
Abstract
In recent years, the use of the renewable and CO2-neutral energy carrier wood as a fuel for heat supply in domestic households increased. But as a result, the emission of particulate matter rises to a high level. Due to higher mineral content of wood (especially the content of potassium), the formation of particulate matter during combustion is much higher than that during combustion of fossil fuels like oil or gas. Therefore, the objective of the present work was the analysis of the effect of the mineral additive kaolinite on the particulate matter formation during combustion of wood pellets blended with 0, 0.5 and 1 wt% kaolinite. The examinations were conducted in two different small-scale combustion plants in cooperation between the University of Technology Hamburg (TUHH) and the Technology and Support Centre in the Centre of Excellence of Renewable Resources Straubing (TFZ). For the combustion experiments, an 8.6-kW pellet stove and a 12 kW pellet boiler were used. The results show a similar reduction effect of particulate matter emissions for both combustion devices of 46% (pellet stove) and 48% (pellet boiler) using 0.5 wt% kaolinite. The use of 1 wt% shows different results. The total particulate matter emissions of the pellet boiler were reduced of about 69% while the emissions of the pellet stove only slightly decreased about 5%.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
To meet the ambitious goal of reducing the greenhouse gas emissions within the next years, biofuels are one of the important cornerstones for energy and heat production. Biomass is a renewable and CO2-neutral energy carrier and also very interesting because of its constant availability, if like in Germany a sustainable forest policy is installed. Typically, wood in form of wood logs is used in domestic small-scale combustion plants. In Germany, wood pellets and wood chips gain more and more importance also for the domestic small-scale market. Especially, pellets showed a considerable market development in recent years; for example in Germany, pellet consumption sums up to 2 million t (2016) and the number of installed pellet combustion plants has risen up to about 422,000 (2016) [1]. This development is also visible in other European countries [2].
Assuming that the newly installed pellet plants mostly replace low-PM-creating oil and gas furnaces, the emissions of particulate matter is increasing, because the combustion of wood is characterized by emissions of a broad range of particulate matter compared to the combustion of e.g. natural gas. Nevertheless, combustion of wood pellets causes less gaseous and particulate matter emissions compared to combustion of other solid biofuels like e.g. wood chips. This is due to the standardized fuel quality as well as the fully automatic control system in combination with the mechanical feeding system which ensures a permanent adjustment of the air supply and distribution (primary air/secondary air) to the actual fuel mass flow in order to achieve a complete burnout of the fuel [3–5].
Nevertheless, some older pellet combustion plants are still performing on a relatively high emissions level as their control concepts and technical components are outworn. With these older appliances, new emission limits requested e.g. by the German government especially regarding particulate matter emissions cannot be achieved securely. But also some newer pellet combustion plants emit too high concentrations of particulate matter due to an insufficient technology. Therefore, research is ongoing to further improve the biofuel with regard to lower particulate matter emissions (i.e. fuel-related measures for emission control).
Aerosol-forming species defined in literature are the alkali elements potassium (K) and sodium (Na) and the trace elements zinc (Zn) and lead (Pb) as well as sulfur (S) and chlorine (Cl) [6–8]. But potassium (K) is the most important element for aerosol formation of woody biomass-fired conversion systems [9]. K is mainly released to the gas phase as KOH and KCl, but also small amounts of K2SO4 and K2CO3 are released [10, 11].
The addition of additives to solid biofuels as one measure for particulate matter reduction during combustion is already discussed in literature since years. But researchers have mainly examined the effect of additives on slagging behaviour. Additionally, also the effect of incorporation of potassium into the ash to reduce the particulate matter emissions of different biomasses is reported in literature [12–18]. Boman et al. [19] and Bäfver et al. [17] reported a reduction of PM emissions using 1 up to 4 wt% kaolin as additive (dry basis in % of fuel) for wood pellets. However, Tissari et al. [20] described an increase of particulate matter emissions for wood pellets with 2 wt% kaolin. Kaolin itself is a clay mineral which mainly consists of the mineral kaolinite (Al2(Si2O5)(OH)4). Through the use of kaolinite, alkali compounds like potassium can be adsorbed—enhanced by the improved porosity of the fire bed—and react according to Eqs. (1) until (3) to high-melting crystalline products like kalsilite (KAlSiO4) as well as leucite (KAlSi2O6) (Eqs. 4–6) [16, 21].
Against this background, this research was realized in cooperation between the University of Technology Hamburg (TUHH) and the Technology and Support Centre in the Centre of Excellence of Renewable Resources Straubing (TFZ). The objective of this study was to determine the effect of the additivation of wood pellets with kaolinite on particle emissions. Thus, different wood-kaolinite pellet blends were produced at the University of Technology Hamburg and tested in two different domestic small-scale combustion plants, one at the TUHH and the other at the TFZ, regarding their emission behaviour. The biofuel was blended with kaolinite in three ratios of 0, 0.5 and 1% (in wt%, d.b.). All pellet blends were tested for total particulate matter (TPM) emissions, following the standard test method VDI 2066-1 [22]. For particle size distribution, a Kálmán cascade impactor was used and online PM1 emissions and online size distribution data were gained by using an ELPI® + (Electrical Low Pressure Impactor) measurement system. Additionally, all solid combustion products (ash, particles on the filter) were analysed for their chemical composition.
2 Material and methods
The experimental design of this study provides the production, combustion and analysis of three different wood pellet blends mixed with 0, 0.5 and 1 wt% kaolinite. First, all samples were pelletized and analysed for physical-mechanical properties and then they were combusted in two different small-scale combustion plants (TUHH and TFZ test stands). During all combustion processes, particulate matter and particle size distribution (only TFZ test stand) were measured and the ash was collected. After combustion, all products were analysed for chemical composition. All measurements were threefold conducted and the standard deviation was calculated. In the following, the experimental methods are described.
