisani AL et al (2008) Evaluation of aluminum dross waste as raw material for refractories. Ceram Int 34:581–591. https://doi.org/10.1016/j.ceramint.2006.12.007
Zhang Y, Guo Z, Han Z, Xiao X (2018) Effect of rare earth oxides doping on MgAl2O4 spinel obtained by sintering of secondary aluminium dross. J Alloys Compd 735:2597–2603. https://doi.org/10.1016/j.jallcom.2017.11.356
Zhang Y, Guo ZH, Xiao XY et al (2019) Feasibility of aluminum recovery and MgAl2O4 spinel synthesis from secondary aluminum dross. Int J Miner Metall Mater 26:309–318. https://doi.org/10.1007/s12613-019-1739-3
Acknowledgements
The authors acknowledge the financial support from the National Natural Science Foundation of China (51834004, 51774076, 51474057 and 51704062).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflicts of interest.
Consent for publication
The manuscript is original. It has not been published previously by any of the author and even not under the consideration in any other journal at the time of submission.
Ethical approval
This article does not contain any studies with human participants or animals performed by any of the authors.
Additional information
Editorial responsibility: Maryam Shabani.
Rights and permissions
About this article

Cite this article
Shi, M., Li, Y. & Ni, P. Recycling valuable elements from aluminum dross. Int. J. Environ. Sci. Technol. 19, 12069–12078 (2022). https://doi.org/10.1007/s13762-022-03925-2
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13762-022-03925-2