
Abstract
Wheat flour is one of the principal ingredients in extruded wheat products. Wheat-based extruded products have relatively low protein and high gluten contents as well as a high glycemic index. Incorporation of nutrient-rich supplements could overcome those limitations. A D-optimal statistical experimental design was used to develop high-value and nutrient-rich extruded products by supplementing wheat flour (WF), with tef flour (TF), sesame protein concentrate (SPC) and tomato powder (TM). Effects of feed compositions on physical and functional properties of the extruded products were evaluated and modeled using an artificial neural network (ANN). SPC contributed to elevate the protein and simultaneously lower the carbohydrate content of the extruded products while TF and TM contributed to improving crude fiber and antioxidant properties. Evaluated physicochemical properties were adequately predicted by the ANN models (R2 = 0.979–0.998) with root mean square error of less than 0.008. Physical properties and sensorial evaluation correlated well and revealed that TF, SPC and TP addition to wheat flour produced distinct extruded products rich in protein and antioxidants with lowered carbohydrate and gluten contents.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Extruded products are popular because of their congenial sensory quality, ease of manufacture, adaptability and high rate of consumption. The major ingredient for the production of extruded products is wheat or maize flour due to the high expansion capability and widely accepted product texture (Kaur et al. 2015; Robin et al. 2015). Today’s consumer is concerned with the relationship between the food intake, its effect on body nutrition and its potential to prevent illnesses. In this regard, the global concern is focused on the nutritional and health benefit/limitations of refined wheat flour-based products (You and Henneberg 2016). Wheat flour is relatively low in proteins (9–15%), high in carbohydrates (60–75%), and consequently, wheat-based products are high in glycemic index (Patil et al. 2016). Wheat is also a source of gluten, which is associated with celiac disease and gluten sensitivity. Refined wheat flour-based products are also linked to obesity prevalence (You and Henneberg 2016).
Wheat flour has been widely used for extrusion cooking for many decades, however, recent focus on the wheat-based extruded products have directed to improving their nutritional and functional properties. These studies have mainly targeted on protein enrichment using legumes or protein isolates (Tacer-Caba et al. 2016) and fiber enrichment from cereal bran (Makowska et al. 2015). Food ingredients capable of contributing to health benefits and decreasing the incidence of diseases are considered as functional foods (Wildman 2002). Some cereals, vegetables and oilseeds are rich in health-enhancing nutrients such as dietary fiber, antioxidants and protein. Tef, tomato and sesame based products fall into this category of plant foods. Tef is a gluten-free cereal with high fiber, minerals and antioxidants (Gebremariam et al. 2014). Tef has been found to be a good ingredient for extrusion processing (Wondimu and Emire 2016). Tomato is rich in lycopene, other carotenoid pigments, fiber and potassium. Dried tomato powder can contribute high amounts of antioxidants for extrusion processing (Tonyali et al. 2016). Sesame seed has about fifty percent oil and 25 percent protein. Sesame protein is rich in sulfur-containing amino acids; and its main drawback, anti-nutritional factors, can be eliminated when the hull is removed and protein concentrated (Ogungbenle and Onoge 2014). Although sesame protein concentrate can be used as a protein source for extruded products, its use has not been well explored.
Development of nutrient enhanced extruded products from the mixtures of wheat flour, tef flour, sesame protein concentrate and tomato powder would be attractive especially in African countries like Ethiopia, where tef and sesame are widely produced. However, physical and sensory qualities of the extruded products need to be evaluated and optimized for consumer acceptance prior to commercialization. Therefore, the purpose of this study was to optimize feed formulation using a D-optimal response surface experimental design and multivariate artificial neural network (ANN) modeling. ANN is frequently used in modeling for nonlinear optimization problems whereas its use is relatively new in food formulation research. It has been successfully used in extrusion processing modeling (Cubeddu et al. 2014). This is the first study focusing on D-optimal experimental design coupled with multivariate ANN modeling in food formulation optimization for value addition and enhancement of extruded foods.
Materials and methods
Materials
Wheat (Triticum aestivum L.,) variety Hidase (ETBW5795), commonly used in bread making, tef (Eragrostis tef) variety Quncho (DZ-Cr-387) and tomato (Lycopersicon esculentun) variety Chali (Rio Grande) were obtained from Kulumsa, Debre Zeit and Melkassa Agricultural Research Centers respectively of the Ethiopian Institute of Agricultural Research. Hulled sesame seeds were obtained from Selet Hulling PLC (Addis Ababa, Ethiopia).