2.1 Raw material and additive
For the pellet production, beech wood with bark having an ash content of 0.9 ± 0.03 wt% (d.b.) and a particle size of 2 to 4 mm was used. Although beech wood is no typical wood pellet fuel due to the toxicological problems of beech wood dust, it was used because of the availability of high quantity of sorted wood. The focus was on the purity of the wood due to the fact that the elemental composition of wood differs in varying charges. The moisture and ash content as well as the elemental composition of the beech wood are shown in Table 1. Mineral kaolinite with a particle size < 1 μm was used for additivation. The sample for the analysis of the elemental composition was taken out of the whole mono-fraction (200 kg) in three fractions of 50 g each and milled to a particle size < 1 mm. Then, this sample was used to determine the moisture content and the elemental composition of the raw material (double determination).
2.2 Pelletizing
Three different pellet blends of beech wood and kaolinite were produced as a fuel to be burned under test stand conditions. The pellet production was optimized to achieve pellet properties (bulk density, durability, moisture content) fulfilling the requirements of the ENplus A1 certificate [29].
2.2.1 Process
The pelletizing process was conducted in a flat die pellet press (Amandus Kahl GmbH & Co. KG, type 14-175). In a first step, beech wood with a moisture content of about 10 wt% (w.b.) was conditioned with water to increase the moisture content to approx. 14 wt%. Then, the raw material was mixed with kaolinite by hand. For the experiments, three different pellet blends were produced with an increasing kaolinite content of 0 wt% (WP-0%), 0.5 wt% (WP-0.5%) and 1 wt% (WP-1%) (d.b.). Each blend (60 kg) was prepared in three charges to improve the homogeneity between wood, kaolinite and water. The pelletizing process was conducted at temperatures > 95 °C with a mass flow of about 20 kg/h. The temperature of the pellets was measured with an infrared thermometer after they fell down about 50 cm into the storage box. The rotation frequency of the flat die press was about 50 Hz. Finally, all pellet blends were sieved with a mesh wire sieve of 4-mm aperture size to separate the fines from the fuel. This complies with industrial pellet production, which primary aims at reducing dust problems in pellet storages, but it can also influence particulate matter emissions [30]. In total, 60 kg fuel of each blend was produced at the TUHH and divided into two samples.
2.2.2 Property analysis
The pellet blends were analysed for mechanical durability as well as for moisture content, ash content and bulk density applying international standard methods. The determination was conducted as follows:
Durability (DIN EN ISO 17831-1 [31]). For the determination, 500 g of sieved pellets was filled into a tumbler box which was then rotated for 10 min with 50 min−1. After the test, the pellets were sieved again with a 4-mm sieve (a 4-mm sieve was used because of the availability at the laboratory). The mass difference in percent describes the durability.
Moisture content (DIN EN ISO 18134-2 [26]). After the pelletizing process, the pellet blends were analysed for their moisture content. Therefore, the pellets were dried in an oven at constant temperature of 105 °C until mass constancy.
Ash content (DIN EN ISO 18122 [28]). The ash content was determined in a muffle oven at a temperature of 550 °C. Before that, the samples were dried to conduct the measurement on dry based matter. The balance used for the determination of the ash content was an analytical balance of company Sartorius with a precision of 0.1 mg.
Bulk density (DIN EN ISO 17828 [32]). The pellets are filled into a cylinder with a defined volume and then exposed to control shock to account for settling. After that, the cylinder is refilled with pellets to the top. The bulk density is then calculated by dividing the total mass of pellets by the defined volume of the cylinder.
2.3 Combustion plants
The test runs regarding the emission behaviour of the pellets were executed at two different test stands; one test stand is part of the Institute of Environmental Technology and Energy Economics, Hamburg University of Technology (TUHH) and the other one is part of the Technology and Support Centre, Straubing (TFZ). The test stands are described in detail in the following Sections 2.3.1 and 2.3.2.
2.3.1 TUHH test stand
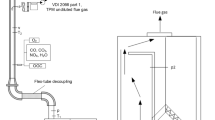
The combustion plant used for the experiments at the Institute of Environmental Technology and Energy Economics (TUHH) was a commercially available pellet room heater without a water jacket. The room heater (Haas + Sohn Ofentechnik GmbH, type HSP 1.17) had a drop-down burner with combustion cavity and no active working ash removing system. A schematic drawing of the combustion chamber is given in Fig. 1b. The thermal output of the pellet stove was about 8.6 kW. During combustion, the flue gas speed and temperature was measured continuously with a prandtl probe and the draught was adjusted to − 12 ± 2 Pa by a flue gas ventilator. The concentrations of CO and O2 were determined by using a Wöhler A550 recording the flue gas composition every 10 s. A schematic drawing of the complete test-setup is given in Fig. 1a. Before the start of the measurement, the stove was run over ≥ 60 min at full load to ensure stationary combustion conditions. During operation, a cleaning mode was programmed. That means that every 30 min the fuel feed was reduced and the primary air supply increased to clean the burner partly from the ash. To improve the comparability to the particle measurements executed on the pellet boiler at TFZ, the particle measurements at the TUHH test stand were executed between the cleaning modes. Moreover, the cleaning mode took only 2 min which was too short to sample a sufficient amount of particle mass for a representative measurement separately for the cleaning mode.

a Schematic drawing of the TUHH test stand; b schematic drawing of the combustion chamber
2.3.2 TFZ test stand
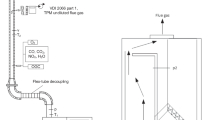
The combustion plant used for the combustion trials at the Technology and Support Centre (TFZ) was a 12-kW pellet boiler (Windhager Zentralheizung GmbH, type VAE 120 VarioWIN Exklusiv) with a drop-down burner and an active working ash removing system. Figure 2 shows a schematic drawing of the test facility and the arrangement of the measurement devices (a) as well as a detailed drawing of the combustion chamber (b). During all test runs, the boiler was standing on a balance (Mettler-Toledo GmbH, MT KD600) to determine the fuel consumption. The heat consumption was permanently regulated to the nominal load of 12 kW (± 8%) following DIN EN 303-5 [33]. The gaseous compounds CO, CO2 and O2 were determined using a single-component analyser (ABB Automation GmbH ABB AO2020). For water vapour content, an FTIR-analyser (Ansyco GmbH FTIR DX4000N) was used with recordings every 10 s. The total particulate matter (TPM) was measured following VDI 2066-1 (Section 2.4.1), the PM1 concentration was measured using a cascade impactor (Kálmán System GmbH, KS-400-CUV.15/8) and the number of particles and their size distribution was determined using an Electrical Low Pressure Impactor (Dekati Ltd., ELPI®+). The boiler was operated at a constant flue gas draught of − 12 ± 2 Pa adjusted by a flue gas ventilator. The diameter of the flue gas socket and the connection pipe was 100 mm. The flue gas velocity was measured using a vane anemometer (Höntzsch GmbH, ZS25/25-ZG4) in the narrowed measurement section with a diameter of 80 mm (see Fig. 2). The determination of the particle measurement was conducted during full load operation according to the measurement at the TUHH test stand.

