
Abstract
In this research, a novel attempt has been made using silane-treated wheat husk–derived biosilica water dielectric on machining Ti-6Al-4 V titanium alloy. The main aim of this investigation was to improve the machining behavior of Ti-6Al-4 V titanium alloy in electro discharge process using biosilica-activated deionized water dielectric. The biosilica particles had been prepared using thermo-chemical process from wheat husk ash biomass. The dielectric fluid was prepared using simple mixing process and ultrasonically stirred. The microdrilling process was done using a computerized EDM machine with recommended process variables. According to the study, the addition of biosilica particle of significant volume increased the material removal rate and tool’s life. The surface roughness also seemed lesser for biosilica-assisted nanofluid of significant volume. These machining characteristics that improved micro-EDM process could be used to machine high harder defense, automobile, and structural metallic material with high dimensional and functional quality.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Electrical discharge machining (EDM) is a flexible, non-traditional machining technology that can be used to process any conductive material regardless of its mechanical properties [1]. The mass machining processes like milling, drilling, and turning are the foreknown process where the MRR will be high at the same time the profile of cut having limitation [2, 3]. However, in EDM process, also when mass output is required in industrial activities, the sluggish characteristic of EDM becomes obvious [4]. Additionally, this technique has disadvantages such as poor surface quality, residual stress, and a heat-affected zone. Numerous researchers have proposed numerous approaches to enhance the capabilities of EDM by using novel materials or technology [5-7]. Powder Mixed EDM (PMEDM) is a sophisticated EDM process in which fine abrasive electrically conductive powder is mixed into the dielectric fluid [8]. Metallic particles suspended in dielectric deteriorate its insulating characteristics, hence raising the inter-electrode gap conditions, which increases EDM performance and results in a superior surface quality when compared to conventional EDM [9]. The PMEDM method is based on the principle that when an appropriate voltage is supplied, an electric field is created, inducing positive and negative charges on the powdered particles [10]. As these pushed powder particles move in a zigzag manner, the spark gap between the electrodes is increased. This chain assists in bridging the discharge gap between the electrodes by decreasing the insulating strength of the dielectric fluid and increasing the spark gap. These conditions are extremely beneficial when cutting extremely hard alloys [11].
Kumar et al. [12] have done a quantitative analysis of bubble size and electrodes gap at different dielectric conditions in powder-mixed EDM process. In this, EDM experiments were conducted using ordinary deionized (DI) water, nonconductive Al2O3 powder-mixed DI water, and conductive Al powder-mixed DI water. The experimental results demonstrate that the conductive powder-mixed EDM process is more stable and capable of producing a higher quality surface topography than previous processes. Tran et al. [13] have done the electrical discharge machining with SiC powder-mixed dielectric to machining of hardened 90CrSi steel. It was discovered that SiC powder had a beneficial effect on surface roughness reduction. The roughness was reduced by 30.02% when the optimal powder concentration of 4 g/L was used, compared to when traditional EDM was used. Similarly, erosion characteristics of electrical discharge machining using graphene powder in deionized water as dielectric was the work of Wang et al. [14]. Experimental results indicate that graphene bubbles may have an effect on the erosion properties and machinability of titanium alloys. In comparison to traditional EDM methods, the material removal rate was enhanced by 28%, the surface roughness was reduced by 55%, and the relative electrode wear was reduced by 43%. Kiran et al. [15] have done a surface modification study through sustainable micro-EDM process using powder-mixed bio-dielectrics. In this study, they used both environmentally acceptable and commercially accessible dielectric liquids (EDM oil, EDM oil + MoS2 powders (EDP), sunflower oil (SF), and sunflower oil + MoS2 powders (SFP)) to modify the surface of a Ti6Al4V sheet using the micro-EDM technique. The results suggest that when MOS2 was combined with sun flower oil, the maximum microhardness of 694.02 HV was obtained. Zhu et al. [16] investigated the processing characteristics of micro electrical discharge machining for surface modification of TiNi shape memory alloys using a TiC powder dielectric. According to the results, the TiC powder’s addition had a positive effect on increasing the electro-discharge frequency and MRR, reducing the surface roughness, and the maximum MRR and the minimum surface roughness occurred at a mixed powder concentration of 5 g/L. Moreover, the recast layer had good adhesion and high hardness due to metallurgical bonding. Moreover, the use of treated biosilica filler in the EDM process was also explained through the author’s previous literature [17]. In this, the author confirmed that the silane-treated biosilica had a positive effect in MRR, TWR, and surface roughness than the as-received biosilica. This phenomenon was due to the lesser agglomeration effect of hydroxide state biosilica particle.