Material preparation
Good quality of wheat and tef grains were cleaned and then washed to remove dirt. While tef grains were sun-dried, wheat grains were first immersed in distilled water to soften the pericarps, drained and pounded until the grain outer pericarps loosened. The pounded wheat grains were then sun-dried and pounded again to separate the bran/husk and the endosperm. The dried de-husked wheat grains and dried tef grains were separately milled to a size of less than 0.5 mm using a laboratory scale cyclone mill (Foss Tecator, Model 1093, Höganäs, Sweden).
A small-scale oil expeller was used to remove the oil from the hulled sesame seeds. The sesame cake was then defatted further by solvent extraction in n-hexane and petroleum ether successively for 12 h. The de-oiled sesame protein was then concentrated using the aqueous-alcohol process for its ability to separate the soluble sugar fraction (Berk et al. 1992). For this purpose, the defatted sesame flour was immersed in an ethanol solution (1 kg; 3 L of 70% ethanol solution) and stirred intermittently for 3 h. The sesame paste was then extracted from the solution by draining and then dried in an oven at 60 °C overnight (12 h) in a low humidity environment (RH < 15%) in order to bring moisture content less than 10/100 g and to avoid protein denaturation. The dried sesame protein concentrate (SPC) was then milled using a laboratory scale cyclone mill (Foss Tecator, Model 1093, Höganäs, Sweden) and passed through a 0.5 mm aperture sieve.
Tomato powder was prepared from fresh tomato halves without seeds. The tomatoes were immersed in a low concentration of salt solution to prevent mold growth. They were then partially dried in a solar dryer and then finished dried in an drying oven at 50 °C until they become crisp, after which they were milled using the cyclone mill (Foss Tecator, Model 1093, Höganäs, Sweden) and passed through 0.5 mm aperture sieve.
All prepared ingredients were packed separately in polyethylene bags and stored in a refrigerator (at 4 °C) until further use.
D-Optimal mixture design and statistical data analyses
A statistical software package (Design- Expert ®, version 7.0, Stat-Ease, Inc., Minneapolis, MN, USA) was used for generating test formulations. Different formulations were designed to reduce the wheat flour content, but wheat flour nevertheless constituted the major ingredient (38–100%). Tef flour was incorporated at 0–35% and sesame protein concentrate at 0–25%. Tomato powder was the smallest component in the mixtures at 0–5%. Fifteen different formulations with five replicates of center point estimating the system error were selected to yield 20 experimental runs (Table 1). They were duplicated to provide additional measures of experimental variability. A 3-kg batch was prepared with each feed formulation for each test run. The feed was mixed well in a laboratory mixer prior to the extrusion process. Experimental data were analyzed using one-way analysis of variance (ANOVA). The significance of differences was verified based on Tukey’s test at the significance P ≤ 0.05.
Extrusion process
All extrusion tests were carried out in a co-rotating twin screw pilot scale food extruder (model Clextral, BC-21 No 124, Firminy, France). The barrel had three independent zones each, 100 mm long, fitted with 25 mm diameter screws. The temperatures in the last two zones were controlled by electrical heating and a water circulation cooling system (Eurotherm controller, Eurotherm Ltd. Worthing, UK). Extrusion was carried out at a predetermined barrel temperature of 70 °C in zone 2 and 160 °C in zone 3. A volumetric feeder (type KMV-KT20) was used to deliver the feed to the screw at a rate of ~ 46 g/min at the extruder inlet. While operating, a calculated amount of water was injected into the extruder at ambient temperature using a positive displacement pump (DKM-Clextral, France) in order to adjust the moisture content of the feed mix to 17/100 g. The screw speed was set at 185 rpm. The selected feed moisture content, barrel temperature and screw speed levels were pre-established based on some preliminary tests.
After attaining stable conditions, extruded products were collected and air dried under mild airflow conditions at room temperature (12 h, overnight) and then finished dried in a convection air oven at 45 °C for 8 h. The dried samples were stored in airtight plastic containers at room temperature and used for analysis.