a Schematic drawing of the TFZ test stand; b schematic drawing of the combustion chamber
2.4 Analysis
During the combustion trials, different PM sampling systems were installed. The measurement at the TUHH only comprises the sampling of total particulate matter according to the standard VDI 2066-1. However, during the combustion trials at TFZ, the concentration of particulate matter > 10, 2.5–10, 1–2.5 and < 1 μm was determined. Besides the particulate matter, also the ashes of all combustion trials were analysed for their elemental composition according to DIN EN ISO 16967 [24], DIN EN 16968 [23] and DIN EN ISO 10304-1 [34]. The ashes produced at the TUHH were collected in one fraction for each trial (ash TUHH).
However, the ashes produced at the TFZ were collected in three fractions for each trial, the bed ash (TFZ-BA, ash collected from the main ash box), grate ash (TFZ-GA, ash collected directly from the grate/pot of the burner) and fly ash (TFZ-FA, ash that has been separated in the heat exchanger and collected from the separate ash box for this fraction).
2.4.1 PM sampling
TUHH
The particulate matter sampling at the TUHH was only realized according to VDI 2066-1 using a sampling probe from Paul Gothe GmbH [22]. The weighing of the total particle amount was conducted in the laboratory with the analytical balance R 160 D of company Sartorius (precision of 0.1 mg). The total amount of particles was collected on a quartz fibre plane filter with a diameter of 45 mm. In preparation for each experiment, the filters were pre-treated according to the standard at a temperature of 160 °C which was nearly the flue gas temperature at the sampling point and stored for 8 h in a desiccator. For all experiments, the cartridge has not be darned with quartz fibre wool because for the following chemical analyses, the complete charge of particles had to stick on the plane filter. Thus, the sampling duration was reduced to 15 min to prevent the filter from overloading and damaging. In the end of each combustion trial, the filters were post-treated at 160 °C and kept for another 8 h in the desiccator. The sampling probes (Paul Gothe GmbH) were rinsed two times with acetone after the measurement. Then, the acetone was evaporated in an explosion-proved oven, post-treated like the plane filters at 160 °C and stored in a desiccator for at least 8 h. The charge of particles from rinsing then was calculated proportionally to the load of the filters and added to their load. All measurements are related to an O2 content in the flue gas of 13 vol%.
TFZ
In addition to the particle sampling, as described for the TUHH test stand, the particle size distribution was determined by using a cascade impactor (Kálmán System GmbH, KS-400-CUV.15/8) for PM10, PM2.5 and PM1 as well as an Electrical Low Pressure Impactor (Dekati Ltd., ELPI®+) to determine the number of particles and their distribution to achieve continuous online recordings of the PM1 emissions. Therefore, the sum of the ELPI+ signals for particles up to 1-μm aerodynamic diameter has to be calibrated to the PM1 particle concentration as gravimetrically determined with the Kálmán impactor. The Kálmán impactor was used to determine the mass concentration of PM1 to calibrate the ELPI+ online signal for PM1 mass concentration. This reference is needed due to the fact that the particle density is unknown and is set to a default value of 1 kg/m3 when starting the ELPI+ test runs.
The weighing of the filters at the TFZ test stand was conducted in a weighing chamber with a constant humidity 0% and approx. 20 °C, on an analytical balance with a measurement resolution of 0.01 mg (Sartorius AG, LA130S-F).
2.4.2 Chemical analysis
The ashes and filters of both test stand furnaces were collected and analysed for elemental composition (Table 2) according to DIN EN ISO 16967 [24], DIN EN ISO 16968 [23] and DIN EN ISO 10304-1 [34] by the atomic absorption spectroscopy (AAS) and ion chromatography (IC). The AAS method measures the concentrations of the elements magnesium (Mg), aluminium (Al), manganese (Mn), zinc (Zn), iron (Fe), calcium (Ca), potassium (K) and sodium (Na). With the IC method, the content of sulfate (SO42−) and chloride (Cl−) was determined. The IC measurement was only conducted for the ashes because of insufficient particle charge on the filter samples. Additionally, the X-ray diffraction was applied for the different ashes for identifying crystalline compounds.
Atomic absorption spectroscopy (AAS)
Before the ashes and filter samples were analysed by AAS, the samples were digested in a microwave with a temperature up to 185 °C and a pressure of 20 bar. For digestion, two different methods were used; for the digestion of the ashes, about 0.1 g of each sample was mixed up with 16 ml aqua regia, while for all filter samples, the complete quartz fibre filter with 8 ml of HNO3 was used. Afterwards, the samples were filtered (paper filters with 84 g/m2 and 90-mm diameter) and the liquid phase was filled up with demineralized water up to 50 ml respectively 25 ml for the filter samples, due to the lower amount of particles. The solid phase mostly consists of Si (∼ 95 wt% d.b., verified with XRF 35) [35].
Ion chromatography (IC)
For the preparation of the IC measurement 0.05 g of ash was suspended with 10 ml of demineralized water for 1 h. The suspension was filtered (pore diameter of 45 μm) and the solution has been analysed with an ion chromatography system (Dionex, ICS-90).
X-ray diffraction (XRD)
The X-ray diffraction was used for the detection of possible incorporations of problematic species in the ashes of the respective test runs. Through the XRD method, only crystalline phases can be identified. The loaded filter paper could not be analysed, because the fraction of amorphous structure was too high due to high carbon emissions. Thus, the diffractograms showed no utilizable results.
Non-defined rest (R)
The rest was calculated as the difference between the amount of total particulate matter selected in 1 normal m3 flue gas (not normed at 13 vol% oxygen) and the sum of the amounts of identified elementals in 1 normal m3 flue gas. So the rest might consist of carbon, nitrogen and oxygen as well as elemental sulfur and chlorine which were not measured directly. But the main compound should be carbon because of less nitrogen, sulfur and chlorine in the raw material.
