
Abstract
The aim of the experiment was to optimize barrel temperature (122 to 178 ± 0.5 °C) and red kidney bean flour percentage (KBF) (12 to 68 ± 0.5 %) based on physical properties of extrudates like flash off percentage, water absorption index (WAI), water solubility index (WSI), bulk density (BD), radial expansion ratio (RER) and overall acceptability (OAA) using single screw extruder. The study was carried out by central composite rotatable design (CCRD) using Response surface methodology (RSM) and moisture content of feed was kept as constant 16.0 ± 0.5 % throughout experiments. Mathematical models for various responses were found to fit significantly (P < 0.05) for prediction. Optimization of experimental conditions was carried out using numerical optimization technique and the optimum barrel temperature and kidney bean flour percentage were 120 °C (T1) & 142.62 °C (T2 = T3) and 20 % respectively with desirability value of 0.909. Experiments were carried out using predicted values and verified using t-test and coefficient of variation percentage. Extruded snack prepared with rice flour (80 %) and kidney bean flour (20 %) at optimized conditions was accepted by the taste panellists and above 20 % KB incorporation was found to decrease overall acceptability score.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Due to several advantages like fast processing time, considerable saving in energy leading to lower price of the products, possible production of oil free puffed products etc., extrusion cooking is widely popular in the food industries. It has vide application in snack food market ranging from breakfast cereals, pasta and noodles, vermin celli, expanded crunchy snacks, etc., besides pet foods. It is well known that extrusion cooking is used to make products having better flavour, digestibility, storage life and safety.
Rice (Oryza sativa L.) is ranked first among cereal crops based on production in India and rice based snack foods are very popular in market. In recent years, the demand for snacks with improved nutritional and functional properties has increased. Several authors worked on improving nutritional profile of extruded cereals or starches have been reported (Perez-Navarrete et al. 2006; Liu et al. 2000; Onwulata et al. 2001; Rampersad et al. 2003; Bhattacharya and Prakash 1990). In the present experiment Red Kidney beans (Phaseolus vulgaris L.) was taken to improve nutritional profile of rice based extruded snack. Legumes are good sources of protein, dietary fibres, vitamins and minerals including trace elements (Tharanathan and Mahadevamma 2003; Morrow 1991). In addition, colored dry beans possess strong in vitro antioxidant activity (Beninger and Hosfield 2003; Madhujith and Shahidi 2005) which may explain the protective benefits of bean consumption on development of degenerative diseases. High in soluble fibre, protein and low in fat bean consumption has been inversely associated with reduced risk of coronary diseases and some types of cancer (Azevedo et al. 2003; Winham and Hutchins 2007).
Addition of high-fibre, high-protein alternate ingredients to starch has been demonstrated to significantly affect the texture, expansion and overall acceptability of extruded snacks (Liu et al. 2000; Veronica et al. 2006). Extrusion cooking increases macromolecular degradation of fibre, its solubility and changes its physiological effects (Lue et al. 1991). For the production of protein and mineral enriched snacks, rates of fortification seem to vary according to the nature of each material, so optimization of fortification percentage is one of the important variables to study.
Response surface methodology (RSM) is an efficient statistical tool for optimizing complex processes. The one of the advantage of RSM is minimum experimental trials needed to evaluate multiple parameters and their interactions (Irakoze Pierre Claver et al. 2010). Statistical design tools such as RSM are quite effective and most suitable in optimizing the ingredients levels in products as well as the process parameters (Prachi and Premavalli 2012; Vatsala et al. 2001; Jorge et al. 2012). RSM has been successfully applied for optimizing extrusion conditions in several food processes (Batistuti et al. 1991; Vargas-López et al. 1990). Quantitative data in an experimental design can be used to determine and simultaneously solve multivariate equations to optimize processes or products (Sefa–Dedeh et al. 2003). Also it has been successfully used for developing, improving and optimizing processes (Wang et al. 2007). Optimizing extrusion temperature and percentage ingredients for the production of kidney bean fortified rice snack foods has not been reported. So a study was carried out to optimize barrel temperature and kidney bean flour percentage based on various physical properties of extruded snacks.
