
Abstract
Due to the numerous downsides associated with the non-renewable energy sources, the global attention is increasingly diverting towards using renewable sources. Among many others, the biomass of agricultural crops is shown to be a promising non-renewable energy source, hence becoming a preferable choice to extract/synthesize value added products. In this respect, rice husk has shown its potential time and again. As an example, rice husk can be converted into ash which is already an investigated source of rich silica content, and therefore can be utilized in the relevant applications. Agricultural biomass and its waste have gravitated a significant interest of researchers around the globe due to their low reaction time and high utilization. The present review explores the novel and recent green/sustainable applications of rice husk/rice husk ash in various engineering, industrial, and other renewable energy applications. Moreover, it gives a background of agro-waste applications along with a comparative study of achievable silica from rice husk and other agro-waste sources.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The use of agro-wastes has become common these days. Approximately 9% of the world energy is biomass driven [1, 2]. As a matter of fact, making an estimation of agro-waste quantity is not an easy task as their prices are much lower than the cost involved with collection, transportation, and processing [3]. Every year, approximately a thousand million tons of agro-waste is generated [4]. Eighty percent of the solid waste generated by any farm is organic in nature. Agro-waste can contain various components from toxic waste such as herbicicdes, insecticides, and pesticides to culls from fruits and vegetables [5, 6].
Traditionally, these wastes are used as fertilizer or as ash in various applications. One such application is construction. Agro-waste ash being used as a direct or coupled construction material has a long history. “Sarouj” is an example of one such binding material made of lime, clayey soil, and other ash-based additives that has been used to protect ice pits, buildings and bridge priers for many years [7, 8]. Historically, Romans built many of their structure using volcanic ash as a binder material, which shows that the humans have been endeavoring to make the optimal use of the generated waste. With the advent of modern science and technology, numerous factors are shown to have an impact over the quality of these wastes [9]
The present paper reviews the preparation and applications of rice husk ash, specially as binder material and additive in concrete or soil stabilization. Many of the soils are have low bearing capacity; hence, such lands are stabilized via suitable techniques [10]. Similarly, it is trending in recent years to utilize the agro-waste as a source for renewable energy [11, 12].
2 Background of agro-waste applications
Much of the research done so far shows the various possible engineering and industrial applications of biomass [13, 14]. Agro-waste obtained from various plants and crops may contain organic minerals as well as non-organic matter such as silica. For example, the silica content in rice husk can vary from 5 to 30% depending on geographical location and the type of rice specie used for collected husk [15, 16]. The rice husk ash is usually thrown away after the burning, which can otherwise be a promising stabilizer substitute for cement and quicklime as it is rich in pozzolanic content like silica. Furthermore, when mixed with cement, it does not add much weight, hence preferred in the relevant civil engineering application. The use of the ash like this can enhance and improve the construction industry.
Previously, soil improvement was achieved by using limestone, bitumen, cement, and other additives [17]. Although the lime-based binders require pozzolanic material along with water compared to cement-based ones that only require water, the results of the both binders are shown to be almost the same [18]. Recently, the civil engineers have come up with new materials to enhance and stabilize the properties of soil such as improving mechanical properties via preloading and compaction; whereas using chemicals like lime, cement, rice husk ash, fly ash, and fibers for stabilization. Other materials available previously include oil and polymeric materials are not used any more due to cost and environmental impacts. Therefore, the natural materials like agro-waste are becoming a much more preferred choice due to the low cost and lesser environmental impact [2, 19]. Among numerous biomass ashes, the rice husk ash contains high amount of silica with low reaction time and high utilization which has generated a significant interest within the researchers community. The conventional ash preparation methods with their applications are reviewed below.
2.1 Production of agro-waste ash
The agro-waste materials are high in carbon content; hence, it can be used as precursors for biomass ash generation. Many of such agro-waste materials have been used in the past to produce value-added products such as olive stones, grape seeds, bagasse, straw, almond, nut, oat and rice hulls, sunflower shells, apricot, peach, cherry stones, and many more [20,21,22,23,24,25,26,27,28,29]. Table 1 shows the most commonly used agro-waste ashes and their chemical compositions. Pyrolysis, a thermo-chemical process, is employed as a major step to convert the biomass into ash under a controlled environment. But usually, one or two more pre-requisite step processes are applied before pyrolysis such as washing and leaching. Washing is done to get rid of the external dust and other residue particles while the leaching with acid or base is helpful in removing the metal impurities. During pyrolysis, the carbonaceous substances are transformed into gas, char, and oil in the presence of a gasifying agent, usually CO2, steam, oxygen, nitrogen, or air [42].
Pyrolysis of the agro-waste such as rice husk needs to be performed under a controlled environment or else the silica content could be affected. When the rice husk is burnt in open environment to produce its ash, it gets divided into two layers. The outer layer converts into black carbonized ash while the inner layer exposed to a higher temperature transforms into white rice husk ash [43]. Figure 1 gives the overview of RHA applications.

Overview of rice husk ash applications
The materials synthesized via pyrolysis such as ashes, biochar, and active carbons are influenced by different parameters of temperature, heating rate, and particle size. The changes in these materials brought about by pyrolysis are reflected by their physiochemical properties like composition, ash content, porosity, pore structure, pore size, and surface area [44]. For example, the impact of cooling procedure after pyrolysis of rice husk at 500 °C is shown by the SEM images in Fig. 2. As shown in the figure, the slow cooling regime gives the ash particles with larger particle size compared to rapid cooling. This reflects how the pyrolysis parameters can affect the physical properties obtained by the ash particles. These materials can be utilized for various applications despite their reactivity and applicability being affected by post pyrolysis properties, i.e., adsorbent for wastewater, adsorbent for air pollution, soil stabilization, concrete, etc. [46]. High temperatures usually result in reduced particle size and reactivity [47, 48]. On the other hand, physical activation has a positive effect on reactivity and particel surface area [49, 50]. With the rise of the temperature, as observed by many researchers, the gaseous yield is higher than that of solids [51]. Higher temperature reduces the volatile matter and augments the ash content, hence producing charcoals of better quality. In their work [28], the researchers found the char yield to reduce with the rise in temperature. Furthermore, they failed to find any relationship between soaking time and char yield [28].