3 Results and discussion
The results from the combustion trials described above are presented and discussed in the following sections.
3.1 Pellet analysis
Results
Table 3 shows the properties of the three different pellet blends compared to the threshold values of pellets according to ENplus certificate requirements [29]. WP-1% has the highest ash content of 1.8 wt% and WP-0% the lowest of 0.9 wt%. The ash content of the non-additivated pellets is above the threshold value for ENplus A1 quality; this is due to the high bark content of the raw material. However, the moisture content is below the limit for ENplus, between 5.4 and 6.0 wt%. The bulk densities of all the blends are in the range of the threshold values. The durability of the different pellet blends is around the threshold value defined by the certificate; one blend is slightly below this limit.
Discussion
The determination of the pellet properties was conducted to ensure the general comparability of all three pellet blends, apart from the impact of additivation itself. The measured values show an increasing ash content and the bulk density slightly decreases, this is more or less linear to the rising additive content. For the ash content, this rise is compulsory, as an inert material (kaolinite) always remains in the ash. But the added kaolinite seems to reduce the compression characteristics of the raw material with the effect of a slight decrease in bulk density. Bulk density and also moisture content may influence the performance of small-scale combustion plants due to reduced energy density. However, such an influence could not be detected during the trials.
For the evaluation of the combustion results, the durability is important due to a possible influence of fine particles of the raw material on the total particulate matter emissions published by Hartmann [30]. The data presented in Table 3 indicate that in the range of 0–1%, the kaolinite content has no major impact on the durability. Therefore, it may be concluded that the three pellet blends are comparable concerning their physical-mechanical properties.
3.2 CO emissions
Results
Figure 3 shows the chronicle sequence of the CO emissions as well as the O2 content in the flue gas during all combustion trials (a: WP-0%, b: WP-0.5%, c: WP-1%) for the 8.6-kW pellet stove used for the combustion trials at the TUHH test stand. The time period (1, 2 and 3) of the particle sampling is marked with grey bars. Within the operation time of the pellet stove, the cleaning intervals are clearly identifiable by the CO peaks every 30 min. Therefore, the timeframe for particle sampling had been chosen between the cleaning intervals to avoid any influence of this combustion mode on the results.

CO and O2 progression during combustion of the fuel blends a WP-0%, b WP-0.5% and c WP-1% at the TUHH test stand. VDI 2066: PM sampling period
Figure 4 shows the chronicle sequence of the CO emissions as well as the O2 content in the flue gas during the combustion trials (a: WP-0%, b: WP-0.5%, c: WP-1%) for the 12-kW pellet boiler used at TFZ test stand. Again, the timeframe of particle sampling is marked by the grey bars. The pellet boiler does not apply any discontinuous cleaning operation within the measurement duration. Comparing both chronicle sequences, the measurements at the TFZ test stand show a stronger fluctuation compared to measurements at the TUHH test stand. The average of CO and O2 concentration of the three measurement periods of 15 min each (for both the test stands) is given in Table 4. During the cleaning mode of the pellet stove, the CO emissions increases but this was not included into the calculated average of the CO emissions in Table 4.

CO and O2 progression during combustion of the fuel blends a WP-0%, b WP-0.5% and c WP-1% at the TFZ test stand. VDI 2066: PM sampling period
The utilization of 0.5 and 1 wt% kaolinite halved the emission of CO in the combustion plant used at the TUHH test stand while the O2 content is constant. The measurements at the TFZ test stand also show the same tendency for WP-0.5%, but a CO increase for the higher additivation level of WP-1%.
Discussion
In the timeframes between the cleaning intervals, the average CO emissions of the pellet stove (TUHH) are decreasing with an increasing kaolinite content in the fuel; measured values decrease by roughly two thirds from 358 mg/Nm3 for WP-0% to 150 mg/Nm3 for WP-1% (see Table 4). Thus, it seems that kaolinite has a positive effect on the CO emissions. This effect is already known in literature but not assessed and discussed [14, 20]. Furthermore, while the CO emissions for WP-0% and WP-0.5% are rather constant throughout the overall duration of the combustion trials, the CO emissions for WP-1% are low at the beginning and increase with ongoing test duration. As a consequence of the relatively high ash content of the pellets due to the addition of 1 wt% kaolinite, the amount of ash within the combustion cavity increases considerably. Thus, with increasing test duration, the air supply could be inhibited. This might lead to higher emission of organic compounds not further defined through the applied analyses. Therefore and because of high temperatures, soot might be formed from organic precursors. This effect is known in literature [36].
Obviously, the CO concentrations as well as the O2 contents are much more fluctuating for the pellet boiler (TFZ) than for the pellet stove (TUHH) because of the movement in the fired bed caused by deashing during operation of the pellet boiler. But these variations counterbalance each other; in average, the CO emissions are between 385 mg/Nm3 for WP-0% and 416 mg/Nm3 for WP-1%. In contrast to the results from the pellet stove investigated at the TUHH test stand, the pellet boiler used at the TFZ test stand shows no significant trend regarding the CO emissions and the kaolinite content of the fuel since the CO concentration for WP-0.5% is the lowest, at an average of 298 mg/Nm3. But a detailed evaluation of the CO emissions of WP-1% showed a strong CO increase to the end of the experiments ((1) 261 mg/Nm313%, (2) 276 mg/Nm313%, (3) 710 mg/Nm313%). Thus, the CO average increase compared to the combustion of WP-0% and WP-0.5% also indicated through the high standard deviation of the measurements of WP-1%.
The results show that the additive kaolinite influences the formation of CO emissions of both plants. This reduction might be possible through a physical or chemical, catalytic effect. The physical effect might be that the kaolinite changes the ash structure so that the primary air is more effective and the complete oxidation is better. Instead, the use of kaolinite might have a catalytic activity to improve further reactions of CO. Certainly, these are only theses and further measurements for improving the physical or chemical, catalytic effect have not been executed yet.
3.3 Particulate matter (PM) emissions
The results discussed below include the examination of the total PM emissions of both combustions plants as well as the examination of the particle size distribution (PM10, PM2.5, PM1 and PM<1) and the online measurement of PM1 (TFZ test stand).
