
Abstract
The current paper describes the technological foundations of the porous ammonium nitrate (PAN) convective drying stage in a multistage shelf unit operating as part of a small-sized granulation module. The work consists of two blocks: the theoretical foundations of a multistage shelf dryer operation and the study of the nanoporous PAN structure in the apparatus optimal mode of operation. The main indicator that affects the design of a gravitational shelf dryer is the required residence time of particles (granules) in the zone of contact with the drying agent. On the one hand, this time is determined by the kinetics of the drying process, and, on the other hand, by the hydrodynamic dryer operation mode, the design of the shelves (length, angle of inclination, degree of perforation) and the number of dryer stages. We present a model for calculating the “hydrodynamic” and “kinetic” residence time of PAN granules in the dryer enclosure. Paper demonstrates the features of PAN granules nanoporous structure under conditions when the “hydrodynamic” residence time of PAN granules is less than the “kinetic”, equal to “kinetic” and more than “kinetic”. The results of the research will be used in the development of engineering calculation methods for multistage shelf dryers and regulations for PAN production in devices with active hydrodynamic modes.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Obtaining porous ammonium nitrate (PAN), an ANFO component, requires considering a large number of factors related to the process technological parameters and the design of the main production equipment. Two interrelated tasks are simultaneously solved during PAN production: (1) providing a developed nanoporous structure with the required number of pores and their properties (size, shape, depth); (2) ensuring the standard value of strength and specific indicators (retention capacity and absorbency in relation to fuel oil). One of the simplest solutions to both problems is the use of pore-forming and modifying additives during melt granulation (Gezerman 2020) in granulation towers (Ali 2015). This method is used for large-scale production of PAN. It is characterized by a high value of capital costs, an increase in the product price due to the use of the abovementioned additives, as well as the need to install powerful dust-collecting equipment. For medium-tonnage and small-tonnage production, this method is not applied. In addition, this method poses readjustment difficulties in a case when it is needed to change the composition of the melt and the productivity of the installation. Additionally, the installation is non-mobile, which does not allow it to be moved directly to the blasting site.
It is possible to solve the problem of ensuring an environmentally friendly, energy-efficient, and mobile small-tonnage PAN production using equipment with active hydrodynamic modes, e.g., devices with different configurations of the fluidized bed (Stahl 2004; Muralidhar et al. 2016; Salman et al. 2006; Yang 2003). Devices with a fluidized bed of granular material provide effective interaction of multiphase flows and have a number of other advantages (Caiyuan et al. 2004; Litster and Ennis 2004; Srinivasan 2015). However, considering the specifics of PAN production, it is necessary to ensure not only the completion of the process of forming a granule as a final product but also to maintain control of the required granules residence time in the workspace. Devices with directional movement of the fluidized bed fully solve this problem. Vortex (Artyukhov and Ivaniia 2017; Artyukhov et al. 2020a; Prokopov et al. 2014) and multistage shelf (Obodiak et al. 2020; Artyukhova et al. 2014; Artyukhova 2018) dryers and granulators belong to such devices.
The use of such devices as the main technological equipment of PAN production units makes it possible to solve the abovementioned interrelated tasks. This requires a sequential solution of two milestones:
-
1.
Modeling the process of PAN obtaining from the “kinetic” and “hydrodynamic” points of view, substantiation of the optimal conditions for PAN formation.
-
2.
Study of the PAN granules structure, obtained at different ratios of the “hydrodynamic” τhydr and “kinetic” τdr residence time.
Current paper carries out a study of the final drying process, the need for which is justified in the works (Artyukhova et al. 2014; Artyukhova 2018).
Experimental setup, description of object and methods of research
The technological scheme of the PAN production unit is shown in Fig. 1. In this work, stage III “Final Drying” is subject to research.