Evaluation of product quality
Expansion ratio
The diameter of the extruded product sample divided by the diameter of the die was expressed as the expansion ratio of the extruded product (ER). In order to determine the ER, the diameters of 18 randomly selected pieces of each sample were measured using a digital caliper. The extruded product expansion ratio was calculated using Eq. (1):
Bulk density
Bulk density (BD) of test samples was measured using a volume displacement method. Extruded products were cut into 25 mm long strands. In a 100 ml cylinder, 15 g of strands and 60 ml of finger millet particles were added and tapered to fill the empty area between strands and then the level was marked. To obtain the volume of the extruded products, the volume of finger millet was subtracted from the total marked level volume. Bulk density was calculated using Eq. (2) and results were converted to kg/m3
where Mext is mass of extruded product; Vtotal is the volume of extruded product + finger millet (ml); Vfm is the volume of finger millet particles which is 60 ml.
Hardness
The peak force on the force–displacement diagram was used as a measure of hardness (H) and evaluated using a TA-XT2i texture analyzer (Texture Technologies Corp., Scarsdale, NY, USA) with a sharp blade probe. The extruded products were cut to obtain 30 mm-long strands and placed horizontally on two supports of 25 mm apart (3-point break test). The probe speed was set at 0.5 mm/s and continued until the sample was broken. Hardness was expressed as the breaking force in Newton (N). Fifteen measurements were made for each sample.
Color
The color of the test sample was evaluated using a benchtop spectrophotometer (Datacolor 600, Datacolor Inc., USA). Lightness (L) was scaled from 0 (black) to 100 (white); redness (a) from − 60 (green) to 60 (red) and yellowness (b) from − 60 (blue) to 60 (yellow). Finely ground extruded product was used for color measurement. Three measurements were made on each sample.
Water absorption index
Water absorption index (WAI) was determined according to the method of Anderson et al. (1970).
Water solubility index
The clear supernatant from the water absorption index (WAI) test was transferred into a pre-weighed dry glass beaker and used for the estimation of the water solubility index (WSI). The supernatant was evaporated at 105 °C overnight. WSI was calculated as a ratio of dry residue to the original weight (1.5 g) using Eq. (3):
Proximate analysis
The proximate composition of each raw ingredient was determined according to AOAC (2000) standard methods: moisture (Method no. 930.15), crude protein (Method no. 990.03), crude fat (Method no. 920.39) and ash content (Method no. 942.05). Total carbohydrate was calculated by difference.
Antioxidant activity
Antioxidant activity was evaluated using the 2,2-diphenyl-1-picrylhydrazyl (DPPH) free radical scavenging assay (Martinez-Valverde et al. 2002). DPPH reagent changes its color in the presence of antioxidant substances. Test samples in a powder form were dispersed in methanolic solution, stirred well using a magnetic stirrer and centrifuged to obtain antioxidant-rich extracts. A fresh DPPH stock solution (1 mM) was appropriately diluted with absolute methanol to reach an absorbance range of 0.5–0.9 units in a spectrophotometer. 1.5 ml of prepared DPPH solution was added to 100 μL of sample extract, vortexed and incubated in dark at room temperature for 30 min. The absorbance of the resulting solution was read at 517 nm against air as a blank. The free radical scavenging activity was estimated using a standard curve of Trolox at different concentrations (0–500 mM) (R2 ≥ 0.98). Results were expressed as µmol Trolox equivalent per 100 g on a dry weight basis (µmol TE/100 g, db).
Sensory attributes
Thirty well-informed panelists from Melkassa Agricultural Research Center (MARC) participated in the sensory evaluation of test samples. Samples were coded with a three-digit number and presented at random. The aim of the evaluation was to identify the degree of liking of products using proxy questions on appearance, color, texture, taste, after-taste, and overall acceptability. Samples were evaluated using a 9-point hedonic scale (from 1 = extremely dislike to 9 = extremely like) (Meilgaard et al. 1999).
Artificial neural network model
Neural Network Toolbox 9.0 (MATLAB 2016a version 9.0.0.341360, Math works Inc.) was used for ANN modeling using a three-layer (input layer, hidden layer and output layer) feedforward network with a sigmoid transfer function for the hidden neurons and linear output neurons. The network was trained with Levensberg-Marquardt backpropagation algorithm. Experimental data were divided 65% for training, 20% for validation and 15% for testing. Number of neurons in the hidden layer was optimized. The ANN structure is shown in Fig. 1. The best ANN structure was selected on the basis of the lowest error in the training and verification steps. The model performance was evaluated by coefficient of determination (R2) and the root mean square error (RMSE) obtained using Eqs. (4) and (5) respectively:
where t and o stand for target and output values respectively and p is the number of patterns.