3.3.1 Total particulate matter (TPM) emissions
Results
The measurements of the total particulate matter emissions as a function of the additive content are shown in Fig. 5 for both combustion plants. Additionally, the diagram shows the results of each of the three measurements conducted for each pellet blend as well as the average. In both measurement campaigns, a clear reduction of PM emissions is observed for the first additivation step of WP-0.5%. With the pellet boiler at the TFZ, even further improvements are observed when using the highest additivation level (WP-1%), while this is not the case for the stove measured at the TUHH, where TPM emissions jump back to the original level as for non-additivated pellets and increases with longer test duration. The total PM emission level is generally higher for the pellet stove compared to the pellet boiler.

Total amount of particulate matter (PM) emissions measured according to the standard VDI 2066-1 at the TFZ and TUHH test stands
Figure 6 shows the sum of all measured inorganic compounds as well as the calculated non-defined rest of PM emissions per 1 normal cubic meter flue gas which had been collected at the TUHH (A) and TFZ (B) by sampling according to standard VDI 2066-1. The results of WP-0% show an emitted amount of inorganic compounds of 55 mg/Nm3 for the combustion at the TFZ and about 35 mg/Nm3 for the measurements at the TUHH test stand. For the measurements of the WP-0.5% and WP-1%, the inorganic compounds are 21 mg/Nm3 (TFZ) respectively 10 mg/Nm3 (TUHH) and 10 mg/Nm3 (TFZ) respectively 5 mg/Nm3 (TUHH). The calculated rest which is the difference between the inorganic compounds and the total PM of 1 Nm3 flue gas is much higher for the TFZ measurements compared to the results of TUHH test stand for the combustion of WP-0% and WP-0.5%. However, the calculated rest clearly increases for the combustion of WP-1% at the TUHH test stand.

Comparison of the mineral and carbon content of the particulate matter on the filter: a TUHH test stand and b TFZ test stand
Discussion
The additivation of wood pellets with kaolinite leads to a significant reduction of PM emissions. By adding 0.5 wt% kaolinite, the PM emissions of the pellet stove used at the TUHH test stand could be reduced by approx. 46% and by approx. 48% for the pellet boiler used at the TFZ test stand. The additivation with 1 wt% kaolinite results in no significant reduction for the pellet stove used at the TUHH test stand. However, the pellet boiler investigated at the TFZ test stand shows a further reduction of PM emissions to approx. 69% compared to the non-additivated pellets (WP-0%).
The result of increasing PM emissions with a share of 1 wt% kaolinite for the pellet stove measured at the TUHH test stand seems to be due to an increasing occurrence of non-defined compounds resulting from the high ash content blocking the primary air supply through the burner (see Section 3.2). This conclusion is also supported through the analysis of the filters, which are showing a higher non-defined rest in the particle charge of the filter of WP-1% for the pellet stove used at the TUHH test stand (Fig. 6).
The examination of the single measurements (1 to 3) of each pellet blend shows an increasing TPM with increasing test duration when burning WP-1% at the TUHH test stand. All other single measurements are on the same level during the different test periods. This is also an indicator for the influence of the higher ash content on the emission of higher amounts of non-defined particles because with increasing test durations, the burner of the pellet stove becomes loaded with ash. This probably leads to insufficient distribution of combustion air. Additionally, the change of the composition of the PM is visible in Fig. 7 which shows the loaded filters after the measurements at the TUHH test stand for each pellet blend. The particles separated during the combustion experiments at the TUHH test stand are differently coloured. The particles of the WP-1% combustion are dark black coloured which leads to the assumption that a high content of soot or other carbonaceous compounds is emitted. The particles collected during combustion of WP-0.5% are greyish coloured which is typical for inorganic compounds.

Loaded plane filters of the measurements at the TUHH test stand
This effect is also noticeable using the pellet boiler but only for the last sample of WP-1%. The analysis of the CO emissions and PM measurement show an increasing CO content as well as a higher emission of PM for the third single measurement (see Section 3.2 and Fig. 5).
Thus, the higher amount of non-defined compounds in the particulate matter of the filters from WP-1% could be explained by an insufficient air supply due to high amount of ash in the combustion chamber. The results gathered at the TUHH test stand seem to be a problem related to the design of the combustion device which is designed for wood pellets according to the European standard (i.e. ash ≤ 0.7 wt%). For the wood material used here (i.e. wood and bark) and due to additivation, the overall ash content is much higher in this study. The results show that the pellet boiler is performing better with higher ash content because of the active mechanical deashing system, but also the boiler has problems with the higher ash content with longer test duration. But the total particulate matter emissions of the WP-1% pellets are lower compared to that of the pellet stove.
Nevertheless, the use of 0.5 wt% kaolinite during combustion of wood pellets reduced TPM emissions of both the test stands of about 46%.
Comparing the results of the PM and CO emissions, it is not obvious how the reduction of the CO emissions and the increase of the undefined compounds of the particulate matter can simultaneously be formed during combustion. Further experiments should be done including the analysis of the “non-defined rest” of the particle emissions.
3.3.2 Particle size distribution at the TFZ test stand
Results
Figure 8 shows the results of the PM1 measurement with the ELPI+ system compared to the PM emissions measured according to the standard VDI 2066-1. This measurement was conducted continuously during the overall combustion period of the three pellet blends WP-0% (Fig. 8a), WP-0.5% (Fig. 8b) and WP-1% (Fig. 8c). In general, the measurements show relatively constant PM1 emissions during combustion of the fuel WP-0% and WP-0.5%. In contrast, the PM1 emissions of WP-1% are increasing with longer test durations. Additionally, the comparison of the three measurements shows a reduction of the PM1 emission with increasing kaolinite content in the fuel. The lowest PM1 emissions are recorded during the combustion of the fuel WP-1%.