SEM images of rice husk ash. Open access Ref. [45]
Usually, there are two phases involved with preparation of ashes: the first one employs carbonization of the material in the absence of oxygen at temperature below 800 °C while the second one incorporates activation of the carbonized product using physical or chemical methods. When ashes produced via the low temperature technique do not show the convincing enough properties to be used as pozzolanic material, the alternate route is implemented which involves physical activation in an oxygen-rich environment with oxidizing agents such steam or CO2. Among the oxidizing agents, CO2 is much preferred due to various benefits such as easy handling, accessibility, easy to control, and low rate reaction [27]. Even after the preference of CO2 as oxidizing agent, yet there is no fixed agent that could be titled to produce suitable ash. In fact, many times, the longer activation duration results in an ash with higher adsorption capacity [27]. For example, adequate amount of oxygen during pyrolysis is required in order to achieve the ash with reduced carbon content [52].
Other technique to produce ash is the chemical activation which involves both the steps mentioned above. The chemical agents such as oxidants and dehydrating agents are mixed with raw materials. Both of the techniques for ash production have their own set of advantages as well disadvantages.
On the other hand, it is equally important to choose the raw material that is cheap and readily available in addition to picking a cost-effective method. Hence, the present paper reviews the RHA applications, specifically pertaining to construction and renewable energy. In addition to that, it gives an overview of the most commonly used agro-waste materials and the efficient/cost-effective techniques used so far for ash production, therefore being a base with solid foundation of reference to be used by researchers for further insightful relevant research in future.
2.2 Applications of RHA in construction
RHA is rich in amorphous silica and therefore a suitable substitute for soil stabilization [53]. With time, silica has shown its importance in the form of finding new and various uses in different applications such as pozzolanic material in construction, silicon carbide, and pure silica and as a refractory material in glass production [54,55,56]. In addition, RHA may possibly be used as a reinforcing agent, as an adsorbent, or even as a filler in polymer composites [57]. Besides containing pozzolanic material, RHA can also comprise of other compounds such as iron oxide, potassium oxide, calcium oxide, magnesium oxide, sodium oxide, and carbon.
It was in 1924 that the RHA was used for the first time in concrete [58]; since then, it has been used in alkali-activated and geopolymeric systems to replace the traditional binders and has comparatively lower environmental impact [59, 60]. In the year 2016, approximately 533 million tons of rice was produced globally [61]. According to one of the estimates, each ton of the rice gives 0.2 tons of shell and between 18 and 22% of ash, though it depends upon geographical features and weather conditions. Similarly, approximate estimated value of RHA generation after burning of 1 ton of rice husk is 220 kg of which 94 kg is silica [62,63,64].
In order to achieve the RHA and further convert it into pozzolanic material of acceptable quality, it is important to keep in mind the production conditions and method. However, the RHA cannot be directly used in construction applications as it lacks the relevant properties [65], which necessitates its use with binders such as cement, calcium chloride, and lime for applications such as soil stabilization [66, 67]. Furthermore, binder type to be used depends upon the soil characteristics and hence relatively selected. In the clayey soil, lime is shown to be more efficient and effective than cement due to the linger lasting reactions [68, 69].
Therefore, RHA is becoming a material of choice for construction applications due to its abundant availability and low reaction time, thereby gaining worldwide interest of the researchers. When the rice husk is burnt, the ash produced can be in different forms such as cristobalite, quartz, or tridymite. These forms are affected by parameters like temperature, combustion duration, and pretreatment of rice husk [52]. Burning rice husk for longer duration at either high or low temperature may form a crystalline structure with unburnt carbon [70]. Amorphous form of ash is required when it is intended to be used in concrete. Being inexpensive and easily available, RHA can significantly decrease the overall cost of the engineering projects by replacing the conventional binders. It can reduce the cost even further when used to enhance the physical and mechanical properties of soil and concrete, especially in the areas where the rice production is much higher. In this context, Fig. 3 shows the effect of RHA on the tensile strength of concrete. As the figure shows, initial RHA% rapidly enhances the tensile strength of concrete and then slowly reduces to constant. The highest tensile strength is achieved when RHA% was kept at 5% ratio.

Effect of rice husk ash on tensile strength of concrete. Open access Ref. [71]
The products formed by the pozzolanic reactions are similar to the ones found during hydration of portland cement and hence can be used as natural adhesives to strengthen the material. Despite that, the pozzolanic reactions are slow and require dependent multiple step reactions. This is where RHA can be used as an adhesive to decrease the reaction time. The higher silica concentrations are found in the outer layer of RHA whereas the middle and inner portions are low in silica content [72]. Overall, the pozzolanic reactions are cost efficient, energy saving, and environmental friendly.
The decomposition of the RHA occurs in 2 stages: carbonization and decarburization. Carbonization is when the volatile matter decomposes at the temperature around 300 °C [73] whereas decarburization occurs on the ignition of carbon at higher temperature in an aerobic environment [52].
When the rice husk is burnt under the controlled conditions, the resulting ash contains higher silica content in a non-crystalline form [74]. Chopra et al. [75] showed that the silica sustained its non-crystalline form up to 700 °C.
As mentioned earlier, the production of RHA is governed and affected by numerous parameters that need to be considered, such as ignition conditions, location [76], specie of the rice husk, rate of heating, and fineness [52]. Different thermal ranges and ignition times of rice husk make it possible to produce various types of crystalline and amorphous silica [77, 78]. Each of the product type may have vary in terms of properties; hence, the properties of each of the ending material need to be tuned in accordance with its usage and application [79]. Yogananda et al. [80] showed to achieve the mortar possessing higher strength by grinding the RHA before binder mixing. Moreover, they showed the RHA produced under controlled conditions to be beneficial and therefore applicable.
One of the factors having the highest impact over the ash quality is ignition condition. James and Rao [81] showed that in order to dispossess the rice husk of organic content and release silica, it was necessary to burn it at isothermal temperature of 400 °C. Nair et al. [52] compared the ashes obtained from three different field ovens: annular oven, brick oven, and pit burning. The results showed the ashes from annular enclosure to possess the improved and desirable properties compared to the other two.
