
Abstract
A power- driven walnut dehulling machine was developed and tested. The machine was evaluated for dehulling after applying Ethephon and Tween-80 to green walnuts by dip and spray methods. The results showed that with the increase in dipping time and post dipping/spraying time, the effective throughput capacity, dehulling efficiency and fully dehulled walnut percentage increased, whereas partially dehulled walnut percentage and labour requirement decreased in both manual and mechanical dehulling. Maximum effective throughput capacity, dehulling efficiency and fully dehulled walnut percentage were observed, when green walnuts were subjected to dehulling after 4 days of Ethephon spray treatment (0.3 %). The effective throughput capacity, dehulling efficiency and fully dehulled walnut percentage were found significantly higher in mechanical dehulling than in manual dehulling.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Persian walnut (Juglans regia L.) is known to be indigenous to South-Eastern Europe, China and the Himalayan ranges, but its commercial cultivation and production is carried out in the United States of America, on a large scale as well. In commercial production of Persian walnuts, India ranks seventh after China, Iran, USA, Turkey, Mexico and Ukraine (Martinez et al. 2010). India exports around 5000 metric tonnes of walnut kernels worth US $ 260–300 million annually to France, Germany, Spain, Portugal, Austria, United Kingdom, Kuwait, Bahrain, Dubai and Saudi Arabia (Radha et al. 2014). In India, walnuts are grown in northwest Himalayan belt at an elevation of 900–3500 m above mean sea level and are confined to mainly Jammu and Kashmir State besides Himachal Pradesh, Arunachal Pradesh and Uttrakhand (Anonymous 2005). The State of Jammu and Kashmir covers an area of 83,613.80 ha under walnuts with an annual production of 224,595.85 metric tonnes (Radha et al. 2014).
In entire Jammu and Kashmir region, green walnuts after harvesting are collected manually and heaped on the ground under the shade of trees for about 7–10 days for natural loosening of the hull. For fast hull loosening, often heaps are drenched with water once or twice a day. In this traditional process of heaping, the hull decay and consequent shell staining and kernel discoloration are common features due to heat generation and ingress of moisture and Juglone (5-hydroxy-1,4-naphthalenedione) inside the walnuts. Undoubtly, hull decay can be minimised if the holding period of green walnuts in the heap is shortened, which requires hastening of the hull dehiscence process. Several chemicals—ethylene chlorohydrins, chloroform, propylene oxide and ethylene oxides were tried in the past for loosening of the hull, but were found ineffective (Sorber and Kimbell 1950). Live steam or boiling water treatment for periods ranging from 30 s to 10 min has been also tried for instant hull loosening (Prabhakar 1977). However, long exposure to these treatments slightly hasten the rate of hull loosening, but results in serious discoloration and hastens the development of rancidity in the kernels. Ethylene has been successfully used for hastening hull loosening of green walnuts (McGarry et al. 2005). But ethylene treatment has a limitation in that it requires specially constructed gas-tight rooms, as well as adequate air circulation and arrangements to remove carbon dioxide at frequent intervals. In view of the difficulty of handling ethylene, the Ethephon which releases ethylene after absorption by the fruits is the best option in this regard (Feng-Jo and Puall 1990). Foliar application of Ethephon at kernel maturity has been very well studied for hull dehiscence in green walnuts (Asif 2012; Karim et al. 2012; Ali et al. 2013). But in Jammu and Kashmir, there are no regular plantations of walnuts and the trees are mostly grown on Karewas and wastelands in sporadic fashion. Growers do not have their own harvesting equipments and for other reasons cannot harvest the crop promptly, thus in order to avoid the accelerated loss in kernel quality, the pre-harvest application of Ethephon is not advisable. Further due to large tree size of walnuts, the spray equipments are inadequate to provide complete coverage; it would therefore be unwise to go for foliar application of Ethephon in Jammu and Kashmir regions. However, Post harvest application of Ethephon to green walnuts also reportedly resulted in rapid increase in rate of respiration (Zhang et al. 2000).
Therefore an opportunity exists to conduct a detailed study on effect of various post harvest treatments on loosening the hull of green walnuts. The present paper has studied the effects of different concentrations of chemical pre-treatments, different application methods, dipping time and post application time on hull dehiscence of green walnuts.