Materials and methods
Preparation of raw materials
Whole dry dark red kidney beans (Phaseolus vulgaris L.) and Bangara thina rice (Oryza sativa L.) harvested at Karnataka state, India was procured from local market. All reagents were of analytical grade procured from E Merck India Pvt. Ltd., Bangalore. The beans and rice were hand-sorted to remove unwanted materials, splits, wrinkled seeds, and any debris and stored at room temperature. For extrusion processing, beans were crushed using a Grinder and milled finely using ultra centrifuge mill (Model Retsch ZM 200 ) to pass through a 500 μm sieve and mixing of bean flour and rice flour was carried out using legacy countertop mixer (Hobart, Troy, US). The required moisture content of premix was achieved by adding purified water using plastic water sprayer one litter capacity with uniform stirring. Flour mixture were packed in polypropylene bag and stored overnight at 5 °C in order to achieve equilibrium in moisture.
Extrusion conditions
After sieving conditioned flour premix through 500 μm sieve, extrusion were carried out using a laboratory single screw extruder (Model: Brabender 20 DN, make: Germany) with pressure and temperature sensor; three heating zones; screw with 4:1 compression ratio; a 6 mm diameter & 20 mm long die; and output capacity of up to 4 kg/h. Throughout the production, a screw speed was in the range of 105 ± 5 rpm, with a screw diameter of 30 mm and barrel L/D of 14, feed rates of 53 ± 2 rpm were maintained. Three temperature zones were indicated by T1, T2 & T3 and T2 & T3 were equal in values for all experiments and represented as X1, the value of T1 was kept constant throughout experiments as 120 °C. T3 is barrel temperature near to die and feed moisture content was maintained at 16.0 ± 0.5 %.
Experimental design
Statistical software design expert 7.0.0 (Stat-ease, Inc. Minneapolis, MN 55413) was used to design experiment as well as analyse the data without any blocks. Six responses taken in this study were flash off percentage, bulk density, radial expansion ratio, water solubility index, water absorption index and OAA of extruded KBF incorporated rice snack. A 13 complete full factorial CCRD was used with two independent variables: i) Temperature of 2nd & 3rd Zone together represented as X1 (121.72 to 178.28 °C) and ii) Percentage Kidney bean X 2 (11.72–68.28 %) and the same is represented by Table 1. Each Independent variables investigated in this experiment had five levels which were −1.4142, −1, 0, +1 and +1.4142. Moisture content of feed, barrel Temperature of zone 1 (T1), feeder rate and screw speed were maintained with fixed level.
Flash off %
Flash off percentage is calculated by the difference in percentage of moisture content of feed and extruded products and expressed as percentage of steam flashed off from food material during extrusion cooking (Harper 1981).
Radial Expansion ratio
The average diameters of 5 randomly selected extrudates were measured using a digital vernier calliper (Precise measure DMV01, Sudherson measuring & engineering pvt. Ltd., Delhi, India). Three random measurements were taken along each 12–15 cm strand. The ratio of the mean diameter of the extrudates to that of the die (6.0 mm) was calculated as the expansion ratio (Kumagai et al. 1987).
Bulk density
The extruded pieces with an approximate length of 0.5 cm were placed in a pre-weighed 100 ml graduated measuring cylinder. The graduated cylinder with the extruded pieces was tapped gently on a flat surface to a constant volume before determining sample weight. The bulk density was calculated as weight per unit volume. All measurements were done in triplicate and the results of bulk density are reported as g/cc (Harper 1981).
Water absorption index
The water absorption index (WAI) determination was done according to the method of Kaur and Singh (2006). 20 g of ground extrudate was mixed in 20 ml of distilled water for 30 min at 30 ± 1 °C followed by centrifugation at 1,000 X g for 15 min. Taking triplicate measurements per sample, WAI calculated as the increase in weight of the sediment (gel) formed after decanting the supernatant, as per the following formula.