Saraswathy and Song [70] investigated the RHA and concluded that the addition of RHA in concrete could help against corrosion by forming calcium silicate hydrate gel. Furthermore, it was resulted that RHA addition up to 30% could reduce its permeability and strengthen the material. Similarly, Kim et al. [82] showed the similar percentage required of RH in gypsum to enhance its properties. On the other hand, using propylene fiber, Tang et al. [83] showed that 8% of its mixture in clay soils improved its cohesion and unconfined compressive strength (UCS). Alhassan [84] having prepared the different soil mixtures and studied them concluded that larger RHA and lime rations improved UCS values.
Brooks [85] showed, after studying the CH clay stabilization with coal ash and RHA, that the optimum percentages of 12 for RHA and 25 for coal ash increased the UCS and provided a good pozzolanic characteristics. Sarkar et al. [86] found the 10% RHA as the optimum mixture value to achieve higher unconfined compression strength.
Gupta and Kumar [10] used pond ash (PA) and RHA to improve the kaolin clay soil. It was shown by the results that the optimum mixture values for RHA and PA were 10–15% and 30–40% respectively [66, 87]. Other studies have shown the similar results for RHA, fly ash, and lime mixtures [88,89,90]. It is seen that the optimum moisture content (OMC) of the soil increases with the higher pozzolanic reaction rates [91].
Gupta and Kumar [92] conclusively resulted that stabilization with RHA and PA improved OMC and maximum dry density (MDD) as shown in Figs. 4 and 5. The decreased values of MDD could be due to lower specific gravity rates of RHA and PA [84].

XRD patterns of untreated clay (A); treated clay with PA, RHA, and 0% cement (B); treated clay with PA, RHA, and 2% cement (C); and treated clay with PA, RHA, and 4% cement (D). Open access Ref. [92]

Maximum dry density and optimum moisture content versus rice husk contents for different percentages of cement. Open access Ref. [92]
Recently, the researchers are considering to replace commercial silica as a filler in polymeric materials with RHA [93]. RHA in its crystalline silica form can be an acceptable substitute for silica and used as a filler providing favorable performance [94]. However, it needs a further research towards utilization of RHA as a reinforcing agent in epoxy polymers as there is a little or insufficient literature present [93].
Chaunsali et al. [95] used a combined approach by mixing RH and sugarcane bagasse ashes to produce a cementitious binder. Research concluded that between the two ashes, the one with higher amorphous values led to denser and stronger product. Although the present review has so far mentioned various construction applications of ash, yet there are still unknown uses that need to be explored in the future research.
2.3 Applications of RHA in renewable energy
One of the example of biofuels is biodiesels. These are green energy sources possessing clone like properties of diesel oil and mainly derived from natural and biological resources, i.e., food waste, agro-waste, or even the microorganisms like algae [96]. These come along with the benefits like being inexpensive, clean, non-toxic, biodegradable, and environmental friendly, hence considered to be a suitable substitute [97, 98]. The production of biodiesel involves the reaction called transesterification, where the vegetable or animal oil with methyl is catalyzed by acids, base, or enzymes [99, 100]. Previous researches suggest that the alkali catalytic transesterification is better than acid catalytic transesterification because the former comparatively takes short reaction time giving high yield [101]. However, due to the various problems associated with the traditional catalysts, developing eco-friendly catalysts is becoming a state-of-the-art research. Various researches have favored the used of alkaline earth oxides in place of base catalysts due to their non-corrosive nature and reusability [102, 103]. Among many, calcium oxide has gained much attention due to its possible extraction from waste or natural materials [104, 105]. Figure 6 shows the biodiesel production via transesterification of palm oil using calcium oxide as an efficient catalyst.

Transesterification of palm oil using CaOHY as an efficient catalyst. Adapted from Ref. [105]
Various biomass waste materials can be used to synthesize biodiesel. Waste shells such as Meretrix shell [106], mussel shell [107], cockle shell [108], stritula shell [109], oyster shell [110], and eggshell [111] have been used as a source of CaO or as catalyst. Even the ash-based catalysts have also been considered by the researchers for biodiesel production, i.e., cocoa pod husk ash [112], wood ash [113], oil bioler ash [114], palm fruit ash [115], and RHA [116].
Biochar is synthesized below 700 °C and in an oxygen absent environment [117]. It is used in transesterification process as a catalyst support due to various benefits including high carbon content, low cost, large surface area, easy availability, and good thermal stability [118, 119]. Biochar is also produced by pyrolysis of RHA, which has been used to catalyze transesterification and esterification reactions, as shown in Fig. 7.

Flow diagram of biodeisel synthesis from RHA. Adapted from Ref. [61]
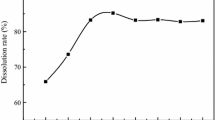
Chen et al. [120] used silica from RHA for biodiesel production for the first time. They showed that RHA could be used as a catalyst support for biodiesel production without pretreatment and further drying. It is shown by some other studies that the catalyst principally depends upon factors like structure, basicity, and pretreatment temperature [98]. They showed that 30% of RHA prepared at 800 °C for 4 had the highest catalytic activity with 91.5% of yield [120], which however can reach up to 93.4% if performed under proper conditions [98].
Wang et al. [121] used soybean and RHA-activated carbon to produce biodiesel via hydrothermal process. They used a heterogeneous catalyst developed by polyethylene glycol and calcium oxide on the RHA-activated carbon. The catalyst revealed high activity in transesterification of soybean oil. This shows an attractive use of RHA as a catalyst for industrial production of biodiesel.
3 Conclusions
Rice husk has shown a huge potential as a sustainable/renewable energy resource and as inexpensive precursor to synthesize value-added products such as rice husk ash. The associated benefits of using rice husk include, but not limited to, sustainability, diversity, and environmental friendly. The present paper reviews rice husk ash and its characteristics, production, advantages, limitations, and industrial applications. Rice husk ash carries significant applications, specially for construction and renewable energy applications. Rice husk ash, being a rich source of amosphous silica, can be used as pozzolanic material in construction, silicon carbide, pure silica, and a refractory material in glass production. In addition, RHA may possibly be used as a reinforcing agent, as an adsorbent, or even as a filler in polymer composites. The renewable applications of rice husk ash include biochar and biodiesel synthesis.