Topology of the back-propagation ANN for calculating the responses
Results and discussions
Chemical composition of raw materials
Results of the proximate analyses and antioxidant activity of the raw ingredients and extruded products are summarized in Table 2. In addition, the crude fat content of raw ingredients were 1.2 ± 0.2, 2.7 ± 0.3, 2.5 ± 0.13 and 2.6 ± 0.7 g/100 g (all wet basis) for wheat flour, tef flour, sesame protein concentrate and tomato powder, respectively. Likewise, the ash contents of the raw ingredients were 0.50 ± 0.01, 2.66 ± 0.04, 2.52 ± 0.05 and 5.45 ± 0.08 g/100 g (all wet basis), respectively. The crude protein, crude fat, ash and total carbohydrate contents of tef were similar to those obtained by Abebe and Ronda (2014) and Bultosa (2007). According to Bultosa (2007), the crude protein content of eight tef grain varieties ranged from 8.7 to 11.1/100 g. The antioxidant activity of tef flour was higher than wheat flour and sesame protein concentrate because tef grain was milled as a whole meal that included the tef bran which is a rich source of antioxidants. Results obtained for tef flour are comparable to those from Inglett et al. (2015). The proximate composition of sesame protein concentrate was in agreement with Ogungbenle and Onoge (2014) who used acidification and iso-electric pH method to concentrate the sesame protein. The antioxidant capacity of tomato powder was the highest among the raw ingredients. This is because tomato powder contains a large amount of lycopene which is a powerful antioxidant. The antioxidant activity of tomato powder was slightly lower than those reported by Mechlouch et al. (2012) which could be due to the differences in the variety and drying method used.
The proximate compositions of extruded products are summarized in Table 2. The moisture content of extruded products ranged from 10.97 to 12.09/100 g, and protein content from a low 11.08/100 g (wb) for Set #9 (65/35 WF/TF) to a high 22.45/100 g (wb) for Set #8 (72.6/25/2.4 WF/SPC/TP). Protein contents were significantly different for the different formulations (P ≤ 0.05). Addition of SPC contributed to enhancing the protein content of extruded products by two-fold (Fig. 2a). The total carbohydrate content of extruded products ranged from 61.35/100 g (wb) for Set #6 (37.8/34.3/25/2.9 WF/TF/SPC/TP) to 74.15/100 g (wb) for Set #2 (100 WF). The mean carbohydrate contents were significantly (P ≤ 0.05) different for different extruded samples. The addition of SPC, TF and TP reduced the total carbohydrate content of the product (Table 2 and Fig. 2b). The addition of TF and TP simultaneously enriched the fiber, minerals and antioxidant properties of extruded products.

Contour graph of Mixture effects: a protein content (g/100 g). b Total carbohydrate (g/100 g). c Antioxidant activity trolox equivalent (µmol TE/100 g, d.b.). d Expansion ratio
Antioxidant activity of extruded products
The antioxidant activity of plant foods is a result of the aggregated action of antioxidants such as polyphenols, carotenoids, vitamins C and E as well as several other compounds (Pérez-Jiménez et al. 2008). Phenolic acids and flavonoids are responsible for antioxidant activity in tef flour, while lycopene and polyphenols are responsible for the antioxidant activity of tomato powder (Boka et al. 2013; Obradović et al. 2015). Although there are several methods for antioxidant analysis, the DPPH method was chosen in this study for its rapidity, simplicity and cost effectivity. The antioxidant activity (all expressed in µmol TE/100 g, db.) of the extruded products ranged from 60.9 to 119.6 units with a mean value of 86.9 unit (Table 2). There were significant (P ≤ 0.05) differences in the antioxidant activity of different extruded products. Set #11 (57.5/35/2.5/5 WF/TF/SPC/TP) had the highest antioxidant activity while Set #2 (100 WF) had the lowest value. TF and TP contributed to the improvement in antioxidant activity (Table 2 and Fig. 2c) as they are rich in antioxidants (Obradović et al. 2015).