Further walnut dehulling is presently done manually in the entire Jammu and Kashmir region by either rubbing green walnuts with one another or by beating the nuts with wooden logs. Cutting knives are also used, if the hull has not loosened completely during heaping. This is very tedious, troublesome and labour intensive operation, since each nut has to be dehulled individually. Besides, the Juglone dye gets permanently stained on hands of the workers which take a long time to go off. Therefore there was a need to develop a portable walnut dehuller which will be suitable for hilly topography of Jammu and Kashmir region. The aim of present work was (a) to standardise the post harvest chemical treatments for hull dehiscence and (b) to develop a portable walnut dehuller.
Materials and methods
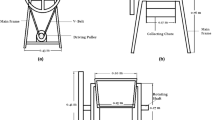
Figures 1 and 2 shows the Schematic diagrams of developed walnut dehuller. The main components of the dehuller are Hopper (1), Frame (2), Moving pulley (3), Motor (4), Outlet Chute (5) and Collecting Tray (6).

Front view of walnut dehuller

Side views of walnut dehuller
Hopper
A trapezoidal shaped hopper (1 in Fig. 1) having length 270 mm, top width 340 mm and bottom width 80 mm has been constructed at the top of the frame for holding the green walnuts during the operation of the machine.
Frame
It supports all parts of the machine (2 in Fig. 1) and has been fabricated out of mild steel square pipes. Because of its strength, the force transmitted is uniformly distributed in all parts which reduce the toppling or excessive vibration. The frame is rectangular in shape with 760 mm × 880 mm × 480 mm dimensions.
Dehulling unit
The dehulling unit is the most important component of machine in which dehulling of green walnuts takes place (Fig. 3). The dehulling unit consisted of a cylindrical shaft. Eighteen dehulling bars, each 140 mm long were mounted uniformly on the shaft. Twenty ribs each 690 mm in length were grooved on the bottom of revolving shaft for removal of hull. The clearance between the revolving shaft and ribs was adjustable so as to accommodate walnuts of different sizes. A rectangular shaped collecting tray (800 × 460 × 180 mm) is located at the bottom of dehulling unit for collection of hull (6 in Fig. 1).

Interior view of dehulling unit
Transmission unit and sources of power
The walnut dehuller uses mechanical power for operation. For that purpose a 1hp three phase AC motor having a speed of 1400 rpm (4 in Fig. 1) was used. V-belt and pulley drive (3 in Fig. 2) are used for power transmission. The utility of the motor is to reduce the drudgery and increase the capacity of machine.
Outlet chute
The outlet chute (5 in Fig. 2) has been designed to collect the dehulled walnuts from the dehulling unit. It is made of mild steel sheets having length of 170 mm, breadth 140 mm, and size of side wall 90 mm. In order to facilitate the discharge of dehulled walnuts, the collecting chute has been kept at an inclination of 24° with the horizontal plane. The brief specifications of the machine are depicted in Table 1.
Operation of machine
During the operation, the green walnuts are fed into the machine through the hopper. Dehulling is accomplished between the rotating cylinder and ribbed base. While in the dehulling unit, green walnuts are subjected to combination of impact, shear, compressive forces and tangential forces provided by the bars mounted on the revolving shaft, which have a rubbing effect on green walnuts there by dehulling the green walnuts. There is a proper provision for collection of hull and Juglone rich extract separately, which otherwise can cause discomfort to the operator while operating the machine. The hull removed during the operation is collected in a collecting tray, which is located below the dehulling unit and is removable. The Juglone rich extract passes through the mesh of collecting tray and is collected through a separate outlet of the machine. From ergonomic point of view standing posture proved more comfortable to operate the machine. Further the shape of machine was made in such a way so as to occupy minimum space. Keeping in view the hilly topography of Jammu and Kashmir region, the machine has been made portable by means of handle and wheel arrangements (Fig. 4).

Pictorial view of walnut dehuller
Performance evaluation of walnut dehuller
Medium shelled green, stick-tight walnuts harvested from seedling trees grown in Srinagar district of Jammu and Kashmir, India were used in the present study. The five criteria used to evaluate the performance of walnut dehuller in comparison to manual dehulling are:
Labour requirement (man-hours): The labour required in man-hours was calculated from effective throughput capacity.