Like rice husk, various other agro-wastes have shown the similar potential, thus expanding the future usability of biomass. Furthermore, the composition and properties of ashes acquired from various agro-waste could be different; hence, it is suggested to use rice husk ash with other agro-waste ashes for the productive and unique applications.
References
OECD IEA (2011) Technology roadmap: biofuels for transport. Paris, France: Organisation of Economic Cooperation and Development (OECD). Int Energy Agency
Carneiro MLNM, Gomes MSP (2019) Energy, exergy, environmental and economic analysis of hybrid waste-to-energy plants. Energy Convers Manag 179:397–417. https://doi.org/10.1016/j.enconman.2018.10.007
Gil-Carrera L, Browne JD, Kilgallon I, Murphy JD (2019) Feasibility study of an off-grid biomethane mobile solution for agri-waste. Appl Energy 239:471–481. https://doi.org/10.1016/j.apenergy.2019.01.141
Mymrin V, Pedroso DE, Pedroso C, Alekseev K, Avanci MA, Winter E Jr, Cechin L, Rolim PHB, Iarozinski A, Catai RE (2018) Environmentally clean composites with hazardous aluminum anodizing sludge, concrete waste, and lime production waste. J Clean Prod 174:380–388. https://doi.org/10.1016/j.jclepro.2017.10.299
Obi F, Ugwuishiwu B, Nwakaire J (2016) Agricultural waste concept, generation, utilization and management. Niger J Technol 35:957. https://doi.org/10.4314/njt.v35i4.34
Rao V, Malu T, Cheralathan K, et al Light-driven transformation of biomass into chemicals using photocatalysts–Vistas and challenges. Elsevier
Khaloo A, Khoshnevis A, Yekrangnia M (2019) On the vulnerability of the Shrine of Prophet Daniel through field observation and numerical simulation. Eng Fail Anal 102:237–259. https://doi.org/10.1016/j.engfailanal.2019.04.033
Alaei Moghadam J, Mousavi Haji SR (2017) A research on newly discovered architectural remains of Fardaghan in Farahan (a Sassanian fire temple or an Islamic castle). Int J Humanit 24:81–102
Calleja-Cervantes ME, Fernández-González AJ, Irigoyen I, Fernández-López M, Aparicio-Tejo PM, Menéndez S (2015) Thirteen years of continued application of composted organic wastes in a vineyard modify soil quality characteristics. Soil Biol Biochem 90:241–254. https://doi.org/10.1016/j.soilbio.2015.07.002
Kumar A, Gupta D (2016) Behavior of cement-stabilized fiber-reinforced pond ash, rice husk ash-soil mixtures. Geotext Geomembr 44:466–474. https://doi.org/10.1016/j.geotexmem.2015.07.010
Manique MC, Faccini CS, Onorevoli B, Benvenutti EV, Caramão EB (2012) Rice husk ash as an adsorbent for purifying biodiesel from waste frying oil. Fuel 92:56–61. https://doi.org/10.1016/j.fuel.2011.07.024
Pode R (2016) Potential applications of rice husk ash waste from rice husk biomass power plant. Renew Sust Energ Rev 53:1468–1485
Dias D, Lapa N, Bernardo M, Ribeiro W, Matos I, Fonseca I, Pinto F (2018) Cr(III) removal from synthetic and industrial wastewaters by using co-gasification chars of rice waste streams. Bioresour Technol 266:139–150. https://doi.org/10.1016/j.biortech.2018.06.054
Loy ACM, Yusup S, Lam MK, Chin BLF, Shahbaz M, Yamamoto A, Acda MN (2018) The effect of industrial waste coal bottom ash as catalyst in catalytic pyrolysis of rice husk for syngas production. Energy Convers Manag 165:541–554. https://doi.org/10.1016/j.enconman.2018.03.063
Rodríguez de Sensale G, Rodríguez Viacava I (2018) A study on blended Portland cements containing residual rice husk ash and limestone filler. Constr Build Mater 166:873–888. https://doi.org/10.1016/j.conbuildmat.2018.01.113
Medina C, Sáez del Bosque IF, Frías M, Sánchez de Rojas MI (2018) Design and characterisation of ternary cements containing rice husk ash and fly ash. Constr Build Mater 187:65–76. https://doi.org/10.1016/j.conbuildmat.2018.07.174
Shojaei Baghini M, Ismail A, Kheradmand B et al (2013) The potentials of portland cement and bitumen emulsion mixture on soil stabilization in road base construction. J Teknol (Sciences Eng) 65:67–72. https://doi.org/10.11113/jt.v65.2193
Wong LS, Hashim R, Ali FH (2008) Strength and permeability of stabilized peat soil. J Appl Sci 8:3986–3990. https://doi.org/10.3923/jas.2008.3986.3990
Bahrami A, Soltani N, Pech-Canul MI, Gutiérrez CA (2016) Development of metal-matrix composites from industrial/agricultural waste materials and their derivatives. Crit Rev Environ Sci Technol 46:143–207
Mo KH, Alengaram UJ, Jumaat MZ, Yap SP, Lee SC (2016) Green concrete partially comprised of farming waste residues: a review. J Clean Prod 117:122–138
Vassilev SV, Vassileva CG, Song YC, Li WY, Feng J (2017) Ash contents and ash-forming elements of biomass and their significance for solid biofuel combustion. Fuel 208:377–409
Yahya MA, Al-Qodah Z, Ngah CWZ (2015) Agricultural bio-waste materials as potential sustainable precursors used for activated carbon production: a review. Renew Sust Energ Rev 46:218–235