Despite the fact that antioxidant activity increased in wheat-based extruded products because of the addition of tef flour and tomato powder, the actual level of antioxidant activity in extruded products was lower than in feed mixture formulations prior to extrusion. Thakur et al. (2017) observed a significant reduction of certain polyphenols during extrusion cooking. Altan et al. (2009) stated that the high temperature process alters the molecular structure of the phenolic compounds and may lead to a decrease in their extractability due to polymerization which ultimately results in a loss in antioxidant activity. The antioxidants are substances that protect the oxidation of vulnerable nutrients, but they themselves are labile to degradation by heat, oxygen and light (Caltinoglu et al. 2014).
Other quality parameters
Expansion ratio and bulk density
The expansion ratio (ER) and bulk density (BD) are two important quality parameters in extruded products. ER of extruded products ranged from 2.16 to 3.10 with a mean value of 2.59. BD values ranged from 324 to 459 kg/m3 with a mean value of 392 kg/m3 (Table 3). Since ER results from volume expansion, higher expansion ratio would naturally result in lower BD. Both parameters were significantly (P ≤ 0.05) influenced by process variables. Set #2 (WF) resulted in the highest ER and Set #3 (43.3/35/16.7/5 WF/TF/SPC/TP) gave the least. The highest BD was observed with Set #6 (37.8/34.3/25/2.9 WF/TF/SPC/TP), while Set #4 (95/5 WF/TP) had the lowest value. ER and BD are highly dependent on the chemical composition of the ingredients used and on the formation of a starch matrix that traps water vapor to form bubbles (Kristiawan et al. 2016). In this case, an increase in the proportion of WF in the mixture result in increasing the ER (Fig. 2d) because wheat is rich in starch which has good expansion characteristics. An increase in TF and SPC resulted in an increase in the BD (Table 3). Although, not quite linearly, the added SPC reduced the ER. An inverse correlation of protein content with expansion ability of extruded products has been documented (Thakur et al. 2017). Reduction of the expansion ratio may be as a result of starch-protein interactions that inhibit complete gelatinization and expansion of starch in the extruder (Day and Swanson 2013). It is generally known that TF is rich in fiber, therefore the addition of TF leads to the development of compact, tough and non-crisp product. Because fibers are able to absorb and bind the available free moisture in the matrix, they affect the melt, prevent its elastic deformation and reduce gas holding capacity during expansion (Alam et al. 2016). Similar results were also obtained by Wondimu and Emire (2016) and Yu et al. (2013). According to these authors, higher soy protein concentrate or tef flour in the feed mixture increased the bulk density and reduced the expansion ratio during the development of maize-based extruded products.
Water absorption and solubility indexes
Water absorption (WAI) and solubility index (WSI) data is influenced by the degree of starch degradation/gelatinization and the ability of extruded products to absorb water (Hernandez-Diaz et al. 2007). WAI depends upon the availability of hydrophilic groups which bind water molecules and on the gel formation capability of macromolecules. WAI ranged from 4.33 to 5.77 with a mean value of 5.11 while WSI ranged from 5.31 to 8.83 with a mean value of 7.07 (Table 3). There were significant (P ≤ 0.05) differences in WAI and WSI values of the extruded products (Table 3). Highest WAI was obtained with Set #14 (52.1/22.9/25 WF/TF/SPC) while Set #10 (83.8/1.5/12.4/2.3 WF/TF/SPC/TP) yielded the lowest. Increase in TF, SPC and TP resulted in a synergy for the absorption of water between fiber, protein and starch, thus lead to an increase in the WAI. The highest WSI was observed with Set #2 (100 WF) while Set #6 (37.8/34.3/25/2.9 WF/TF/SPC/TP) gave the lowest. The addition of TF and SPC decreased the WSI. During the extrusion cooking, once the protein get denatured it becomes insoluble and lead to reduction of WSI values (Shevkani et al. 2014). This is may also be due to starch protein interaction and competition of starch, fiber and protein for the limited availability of moisture that hinder from complete degradation of starch and fiber (Rashid et al. 2015).