Unit for PAN granules production using a vortex granulator and a gravitational shelf dryer (top) (Artyukhova 2018) with process schematic diagram (bottom) (Artyukhova and Krmela 2019). Elements of the unit: VG vortex granulator, H heater, GSD gravitational shelf dryer, FBC fluidized bed cooler, A absorber, F filter, M mixer, B batcher, HP hopper, G gas blower, P pump, T tank, C compressor; main flows: 1–1—seeding agent; 2–2—manufacturing air; 3–3—polluted air; 4–4—purified air; 5–5—polluted water; 6–6—water; 7–7—substandard granules; 8–8—air for the spraying of the liquid materials (solution, melt); 9–9—the product; 10–10—air for cooling of granules; 11–11—granules for packaging; 12–12—steam; 13–13—dusty gas; 14–14—liquid materials (solution, melt); 15–15—water condensate; 16–16—drying agent
Mathematical modeling of hydrodynamic flow indicators in this paper and other authors’ work referenced in this paper, was carried out based on the classical provisions of fluid and gas mechanics and technical hydromechanics (Crowe 2006; Gidaspow 1994; Sinaiski 2010). The theoretical description of the kinetics of moisture removal from the granule was based on the fundamental provisions of convective drying dynamics (Mujumdar 2014; Sazhin and Sazhin 2007; Kudra and Mujumdar 2002; Pabis et al. 1998). The equations of the mathematical model were solved using the computer systems Maple (Harris 2014) and wxMaxima (Hannan 2015). This software is based on proven in practice, reliable in calculation and effective in the application symbolic and numerical algorithms for solving a wide range of mathematical problems.
We use a joint solution of the basic flow motion hydrodynamics equations and change the kinetics of temperature-humidity characteristics of interacting flows as a working hypothesis. The search for a rational design of the workspace and the optimal flow of coolant and its temperature and humidity characteristics in each unit of the granulation module is carried out by the optimization criterion of minimum “hydrodynamic” residence time of the dispersed phase in the workspace.
The technique for studying PAN samples structure is based on the following algorithm.
-
1.
Obtaining PAN granules under various conditions.
In the general case, PAN obtaining process is described as follows. Granules of ordinary ammonium nitrate are supplied into the workspace of the vortex granulator, where they form a vortex-fluidized bed. The range of existence of a vortex fluidized bed is limited by the calculated values of the gas flow (coolant) critical velocities. The classical calculation of critical velocities is presented, e.g., in (Marchisio and Fox 2013; Sinaiski 2010). The process of humidification (modification) of the granules is carried out differently. Water, solutions of various substances (ammonium nitrate, carbamide, etc.) individually or in a mixture are used as a humidifier. After humidification, the granules are dehydrated in an active hydrodynamic mode. In this case, removing moisture from the granule is accompanied by creating “modified” pores of various shapes and sizes and in multiple quantities.
-
2.
Final drying of PAN granules (the concept of the gravitational shelf dryer is presented in Fig. 4).
PAN granules are loaded into the top of the dryer and move along the perforated shelves, contacting the drying agent in a cross mode. Due to the variation of the perforated shelf design, an individual hydrodynamic situation is created at each stage of the dryer. In fact, each of the shelves (a cascade of several shelves when necessary to increase the drying time in a certain period) ensures the drying process in a given period. The first (upper) shelf provides the separation of small granules and heating of the material. The next shelf (cascade of shelves) ensures drying at a constant moisture removal rate. The drying process is completed in a period of decreasing drying rate on the lower shelf or a cascade of shelves at the bottom of the apparatus.
-
3.
Preparation of PAN granules for scanning: placement of samples on an object stage (glass), imparting conductivity to the sample (deposition of a silver film during rarefaction).
-
4.
Microscopy.
The analysis of microscopy results was carried out using the authored image processing program Converter Image. The Converter Image tool, with its interface in Figs. 2 and 3, allows to analyze the scanning electron microscopy results (pore size, shape, relative porous surface area, etc.). This tool allows to modify images for determining the surface morphology and detailed study of the pore structure.

The interface of Converter Image program for studying the nanoporous granules surface morphology with the initial results of microscopy (the interface language is Ukrainian)

Converter Image: a image inversion to determine nanopores contours; b image contrast adjustment to determine the pores configuration
Theoretical basics
The main indicator that affects the design of a gravitational shelf dryer is the required residence time of particles (granules) in the zone of contact with the drying agent (Artyukhov and Artyukhova 2018). On the one hand, this time is determined by the kinetics of the drying process, and, on the other hand, by the hydrodynamic dryer operation mode, the design of the shelves (length, angle of inclination, degree of perforation) and the number of dryer stages. The drying kinetics is determined by the physicochemical properties of PAN and the drying agent (air) and can be schematically represented as in Fig. 4. At the same time, we propose to combine each drying period with a specific stage of a gravitational shelf dryer. This approach allows to create an individual hydrodynamic regime at each stage of the dryer due to the individualization of the perforated shelf design. Thus, the process of selecting the optimal residence time of PAN granules is based on such a condition