Ahmedna M, Marshall WE, Rao RM (2000) Production of granular activated carbons from select agricultural by-products and evaluation of their physical, chemical and adsorption properties. Bioresour Technol 71:113–123. https://doi.org/10.1016/S0960-8524(99)00070-X
Aygün A, Yenisoy-Karakaş S, Duman I (2003) Production of granular activated carbon from fruit stones and nutshells and evaluation of their physical, chemical and adsorption properties. Microporous Mesoporous Mater 66:189–195. https://doi.org/10.1016/j.micromeso.2003.08.028
Haykiri-Acma H, Yaman S, Kucukbayrak S (2006) Gasification of biomass chars in steam-nitrogen mixture. Energy Convers Manag 47:1004–1013. https://doi.org/10.1016/j.enconman.2005.06.003
Marcilla A, García-García S, Asensio M, Conesa JA (2000) Influence of thermal treatment regime on the density and reactivity of activated carbons from almond shells. Carbon N Y 38:429–440. https://doi.org/10.1016/S0008-6223(99)00123-2
Zhang T, Walawender WP, Fan LT et al (2004) Preparation of activated carbon from forest and agricultural residues through CO2 activation. Chem Eng J 105:53–59. https://doi.org/10.1016/j.cej.2004.06.011
Tsai WT, Chang CY, Lee SL (1997) Preparation and characterization of activated carbons from corn cob. Carbon N Y 35:1198–1200
Savova D, Apak E, Ekinci E, Yardim F, Petrov N, Budinova T, Razvigorova M, Minkova V (2001) Biomass conversion to carbon adsorbents and gas. Biomass Bioenergy 21:133–142. https://doi.org/10.1016/S0961-9534(01)00027-7
Demirbas A (2002) Production of sodium carbonate from soda ash via flash calcination in a drop tube furnace. Chem Eng Process 41:215–221. https://doi.org/10.1016/S0255-2701(01)00136-2
Werther J, Saenger M, Hartge EU, Ogada T, Siagi Z (2000) Combustion of agricultural residues. Prog Energy Combust Sci 26:1–27
Haykiri-Acma H, Yaman S, Kucukbayrak S (2010) Effect of biomass on temperatures of sintering and initial deformation of lignite ash. Fuel 89:3063–3068. https://doi.org/10.1016/j.fuel.2010.06.003
Radovanovic M, Zivanovic T, Stojiljkovic D, et al (2000) Utilization of sunflower husk as a fuel for industrial boilers: 20 years experience. Ind Furn Boil Eur Conf
Miller SF, Miller BG (2007) The occurrence of inorganic elements in various biofuels and its effect on ash chemistry and behavior and use in combustion products. Fuel Process Technol 88:1155–1164. https://doi.org/10.1016/j.fuproc.2007.06.030
Gabra M, Nordin A, Öhman M, Kjellström B (2001) Alkali retention/separation during bagasse gasification: a comparison between a fluidised bed and a cyclone gasifier. Biomass Bioenergy 21:461–476. https://doi.org/10.1016/S0961-9534(01)00042-3
Turn SQ, Jenkins BM, Jakeway LA, Blevins LG, Williams RB, Rubenstein G, Kinoshita CM (2006) Test results from sugar cane bagasse and high fiber cane co-fired with fossil fuels. Biomass Bioenergy 30:565–574. https://doi.org/10.1016/j.biombioe.2005.12.008
Omar R, Idris A, Yunus R, Khalid K, Aida Isma MI (2011) Characterization of empty fruit bunch for microwave-assisted pyrolysis. Fuel 90:1536–1544. https://doi.org/10.1016/j.fuel.2011.01.023
Vinet L, Zhedanov A (2011) A “missing” family of classical orthogonal polynomials. Golden, CO
Suárez-García F, Martínez-Alonso A, Fernández Llorente M, Tascón JMD (2002) Inorganic matter characterization in vegetable biomass feedstocks. Fuel 81:1161–1169. https://doi.org/10.1016/S0016-2361(02)00026-1
Jiang G, Husseini GA, Baxter LL, Linford MR (2004) Analysis of straw by X-ray photoelectron spectroscopy. Surf Sci Spectra 11:91–96. https://doi.org/10.1116/11.20040801
Miranda T, Román S, Arranz JI, Rojas S, González JF, Montero I (2010) Emissions from thermal degradation of pellets with different contents of olive waste and forest residues. Fuel Process Technol 91:1459–1463. https://doi.org/10.1016/j.fuproc.2010.05.023
Thao LTH (2003) Nitrogen and phosphorus in the environment. J Surv Res 15:56–62
Mohd Ishaka ZA, Mohd Omar AK (1993) Rice husk ash as fillers in polypropylene a preliminary study. Int J Polym Mater Polym Biomater 19:75–92. https://doi.org/10.1080/00914039308012019
Tsai WT, Chang CY, Wang SY, Chang CF, Chien SF, Sun HF (2001) Cleaner production of carbon adsorbents by utilizing agricultural waste corn cob. Resour Conserv Recycl 32:43–53. https://doi.org/10.1016/S0921-3449(00)00093-8
Fapohunda C, Akinbile B, Shittu A (2017) Structure and properties of mortar and concrete with rice husk ash as partial replacement of ordinary Portland cement – a review. Int J Sustain Built Environ 6:675–692
El-Hendawy ANA, Samra SE, Girgis BS (2001) Adsorption characteristics of activated carbons obtained from corncobs. Colloids Surfaces A Physicochem Eng Asp 180:209–221. https://doi.org/10.1016/S0927-7757(00)00682-8
Chandrasekhar S, Pramada PN, Majeed J (2006) Effect of calcination temperature and heating rate on the optical properties and reactivity of rice husk ash. J Mater Sci 41:7926–7933. https://doi.org/10.1007/s10853-006-0859-0