Hardness
Hardness (H) values for the extruded products are presented in Table 3. The hardness values ranged from 24.3 N for Set #2 (100 WF) to 32.5 N for Set #9 (65/35 WF/TF).There were significant (P ≤ 0.05) differences in H values among the different extruded products. Incorporation of tef increased the hardness (Table 3). TF alone and in interaction with other mixtures had a significant effect on the hardness of extruded products. This might have resulted from the high fiber content of tef providing better strength (Yanniotis et al. 2007). Increasing the fiber component in the formulation decreased extruded product diameter resulted in a more compact extruded product texture and resulted in an increase in hardness of extruded products. Similar results were obtained by Wondimu and Emire (2016). They concluded that increasing tef flour proportion into maize flour during extrusion cooking resulted in an increase of extruded products hardness.
Color
The color is a primary quality parameter associated with sensorial acceptability of food products and tri-stimulus color parameters L-a-b values are routinely used for describing the influence of process variables on product color. The lightness of extruded products (L-value) ranged from 64.9 to 74.9 with a mean value of 70.6 (Table 3) which was statistically significant (P ≤ 0.05). The lightest sample was Set 2 (100 WF) and the darkest was Set #3 (43.3/35/16.7/5 WF/TF/SPC/TP). With increasing TP (darker color) in the mixture, the lightness value reduced progressively. On the other hand, the addition of SPC had no significant effect on the L-value.
The addition of TP significantly (P ≤ 0.05) affected the redness (a-value) of the extruded products which ranged from 3.15 to 8.08 with a mean value of 6.17 (Table 3). The highest redness value was with the sample containing the higher fraction of tomato Set #11 (57.5/35/2.5/5 WF/TF/SPC/TP) and the lowest was Set #15 (60.4/26.3/13.4 WF/TF/SPC) which had no tomato powder. The lycopene pigment in tomato was responsible for the red color.
The yellowness (b-value) of the extruded products ranged from 17.1 to 21.6 with a mean value of 19.8. The highest value was again associated with Set #11 but the lowest was Set #14 (52.1/22.9/25 WF/TF/SPC) also with no TP (Table 3).
Sensory attributes
Extruded snack foods are preferred by consumers of all ages because of their quality characteristics, convenience, variety and ready to eat status for consumption. Six out of the 15 feed mixture sets used were selected for sensory evaluation based on a preliminary screening test on general appearance, texture and acceptability. Quality evaluation table for sensorial attributes of selected wheat-based extruded products was prepared but not included due to lack of space. Sensory evaluation results indicated that all six products were within the acceptable range, but Set #2 (WF) and Set #12 (71/17.2/9.4/2.4 WF/TF/SPC/TP) had significantly (P ≤ 0.05) better appearance values. The all-wheat extruded product, Set #2, also had significantly (P ≤ 0.05) high acceptance value for color. The all familiar wheat extruded product was still the first choice for the panelists in terms of color. However, products with added TF, SPC and TP were similar in terms of taste, aftertaste and texture to the all-wheat extruded product. Generally, the sensory results showed that the all-wheat flour could be supplemented with other valuable components like TF, SPC and TP to improve the nutritional characteristics of the extruded product without seriously impairing the sensory attributes. Such products provide high value-added snack products with enhanced nutritional qualities.
Artificial neural network modeling
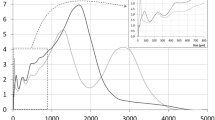
A three-layer ANN structure, with four input neurons, 10 hidden neurons and one output neuron (multi input single output) (Fig. 1) showed an excellent fit for all physical characteristics ER, BD, WAI, WSI, H, and L-a-b values as related to the process variables. These models provide adequacy for learning the relationship between the input and output for each physical parameter and optimization. The resulting R2 values for the regression between the experimental and predicted values using ANN ranged from 0.980 to 0.998 (Fig. 3). Lowest root mean square error (RMSE) of 0.00042, 0.00009, 0.00058, 0.00273, 0.00770, 0.05300, 0.00400 and 0.00320 were associated with ER, BD, WAI, WSI, H, L-value, a-value and b-values respectively. These results suggested excellent predictability of process outputs by ANN models within the range of operating conditions used in this study. Therefore, the ANN multi-variable modeling and optimization technique was capable of producing excellent mapping of extrusion variables linking them effectively with the physicochemical characteristics of the extruded product.

Comparison between the physical properties of extruded products experimentally determined and predicted by the artificial neural network (ANN) model: a expansion ratio, b bulk density (kg/m3), c water absorption index, d water solubility index
Conclusion
Protein, antioxidant and fiber enhanced feed mixtures were prepared by supplementing TF, SPC and TP using D-optimal mixture design and analyzed for quality and nutritional properties after the extrusion process. Models were developed for predicting the output properties using the artificial neural network.