The process of PAN drying in a gravitational shelf dryer: 0—warming up the material; I is the period of constant drying rate; II—period of decreasing drying rate; 1—drying rate curve (dW/dτ); 2—drying curve (W); 3—heating curve (T)
where τdr—is the required (“kinetic”) drying time; τhydr—PAN residence time in the dryer dependent on its hydrodynamic operation mode and each drying stage design (“hydrodynamic”); K—margin coefficient of “hydrodynamic” time, which depends on the dryer features and is determined separately for each drying period.
“Kinetic” drying time:
where τ0, τI, τII—are the drying times in corresponding periods (Fig. 1).
“Hydrodynamic” drying time:
where τi is the PAN residence time on the ith stage of gravitational shelf dryer.
Considering the margin coefficient of “hydrodynamic” time at each stage Ki, Eq. (3) will take the form:
For each shelf, the value of the coefficient Ki is determined experimentally depending on the degree of flow constraint and the design of the perforated shelf.
The movement of particles in the workspace of a gravitational shelf dryer occurs in the constrained movement mode, so the algorithm for hydrodynamic characteristics calculation for a single particle is unacceptable here.
The hydrodynamic calculation is based on the authors’ model, which is presented in (Artyukhova et al. 2020b).
Criteria to choose the two-phase system flow model are the following.
Ratio β of the disperse phase substance mass (d) to the mass of the carrier phase substance (c):
where Fd and Fc—volume fractions, γ—the ratio of the disperse phase density to the carrier phase density, γ = ρd/ρc.
If β has high values, the dispersed particles have a great impact on the carrier phase flow, so it is necessary to use only the multi-phase Eulerian model for the proper flow modeling.
2. Stokes number St:
where td—time, which describes the particles motion, td = (ρd dd2)/(18 μc), dd—diameter of the particle, μc—viscosity of the carrier phase substance, tc = Lc/Uc—time, which describes the carrier phase, Lc—characteristic length, Uc—characteristic velocity.
The authors (Gidaspow 1994; Crowe 2006; Sinaiski 2010; Marchisio and Fox 2013) suggest considering the constrained mode of motion when we calculate the particle residence time in the workspace of the device
where \(\tau_{{{\text{cm}}}}\)—velocity of the constrained motion of particles in the disperse phase; \(\tau\)—a velocity of a single particle motion; \(f_{e\tau } \left( \psi \right)\)—an empirical influence function of the constraint conditions on the residence time of a particle in the workspace.
The function \(f_{e\tau } \left( \psi \right)\) is:
where m—an empirical measure of the stage (a constraint coefficient for the time calculations).
Some results of the calculation of the PAN granule residence time are presented in Fig. 5.

Calculation of PAN granules residence time in the working space of the vortex granulator: shelf length 0.4 m, shelf inclination angle to the horizon 30°
The determination of the “kinetic” residence time of PAN granules in a shelf dryer is based on a mathematical model for drying capillary-porous bodies, which includes the calculation of the temperature change of the granule over time, the temperature distribution in the granule at a fixed point in time and the mass of the granule in the drying agent flow. The solutions of the equations of the mathematical model can be found in detail in (Artyukhova et al. 2022). The results of the drying process kinetic characteristics calculation are shown in Figs. 6, 7, 8.

Kinetics of heating of a 3 mm granule in the temperature range 20–100 °C

Temperature distribution in a 3 mm granule during heating in the temperature range of 20–100 °C at different time periods: a 20 s; b 120 s