Cordeiro GC, Toledo Filho RD, Fairbairn EMR (2009) Effect of calcination temperature on the pozzolanic activity of sugar cane bagasse ash. Constr Build Mater 23:3301–3303. https://doi.org/10.1016/j.conbuildmat.2009.02.013
Cordeiro GC, Toledo Filho RD, Tavares LM, Fairbairn EMR (2008) Pozzolanic activity and filler effect of sugar cane bagasse ash in Portland cement and lime mortars. Cem Concr Compos 30:410–418. https://doi.org/10.1016/j.cemconcomp.2008.01.001
Kumar S, Kumar R (2011) Mechanical activation of fly ash: effect on reaction, structure and properties of resulting geopolymer. Ceram Int 37:533–541. https://doi.org/10.1016/j.ceramint.2010.09.038
Pütün AE, Özbay N, Önal EP, Pütün E (2005) Fixed-bed pyrolysis of cotton stalk for liquid and solid products. Fuel Process Technol 86:1207–1219. https://doi.org/10.1016/j.fuproc.2004.12.006
Nair DG, Jagadish KS, Fraaij A (2006) Reactive pozzolanas from rice husk ash: an alternative to cement for rural housing. Cem Concr Res 36:1062–1071. https://doi.org/10.1016/j.cemconres.2006.03.012
Das S, Ho B-W, Kao F-J (2018) Stimulated emission and spontaneous loss pump-probe microscopy for background removal. In: Periasamy A, So PT, Xie XS, König K (eds) Multiphoton Microscopy in the Biomedical Sciences XVIII. SPIE, p 81
Bernal SA, Mejía De Gutiérrez R, Provis JL (2012) Engineering and durability properties of concretes based on alkali-activated granulated blast furnace slag/metakaolin blends. Constr Build Mater 33:99–108. https://doi.org/10.1016/j.conbuildmat.2012.01.017
Castaldelli VN, Akasaki JL, Melges JLP, Tashima M, Soriano L, Borrachero M, Monzó J, Payá J (2013) Use of slag/sugar cane bagasse ash (SCBA) blends in the production of alkali-activated materials. Materials (Basel) 6:3108–3127. https://doi.org/10.3390/ma6083108
Detphan S, Chindaprasirt P (2009) Preparation of fly ash and rice husk ash geopolymer. Int J Miner Metall Mater 16:720–726. https://doi.org/10.1016/S1674-4799(10)60019-2
Soltani N, Bahrami A, Pech-Canul MI, González LA (2015) Review on the physicochemical treatments of rice husk for production of advanced materials. Chem Eng J 264:899–935
Stroeven P, Bui DD, Sabuni E (1999) Ash of vegetable waste used for economic production of low to high strength hydraulic binders. Fuel 78:153–159. https://doi.org/10.1016/S0016-2361(98)00143-4
Mehta A, Siddique R (2018) Sustainable geopolymer concrete using ground granulated blast furnace slag and rice husk ash: strength and permeability properties. J Clean Prod 205:49–57. https://doi.org/10.1016/j.jclepro.2018.08.313
Habert G, D’Espinose De Lacaillerie JB, Roussel N (2011) An environmental evaluation of geopolymer based concrete production: reviewing current research trends. J Clean Prod 19:1229–1238. https://doi.org/10.1016/j.jclepro.2011.03.012
Moayedi H, Aghel B, Abdullahi MM et al (2019) Applications of rice husk ash as green and sustainable biomass. J Clean Prod 237:117851. https://doi.org/10.1016/j.jclepro.2019.117851
Bouzoubaâ N, Fournier B (2001) Concrete incorporating rice-husk ash: compressive strength and chloride-ion penetrability. Mater Technol Lab 5
Prasas CS, Maiti KN, Venugopal R (2000) Effect of RHA in white wave composition. Ceram Int 27:629
Prusinski JR, Bhattacharja S (1999) Effectiveness of portland cement and lime in stabilizing clay soils. Transp Res Rec 1:215–227. https://doi.org/10.3141/1652-28
Choobbasti AJ, Samakoosh MA, Kutanaei SS (2019) Mechanical properties soil stabilized with nano calcium carbonate and reinforced with carpet waste fibers. Constr Build Mater 211:1094–1104. https://doi.org/10.1016/j.conbuildmat.2019.03.306
Basha EA, Hashim R, Mahmud HB, Muntohar AS (2005) Stabilization of residual soil with rice husk ash and cement. Constr Build Mater 19:448–453. https://doi.org/10.1016/j.conbuildmat.2004.08.001
Kumar A, Mittal A (2019) Utilization of municipal solid waste ash for stabilization of cohesive soil. In: Lecture Notes in Civil Engineering. Springer, pp 133–139
Lindh P (2001) Optimising binder blends for shallow stabilisation of fine-grained soils. Proc Inst Civ Eng - Gr Improv 5:23–34. https://doi.org/10.1680/grim.2001.5.1.23
Rogers CDF, Glendinning S, Group I of CEGBEMG (1996) Lime Stabilisation: Proceedings of the Seminar Held at Loughborough University Civil & Building Engineering Department on 25 September, 1996
Saraswathy V, Song HW (2007) Corrosion performance of rice husk ash blended concrete. Constr Build Mater 21:1779–1784. https://doi.org/10.1016/j.conbuildmat.2006.05.037
Abalaka AE (2013) Strength and some durability properties of concrete containing rice husk ash produced in a charcoal incinerator at low specific surface. Int J Concr Struct Mater 7:287–293. https://doi.org/10.1007/s40069-013-0058-8
Muthadhi A, … RA-J of the I, 2007 Undefined Rice husk ash-properties and its uses: a review. Inst Eng
Maeda N, Wada I, Kawakami M, Ueda Tand Pushpalal G (2001) Development of a new furnace for the production of rice husk ash. Proc 7th CANMET/ACI Int Conf Fly Ash, Silica Fume, Slag Nat Pozzolans Concr 835–852.