The addition of TF had a positive effect on enhancing the fiber content and antioxidant capacity while simultaneously lowering the carbohydrate profile in the product. However, it also had a slight negative effect on the quality of extruded products by increasing BD, decreasing the ER and increasing the hardness values. The addition of SPC significantly enhanced the protein content. However, sesame protein concentrate was also responsible for slightly lowering of ER and WSI. TP enhanced the antioxidant capacity of the extruded product. It also enhanced the yellow–red color of the extruded product due to the presence of lycopene and other carotenoids.
The sensory evaluation results showed that the extruded products from wheat-based alternate formulations had the same quality as all-wheat extruded product in terms of overall acceptability. Furthermore, the incorporation of tef flour, sesame protein concentrate and tomato powder to wheat-based flour can produce an extruded product with lower carbohydrate (hence lower glycemic index), high protein and reduced gluten contents. These functional extruded products can be useful for better nutrition and health.
References
Abebe W, Ronda F (2014) Rheological and textural properties of tef [Eragrostis tef (Zucc.) Trotter] grain flour gels. J Cereal Sci 60:122–130
Alam SA, Järvinen J, Kokkonen H, Jurvelin J, Poutanen K, Sozer N (2016) Factors affecting structural properties and in vitro starch digestibility of extruded starchy foams containing bran. J Cereal Sci 71:190–197
Altan A, McCarthy KL, Maskan M (2009) Effect of extrusion process on antioxidant activity, total phenolics and β-glucan content of extrudates developed from barley-fruit and vegetable by-products. Int J Food Sci Technol 44:1263–1271
Anderson RA, Conway HF, Peplinski AJ (1970) Gelatinization of corn grits by roll cooking, extrusion cooking and steaming. Starch-Stärke 22:130–135
AOAC (2000) Official methods of analysis, 17th edn. The Association of Official Analytical Chemists, Gaithersburg
Berk Z, Marcondes Borge J, Pena S, Alvarez Arancedo M, Spagnolo R, Wilmart A (1992) Technology of production of edible flours and protein products from soybeans. FAO bulletin No. 97, Food and Agriculture Organization of the United Nations, Rome
Boka B, Woldegiorgis AZ, Haki GD (2013) Antioxidant properties of Ethiopian traditional bread (injera) as affected by processing techniques and tef grain [Eragrostis tef (Zucc.) Trotter] varieties. Can Chem Trans 1:7–24
Bultosa G (2007) Physicochemical characteristics of grain and flour in 13 tef [Eragrostis tef (Zucc.) Trotter] grain varieties. J Appl Sci Res 3:2042–2051
Caltinoglu C, Tonyalı B, Sensoy I (2014) Effects of tomato pulp addition on the extrudate quality parameters and effects of extrusion on the functional parameters of the extrudates. Int J Food Sci Technol 49:587–594
Cubeddu A, Rauh C, Delgado A (2014) Hybrid artificial neural network for prediction and control of process variables in food extrusion. Innov Food Sci Emerg Technol 21:142–150
Day L, Swanson BG (2013) Functionality of protein-fortified extrudates. Compr Rev Food Sci Food Saf 12:546–564
Gebremariam MM, Zarnkow M, Becker T (2014) Teff (Eragrostis tef) as a raw material for malting, brewing and manufacturing of gluten-free foods and beverages: a review. J Food Sci Technol 51:2881–2895
Hernandez-Diaz JR, Quintero-Ramos A, Barnard J, Balandran-Quintana RR (2007) Functional properties of extrudates prepared with blends of wheat flour/pinto bean meal with added wheat bran. Food Sci Technol Int 13:301–308. https://doi.org/10.1177/1082013207082463
Inglett GE, Chen D, Liu SX (2015) Antioxidant activities of selective gluten free ancient grains. Food Nutr Sci 6:612
Kaur A, Kaur S, Singh M, Singh N, Shevkani K, Singh B (2015) Effect of banana flour, screw speed and temperature on extrusion behaviour of corn extrudates. J Food Sci Technol 52:4276–4285
