
Abstract
This study investigated thin layer drying of squash seeds under semi fluidized and fluidized bed conditions with initial moisture content about 83.99% (d.b.). An experimental fluidized bed dryer was also used in this study. Air temperature levels of 50, 60, 70 and 80 °C were applied in drying samples. To estimate the drying kinetic of squash seed, seven mathematical models were used to fit the experimental data of thin layer drying. Among the applied models, Two-term model has the best performance to estimate the thin layer drying behavior of the squash seeds. Fick’s second law in diffusion was used to determine the effective moisture diffusivity of squash seeds. The range of calculated values of effective moisture diffusivity for drying experiments were between 0.160 × 10−9 and 0.551 × 10−10 m2/s. Moisture diffusivity values decreased as the input air temperature decreased. Activation energy values were found to be between 31.94 and 34.49 kJ/mol for 50 °C to 80 °C, respectively. The specific energy consumption for squash seeds was calculated at the boundary of 0.783 × 106 and 2.303 × 106 kJ/kg. Increasing in drying air temperature in different bed conditions led to decrease in specific energy value. Results showed that applying the semi fluidized bed condition is more effective for convective drying of squash seeds. The aforesaid drying characteristics are useful to select the best operational point of fluidized bed dryer and to precise design of system.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Squash (Cucurbita moschata L) is a seasonal crop which is produced both as human and animal feed. It has numerous uses either as an ingredient in food preparations such as: breads, pies, soups, stews or as a vegetable (Doymaz 2007). The main purpose production of squash fruit in Iran is utilization of seed either as a source of high quality oil or un-husked and salted seeds as a nibbling snack. It is also used in cooking and as a folk remedy in pharmaceutical industry (Mashtany et al. 2009; Asgary et al. 2010).
Squash pulp is usually consumed as fruit. It is also added to jams, juices and baby foods for its vitamins. Squash green fruit is used as a vegetable. In agriculture, squash pulp is used as natural fertilizer, animal feed and ensiled with other silages (Sito et al. 1999). It is a good source of potassium, iron, vitamin A, magnesium and dietary fiber (USDA 2002).
Squash seeds due to high initial moisture content are very sensitive to microbial spoilage. Therefore drying the seeds after harvesting is necessary in order to extend their storage life (Doymaz 2007). The main goal in squash seeds drying is the reduction of its moisture content to a specific level, in order to safe storage for a long period of time (Erenturk and Erenturk 2007).
Dehydration process is an important step in the food and agricultural processing industries (Krokida et al. 2003), so drying is one of the most common used methods for food preservation (Doymaz 2007; Uribe et al. 2009).
The basic goal in drying food and agricultural products is the elimination of moisture from the material, up to a safe level to prevent deteriorative reactions and microbial spoilage (Krokida et al. 2003). Thus, drying by evaporation of the moisture from the tissue of food reduces the deterioration phenomena due to the presence micro-organisms or enzymes which in turn can be stored for a longer period of time (Dutta et al. 2006; Sacilik 2007). Other advantages of drying are smaller space for storage, longer shelf-life, lighter weight and storability under ambient temperatures (Doymaz 2007).
Drying is a complex thermal process with unsteady state of heat and mass transfer. Convective air drying is the most common method in post-harvest period of agricultural products. This drying method causes some loss to fruits and vegetables quality, such as: taste, color, and nutritional content (Alibas 2007). Moreover, this method is highly energy-consuming (Sacilik 2007).
Fluidization is defined as suspending of grain bed in air flow. With gradually increasing in air flow through a bed of material, fixed bed, minimum fluidized bed (semi fluidized bed), bubbling fluidized bed and transportation will be created, respectively. From minimum fluidized bed to transportation point is known as fluidization (Kunii and Levenspiel 1991; Soponronnarit et al. 1997). In fluidized bed drying, heat and mass transfer between drying air and material are very high. Temperature distribution in drying material and inside fluidized bed due to intense material mixing is almost uniform. This reduces the drying time and temperature level of drying air. Furthermore, fluidized bed drying prevents the hot spots formation and makes easy the control of process, especially for materials sensitive to temperature (Gazor 2009). Fluidized bed drying has been utilized for obtaining dried food and agricultural materials with high quality such as: corn (Soponronnarit et al. 1997), broad beans (Hashemi et al. 2009), milky mushroom (Arumuganathan et al. 2009), rough rice (Amiri Chayjan et al. 2009) and green beans (Souraki and Mowla 2007).