PM1 emission during the combustion of the three fuels a WP-0%, b WP-0.5% and c WP-1% for the pellet boiler (TFZ test stand); VDI: total PM
Parallel to the online measurement of the PM1 emissions, the particle size distribution was determined by using a Kálmán impactor for the combustion trials at the TFZ. Figure 9 shows the measured mass-based particle size distribution for the fractions ≤ 1, 1–2.5 and 2.5–10 μm for WP-0%, WP-0.5% and WP-1%. Thus, the biggest particulate matter fraction of each fuel blend is the < 1-μm fraction (93% WP-0%, 97.6% WP-0.5 and 87.9% WP-1%). The diagram also shows a reduction of the content of the particle fraction < 1 μm due to the blending with 0.5 and 1 wt% kaolinite.

Particulate matter emissions (PM1, PM2.5 and PM10) released during combustion of fuel blends WP-0%, WP-0.5% and WP-1% measured at the TFZ test stand
Discussion
As it is well known for wood combustion, the results in Figs. 8 and 9 confirm that the PM emissions are mainly dominated by the particle fraction ≤ 1 μm [8, 20, 37, 38]. But the online measurement of PM1 in Fig. 8 and the determination of the particle size distribution with the Kálmán impactor show that the use of kaolinite reduces the amount of particles < 1 μm. This seems to be a very promising result due the fact that particles with a size ≤ 1 μm are believed to have a significant impact on human health. But Fig. 10 shows the number distribution of the PM1 fraction of the different pellet blends. The number distribution shows that the number of smallest particles increases with the use of kaolinite. Toxicological studies have shown before that such fine particles seem to have a raising mass-related toxicity due to a greater mass-related surface area where more toxic compounds can adhere and because they are respirable [39].

Number distribution for the PM1 fraction analysed with an ELPI measurement system at the TFZ test stand
3.4 Chemical composition of solid combustion products
To understand the chemical processes responsible for the results outlined above, all combustion products (i.e. the ashes and particle matter from the plane filters) were analysed for their chemical composition.
3.4.1 Particulate matter (PM) emissions
Results
Table 5 shows the elemental composition of the particulate matter found on the filters of each combustion trials as well as the standard deviation of three measurements. Thus, the filter samples mainly consist of the alkali metals K and Na. But also Zn and Ca can be detected in higher concentrations on each filter. The results show constancy in the emission of Zn as well as Ca, Mg, Mn and Fe against increasing kaolinite content in the fuel. Al cannot be detected in any sample.
Figure 11 presents the content of K which is emitted in 1 normal m3 flue gas for the different fuel blends and combustion plants. Thus, with increasing kaolinite content, the amount of K on the plane filters decreases for both test stands. The results also show that the emissions of potassium are on the same level in both combustion plants. Moreover, the filters of the impactor were analysed for their potassium load as well. Figure 12 shows the concentration of potassium in the fractions of particles > 10, 10–2.5, 2.5–1 and < 1 μm. With increasing kaolinite content, the potassium amount of each PM fraction is decreasing as well.

Retained potassium of the analysed filter samples of the TFZ and TUHH in 1 normal m3 flue gas

Retained potassium of the analysed Kálmán impactor filter samples of the TFZ
Discussion
The reduction of the amount of K within the particulate matter on the plane filter is due to the incorporation of the K into the bottom ash. According to Eqs. (1) to (6) [16, 21], high-melting K-Al silicates are formed instead of volatile KOH, KCl or K2SO4. With the addition of kaolinite, the potassium species KOH, KCl and K2SO4 which are the main fractions of inorganic PM emissions react with kaolinite (Al2Si2O5(OH)4) to kalsilite (KAlSiO4) or leucite (KAlSi2O6) and is bound in high-melting compounds in the ash. Kalsilite and leucite are characterized by melting temperatures higher than 1400 °C [40]. A reduction of the K amount is analysed in each particle fraction of the particle size distribution, so that the influence of kaolinite on particle < 1 μm detected with the ELPI and the Kálmán impactor is confirmed.
3.4.2 Ash
Results
Aside from the particulate matter that was removed from the flue gas, also the ashes remaining in the furnace are collected and analysed related to their chemical composition. The results of this analysis are presented in Table 6 including the standard deviation of a threefold determination. This table shows the content of the elements Zn, Fe, Al, Mg, Mn, Ca, Na, K, Cl− and SO42− for the bottom ash (TUHH test stand) as well as the elemental content of the different fractions taken at the TFZ test stand of all different pellet blends WP-0%, WP-0.5% and WP-1%. The analysis indicates that the Zn, Na, K, Fe, Cl− and SO42− content are higher in fly ash fraction than in the other fractions and in fractions with higher additive content; the contents of these elements are decreasing.
Figures 13 (TUHH test stand) and 14a, b (TFZ test stand) show two of the important elements (Al and K) in detail. By adding higher amounts of kaolinite to the solid biofuel, the ash was getting diluted by an increasing Al content so that K content seems to decrease with increasing kaolinite content. This applies for the ash of the pellet stove (TUHH test stand) as well as the bed ash and grate ash fraction of the boiler (TFZ test stand). The accumulation of Al in the fly ash is lower so that the K content is not changing significantly by adding higher amounts of kaolinite.

Potassium and aluminium content of bottom ashes from the three pellet blends WP-0%, WP-0.5% and WP-1% from the TUHH test stand

a Potassium and b aluminium content of the bed ash, grate ash and fly ash from the three pellet blends WP-0%, WP-0.5% and WP-1% from the TFZ test stand
Table 7 shows the results of the analyses of the crystalline phases of the ashes of all combustion trials to prove the formation of temperature-stable potassium compounds due to the use of kaolinite. The detection of these temperature-stable compounds proves the effect of incorporation of the potassium into the ashes. The ashes without additive comprise only crystalline phases of MgO and CaCO3. The fly ash from WP-0% (TFZ) also contains KCl and K2SO4, which are typical compounds of fine particle emissions. Certainly, KAlSiO4 could be found in the ashes of WP-0.5% and WP-1%.