Change in the mass of a 2 mm granule when heated in a drying agent flow at a temperature of 100 °C in the moisture content range from 0.02 to 0.001 kg/kg
Based on the calculation results, it is possible to determine the required “kinetic” residence time of PAN granules in the dryer workspace for subsequent comparison with the “hydrodynamic” residence time. Comparative analysis results allow us to propose changes in the perforated shelf design at each stage, adjust the number of stages so that each drying period takes place under optimal hydrodynamic and thermodynamic conditions.
The calculation results presented above move on to form a recurrent calculation, the essence of which is described in (Artyukhova et al. 2022) and which considers the change in the temperature and humidity characteristics of PAN granules and the drying agent at each stage. Together with the equations solution of the hydrodynamic dryer operation model, the necessary correspondence is obtained between the drying time of the PAN granules and the time of their residence in the apparatus workspace. Further, we present the results of the PAN granules nanoporous structure study when reaching a correspondence between the “kinetic” and “hydrodynamic” residence time of PAN granules in the dryer, as well as when going beyond the optimal range of residence time (both in the direction of decrease and increase).
Study of the nanoporous structure morphology of the PAN granules
The theoretical foundations of the drying process outlined above make it possible only to calculate the moisture removal process in the optimal hydrodynamic mode keeping to the drying time range. At the same time, the formation process of a developed network of nanopores cannot be determined by a theoretical model, since the former simultaneously depends on many factors, the influence of the totality of which is stochastic (can be described by probability models). In this case, the task of studying the PAN granules nanoporous structure is to check the possibility of obtaining PAN with specific properties at calculated parameters of the mathematical model and a certain amount of moisture removed. Formally, the process of moisture removal is implemented and mathematically described, however, the formation of the nanoporous structure of PAN granules is the determining factor in these studies.
In the framework of the current paper, three samples of PAN granules were obtained under the following conditions:
-
1.
The “hydrodynamic” residence time of PAN granules in the dryer is less than the “kinetic” drying time (sample 1).
-
2.
The “hydrodynamic” residence time of PAN granules in the dryer is 10% longer than the “kinetic” drying time (sample 2).
-
3.
The “hydrodynamic” residence time of PAN granules in the dryer is more than 20% longer than the “kinetic” drying time (sample 3).
PAN granules were obtained by operating the dryer in the mode of constrained movement of PAN granules in the range β = 0.3–0.4; the choice of the appropriate excess ranges of the “hydrodynamic” residence time over the “kinetic” time for samples 2 and 3 was carried out experimentally.
The results of the nanoporous structure of the granules study are presented in Figs. 9, 10 and 11.

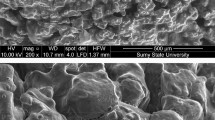
Nanoporous structure of PAN granules of sample 1