Thus, based on the previous studies, it is clear that the powder-mixed dielectric fluid has significant effect on machining characteristics on harder alloys and metals due to the improved arc length, standoff distance, and spark density. There are many studies explicating the deployment of nano- or microparticle in water dielectric as property booster. However, the biosilica-based water dielectric and its machining characteristics are not yet reported by any researcher. Since the biosilica is a bio product and not produce any harmful effect, its deployability makes more advantages in machining sciences. Moreover, its cooling effect is also better than the other ceramics in the peer group. Thus, the present study aimed to investigate the machining characteristics such as MRR, TWR, and surface roughness of Ti-6Al-4 V titanium alloy. This enhanced machining process of hard alloys and metallic materials could be utilized in deep drilling, cavity making, and other engineering application processes.
2 Experimental procedure
2.1 Silane-treated WHB preparation
Making wheat husk biosilica from biomass involves two distinct procedures. To produce wheat husk ash, the wheat husk was first completely burned at 700 °C in a thermal reactor on a sand bed with a separate air supply unit. In the second stage, the generated wheat husk ash was mixed with varied concentrations of NaOH solution at 80 °C and continuously agitated for 1 h to form sodium silicate solution. The sodium silicate was titrated with 1 N HCL to a pH of 7 at room temperature. At the conclusion of the stirring procedure, silica gels were created and left to mature for 24 h. At the conclusion of the operation, the aged silica gels and distilled water were combined to make silica slurry. To create xerogel silica, the slurries were rinsed numerous times with distilled water and then soaked for approximately 20 h at 70 °C in a beaker. Following that, the xerogel silica was grounded in a mortar for several hours to achieve a fine size. The particle size of the synthesized biosilica particle was determined using a particle size analyzer and was reported to be between 40 and 50 nm [18, 19]. Second, the thermochemically generated wheat husk biosilica was subjected to an acid hydrolysis silane treatment in accordance with published procedures [20, 21]. Figure 1 depicts the graphical illustration of silane-treated wheat husk biosilica developed in this investigation.

Graphical illustration of silane-treated biosilica preparation
2.2 WHB-water dielectric synthesis
Silane surface–treated wheat husk biosilica particles and deionized water were used to make the dielectric fluid for this study. Biosilica particles are gently combined with deionized water and ultrasonically agitated for 10 min in this procedure. To start the silane reaction with deionized water, the resultant solution was slightly heated to 60 °C and agitated for additional 10 min. The biosilica particles are then finely dispersed and cooled to room temperature before being machined. DF0, DF0.25, DF0.5, and DF1 are the dielectric samples that were created. The subscripts 0, 0.25, 0.5, and 1.0 correspond to the weight of biosilica in this research.
2.3 Microdrilling process
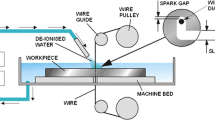
In this present study, using the help of an Ocean OCT-3525NA electrical discharge machine and the drilling parameters listed in Table 1, micro-EDM drilling was completed. The equipment can create tiny holes ranging in size from 0.3 to 0.5 mm with a 50-A pulse generator. For the drilling sample, deionized water was used as the dielectric fluid, and silane-treated biosilica was used in conjunction with deionized water. A brass electrode with a diameter of 0.47 mm was used to make deep holes. Drilling was done on a Ti-6Al-4 V alloy that was 10 mm thick. Figure 2 depicts the micro-EDM machining setup utilized in this experiment, and Fig. 3 displays a SEM image of a drilled hole on a work piece specimen.

Micro EDM setup used in this present investigation

Machined micro holes on work piece
3 Characterization
3.1 Material removal rate (mm3/min)
The material removal rate (MRR) is the rate at which material is removed from a workpiece per unit of time. In micro-EDM, the MRR is determined using the volume of material removed or the weight difference between the workpiece before and after the machining operation, as specified in Eq. 1:
3.2 Tool wear rate (mm 3 /min)
The tool wear rate was calculated using mass loss of tool before and after drilling with respect to the time. The weight of both work piece and tool was weighed using a three decimal accurate digital balance machine. The machining time, which is used for calculating the tool wear rate, was calculated using a digital stop watch. Equation 2 shows the formula for calculating TWR:
3.3 Surface roughness (Ra)
The surface roughness of the drilled holes was determined using a Mitutoyo version 2.0 surface roughness tester from Japan. Roughness measurements were taken on the samples’ inner drilled portion by sectioning them as two pieces. Ra, Rq, and Rz values were determined for all samples using a cut-off value of 0.88 mm. The test was carried out in compliance with ISO 1997 specifications.