For predicting drying behavior of food and agricultural material, many thin-layer drying mathematical models have been developed. Three groups of these models are: theoretical (Fick’s second law of diffusion), semi-theoretical (Lewis, Page, modified Page, Henderson-Pabis, logarithmic, Two-term, Two-term exponential, approximation of diffusion, Verma, etc.), and empirical (Wang-Singh). Air temperature and material characteristic dimension are greatly affected on drying kinetics in convective drying. These models are dependent only on drying time and constants, while influence of all other factors is negligible (Krokida et al. 2003; Kaleta and Górnicki 2010).
Three important indices in modeling, designing and optimizing of the hot-air drying process are effective moisture diffusivity, activation energy and specific energy consumption. Effective moisture diffusivity represents the effect of all input parameters on the mass transfer in drying process (Hashemi et al. 2009). Minimum energy requirement for starting the drying process is known as activation energy (Aghbashlo et al. 2008). Specific energy consumption is defined as the consumed energy for evaporating of 1 kg moisture from squash seed. Therefore, proper selecting and applying of temperature and air velocity levels are vital important (Koyuncu et al. 2007).
Although many studies has been conducted about drying properties for different food and agricultural products, nevertheless no study has been carried out about drying of squash seed in semi fluidized and fluidized bed conditions. Additionally, drying indices of squash seed under these conditions is not available.
The main objectives of this study were: 1) to introduce a suitable mathematical model for predicting the drying kinetic of squash seed under semi fluidized and fluidized bed conditions, 2) to determine the effective moisture diffusivity, activation energy and specific energy consumption of squash seed during semi fluidized and fluidized bed drying and 3) to evaluate their relationship with input parameters such as bed condition and air temperature.
Materials and methods
Laboratory fluidized bed dryer
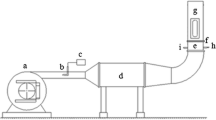
Drying experiments were conducted using a laboratory fluidized bed dryer (Fig. 1). The dryer was designed and fabricated in department of agricultural machinery of Bu-Ali Sina University. It consists of a centrifugal fan with an electrical motor (0.375 kW, one phase). Air stream passed from heating unit to then heated to an adjusted temperature level. Six electrical heating elements (2 kW) supply the required temperature. Diameter and height of drum type drying chamber was 200 mm and 320 mm, respectively. Inlet air temperature was controlled by a digital thermostat with ±0.1 °C accuracy (Atbin mega, made in Iran). Air velocity of inlet air was controlled by an inverter with ±0.1 Hz accuracy (Vincker VSD2, made in Taiwan). A hygrometer with accuracy of ±3% RH (Lutron TM-903, made in Taiwan) and a thermometer with accuracy of ±0.1 °C (Lutron TM-903, made in Taiwan) with type k sensor were used to record the air relative humidity and temperature, respectively. A measuring device Standard ST-8897 (made in China) was used to measure and record the air velocity and pressure drop. It consist a differential digital manometer with ±0.1 Pa accuracy and a vane type digital anemometer with ±0.1 m/s accuracy.

Schematic diagram of batch fluidized bed dryer: (1) inverter, (2) fan and electrical motor, (3) thermostat, (4) electrical heater, (5) mixing chamber, (6) diffuser, (7) thermocouple (8) input air temperature recorder, (9) drying chamber, (10) air velocity sensor, (11) chamber cap, (12) outlet air temperature recorder, (13) computer
Determination of drying condition
To define the drying conditions, fluidization curve was obtained firstly. In this stage, air flow velocity which passed from squash seeds column was plotted against pressure drop. To obtain the experimental data set, fan speed was gradually increased using an inverter. With regard to drying chamber area and applying of thin layer drying, about 40 g squash seed was used in fluidization tests. Maximum pressure drop against air velocity was defined as semi fluidized bed condition. This point as well as two other points in fluidized bed domain was selected as experimental points.