Discussion
The two elements Al and K are described and discussed in detail because of their influence on the particulate matter emissions. By adding kaolinite to the solid biofuel, the Al content of the ashes increases because the main compound of kaolinite is Al. In contrast, the accumulation of K in the ashes is not clearly detectable by elemental analysis and also previous studies have shown a decrease [14, 15, 17, 41]. With the use of the Al-based additive kaolinite, the Al content is more increasing than the K content. This leads to a dilution effect which overlays the possible enrichment of potassium in the ash. In order to find a sound proof for the K embedding into the additivated fuel ash, the analyses of the crystalline phases of the ashes by using XRD analysis had been added to the measurement campaign. Through these analyses, the assumption of the incorporation of K into the ashes could be confirmed by the detection of temperature-stable K-Al silicates like KAlSiO4 (melting point > 1400 °C) which were only found in the additivated ashes KCl, K2SO4 and KOH that are converted to KAlSiO4 according to reactions (1), (2) and (3). The addition of kaolinite also forms gelignite (Ca2Al2SiO7) which had also been found in some ashes by other researchers [42].
4 Conclusions
In this study, three different wood pellet blends from beech wood were produced and combusted in two different commercially available small-scale combustion plants. The particle emissions as well as the ash were analysed regarding their composition. The measured results can be summarized as follows:
-
By additivation of wood pellets (including bark) with 0.5 wt% of kaolinite, a reduction of particulate matter of about 46% could be achieved at both test stands. An even higher reduction of 69% could be determined by using 1 wt% of kaolinite, but only for the measurements using a pellet boiler at the TFZ test stand. For the measurements at the TUHH test stand (pellet stove), only a reduction of 5% could be achieved. The reason for that is most likely that due to the blending with 1% kaolinite, the ash content of the pellet fuel roughly doubled, thus exceeding the ash removal capacity of the pellet stove. The consequence is an insufficient primary air supply resulting in a higher emission of non-defined compounds. But nevertheless, the trials carried out here showed a higher reduction potential with less additive compared to results published in literature. Bäfver [17] stated a reduction of about 30% by adding 2 wt% d.b. kaolin to oat grain respectively 50% by adding 4 wt% d.b. In contrast, Boman [19] reduced the emissions for about 33% by adding 1–2 wt% d.b. kaolin to woody biomass.
-
The reduction of particulate matter is due to the incorporation of K into the ash. According to the literature, this could be verified by a detailed chemical analysis of the ashes and charges on the filter [18, 19]. With an increasing share of kaolinite blended to the solid biofuel, the amount of K content in the charges on the filters was reduced and high-melting K-Al silicates leucite or kalsilite with melting points > 1400 °C [40] were formed through the additivation with kaolinite. An accumulation of K in the ash is not apparent because of a dilution effect through adding inert material to the ash.
-
The results regarding particle size distribution from the Kálmán impactor as well as from the online measurement system ELPI+ show a strong reduction of the amount of particulate matter ≤ 1 μm. Instead, the analyses of the particle number distribution show an increase of the number of very small particles which is very meaningful because these particles are respirable and highly toxic for humans and nature and should not increase through the use of modified fuel. Therefore, the influence of kaolinite on the particle number distribution should be analysed in more detail.
-
Due to the additivation, the ash content is necessarily increasing. This can have a negative effect on the combustion process depending on the type of combustion plant (i.e. the design and capacity of the ash removal device). A higher amount of ash within the pellet burner can increasingly disturb primary air supply over combustion time. Thus, the combustion process can become insufficient with longer test duration, resulting in higher emission of non-defined compounds which are probably of organic sources. The measurement according to the standard VDI 2066-1 can only detect the amount of total particulate matter, so that the analyses of the combustion products are necessary to verify the results and the effect of the additive.
References
Sievers A-K (2016) Holzpellets: hoher Klimaschutzfacktor - 400.000 Pelletfeuerungen in Deutschland installiert. Deutscher Energieholz- und Pellet-Verband e.V., Berlin
Thrän D et al (2017) Global wood pellet industry and market—current developments and outlook, In: 25th European Biomass Conference & Exhibition 2017
Míguez JL, Morán JC, Granada E, Porteiro J (2012) Review of technology in small-scale biomass combustion systems in the European market. Renew Sust Energ Rev 16:3867–3875. https://doi.org/10.1016/j.rser.2012.03.044
Nussbaumer T (2001) Aerosols from biomass combustion—field investigation of nanoparticle emissions from various biomass combustion systems
Schmidl C, Luisser M, Padouvas E, Lasselsberger L, Rzaca M, Ramirez-Santa Cruz C, Handler M, Peng G, Bauer H, Puxbaum H (2011) Particulate and gaseous emissions from manually and automatically fired small scale combustion systems. Atmos Environ 45:7443–7454. https://doi.org/10.1016/j.atmosenv.2011.05.006
Sommersacher P, Brunner T, Obernberger I (2012) Fuel indexes: a novel method for the evaluation of relevant combustion properties of new biomass fuels. Energy Fuels 26:380–390. https://doi.org/10.1021/ef201282y
Lamberg H, Tissari J, Jokiniemi J, Sippula O (2013) Fine particle and gaseous emissions from a small-scale boiler fueled by pellets of various raw materials. Energy Fuels 27:7044–7053. https://doi.org/10.1021/ef401267t
Boman C, Nordin A, Boström D, Öhman M (2004) Characterization of inorganic particulate matter from residential combustion of pelletized biomass fuels. Energy Fuels 18:338–348. https://doi.org/10.1021/ef034028i
Johansson LS (2002) Characterization of particle emissions from small-scale biomass combustion, dissertation Chalmers University of Technology