Water solubility index
For water solubility index (WSI), the supernatant from the WAI determination was decanted in pre-weighed evaporation dish and dried to constant weight in the oven. The WSI was calculated using the following equation:
Sensory evaluation of Extruded snacks
ensory evaluation of spiced extruded Rice-bean snacks prepared as per RSM design was evaluated by semi-skilled panellist for overall acceptability using 9 point hedonic scale as per method of Larmond E (1977) rating of 9 = liked extremely to 1 = disliked extremely. Acceptability scores using the mean of the seven observations were recorded. Immediately after extrusion samples were dried in hot air oven at 60 °C for 2 h. Vanaspathi (15 g) was heated in a stainless steel vessel to 100 °C and fresh spice mix (9 g) was added to hot vanaspathi with continues mixing. The vessel was removed from the flame and dried extruded samples (90 g) were added in the hot spice mix and stirred continuously to confirm uniform coating of the spices. The spice coated samples were served for sensory evaluation. Spice mix was prepared using citric acid, red chilli powder, Salt, sugar, black pepper, dried onion and garlic powder.
Optimization and verification of model
Optimization of barrel temperature and KBF percentage was carried out using numerical optimization technique. The desired goals for each factors and responses were chosen, different importance were assigned to each goal to adjust the shape of its particular desirability functions (Myers and Montgomery 2002). The goals are combined into an overall composite function called the desirability function D (x) which is defined as.
Where d 1, d 2, … … d n responses and n was the total number of responses in the measure. The characteristics of goal may be altered by adjusting the weight or importance. In the test X1, X 2 & Flash off % were kept in range while RER, WAI & OAA were maximized and WSI & BD were minimized. Verification of the model was carried out by one sample t-test and coefficient of variation % calculation to compare the experimental and predicted values of the responses.
Results and discussion
Responses under different combination of barrel temperature (X1) and kidney bean flour percentage (X 2) as per RSM in their coded and uncoded form are given in Table 1. Flash off %, WAI, RER, BD, WSI and OAA of extruded snacks at different combination of X1 and X 2 ranged from 1.11 to 1.58 %, 5.2 to 7.63 g/g, 1.35 to 2.1 mm/mm, 0.132 to 0.285 g/cc, 2.23 to 11.17 g/g and 4 to 8.4 hedonic scales.
Both barrel temperature and KBF affects all responses significantly (P < 0.05). Interactive effect of Barrel temperature (X1) and KBF (X 2) on Flash off % and RER was significant (P < 0.05). Square term X2 2 in quadratic equation influence flash off %, WAI and WSI significantly (P < 0.05) when compared to X1X2 whose influence was insignificant. Square term X1 2 shows significant effect on WAI, RER, BD and OAA. Increase in KBF percentage decreased OAA & RER and increased BD of product. R 2 can be defined as the ratio of the explained variation to the total variation was a measure of degree of fit (Myers and Montgomery 2002). The closer the R 2 value to unity, the better the empirical model fits the actual data.
As per ANOVA Table 2 the adjusted R 2 for responses were close to their predicted R 2. The coefficient of variation (CV) explains the extent to which the data are dispersed (Snedecor and Cochran 1967). As a general rule, the coefficient of variation should not be greater than 5 % and smaller the value of CV means better reproducibility. In this study the coefficient of variation were less than 5 % for all responses (Table 3) a relatively lower value of the coefficient of variation indicating better precision and reliability of the experiment. The F-value for all responses model were greater than the tabulated F-value which indicating the adequacy of the models to predict different responses at different extrusion conditions. The quadratic regression model for the influence of KBF percentage (X 2) and barrel temperature (X1) on various responses in uncoded values were presented by the following equations.
The positive sign in front of the terms indicates synergistic effect, while negative sign indicates antagonistic effect. All the above models did not showed a significant lack of fit (P > 0.05) and coefficient of determinants are higher than 0.95, the proposed models approximates the response surfaces and can be used suitably for prediction at any values of the parameters within experimental range.