Experiments
Fresh squash seeds were collected after cutting the squash fruit. The seed samples were cleaned and stored in a refrigerator at 3 ± 1 °C. Ambient air temperature and air relative humidity during drying changed from 22 to 31 °C and from 19 to 33%, respectively. Also, inlet and outlet air temperatures of the drying chamber were measured during the experiments using a digital thermometer with accuracy of ±0.1 °C (Lutron TM-903, made in Taiwan). Air temperature levels of 50, 60, 70, and 80 °C were applied in the experiments. Moreover with regard to three air velocity levels (bed conditions), 12 experiments were totally performed. A digital balance (AND GF-6000, made in Japan) with ±0.01 g accuracy was employed to record the sample weight during the experiments. Gravimetric method was used to determine the squash seeds moisture contents at 70 °C for 24 h (AOAC 1990). Initial and final moisture contents of squash seeds were about 83.99% (d.b.) and 7.53% (d.b.), respectively.
Mathematical modeling
Moisture ratio during drying on thin-layer of squash seeds is calculated as follows:
where MR is the moisture ratio, M is the moisture content at time t (% d.b.), M 0 and M e are the initial and equilibrium moisture contents, respectively (% d.b.).
During drying of squash seeds in the fluidized bed dryer, M e values were relatively small compared to M and M 0. So the Eq. (1) was simplified as follow (Pala et al. 1996; Doymaz 2004):
Seven thin layer drying models were applied to fit on the obtained drying curves (Table 1). Model constants and comparative indices obtained using nonlinear regression of Curve Expert software (Ver. 1.4). Goodness-of-fit for different models was evaluated using coefficient of determination (R 2), chi-square (χ 2) and root mean square error (RMSE). For the best performance model, values of R 2 should be the highest and values of χ 2 and RMSE should be the lowest (Demir et al. 2004; Erenturk et al. 2004). These statistical criteria are as follow:
where MR exp,i is the experimental moisture ratio of ith data, MR pre,i is the predicted moisture ratio of ith data, N is the number of observations and z is the number of drying constants.
Effective moisture diffusivity
Fick’s diffusion equation for particles with slab geometry is used for calculation of effective moisture diffusivity. Minor diameter of squash seeds is much smaller than their major diameter, therefore squash seeds considered as infinite slab.
Fick’s equation for describing effective moisture diffusivity of squash seeds obtained as follow:
where n = 1, 2, 3, . . . is the number of terms taken into consideration, t is time of drying (s), D eff is effective moisture diffusivity (m2/s) and L is average thickness of squash seeds (m).
After considering the first term of Eq. (6) for a long drying period, according to Kingsly et al. (2007), the relationship simplified as follow:
Equation (7) can be linearized as follow:
Activation energy can be computed using an Arrhenius type equation (Babalis and Belessiotis 2004):
For determining E a , Eq. (9) can be written as follows:
where E a is activation energy (kJ/mol), R is universal gas constant (8.3143 kJ/mol.K), T is absolute air temperature (K), D 0 is pre-exponential factor of the equation (m2/s).
After plotting ln(D eff ) against 1/T according to Eq. (10), three fitted models were obtained as straight lines.
Specific energy consumption (SEC) for squash seed drying was obtained using the following equation (Zhang et al. 2002):
where SEC is specific energy consumption (kJ/kg), C Pv and C Pa are specific heat capacity of vapor and air, respectively, (1004.16 and 1828.8 J/kg.°C), Q is the inlet air to drying chamber (m3/s), t is the total drying time (min), h a is absolute air humidity (kgvapor/kgdry air), T in and T am are inlet air to drying chamber and ambient air temperatures, respectively, (°C), m v is mass of removal water (kg) and V h is specific air volume (m3/kg).