Jöller M, Brunner T, Obernberger I (2007) Modeling of aerosol formation during biomass combustion for various furnace and boiler types. Fuel Process Technol 88:1136–1147. https://doi.org/10.1016/j.fuproc.2007.06.013
Knudsen JN, Jensen PA, Dam-Johansen K (2004) Transformation and release to the gas phase of Cl, K, and S during combustion of annual biomass. Energy Fuels 18:1385–1399. https://doi.org/10.1021/ef049944q
Wang L et al (2012) A critical review on additives to reduce ash related operation problems in biomass combustion applications. Energy Procedia 20:20–29. https://doi.org/10.1016/j.egypro.201203.004
Boström D et al (2009) Influence of kaolin and calcite additives on ash transformations in small-scale combustion of oat. Energy Fuels 23:5184–5190. https://doi.org/10.1021/ef900429f
Xiong S, Burvall J, Örberg H, Kalen G, Thyrel M, Öhman M, Boström D (2008) Slagging characteristics during combustion of corn stovers with and without kaolin and calcite. Energy Fuels 22:3465–3470. https://doi.org/10.1021/ef700718j
Davidsson KO, Steenari B-M, Eskilsson D (2007) Kaolin addition during biomass combustion in a 35 MW circulating fluidized-bed boiler. Energy Fuels 21:1959–1966. https://doi.org/10.1021/ef070055n
Steenari B-M, Lindqvist O (1998) High-temperature reactions of straw ash and the anti-sintering additives kaolin and dolomite. Biomass Bioenergy 14:67–76. https://doi.org/10.1016/S0961-9534(97)00035-4
Bäfver LS, Rönnbäck M, Leckner B, Claesson F, Tullin C (2009) Particle emission from combustion of oat grain and its potential reduction by addition of limestone or kaolin. Fuel Process Technol 90:353–359. https://doi.org/10.1016/j.fuproc.2008.10.006
Tran QK, Steenari BM, Iisa K, Lindqvist O (2004) Capture of potassium and cadmium by kaolin in oxidizing and reducing atmospheres. Energy Fuels 18:1870–1876. https://doi.org/10.1021/ef049881b
Boman C, Boström D, Öhman M (2008) Effect of fuel additive sorbents (kaolin and calcite) on aerosol particle emission and characteristics during combustion of pelletized woody biomass. pp 1514–1517
Tissari J, Sippula O, Kouki J, Vuorio K, Jokiniemi J (2008) Fine particle and gas emissions from the combustion of agricultural fuels fired in a 20 kW burner. Energy Fuels 22:2033–2042. https://doi.org/10.1021/ef700766y
Paneru M, Babat S, Maier J, Scheffknecht G (2016) Role of potassium in deposit formation during wood pellets combustion. Fuel Process Technol 141:266–275. https://doi.org/10.1016/j.fuproc.2015.10.008
Verein Deutscher Ingenieure (2006) VDI 2066-1: Gravimetric determination of dust load. Beuth Verlag, Berlin
Deutsches Institut für Normung e.V. DIN EN ISO 16 968 (2015) Solid biofuels – Determination of minor elements. Beuth Verlag, Berlin
Deutsches Institut für Normung e.V. DIN EN ISO 16 967 (2015) Solid biofuels – Determination of major elements – Al, Ca, Fe, Mg, P, K, Si, Na und Ti. Beuth Verlag, Berlin
Deutsches Institut für Normung e.V. DIN EN ISO 16 948 (2015) Solid biofuels - Determination of total content of carbon, hydrogen and nitrogen. Beuth Verlag, Berlin
Deutsches Institut für Normung e.V. DIN EN ISO 18 134-2 (2015) Solid biofuels - Determination of moisture content - part 2: total moisture - simplified method. Beuth Verlag, Berlin
Deutsches Institut für Normung e.V. DIN EN ISO 16 994 (2016) Solid biofuels - Determination of total content of sulfur ond chlorine. Beuth Verlag, Berlin
Deutsches Institut für Normung e.V. DIN EN ISO 18 122 (2016) Solid biofuels - Determination of ash content. Beuth Verlag, Berlin
European Pellet Council (2015) ENplus - Qualitätszertifizierung für Holzpellets. In: ENplus- Handbuch für Deutschland, Österreuch und die Schweiz
Hartmann H et al (2010) Staubemissionen aus Holzfeuerungsanlagen - Einflussfaktoren und Bestimmungsmethoden. Berichte aus dem TFZ, Straubing
Deutsches Institut für Normung e.V. DIN EN ISO 17 831-1 (2016) Solid biofuels - Determination of mechanical durability of pellets and briquettes - part 1: Pellets. Beuth Verlag, Berlin
Deutsches Institut für Normung e.V. DIN EN ISO 17 828 (2016) Solid biofuels - Determination of bulk density. Beuth Verlag, Berlin
Deutsches Institut für Normung e.V. DIN EN 303-5 (2012) Heating boilers—part 5: heating boilers for solid fuels, manually and automatically stoked, nominal heat output of up to 500 kW—terminology, requirements, testing and markin, Berlin
Deutsches Institut für Normung e.V. DIN EN ISO 10 304-1 (2009) Water quality - Determination of dissolved anions by liquid chromatography of ions. Beuth Verlag, Berlin
Schmitt V (2014) Brennstofftechnische Eigenschaften fester Biomassepellets - Charakterisierung, Beeinflussung, Vorhersage, Dissertation. Technische Universität Hamburg-Harburg
Nussbaumer T, Lauber A (2010) Formation mechanisms and physical properties of particles from wood combustion for design and operation of electrostatic precipitators, In: 18th European Biomass Conference and Exhibition
Sippula O, Hokkinen J, Puustinen H, Yli-Pirilä P, Jokiniemi J (2009) Comparison of particle emissions from small heavy fuel oil and wood-fired boilers. Atmos Environ 43:4855–4864. https://doi.org/10.1016/j.atmosenv.2009.07.022
Yang W, Zhu Y, Cheng W, Sang H, Yang H, Chen H (2017) Characteristics of particulate matter emitted from agricultural biomass combustion. Energy Fuels 31:7493–7501. https://doi.org/10.1021/acs.energyfuels.7b00229
Harrison RM, Yin J (2000) Particulate matter in the atmosphere: which particle properties are important for the effects on health? Sci Total Environ:85–101
Steenari B-M, Lundberg A, Pettersson H, Wilewska-Bien M, Andersson D (2009) Investigation of ash sintering during combustion of agricultural residues and the effect of additives. Energy Fuels 23:5655–5662. https://doi.org/10.1021/ef900471u
Steenari B-M, Karlfeldt Fedje K (2010) Addition of kaolin as potassium sorbent in the combustion of wood fuel—effects on fly ash properties. Fuel 89:2026–2032. https://doi.org/10.1016/j.fuel.2010.02.006
Shoaib MM et al (2000) Effect of calcination temperature on the clay-limestone mixes. Silic Ind 95–100
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Huelsmann, T., Mack, R., Kaltschmitt, M. et al. Influence of kaolinite on the PM emissions from small-scale combustion. Biomass Conv. Bioref. 9, 55–70 (2019). https://doi.org/10.1007/s13399-018-0316-8
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-018-0316-8