Wen N, Zhao Y, Yu Z, Liu M (2019) A sludge and modified rice husk ash-based geopolymer: synthesis and characterization analysis. J Clean Prod 226:805–814. https://doi.org/10.1016/j.jclepro.2019.04.045
ESCAP/RCTT SC-P of, rice-husk workshop on 1981 undefined Technology and manufacture of rice-husk ash masonry (RHAM) cement. CiNiiAcJp
Su Y, Liu L, Zhang S, Xu D, du H, Cheng Y, Wang Z, Xiong Y (2020) A green route for pyrolysis poly-generation of typical high ash biomass, rice husk: effects on simultaneous production of carbonic oxide-rich syngas, phenol-abundant bio-oil, high-adsorption porous carbon and amorphous silicon dioxide. Bioresour Technol 295:122243. https://doi.org/10.1016/j.biortech.2019.122243
Santana Costa JA, Paranhos CM (2018) Systematic evaluation of amorphous silica production from rice husk ashes. J Clean Prod 192:688–697. https://doi.org/10.1016/j.jclepro.2018.05.028
Mor S, Chhoden K, Ravindra K (2016) Application of agro-waste rice husk ash for the removal of phosphate from the wastewater. J Clean Prod 129:673–680. https://doi.org/10.1016/j.jclepro.2016.03.088
Nehdi M, Duquette J, El Damatty A (2003) Performance of rice husk ash produced using a new technology as a mineral admixture in concrete. Cem Concr Res 33:1203–1210. https://doi.org/10.1016/S0008-8846(03)00038-3
Yogananda MR, Jagadish KS, Kumar R (1983) Studies on surkhi and rice husk ash pozzolana. ASTRA, IISC, Bangalore
James J, Subba Rao M (1986) Reaction product of lime and silica from rice husk ash. Cem Concr Res 16:67–73. https://doi.org/10.1016/0008-8846(86)90069-4
Kim S (2009) Incombustibility, physico-mechanical properties and TVOC emission behavior of the gypsum-rice husk boards for wall and ceiling materials for construction. Ind Crop Prod 29:381–387. https://doi.org/10.1016/j.indcrop.2008.07.006
Tang C, Shi B, Gao W, Chen F, Cai Y (2007) Strength and mechanical behavior of short polypropylene fiber reinforced and cement stabilized clayey soil. Geotext Geomembr 25:194–202. https://doi.org/10.1016/j.geotexmem.2006.11.002
Alhassan M (2008) " Potentials of rice husk ash for soil stabilization" Department of Civil Engineering "Potentials of rice husk ash for soil stabilizing" 11:246–250
Behak L (2017) Soil stabilization with rice husk ash
Sarkar G, Islam R, Alamgir M, Rokonuzzaman M (2012) Interpretation of rice husk ash on geotechnical properties of cohesive soil. Glob J Res Eng Civ Struct Enginering 12:1–7
Kumar Bera A, Ghosh A, Ghosh A (2007) Compaction characteristics of pond ash. J Mater Civ Eng 19:349–357. https://doi.org/10.1061/(asce)0899-1561(2007)19:4(349)
Jafer H, Atherton W, Sadique M, Ruddock F, Loffill E (2018) Stabilisation of soft soil using binary blending of high calcium fly ash and palm oil fuel ash. Appl Clay Sci 152:323–332. https://doi.org/10.1016/j.clay.2017.11.030
Mir BA, Sridharan A (2013) Physical and compaction behaviour of clay soil-fly ash mixtures. Geotech Geol Eng 31:1059–1072. https://doi.org/10.1007/s10706-013-9632-8
Sharma LK, Sirdesai NN, Sharma KM, Singh TN (2018) Experimental study to examine the independent roles of lime and cement on the stabilization of a mountain soil: a comparative study. Appl Clay Sci 152:183–195. https://doi.org/10.1016/j.clay.2017.11.012
Anwar Hossain KM (2011) Stabilized soils incorporating combinations of rice husk ash and cement kiln dust. J Mater Civ Eng 23:1320–1327. https://doi.org/10.1061/(asce)mt.1943-5533.0000310
Gupta D, Kumar A (2017) Performance evaluation of cement-stabilized pond ash-rice husk ash-clay mixture as a highway construction material. J Rock Mech Geotech Eng 9:159–169. https://doi.org/10.1016/j.jrmge.2016.05.010
Fernandesa IJ, Santos RV, Dos Santos ECA et al (2018) Replacement of commercial silica by rice husk ash in epoxy composites: a comparative analysis. Mater Res 21. https://doi.org/10.1590/1980-5373-MR-2016-0562
Azadi M, Bahrololoom ME, Heidari F (2011) Enhancing the mechanical properties of an epoxy coating with rice husk ash, a green product. J Coat Technol Res 8:117–123. https://doi.org/10.1007/s11998-010-9284-z
Chaunsali P, Uvegi H, Osmundsen R, Laracy M, Poinot T, Ochsendorf J, Olivetti E (2018) Mineralogical and microstructural characterization of biomass ash binder. Cem Concr Compos 89:41–51. https://doi.org/10.1016/j.cemconcomp.2018.02.011
de Mello M, Young A, Villardi H, Pessoa F, Salgado A (2017) Biodiesel production by the methylic-alkaline and ethylic-enzymatic routes: discussion of some environmental aspects. J Clean Prod 144:347–357. https://doi.org/10.1016/j.jclepro.2017.01.032
Taufiq-Yap YH, Teo SH, Rashid U, Islam A, Hussien MZ, Lee KT (2014) Transesterification of Jatropha curcas crude oil to biodiesel on calcium lanthanum mixed oxide catalyst: effect of stoichiometric composition. Energy Convers Manag 88:1290–1296. https://doi.org/10.1016/j.enconman.2013.12.075
Zhao C, Yang L, Xing S, Luo W, Wang Z, Lv P (2018) Biodiesel production by a highly effective renewable catalyst from pyrolytic rice husk. J Clean Prod 199:772–780. https://doi.org/10.1016/j.jclepro.2018.07.242
Dai YM, Chen KT, Chen CC (2014) Study of the microwave lipid extraction from microalgae for biodiesel production. Chem Eng J 250:267–273. https://doi.org/10.1016/j.cej.2014.04.031
Thirumarimurugan M, Sivakumar VM, Xavier AM, Prabhakaran D, Kannadasan T (2012) Preparation of biodiesel from sunflower oil by transesterification. Int J Biosci Biochem Bioinforma:441–444. https://doi.org/10.7763/ijbbb.2012.v2.151