Results and discussion
Fluidization points
The air velocity at minimum fluidized bed was obtained 2.51 m/s. Also two other points was determined in fluidized bed domain with air velocities of 4.01 and 5.32 m/s respectively (Fig. 2). The pressure drop of squash seeds bed for minimum fluidized and fluidized bed conditions (points of A, B and C) were 0.077, 0.071 and 0.041 kPa respectively. Pressure drop in minimum fluidized bed condition (point A in Fig. 2) was maximum.

Fluidization curve of squash seed and selected points for modeling: A semi fluidized bed (2.51 m/s), B fluidized bed (4.01 m/s) and C fluidized bed (5.32 m/s)
Modeling
Drying time against moisture ratio (MR) of squash seed samples at different temperature levels and bed conditions (semi fluidized and fluidized bed) was plotted (Fig. 3). As shown in Fig. 3, air temperature has a determinant role in drying time of squash seeds. An increase in air temperature caused a decrease in drying time. With increasing the drying air temperature, more energy rate applied to the squash seed and cause increase in drying rate. These results are in good agreement with the previous studies, such as: plum slices (Goyal et al. 2007) and mushroom (Arumuganathan et al. 2009).

Moisture ratios of squash seeds under different bed conditions and different air temperatures
Drying curves (Fig. 3) and obtained curves after plotting ln(MR) against time (Fig. 4), proved that all drying cases of squash seeds were happened in falling rate period. Similar result has been reported in carrot drying by Aghbashlo et al. 2009.

ln(MR) versus drying time (hour) for thin-layer semi fluidized and fluidized bed drying of squash seeds
Seven thin layer mathematical models were used to predicate the moisture ratio of squash seeds at different drying conditions. Table 2 shows the comparative indices for all drying conditions. Value of R 2 for the best model should be highest and χ 2 and RMSE values should be lowest. The R 2 value of Midilli et al., Two-term and Two-term exponential models were greater than 0.99. Because the Two-term model performed the best results, this model was used to predict the drying kinetic of squash seeds. Only at 80 °C, Midilli et al. model has been presented the best performance. Coefficients of Two-term model for all drying curves are reported in Table 3. Predicted values of moisture ratio by Two-term model were plotted against experimental data (Fig. 5). The R 2 value (0.9990) of this curve showed that the Two-term model is superior for prediction of squash seeds drying behavior.

Linear fit between predicted moisture ratio and experimental values using Two term model for thin layer drying of squash seed
Effective moisture diffusivity
Values of ln(MR) were plotted against drying time (hour) for all drying conditions (Fig. 4). These curves confirmed that the drying process of squash seeds was implemented as liquid diffusion. With regard to the thickness of squash seeds was small (about 3 mm), one falling rate period occurred in drying of squash seeds. The slope of these curves was proportionally increased as the temperature level was increased. Bed condition has little effect on changing the slope of D eff ; so that the changes in bed condition in range of fluidized bed has insignificant effect on D eff value, especially at low temperature levels. Values of D eff (Table 4) were calculated by using Eq. (8). Maximum and minimum values of D eff were found to be 0.160 × 10−9 m2/s and 0.551 × 10−10 m2/s, respectively. At air temperature of 80 °C maximum values belonged to the semi fluidized (2.51 m/s) and fluidized bed (4.01 m/s) conditions. Also, minimum value belonged to fluidized bed (5.32 m/s) condition with air temperature of 50 °C. These results showed that the minimum fluidized bed is the best selected point for drying of squash seed in the experimental domain, because D eff values for minimum fluidized bed were relatively higher and the air velocity was lower. This phenomenon causes lower energy consumption by electrical motor and less mechanical damages to product.
Drying air temperature has great effect on D eff values of squash seeds. This effect in higher temperature levels is more sensible. Many researchers have been reported this phenomenon in their studies, such as: peaches (Kingsly et al. 2007) and plums (Goyal et al. 2007).