Flash off percentage
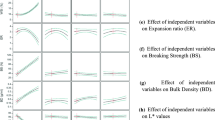
High temperature and moisture content of feed plays very important role in Flash off percentage value. When food material was forced through an extruder die, at high temperature water present in food matrix expands the starch content, producing a porous, sponge-like structure in the extruded product. The model F-value of 107.82 implies the model is significant. Surface and contour plot of flash off % versus barrel temperature (X1) and KBF % (X 2) represented by Fig. 1. Flash off % of extruded snacks with different combination of temperature and KBF as per experimental design given in Table 1. Flash off % increased sharply with increasing barrel temperature and the maximum flash off % of 1.58 was observed by 60 % KB incorporated snack prepared at 170 °C. Due to depolymerisation and decomposition of starch and protein at high temperature 170 °C and 178.2 °C with flash off % of 1.58 and 1.56 %, samples showed low acceptability value.

Effect of barrel temperature X1 and kidney bean percentage X 2 on Flash off %
Water absorption index
WAI decreases significantly (P < 0.05) with increasing percentage of KBF. The highest water absorption index (WAI) of 7.63 was observed in 11.7 % KBF incorporated rice snack at 150 °C barrel temperature and lowest value of 5.2 at 60 % KBF (Table 1). A decrease of WAI with addition of KBF may be due to the dilution of starch in rice KB blends (Jones et al. 2006). WAI has been generally attributed to the dispersion of starch in excess water and the dispersion is increased by the degree of starch damaged due to gelatinization and extrusion induced fragmentation that is molecular weight reduction of amylose and amylopectin molecules (Yagci and Gogus 2008). Temperature dependent increase in water absorption index related to gelatinization % of starch present in extruded samples in turn it affects water solubility index also (Dansby and Bovell-Benjamin 2003). But at high temperature and pressure in extrusion cooking gelatinized starch granules and protein molecules undergo depolymerisation which in turn affects WAI of extruded snacks. The significant decrease in WAI observed at 178.28 °C for 40 % KBF incorporated rice snack. The change in WAI with respect to X1 and X 2 in the form of surface and contour plot represented by Fig. 2. Model for the effect of temperature X1 and percentage kidney bean flour X 2 on WAI fits well for quadratic Eq. 2. The equation was statistically significant (P < 0.05) with R 2 = 0.984 which indicates good relationship of the model to the experimental data.

Effect of barrel temperature X1 and kidney bean percentage X 2 on WAI
Radial expansion ratio
The radial expansion ratio (RER) is one of the important characteristic of extruded snacks responsible for crispy and porous texture. Degree of expansion of extruded snacks is closely linked to the size, number and distribution of air cells within the material (Ruiz-Ruiz et al. 2008). RER results of extruded KBF fortified rice snack were shown in Table 1. Expansion ratio of extruded snacks decreases significantly with increasing percentage of KBF (Fig. 3). High fibre and protein content in KBF was responsible for low expansion ratio, fibre prevents air bubbles from expanding to their maximum size (Perez-Navarrete et al. 2006). Barrel temperature influence RER in a positive direction, maximum RER of 2.1 was shown by 11.72 % KBF incorporated snack prepared at 150 °C. But extruded snack prepared at high temperature 170 °C and above showed decreased value of RER, this may be due to partial degradation of starch granules and proteins at such a high temperature (Gutkoski and El-Dash 1999; Yang et al. 2008).

Effect of barrel temperature X1 and kidney bean percentage X 2 on RER
The RER for this model ranges from 1.350 to 2.10 and the final 2nd order quadratic Eq. 3 in terms of actual factors was statistically significant (P < 0.05) with R 2 = 0.982 which indicated good adjustment of the model with experimental data. The model F-value of 75.37 implies the model is significant. The predicted R 2 value 0.8898 is in reasonable agreement with the adjusted R 2 value of 0.969.
Bulk density
Bulk density (BD) of extruded products was inversely proportional to RER and higher the value of BD means lower would be RER and vice versa. The bulk density of 20 % KBF incorporated snack increases from 0.184 to 0.195 with increase in temperature from 130–170 °C; the same trend was observed for 40 % and 60 % KBF incorporated rice snacks. At high temperature 170 °C and 178.28 °C very high rate of evaporation of moisture, depolymerization and degradation of starch leads to increase in bulk density value in comparison to low temperature. As per Table 1, KBF percentage affects BD more significantly when compared to barrel temperature; the same was represented by Fig. 4. The Eq. 4 is statistically significant and R 2 = 0.9828 which indicates good adjustment of the model with experimental data. As addition of fibre and protein to rice flour through KBF in preparation of extruded rice snacks decreases expansion and increases bulk density. Bulk density ranges from 0.13 to 0.285 g/cc, the lowest value corresponds to the sample having 11.27 % KBF prepared at 150 °C and the highest value corresponds to sample having 68.28 % KBF prepared at 150 °C.