In order to standardise the treatment for hull loosening, Ethephon (2-Chloroethylphosphonic acid) and Tween-80 (Polyoxyethylenesorbitan monooleate) were applied to green walnuts individually and in combination in different concentrations by dip and spray methods. The treatment details are given in the Table 2. On the 2nd and 4th day after treatment application (both by dip and spray methods), the green walnuts were subjected to dehulling by mechanical as well as manual methods.
Statistical analysis
Experiments were carried out in triplicate and data was analysed using design factorial in CRD as suggested by Snedecor and Cochran (1967).
Results and discussion
Tables 3 and 4 illustrates the influence of post harvest application of Ethephon and Tween-80 on manual and mechanical walnut dehulling respectively. Tables also demonstrate the effects of dip and spray methods on performance parameters after 2nd and 4th day of application. The methods of application, treatment and post treatment application time had significant effects on all performance parameters in both manual and mechanical dehulling. The data given in Tables 3 and 4 indicates that with the increase in dipping time (from 4 to 6 h) and post dipping time (from 2 to 4 days), the mean effective throughput capacity, dehulling efficiency and fully dehulled walnut percentage were increased, whereas mean partially dehulled walnut percentage and labour requirement were decreased in both manual and mechanical dehulling. The same trend was observed in spray method as well. With the increase in post spraying time from 2 to 4 days, the mean effective throughput capacity, dehulling efficiency and fully dehulled walnut percentage were increased, whereas mean partially dehulled walnut percentage and labour requirement were decreased in both manual and mechanical walnut dehulling. The longer dipping time and post dipping/spraying time, increases the cellulase activity in green walnuts which led to more disintegration of cellulose in the cell wall. Similar findings were reported by Mir et al. (1989) and Zhang et al. (2000).
On comparing the methods of treatment application, the spray method was found to be most effective. Analysis of the data reveals that significantly higher mean effective throughput capacity, dehulling efficiency and fully dehulled walnut percentage with least mean partially dehulled walnut percentage and labour requirement were recorded in spray method than that of dip method in both manual and mechanical dehulling. While comparing the manual and mechanical walnut dehulling the mean effective throughput capacity, dehulling efficiency and fully dehulled walnut percentage were significantly higher during mechanical dehulling than in manual dehulling, whereas, mean partially dehulled walnut percentage and labour requirement were significantly lower in mechanical dehulling than in manual dehulling in both dip and spray methods. After 4 h of dipping the mean effective throughput capacity, dehulling efficiency, fully dehulled walnut percentage, partially dehulled walnut percentage and labour requirement in mechanical dehulling of 116.58 kg/h, 74.64 %, 72.60 %, 23.44 % and 0.90 manhours/100 kg respectively in comparison to 7.25 kg/h, 65.28 %, 60.35 %, 39.65 % and 14 manhours/100 kg in manual dehulling. Likewise after 6 h of dipping the mean effective throughput capacity, dehulling efficiency, fully dehulled walnut percentage, partially dehulled walnut percentage and labour requirement in mechanical dehulling were 137.44 kg/h, 78.86 %, 77.19 %, 20.67 % and 0.76 manhours/100 kg respectively in comparison to 8.59 kg/h, 66.41 %, 85.35 %, 34.17 % and 11.92 manhours/100 kg in manual dehulling. Spray method of application, showed the mean effective throughput capacity, dehulling efficiency, fully dehulled walnut percentage, partially dehulled walnut percentage and labour requirement in mechanical dehulling of 145.78 kg/h, 81.44 %, 80.56 %, 17.73 % and 0.76 manhours/100 kg respectively in comparision to 8.82 kg/h, 71.67 %, 70.60, 29.41 % and 12.53 manhours/100 kg respectively in manual dehulling.
Overall the highest effective throughput capacity (188.44 kg/h), dehulling efficiency (95.95 %), fully dehulled walnut percentage (97.74) and least partially dehulled walnut percentage (1.10) and labour requirement (0.60 man hours/100 kg) were recorded in mechanical dehulling, when dehulling was done on 4th day after the Ethephon (0.3 %) spray (Table 4). Therefore, within the treatments, T3 (i.e. Ethephon 0.3 %) was found to be most effective pre-treatment for hull loosening. When Ethephon is absorbed by green walnuts, ethylene is released which hastens the ripening process by pre-poning the respiratory climacteric rise during the process of respiration (Mir et al. 1989; Zhang et al. 2000). This possibly could explain the higher effective throughput capacity, dehulling efficiency and fully dehulled walnut percentage in dehulling of T3 treated green walnuts. This was in concomitance with the results already established by Olson et al. (1998) for pre-harvest spraying of Ethephon in green walnuts Mir et al. (1989) for post harvest spraying of Ethephon in green walnuts and McGarry et al. (2005) for pre-harvest spraying of Ethephon in Saskatoon fruits.