Effect of bed condition on D eff
Fig. 6 shows the variations of D eff against input air temperature at different drying conditions. Three exponential models were applied to fit on D eff values (Table 5). Related R 2 values showed that these models are appropriate to predict D eff based on air temperature. Also results showed that two order polynomial models were suitable for prediction of D eff in different temperatures (Table 6). Variations of D eff values for squash seed at different air temperatures and bed conditions are depicted in Fig. 6. According to these results increasing of D eff by increasing in air temperature in each bed condition was based on exponential pattern. Also due to low effective of fluidized bed condition (high air velocity) on mass transfer of squash seeds, any significant change in D eff was not observed. D eff value in semi fluidized bed was little higher. In other words, contact of drying air with squash seeds at semi fluidized bed was more effective. This phenomenon was observed in all drying temperatures.

Influence of air temperature and bed condition on D eff of squash seeds in thin-layer drying of squash seeds
Computation of activation energy
ln(D eff ) of squash seeds was plotted against 1/T (Fig. 7). Slope of the graph was used for computation of activation energy (E a ). Calculated E a values for all drying conditions and R 2 values are presented in Table 7. The magnitudes of E a for agricultural and food products generally which reported by Aghbashlo et al. (2008) were 12 to 110 kJ/mol. The minimum and maximum values of E a for figs fruit which have been reported by Babalis and Belessiotis (2004) were between 30.8 and 48.47 kJ/mol respectively.

ln(D eff ) against 1/T at different air velocities levels for thin-layer drying of squash seeds
Results indicated that the E a values for squash seeds varied between 31.94 and 34.49 kJ/mol for semi fluidized and fluidized bed conditions. Free and bounded water are two form of moisture in agricultural and food materials. Most of the water in squash seed (similar to other agricultural products) is in the form of bounded water. As a result, drying process was occurred in falling rate (Amiri Chayjan et al. 2011). This phenomenon causes a relative increase in energy consumption of squash seed drying process. In this condition, the effect of drying parameters such as temperature and air velocity on moisture transfer was decreased. Therefore, increase in air velocity causes increase in energy consumption and increase in air temperature leads to injuries in physical and chemical properties (Amiri Chayjan et al. 2009). Due to the structure, external coat and composition of squash seed, drying rate of seeds occurred in one falling period and the E a value is relatively high.
Variation of E a values against air velocity is shown in Fig. 8. A simple linear model was fitted to the E a data set as follow:

Influence of air velocity on activation energy of squash seeds in thin-layer drying
R 2 showed that a good correlation is found between E a and air velocity. Maximum value of E a obtained at fluidized bed condition with air velocity of 5.32 m/s (Fig. 8). As seen increase in air velocity, has caused an increase in activation energy. Similar result has been reported by Aghbashlo et al. (2008) about lower activation energy for berberies fruit in low air velocity.
Energy consumption
Specific energy consumption (SEC) of squash seeds was determined using Eq. (11). The computed SEC is energy requirement for eliminating 1 kg water from fresh squash seeds in hot air drying. Figure 9 shows the variations of SEC values for squash seeds drying under different drying conditions. Results showed that the SEC values were decreased as the air temperature was increased. In addition, increase in air velocity causes a significant increase in SEC value. Minimum SEC (0.783 × 106 kJ/kg) was computed for minimum fluidized bed condition and input air temperatures of 80 °C. Likewise maximum SEC (2.303 × 106 kJ/kg) was determined for fluidized bed condition (air velocity of 5.32 m/s) and input air temperature 50 °C. Results emphasized that applying of fluidized bed condition cause an intensive increase in SEC compared to semi fluidized bed condition without any positive effect in other drying parameters. In other words, low temperature level and high air velocity caused a relative increase in drying time, leading to higher total energy consumption (Eq. 11). Increase in air velocity caused effective contact between air and squash seeds, but output energy loss was also increased. Similar results have been addressed in drying of paddy by Khoshtaghaza et al. (2007) and berberies fruit by Aghbashlo et al. (2008). SCE values in semi fluidized bed and fluidized bed conditions were predicted using three linear models as follow:

Effect of air temperature and bed condition on specific energy consumption of squash seeds in thin layer drying
Conclusions
Results of squash seeds drying in a semi fluidized and fluidized bed indicated that Two-term model performed the best results for prediction of the seeds drying kinetic for the applied conditions. In this study, the effective moisture diffusivity for squash seeds drying varied between 0.160 × 10−9 m2/s and 0.551 × 10−10 m2/s. Moreover, increase in drying air temperature for each bed condition caused a relative intensive increase in D eff value, while increase in air velocity in each air temperature level had no significant effect on D eff value. Results showed that activation energy of squash seeds varied between 31.94 and 34.49 kJ/mol and these results were in good agreement with many researchers. Finally, specific energy consumption obtained for thin layer drying of squash seeds showed a range between 0.783 × 106 and 2.303 × 106 kJ/kg.