Effect of barrel temperature X1 and kidney bean percentage X 2 on BD
Water solubility index
The water solubility index (WSI) is a parameter that indicates the total degradation undergone by starch granules; it is the integration of the effects of gelatinization, dextrinisation and the consequent solubilisation of starch (Gutkoski and El-Dash 1999). Also WSI is often used as an indicator of degradation of molecular components (Yang et al. 2008), which measures the degree of starch conversion during extrusion and the amount of soluble polysaccharides released from the starch component after extrusion process. In the present study, the increase in WSI with increasing percentage of kidney bean and temperature was well correlated by the plot as Fig. 5. The lowest value of WSI 2.23 shown by 20 % KBF at 130 °C and highest value of 11.17 % by 60 % KBF at 170 °C clearly supports the above statement. It has been established that proteins are the most reactant components in foods and easily undergoes degradation with respect to temperature (Pomeranz 1970; Wolf and Cowan 1971). This can be one of the reasons for the increase in WSI value with respect to KBF quantity in extruded snacks. In addition to the above comparatively high amylose content in kidney bean flour affects WSI significantly.

Effect of barrel temperature X1 and kidney bean percentage X 2 on WSI
Sensory properties
Sensory score of the products developed at various barrel temperatures and percentage kidney bean flour is shown in Table 1. Both barrel temperature and percentage kidney bean flour affects the overall acceptability score of snacks. At 150 °C, the extruded snack prepared shows more acceptability than lower and higher temperatures. At low temperature, snack with higher BD and lower RER was produced and at high temperature 178 °C, product starts charring and shows very low acceptability score. OAA score decreases with increasing KBF percentage, extruded snack prepared with 11.73 % KBF showed OAA score of 8.4 and snack prepared with 68 % KBF showed 6.1 hedonic points. Sensory score of the product can be correlated to BD, RER, WAI and WSI of extruded snack. Extruded snack with lower BD & WSI and high value of RER and WAI were more preferable for consumption. The recommended model for OAA with respect to barrel temperature and percentage kidney bean flour is given by the second order quadratic Eq. 6. The R 2 value of 0.9878 and F value of 113.12 clearly indicates the model equation fits well with the experimental data. Figure 6 shows how temperature and KBF affects OAA of snacks.

Effect of barrel temperature X1 and kidney bean percentage X 2 on OAA
Optimization of process parameters and Verification of models
The desired goal for the present experiment was optimising KBF % (X 2) and barrel temperature (X1) based on physical properties of extruded snacks. Table 3 shows software generated optimum conditions of independent variables with the predicted and experimentally arrived values of responses for desired goal. In optimization process more importance were given to BD, RER and OAA of products. Out of three solution generated using numerical optimization technique based on the above conditions, solution no.1 having the maximum desirability value of 0.909 observed at 20 % KB flour and 142.62 °C was selected as the optimum condition for extrusion of KBF incorporated rice snack. The desirability graph (Fig. 7) clearly indicates that both KBF and barrel temperature affects Desirability.

Effect of barrel temperature X1 and kidney bean percentage X 2 on desirability
Extrusion of KBF incorporated rice snack was conducted at the optimum process condition obtained by numerical optimization technique and the quality attributes of the resulting product was determined. Extruded snacks prepared showed better RER, BD and OAA values of 1.964, 0.178 and 7.8 respectively. The experimentally arrived values and values predicted by the equations of the model were tested using t-test and there was no significant difference recorded between the actual and predicted values (P < 0.05). Closeness between the experimental and predicted values of responses further verified by calculating percentage coefficient of variation and values were less than 5 % indicated the suitability of the corresponding models to predict responses.