3.4 Microstructure analysis
The microstructure of the welded portion was examined using an optical microscope (Moticam 1000, China) with a 25 × lens zooming capability. The specimens were grounded using a series of abrasive sheets with grit sizes ranging from 60 to 5/0 (US system). Followed by colloidal alumina paste and etching chemicals like potassium dichromate and Keller solution, the polishing was done. Finally, the specimen’s surface was cleaned with distilled water, and all micrograph images were taken using polarized light.
4 Results and discussion
4.1 Material removal rate
In the machining of Ti-6Al-4 V alloy, Fig. 4 demonstrates the material removal rate of various kinds of deionized biosilica-activated dielectric fluid. It should be noted that using pure water as a dielectric resulted in a material removal rate of 31.33 mm3/mm, which is much lower. The high hardness of the base metal and the less focused spark from the tool toward the workpiece were caused by the reduced material removal rate [22]. As a result, a lower erosive force on the workpiece was unable to remove material uniformly. However, the MRR was improved by adding wheat husk biosilica in silane-treated form. Machining with silane-treated biosilica activated dielectric at precise machining conditions yielded a maximum MRR of 40.82 mm3/mm. When compared to regular deionized water, this is a 30.29% improvement. For DF0.25 and DF0.5, the dielectric fluid improves MRR to 35.26 and 38.26 mm3/min, respectively. This equates to improvements of 12.54% and 22.11%.

Material removal rate of EDM drilling
In powder-dispersed dielectric fluid, this significant improvement is the reason for increased effective spark length and standoff distance. When biosilica particles are present between the tool tip and the workpiece, effective polarization occurs, resulting in the production of longer sparks [23]. As a result, there is a greater amount of material removed from the substance. It is observed that there is a considerable MRR detected even with a high volume of particle loaded up to 1 wt. %. Because of silane-treated particle, the uniformity in the orientation helps to produce healthy sparks, which eventually improve the MRR [24].
4.2 Tool wear rate
The tool wear rate of several dielectric fluid micro EDM processes is shown in Fig. 5. The tool wear rate of the deionized water–equipped EDM technique produces a significantly higher TWR of 0.336 mm3/min. This is due to deionized water’s average heat absorption capacity. The tool tip is vulnerable to thermal fatigue when sparks are repeatedly created. If the tool is encased in a high-convective heat-carrying dielectric fluid, thermal fatigue may be reduced, resulting in less tool wear. In this, the erosion wear mechanisms account for the majority of tool material loss and result in poor machining results. The presence of a considerable volume of WHB particle in the dielectric, on the other hand, reduced the tool wear rate. The addition of 0.5 weight % WHB to the dielectric results in a lowered TWR of 0.21 mm3/min. The addition of 0.25 and 1.0 weight percent biosilica, on the other hand, raised the wear rate even further. The speak length variation and the intensity were the responsible for this difference [25].

Tool wear rate of EDM drilling
The presence of biosilica induces effective polarization with biosilica particles between the tool’s tip and the workpiece, which thereby decreased the backfired sparks and erosion of tool material [8, 26]. Moreover, the biosilica fine particles absorb a lot of heat and keep the tool from getting too hot. During the machining process, undesirable secondary sparks and uncontrolled spark production were inhibited, resulting in a highly stable tool’s surface. Thus, in the silane surface–treated WHB added water dielectric; the tool did not erode significantly after a long run and maintained its structural integrity. Figure 6 shows the SEM images of (a) as-received EDM tool, (b) plain dielectric machined tool, and (c) the silane-treated biosilica-deionized water machined tool. It is noted that the plain dielectric machined tool shows highly rough and unfinished surface. The erosion of material is highly evidenced in this. However, in the biosilica-activated dielectric, the tool’s surface is not damaged much. Still, it maintains structural integrity after sufficient machining trials done.

SEM images of electro discharge machined tools
4.3 Surface roughness (µm)
The surface roughness values of several dielectric fluids used in the EDM deep drilling process are shown in Fig. 7. It is noted that the plain deionized water has a higher surface roughness of 4.72 µm. The incorrect evacuation of slurries generated during machining was caused by the greater surface roughness. Due to inert-metallic attraction, these slurries returned to the material and damaged the machined surface once again. Furthermore, because deionized water has a lower cooling impact, it was unable to maintain a reduced cress cross pattern on the workpiece, resulting in excessive surface roughness.