Conclusions
To overcome the drudgery and constraints associated with the traditional method of dehulling green walnuts, a walnut dehulling machine was developed and tested. Application of chemical treatments before dehulling significantly affected the performance of the machine. Dehulling the green walnuts 4 days after spraying Ethephon 0.3 % was found to be most appropriate to achieve highest effective throughput capacity, dehulling efficiency and fully dehulled walnut percentage. The important implication of the results of this study is that walnut dehuller can be comfortably used to dehull the green walnuts. It has been developed from materials available locally and is made portable to suit the hilly topography. A machine of this nature can be useful to walnut growers and walnut processing related industries.
References
Ali T, Cline JA, Subramanian J, Pauls PK (2013) Ethephon-induced abscission of “Red Haven” peach. Am J Plant Sci 3:295–301
Anonymous (2005) Project report for setting up of Agri Export Zone for Walnut in Jammu and Kashmir. Cebeco India Pvt. Ltd., New Delhi
Asif Mohammad (2012) Physico-chemical properties and toxic effects of fruits ripening agents, calcium carbide. Ann Trop Med Public Health 5:6–150
Feng-Jo A, Puall ER (1990) Storage temperature and ethylene influence on ripening of papaya fruit. J Am Soc Hortic Sci 115:949–953
Karim M, Farag M, Haikal Attia M (2012) Effect of some pre-treatments on quality and ripening of “Canini” Apricot fruits. Aust J Basic Appl Sci 6(7):518–531
Martinez ML, Labuckas DO, Lamarque AL, Maestri DM (2010) Walnut (Juglans regia L.): genetic resources chemistry, by-products. J Sci Food Agric 90:1959–1967
McGarry R, Ozga JA, Reinecke DM (2005) The effect of Ethephon on Saskatoon (Amelanchier alnifolia Nutt) fruit ripening. J Am Soc Hortic Sci 130:12–17
Mir NA, Bhat AR, Sofi AA (1989) Harvest management in walnuts by the use of Ethephon. Ind J Plant Physiol 32:133–138
Olson WH, Labavitvh JM, Martin GC, Beede RH (1998) Maturation, harvesting and nut quality. In: Ramos DE (Ed) Walnut Production Manual. University of california, Division of Agriculture and Natural Resources, Publication No. 3373, 273–276
Prabhakar JV (1977). Studies on the changes in walnut during processing and storage. Ph.D. Thesis submitted to Central Food Technological Research Institute, Mysore, India, pp. 197
Radha MS, Kiran K, Brijeshwar S, Sangita Y, Neeraj K, Jai CR, Rajneesh A (2014) Selection and characterization of elite walnut (Juglans regia L.) clone from seedling origin trees in North Western Himalayan region of India. Aust J Crop Sci 8(2):257–262
Snedecor GW, Cochran WG (1967) Statistical methods. The Iowa State University Press, Ames, pp 339–377
Sorber DG, Kimbell MH (1950) Use of ethylene in harvesting the Persian walnut (Juglans regia) in California, Technical Bulletin No. 996, USDA, Washington
Zhang ZH, Wang WJ, Gao Zheng F, Zhang YG (2000) Change of respiration and endohormones during the fruit ripening of walnuts. Acta Hortic. Sci 27:67–170
Acknowledgments
Authors acknowledge the funding support of All India Coordinated Research Project on Post Harvest Engineering and Technology, Indian Council of Agricultural Research (ICAR) New Delhi, India and are grateful to Dr. S. N. Jha, Project Coordinator, All India Coordinated Research Project on Post Harvest Engineering and Technology, ICAR, New Delhi India for supporting the investigation.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Hussain, S.Z., Ahad, T., Rather, A.H. et al. Development of walnut dehulling machine and assessment of its performance using Ethephon and Tween-80 as pre-treatments for hull loosening. J Food Sci Technol 53, 2835–2843 (2016). https://doi.org/10.1007/s13197-016-2261-5
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13197-016-2261-5