Conclusions
Designed experiments were carried out using RSM for the extrusion of KBF fortified rice flour using a single screw extruder. The second order quadratic equation developed were found to have R 2 > 0.95, Lack of fit > 0.05, and P < 0.0001 which indicates good fitness of model for prediction purpose. The optimum barrel temperature and KBF percentage determined using RSM and numerical optimization technique was 120 °C, 142.62 °C (T1, T2 = T3) and 20 % respectively. Both barrel temperature and KBF affects all responses significantly (P < 0.05). Increase in KBF percentage decreased OAA & RER and increased BD of product. The variation of physical properties of extruded snack studied in the present experiment was very useful for optimization of (X 2) KBF % and (X1) barrel temperature.
References
Azevedo A, Gomes JC, Stringheta PC, Gontijo AMC, Padovani CR, Riberio LRZ (2003) Black bean (Phaseolus vulgaris L.) as a protective agent against DNA damage in mice. Food Chem Toxicol 41:1671–1676
Batistuti JP, Barros RMC, Arêas JAG (1991) Optimization of extrusion cooking process for chickpea (CicerArietinum L.) deffatted flour by response surface methodology. J Food Sci 56:1695–1698
Beninger CW, Hosfield GI (2003) Antioxidant activity of extracts, condensed tannin fractions and pure flavonoids from Phaseolus vulgaris L. seed coat colour genotypes. J Agric Food Chem 51:7879–7883. doi:10.1021/jf0304324
Bhattacharya S, Prakash M (1990) Extrusion of blends of rice and chick pea flour: a response surface analysis. J Food Eng 21:315–330
Claver IP, Zhang H, Li Q, Kexue Z, Zhou H (2010) Optimization of ultrasonic extraction of polysaccharides from Chinese malted sorghum using response surface methodology. Pak J Nutr 9(4):336–342
Dansby MY, Bovell-Benjamin AC (2003) Physical properties and sixth graders’ acceptance of an extruded ready-to-eat sweet potato breakfast cereal. J Food Sci 68:2607–2612. doi:10.1111/j.1365-2621.2003.tb07069.x
Gutkoski LC, El-Dash AA (1999) Effect of extrusion process variables on physical and chemical properties of extruded oat products. Plant Foods Hum Nutr 54:315–325. doi:10.1023/A:1008101209353
Harper JM (1981) Extrusion of foods (Vol. 1). CRC Press Inc, Boca Raton
Jones J, Lineback D, Levine M (2006) Dietary reference intakes: implications for fibre labelling and consumption: a summary of the international life sciences institute north american fibre workshop, June 1–2, 2004. Nutr Rev 64:31–38. doi:10.1111/j.1753-4887.2006.tb00170.x
Jorge M-C, Alvaro M-R, Roberto G-D, Xiomara P-S, Cuauhtémoc R-M (2012) Optimization of extrusion process for producing high antioxidant instant amaranth (Amaranthus hypochondriacus L.) flour using response surface methodology. App Maths 3:1516–1525
Kaur M, Singh N (2006) Relationships between selected properties of seeds, flours and starches from different chickpea cultivars. Int J Food Prop 9:597–608. doi:10.1080/10942910600853774
Kumagai H, Byeong-Heon L, Toshimasa Y (1987) Flour treatment to improve the quality of extrusion-cooked rice flour products. Agric Biol Chem 51:2067–2071. doi:10.1271/bbb1961.51.2067
Larmond E (1977) Laboratory methods for sensory evaluation of foods. Dept. of Agric Ottawa 1637, Canada
Liu Y, Hsieh F, Heymann H, Huff HE (2000) Effect of process conditions on the physical and sensory properties of extruded oat-corn puff. J Food Sci 65:1253–1259. doi:10.1111/j.1365-2621.2000.tb10274.x
Lue S, Hsieh F, Huff HE (1991) Extrusion cooking of corn meal and sugar beet fiber: effects on expansion properties, starch gelatinization and dietary fiber content. Cereal Chem 68(3):227–234
Madhujith T, Shahidi F (2005) Antioxidant potential of pea beans (Phaseolus vulgaris L.). J Food Sci 70:585–590. doi:10.1111/j.1365-2621.2005.tb09071.x