surface roughness values in EDM process
However, the presence of considerable amounts of wheat husk biosilica particles in the deionized water reduced the surface roughness. EDM machining of titanium alloy utilizing DF0.25, DF0.5 and D1 resulted in surface finish reductions of 33.47%, 43.22%, and 37.71%, respectively. The cause for the effective tool offset from the workpiece is the improvement in silane-treated biosilica dispersion in the dielectric during the deep drilling operation. As a result, the gap between the tool and the work piece is large enough to eject all of the removed material while reducing the risks of colliding [27]. This effect finally reduced the machined surface’s surface roughness and provided a smooth surface. Figure 8 shows the SEM-machined profile image of electrical discharge machined surfaces using various dielectrics. Figure 8 a shows the machined zone of plain dielectric used machining process. The surface is rough and possesses with more pit marks whereas in Fig. 8b, the surface is significantly smooth and less in waviness.

Machined surfaces of Ti-6Al-4 V titanium alloy
5 Conclusions
The following are the precise outcomes of biosilica-added deionized water dielectric in machining of Ti-6Al-4 V titanium alloy.
-
The MRR was improved by adding biosilica particles to deionized water. The greatest MRR of 40.82 mm3/min was achieved with the addition of 1.0wt.% silane surface–treated biosilica particle.
-
In the EDM process, the silane-treated biosilica-activated dielectric results in a lower tool wear rate of 0.215 mm3/min for 0.5wt.% silane-treated WHB in water. The SEM image of plain dielectric machined EDM tool retains with uneven erosive wear whereas the biosilica-activated dielectric produced high structural integrity.
-
For silane-treated biosilica-activated dielectric in EDM, the machined surfaces exhibited lower surface roughness of 2.68 µm for DF0.5 dielectric fluid designation.
-
The SEM images shows highly rough and pit marked surface for plain dielectric employed machining. However, smooth surfaces were developed for the biosilica-activated dielectric machined Ti-6Al-4 V alloy.
-
In conclusion, the biogenic method, which produced silica nanoparticles from massive biomass wheat husk, worked as an activator at the deionized water dielectric in the EDM process and improving the machining properties.
-
As a result, when cutting hard Ti-6Al-4 V alloys with unconventional machining techniques such as EDM, surface-treated powder-dispersed water dielectric could be used to improve the machining properties.
References
Jain S, Parashar V (2021) Critical review on the impact of EDM process on biomedical materials. Mater Manuf Processes 36(15):1701–1724
Amin, A.K.M.N., Alam, S.T., Islam, M., Amin, M.A., Bashar, M., 2020. An experimental investigation of high-speed end milling of Ti-6Al-4V alloy. Proceedings on International Conference on Mechanical, Industrial and Energy Engineering. Khulna, Bangladesh, December 19–21.
Alam ST, Ahmed M, Khan MA (2021) High-speed end milling of Ti-6l-4V with RSM-GA based optimization and tool wear investigation. J Prod Syst Manuf Sci 2(2):17–33
Phipon, Ruben, IshwerShivakoti, and Ashis Sharma. Sustainable processing of Inconel 718 super alloy in electrical discharge machining process. World J Eng (2020)
Pramanik A, Basak AK, Littlefair G, Debnath S, Prakash C, Singh MeinamAnnebushan, Marla Deepak, Singh Ramesh Kumar (2020) Methods and variables in electrical discharge machining of titanium alloy–a review. Heliyon 6(12):e05554
Priyadarshini M, Behera A, Swain B, Patel S (2020) Multi-objective optimization of EDM process for titanium alloy. Mater Today: Proc 33:5526–5529
Agarwal Neeraj, Shrivastava Nitin, Pradhan MK (2020) Optimization of relative wear ratio during EDM of titanium alloy using advanced techniques. SN Appl Sci 2(1):1–9
Rouniyar Arun Kumar, Shandilya Pragya (2021) Optimization of process parameters in magnetic field assisted powder mixed EDM of aluminium 6061 alloy. Proc Inst Mech Eng, Part C: J Mech Eng Sci 235(16):2998–3014
Bui Viet D, Mwangi James W, Meinshausen Ann-Kathrin, Mueller Andreas J, Bertrand Jessica, Schubert Andreas (2020) Antibacterial coating of Ti-6Al-4V surfaces using silver nano-powder mixed electrical discharge machining. Surf Coat Technol 383:125254
Huu P-N (2020) Multi-objective optimization in titanium powder mixed electrical discharge machining process parameters for die steels. Alex Eng J 59(6):4063–4079
George, Jees, Ravi Chandan, R. Manu, and Jose Mathew. Experimental Investigation of Silicon Powder Mixed EDM Using Graphene and CNT Nano Particle Coated Electrodes. Silicon (2020): 1–17.