Nanoporous structure of PAN granules of sample 2

Nanoporous structure of PAN granules of sample 3
Sample 1 is characterized by a developed network of nanopores on the surface; however, some of them are closed due to the presence of excess moisture in the granule. Nanopores are predominantly surface-deep in nature, which, combined with the presence of excess moisture, can lead to low values of its absorbency and retention capacity.
Sample 2 is characterized by a developed network of deep sinuous nanopores uniformly distributed over the surface and volume of the granule. This fact is the basis for ensuring the normative value of the absorbency and retention capacity of the granules.
Sample 3 has a significant amount of mechanical damage caused by thermal stresses from the effect of the drying agent flow on the granule. Despite the developed nanoporous structure of a part of the surface, mechanical damage can potentially lead to an increase in the absorbency of the granule and a decrease in its retention capacity.
To confirm the correctness of the conclusions based on the results of PAN samples visual examination, several studies of the specific properties of PAN granules were carried out. The numerical values of results are presented in Table 1.
As can be seen from the data in Table 1, sample 1 loses its strength due to excess moisture; the reason for the low values of absorbency and retention capacity is also moisture in the pores of the granule. Sample 3 has a reduced strength value due to mechanical damage (cracks, chips, cavities) caused by overheating of the granules and thermal stresses from the action of the drying agent flow. Despite the high absorbency, the retention capacity of sample 3 does not meet the standard value due to the fact that the fuel oil penetrates into the macropores (damaged areas in the granule) and cannot be retained there. Sample 2 meets all regulatory requirements for specific properties.
Conclusions
In the framework of the current paper, we described the process of obtaining PAN granules considering the need to remove the required amount of moisture and form the nanoporous structure of the granules. The drying process is described mathematically by obtaining the calculated values of the “hydrodynamic” and “kinetic” residence time of the granules in the apparatus. The process of nanoporous structure formation was studied visually based on the analysis of PAN samples obtained under the optimal mode of moisture removal, considering the constrained movement of granules in the dryer. We confirmed the correctness of the selection of optimal hydro- and thermodynamic parameters of the drying process and the formation of the nanoporous structure of the PAN by demonstrated values of the granules strength, absorbency and retention capacity. The theoretical–experimental approach proposed in this paper can be used as the basis for engineering calculation algorithm of the PAN production unit main equipment, and (considering the analogy of processes) for forming the structure of capillary-porous granules with special properties.
Data availability
Not applicable.
Code availability
Not applicable.
References
Ali K (2015) Design of a spray tower for the granulation of melt. Al-Nahrain J Eng Sci 18(1):111–117
Artyukhov A, Artyukhova N (2018) Utilization of dust and ammonia from exhaust gases: new solutions for dryers with different types of fluidized bed. J Environ Health Sci Eng 16(2):193–204
Artyukhov AE, Ivaniia AV (2017) Obtaining porous ammonium nitrate in multistage and multifunctional vortex granulators. Nauk Visnyk Natsionalnoho Hirnychoho Universytetu 6:68–75
Artyukhov A, Artyukhova N, Krmela J, Krmelova V (2020a) Complex designing of granulation units with application of computer and software modeling: case “Vortex granulator.” IOP Conf Series 776(1):012016
Artyukhov A, Krmela J, Artyukhova N, Ostroha R (2020b) Modeling of the aerodisperse systems hydrodynamics in devices with directional motion of the fluidized bed. Encyclopedia of information science and technology fifth edition. IGI Global, pp 1289–1307
Artyukhova NO (2018) Multistage finish drying of the N4HNO3 porous granules as a factor for nanoporous structure quality improvement. J Nano- Electron Phys 10(3):03030-1–03030-4
Artyukhova N, Krmela J (2019) Nanoporous structure of the ammonium nitrate granules at the final drying: the effect of the dryer operation mode. J Nano- Electron Phys 11(4):04006-1–04006-4
Artyukhova NA, Shandyba AB, Artyukhov AY (2014) Energy efficiency assessment of multi-stage convective drying of concentrates and mineral raw materials. Nauk Visnyk Natsionalnoho Hirnychoho Universytetu 1:92–98
Artyukhova NO, Krmela J, Krmelova V (2022) Experimental–industrial implementation of the technology for producing nanoporous layers on ammonium nitrate: the final drying stage in multistage devices. Appl Nanosci 12:1235–1244
Caiyuan Y, Tao Q, Xizhong W (2004) Heat and mass transfer in process of fluidized bed spray granulation. Chin J Chem Eng 16(6):836–839
Crowe C (2006) Multiphase flow handbook. Taylor and Francis Group, Boca Raton
Gezerman AO (2020) Mathematical modeling for prilling processes in ammonium nitrate production. Eng Rep 2:e12173
Gidaspow D (1994) Multiphase flow and fluidization: continuum and kinetic theory descriptions with applications. Academic Press, San Diego
Hannan Z (2015) wxMaxima for calculus I. Zachary Hannan
Harris FE (2014) Mathematics for physical science and engineering: symbolic computing applications in maple and mathematica. Academic Press
Kudra T, Mujumdar AS (2002) Advanced drying technologies. Marcel Dekker, New York
Litster J, Ennis B (2004) The science and engineering of granulation processes. Springer-Science+Business Media
Marchisio DL, Fox RO (2013) Computational models for polydisperse particulate and multiphase systems. Cambridge series in chemical engineering. Cambridge University Press
Mujumdar AS (2014) Handbook of industrial drying, 4th edn. CRC Press Taylor and Francis Group
Muralidhar P, Bhargav E, Sowmya C (2016) Novel techniques of granulation: a review. Int Res J Pharm 7(10):8–13
Obodiak V, Artyukhova N, Artyukhov A (2020) Calculation of the residence time of dispersed phase in sectioned devices: theoretical basics and software implementation. DSMIE 2019. Lecture notes in mechanical engineering. Advances in Design Simulation and Manufacturing II, pp 813–820
Pabis S, Jayas DS, Cenkowski S (1998) Grain drying: theory and practice. Wiley
Prokopov MG, Levchenko DA, Artyukhov AE (2014) Investigation of liquid-steam stream compressor. Appl Mech Mater 630:109–116
Salman AD, Hounslow MJ, Seville JPK (2006) Granulation. Elsevier Science Ltd, Amsterdam
Sazhin BS, Sazhin VB (2007) Scientific principles of drying technology. Begell House Publishers Inc, Danbury
Sinaiski EG (2010) Hydromechanics: theory and fundamentals. WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
Srinivasan S (2015) Granulation techniques and technologies: recent progresses. Bioimpacts 5(1):55–63
Stahl H (2004) Comparing different granulation techniques. Pharm Technol Eur 16(11):23–33
Yang WC (2003) Handbook of fluidization and fluid-particle systems. Marcel Dekker, New York
Acknowledgements
This research work had been supported by the Ministry of Science and Education of Ukraine under the project «Technological bases of multistage convective drying in small-sized devices with utilization and heat recovery units», project No. 0120U100476, by the Cultural and Educational Grant Agency of the Slovak Republic (KEGA), project No. 003TnUAD-4/2022.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Ethical approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Artyukhova, N., Krmela, J., Artyukhov, A. et al. Multistage drying of ammonium nitrate with nanoporous structure. Appl Nanosci 13, 5091–5099 (2023). https://doi.org/10.1007/s13204-022-02688-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13204-022-02688-z