Morrow B (1991) The rebirth of legumes: legume production, consumption and export are increasing as more people become aware of legumes nutritional benefits. Food Technol 45:96–121
Myers RH, Montgomery DC (2002) Response surface methodology process and product optimization using designed experiments, 2nd edn. Wiley, New York
Onwulata CI, Konstance RP, Smith PW, Holsinger VH (2001) Co-extrusion of dietary fiber and milk proteins in expanded corn products. LWT–food. Sci Technol 34:424–429
Perez-Navarrete C, Gonzáles R, Chel-Guerrero L, Betancur-Ancona D (2006) Effect of extrusion on nutritional quality of maize and Lima bean flour blends. J Sci Food and Agric 86:2477–2484. doi:10.1002/jsfa.2661
Pomeranz Y (1970) Protein enriched bread. Crit Rev Food Sci Nutr 1:453–478. doi:10.1080/104083970095271 08
Prachi G, Premavalli KS (2012) Development of radish fibre based snack by response surface methodology. J Food Sci Technol 49(1):58–65. doi:10.1007/S13197-011-0261-z
Rampersad R, Badrie N, Comissiong E (2003) Physico-chemical and sensory characteristics of flavoured snacks from extruded cassava/pigeonpea flour. J Food Sci 68:363–367. doi:10.1111/j.1365-2621.2003.tb14166.x
Ruiz-Ruiz J, Martinez-Ayala A, Drago S, Gonz’alez R, Batancur-Ancona D, Chel-Guerrero L (2008) Extrusion of a hard-to-cook bean (Phaseolus vulgaris L.) and quality protein maize (Zea mays L.) flour blend. LWT Food Sci Technol 41:1799–1807. doi:10.1016/j.lwt.2008.01.005
Sefa–Dedeh S, Cornelius B, Sakyi–Dawson E, Afoakwa EO (2003) Application of response surface methodology for studying the quality characteristics of cowpea–fortified nixtamalized maize. Innov Food Sci Emer Technol 4:109–119
Snedecor GW, Cochran WG (1967) Statistical methods. Iowa State University Press, Ames
Tharanathan RN, Mahadevamma S (2003) A review: grain legumes a boon to human nutrition. Trends Food Sci Technol 14:507–518
Vargas-López JM, Paredes-Lopez O, Espitia E (1990) Evaluation of lime heat treatment on physicochemical properties of amaranth flour by response surface methodology. Cereal Chem 67(5):417–421
Vatsala CN, Sexana DC, Rao PH (2001) Optimization of ingredients and process conditions for the preparation of pair using response surface methodology. Int J Food Sci Technol 36:407–414
Veronica AO, Olusola OO, Adebowale EA (2006) Qualities of extruded puffed snacks from maize/soybean mixture. J Food Proc Eng 29:149–161. doi:10.1111/j.1745-4530.2006.00054.x
Wang S, Chen F, Wu J, Wang Z, Liao XHX (2007) Optimization of pectin extraction assisted by microwave from apple and pomegranate using response surface methodology. J Food Eng 78:693–700
Winham DM, Hutchins AM (2007) Baked bean consumption reduces serum cholesterol in hyper cholesterolemic adults. Nutr Res 27:380–386
Wolf WF, Cowan JC (1971) Soybean as a food source. Crit Rev Food Sci Nutr 2(1):81–158. doi:10.1080/1040839710 9527117
Yagci S, Gogus F (2008) Response surface methodology for evaluation of physical and functional properties of extruded snack foods developed from food by products. J Food Eng 86:122–132
Yang S, Peng J, Lui W, Jenshinn L (2008) Effects of adlay species and rice flour ratio on the physicochemical properties and texture characteristic of adlay-based extrudates. J Food Eng 84:489–494
Acknowledgments
The support provided by Dr. O.P. Chouhan, Senior scientist from FVT division, DFRL, DRDO is gratefully acknowledged and appreciated.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Agathian, G., Semwal, A.D. & Sharma, G.K. Optimization of barrel temperature and kidney bean flour percentage based on various physical properties of extruded snacks. J Food Sci Technol 52, 4113–4123 (2015). https://doi.org/10.1007/s13197-014-1483-7
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13197-014-1483-7