Kumar Amit, Mandal Amitava, Dixit Amit Rai, Mandal Deepak Kumar (2020) Quantitative analysis of bubble size and electrodes gap at different dielectric conditions in powder mixed EDM process. Int J Adv Manuf Technol 107(7):3065–3075
Tran T-H, Nguyen M-C, Luu A-T, Le T-Q, Trung-Tuyen Vu, Tran N-G, Do T-T, Ngoc-Pi Vu (2020) Electrical discharge machining with SiC powder-mixed dielectric: an effective application in the machining process of hardened 90CrSi steel. Machines 8(3):36
Wang X, Yi S, Guo H, Li C, Ding S (2020) Erosion characteristics of electrical discharge machining using graphene powder in deionized water as dielectric. Int J Adv Manuf Technol 108(1):357–368
Kiran, P., Shalini Mohanty, and Alok Kumar Das. Surface modification through sustainable micro-EDM process using powder mixed bio-dielectrics. Materials and Manufacturing Processes (2021): 1–12.
Zhu Z, Guo D, Jiao Xu, Lin J, Lei J, Bin Xu, Xiaoyu Wu, Wang X (2020) Processing characteristics of micro electrical discharge machining for surface modification of TiNi shape memory alloys using a TiC powder dielectric. Micromachines 11(11):1018
Effect of silane treated wheat husk biosilica (WHB) deionized water dielectric on EDM drilling of Ti-6Al-4 V alloy. https://doi.org/10.1007/s12633-021-01526-1
Terzioğlu Pinar, Yücel Sevil, Öztürk Mehmet (2016) Synthesis of zeolite NaA from a new biosilica source. Waste Biomass Valorization 7(5):1271–1277
Terzioğlu Pınar, Yücel Sevil, Kuş Çiğdem (2019) Review on a novel biosilica source for production of advanced silica-based materials: wheat husk. Asia-Pac J Chem Eng 14(1):e2262
Rajadurai A (2016) Thermo-mechanical characterization of siliconized E-glass fiber/hematite particles reinforced epoxy resin hybrid composite. Appl Surf Sci 384:99–106
Rajadurai A (2017) Inter laminar shear strength behavior of acid, base and silane treated E-glass fibre epoxy resin composites on drilling process. Defence Technol 13(1):40–46
Nguyen H-P, Pham V-D, Ngo N-V (2018) Application of TOPSIS to Taguchi method for multi-characteristic optimization of electrical discharge machining with titanium powder mixed into dielectric fluid. Int J Adv Manuf Technol 98(5):1179–1198
Wang, Chenxue, and Zhang Qiang. (2019) Comparison of micro-EDM characteristics of Inconel 706 between EDM oil and an Al powder-mixed dielectric. Adv Mater Sci Eng 2019.
Luzia, Cezar Augusto Oleinik, Carlos Augusto Henning Laurindo, Paulo César Soares, Ricardo Diego Torres, Luciano Antonio Mendes, and Fred Lacerda Amorim. (2019) Recast layer mechanical properties of tool steel after electrical discharge machining with silicon powder in the dielectric. Int J Adv Manuf Technol 103.
Mohanty, Shalini, Vishnu Kumar, Rashi Tyagi, Shakti Kumar, Brij Bhushan, Alok Kumar Das, and Amit Rai Dixit. Surface alloying using tungsten disulphide powder mixed in dielectric in micro-EDM on Ti6Al4V. In IOP Conference Series: Materials Science and Engineering, vol. 377, no. 1, p. 012040. IOP Publishing, 2018.
Al-Amin Md, Rani Ahmad Majdi Abdul, Aliyu Abdul Azeez Abdu, Razak Muhammad Alhapis Abdul, Hastuty Sri, Bryant Michael G (2020) Powder mixed-EDM for potential biomedical applications: a critical review. Mater Manuf Proc 35(16):1789–1811
Ahmad, Said, Mohd Amri Lajis, ReazulHaq Abdul Haq, Ahmad Mubarak Tajul Arifin, MohdNasrullAbdol Rahman, Ho Fu Haw, and Haslina Abdullah. (2018) Surface roughness and surface topography of Inconel 718 in powder mixed dielectric electrical discharge machining (PMEDM). Int J Integr Eng 10 5
Author information
Authors and Affiliations
Contributions
All have done equal contribution.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Sivakumar, K., Sai Prasanna Kumar, J., Loganathan, K. et al. Machining characteristics of silane-treated wheat husk biosilica in deionized water dielectric on EDM drilling of Ti-6Al-4 V alloy. Biomass Conv. Bioref. 14, 199–206 (2024). https://doi.org/10.1007/s13399-022-02308-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-022-02308-4