Helwani Z, Othman MR, Aziz N, Kim J, Fernando WJN (2009) Solid heterogeneous catalysts for transesterification of triglycerides with methanol: a review. Appl Catal A Gen 363:1–10
Singh V, Yadav M, Sharma YC (2017) Effect of co-solvent on biodiesel production using calcium aluminium oxide as a reusable catalyst and waste vegetable oil. Fuel 203:360–369. https://doi.org/10.1016/j.fuel.2017.04.111
Wang J, Xing S, Huang Y, Fan P, Fu J, Yang G, Yang L, Lv P (2017) Highly stable gasified straw slag as a novel solid base catalyst for the effective synthesis of biodiesel: characteristics and performance. Appl Energy 190:703–712. https://doi.org/10.1016/j.apenergy.2017.01.004
Kouzu M, Hidaka JS (2012) Transesterification of vegetable oil into biodiesel catalyzed by CaO: a review. Fuel 93:1–12
Roschat W, Phewphong S, Thangthong A, Moonsin P, Yoosuk B, Kaewpuang T, Promarak V (2018) Catalytic performance enhancement of CaO by hydration-dehydration process for biodiesel production at room temperature. Energy Convers Manag 165:1–7. https://doi.org/10.1016/j.enconman.2018.03.047
Nair P, Singh B, Upadhyay SN, Sharma YC (2012) Synthesis of biodiesel from low FFA waste frying oil using calcium oxide derived from Mereterix mereterix as a heterogeneous catalyst. J Clean Prod 29–30:82–90. https://doi.org/10.1016/j.jclepro.2012.01.039
Hu S, Wang Y, Han H (2011) Utilization of waste freshwater mussel shell as an economic catalyst for biodiesel production. Biomass Bioenergy 35:3627–3635. https://doi.org/10.1016/j.biombioe.2011.05.009
Boey PL, Maniam GP, Hamid SA, Ali DMH (2011) Utilization of waste cockle shell (Anadara granosa) in biodiesel production from palm olein: optimization using response surface methodology. Fuel 90:2353–2358. https://doi.org/10.1016/j.fuel.2011.03.002
Boro J, Thakur AJ, Deka D (2011) Solid oxide derived from waste shells of Turbonilla striatula as a renewable catalyst for biodiesel production. Fuel Process Technol 92:2061–2067. https://doi.org/10.1016/j.fuproc.2011.06.008
Jairam S, Kolar P, Sharma-Shivappa Ratna R et al (2012) KI-impregnated oyster shell as a solid catalyst for soybean oil transesterification. Bioresour Technol 104:329–335. https://doi.org/10.1016/j.biortech.2011.10.039
Viriya-empikul N, Krasae P, Puttasawat B, Yoosuk B, Chollacoop N, Faungnawakij K (2010) Waste shells of mollusk and egg as biodiesel production catalysts. Bioresour Technol 101:3765–3767. https://doi.org/10.1016/j.biortech.2009.12.079
Ofori-Boateng C, Lee KT (2013) The potential of using cocoa pod husks as green solid base catalysts for the transesterification of soybean oil into biodiesel: effects of biodiesel on engine performance. Chem Eng J 220:395–401. https://doi.org/10.1016/j.cej.2013.01.046
Sharma M, Khan AA, Puri SK, Tuli DK (2012) Wood ash as a potential heterogeneous catalyst for biodiesel synthesis. Biomass Bioenergy 41:94–106. https://doi.org/10.1016/j.biombioe.2012.02.017
Ho WWS, Ng HK, Gan S (2012) Development and characterisation of novel heterogeneous palm oil mill boiler ash-based catalysts for biodiesel production. Bioresour Technol 125:158–164. https://doi.org/10.1016/j.biortech.2012.08.099
Yaakob Z, Bin SIS, Narayanan B et al (2012) Utilization of palm empty fruit bunch for the production of biodiesel from Jatropha curcas oil. Bioresour Technol 104:695–700. https://doi.org/10.1016/j.biortech.2011.10.058
Nedeljković M, Li Z, Ye G (2018) Setting, strength, and autogenous shrinkage of alkali-activated fly ash and slag pastes: effect of slag content. Materials (Basel) 11:2121. https://doi.org/10.3390/ma11112121
Liu Z, Zhang F, Liu H, Ba F, Yan S, Hu J (2018) Pyrolysis/gasification of pine sawdust biomass briquettes under carbon dioxide atmosphere: study on carbon dioxide reduction (utilization) and biochar briquettes physicochemical properties. Bioresour Technol 249:983–991. https://doi.org/10.1016/j.biortech.2017.11.012
Kostić MD, Bazargan A, Stamenković OS, Veljković VB, McKay G (2016) Optimization and kinetics of sunflower oil methanolysis catalyzed by calcium oxide-based catalyst derived from palm kernel shell biochar. Fuel 163:304–313. https://doi.org/10.1016/j.fuel.2015.09.042
Lee J, Kim KH, Kwon EE (2017) Biochar as a catalyst. Renew Sust Energ Rev 77:70–79
Chen KT, Wang JX, Dai YM, Wang PH, Liou CY, Nien CW, Wu JS, Chen CC (2013) Rice husk ash as a catalyst precursor for biodiesel production. J Taiwan Inst Chem Eng 44:622–629. https://doi.org/10.1016/j.jtice.2013.01.006
Wang Y, Zhang M, Ding X (2018) Biodiesel production from soybean oil using modified calcium loaded on rice husk activated carbon as a low-cost basic catalyst. Sep Sci Technol 53:807–813. https://doi.org/10.1080/01496395.2017.1374411
Funding
Not applicable
Author information
Authors and Affiliations
Contributions
Introduction, background of agro-waste applications, applications of RHA in renewable energy applications: Faheem Akhter and Suhail Ahmed Soomro. Production of agro-waste ash, applications of RHA in construction, conclusions: Abdul Rauf Jamali, Zubair Ahmed Chandio, Muhammad Siddique, and Mansoor Ahmed.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Akhter, F., Soomro, S.A., Jamali, A.R. et al. Rice husk ash as green and sustainable biomass waste for construction and renewable energy applications: a review. Biomass Conv. Bioref. 13, 4639–4649 (2023). https://doi.org/10.1007/s13399-021-01527-5
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-021-01527-5