Kristiawan M, Chaunier L, Della Valle G, Ndiaye A, Vergnes B (2016) Modeling of starchy melts expansion by extrusion. Trends Food Sci Technol 48:13–26
Makowska A, Polcyn A, Chudy S, Michniewicz J (2015) Application of oat, wheat and rye bran to modify nutritional properties, physical and sensory characteristics of extruded corn snacks. Acta Sci Pol Technol Aliment 14:375–386
Martinez-Valverde I, Periago MJ, Provan G, Chesson A (2002) Phenolic compounds, lycopene and antioxidant activity in commercial varieties of tomato (Lycopersicum esculentum). J Sci Food Agric 82:323–330
Mechlouch RF, Elfalleh W, Ziadi M, Hannachi H, Chwikhi M (2012) Effect of different drying methods on the physico-chemical properties of tomato variety “Rio Grande”. Int J Food Eng 8:4
Meilgaard MC, Carr BT, Civille GV (1999) Sensory evaluation techniques. CRC press
Obradović V, Babić J, Šubarić D, Jozinović A, Ačkar D (2015) Physico-chemical properties of corn extrudates enriched with tomato powder and ascorbic acid. Chem Biochem Eng Q 29:325–342
Ogungbenle HN, Onoge F (2014) Nutrient composition and functional properties of raw, defatted and protein concentrate of sesame (Sesamum indicum) flour. Eur J Biotechnol Biosci 2:37–43
Patil S, Brennan M, Mason S, Brennan C (2016) The effects of fortification of legumes and extrusion on the protein digestibility of wheat based snack. Foods 5:26. https://doi.org/10.3390/foods5020026
Pérez-Jiménez J, Arranz S, Tabernero M, Díaz-Rubio ME, Serrano J, Goñi I, Saura-Calixto F (2008) Updated methodology to determine antioxidant capacity in plant foods, oils and beverages: extraction, measurement and expression of results. Food Res Int 41:274–285
Rashid S, Rakha A, Anjum FM, Ahmed W, Sohail M (2015) Effects of extrusion cooking on the dietary fibre content and water solubility index of wheat bran extrudates. Int J Food Sci Technol 50:1533–1537
Robin F, Théoduloz C, Srichuwong S (2015) Properties of extruded whole grain cereals and pseudocereals flours. Int J Food Sci Technol 50:2152–2159
Shevkani K, Kaur A, Singh G, Singh B, Singh N (2014) Composition, rheological and extrusion behaviour of fractions produced by three successive reduction dry milling of corn. Food Bioprocess Technol 7:1414–1423
Tacer-Caba Z, Nilufer-Erdil D, Boyacioglu MH, Ng PKW (2016) Effect of wheat protein isolate addition on the quality of grape powder added wheat flour extrudates. Qual Assur Saf Crop Foods 8:215–230
Thakur S, Singh N, Kaur A, Singh B (2017) Effect of extrusion on physicochemical properties, digestibility, and phenolic profiles of grit fractions obtained from dry milling of normal and waxy corn. J Food Sci 82:1101–1109
Tonyali B, Sensoy I, Karakaya S (2016) The effect of extrusion on the functional components and in vitro lycopene bioaccessibility of tomato pulp added corn extrudates. Food Funct 7:855–860
Wildman REC (2002) Handbook of nutraceuticals and functional foods. CRC press
Wondimu A, Emire SA (2016) Process parameters optimization for the manufacture of extruded teff-based gluten free snacks. Adv J Food Sci Technol 11:299–307
Yanniotis S, Petraki A, Soumpasi E (2007) Effect of pectin and wheat fibers on quality attributes of extruded cornstarch. J Food Eng 80:594–599
You W, Henneberg M (2016) Cereal crops are not created equal: wheat consumption associated with obesity prevalence globally and regionally. AIMS Public Heal 3:313–328. https://doi.org/10.3934/publichealth.2016.2.313
Yu L, Ramaswamy HS, Boye J (2013) Protein rich extruded products prepared from soy protein isolate-corn flour blends. LWT Food Sci Technol 50:279–289
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
About this article

Cite this article
Sisay, M.T., Emire, S.A., Ramaswamy, H.S. et al. Effect of feed components on quality parameters of wheat–tef–sesame–tomato based extruded products. J Food Sci Technol 55, 2649–2660 (2018). https://doi.org/10.1007/s13197-018-3187-x
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13197-018-3187-x