Abbreviations
- C Pv :
-
Specific heat capacity of vapor (1004.16 J/kg °C)
- C Pa :
-
Specific heat capacity of air (1828.8 J/kg °C)
- D 0 :
-
Pre-exponential factor of the Arrhenius equation (m2/s)
- D eff :
-
Effective moisture diffusivity (m2/s)
- E a :
-
Activation Energy (kJ/mol)
- h a :
-
Absolute air humidity (kgvapor/kgdry air)
- i:
-
Data number
- L :
-
Thickness, m
- m v :
-
Mass of removal water (kg)
- M :
-
Moisture content (% d.b.)
- M 0 :
-
Initial moisture content (% d.b.)
- M e :
-
Equilibrium moisture content (% d.b.)
- MR :
-
Moisture ratio (decimal)
- MR exp,i :
-
Experimental moisture ratio of ith data (decimal)
- MR pre,i :
-
Predicted moisture ratio of ith data (decimal)
- n:
-
Number of terms taken into consideration
- N :
-
Number of observations
- Q :
-
Inlet air to drying chamber (m3/s)
- R :
-
Universal gas constant (8.3143 kJ/mol K)
- RMSE :
-
Root mean square error
- R 2 :
-
Correlation coefficient
- SEC :
-
Specific energy consumption (kJ/kg)
- t:
-
Drying time (s)
- T :
-
Absolute air temperature (K)
- T in :
-
Inlet air temperature to drying chamber (°C)
- T am :
-
Ambient air temperatures (°C)
- V h :
-
Specific air volume (m3/kg)
- z :
-
Number of drying constants
- χ 2 :
-
Chi-square
References
Aghbashlo M, Kianmehr MH, Samimi-Akhijahani H (2008) Influence of drying conditions on the effective moisture diffusivity, energy of activation and energy consumption during the thin-layer drying of berberis fruit (Berberidaceae). Energy Convers Manag 49:2865–2871
Aghbashlo M, Kianmehr MH, Khani S, Ghasemi M (2009) Mathematical modeling of thin-layer drying of carrot. Int Agrophys 23:313–317
Akpinar EK (2010) Drying of mint leaves in a solar dryer and under open sun: modeling, performance analyses. Energy Convers Manag 51:2407–2418
Aktas M, Ceylan I, Yilmaz S (2009) Determination of drying characteristics of apples in a heat pump and solar dryer. Desalination 239:266–275
Alibas I (2007) Microwave, air and combined microwave-air-drying parameters of pumpkin slices. LWT 40(8):1445–1451
Amiri Chayjan R, Khosh Taghaza MH, Montazer GH, Minaee S, Alizadeh MR (2009) Estimation of head rice yield using artificial neural networks for fluidized bed drying of rough rice. J Agric Sci Technol Nat Resour 13(48):285–299 (in Farsi)
Amiri Chayjan R, Amiri Parian J, Esna-Ashari M (2011) Modeling of moisture diffusivity, activation energy and specific energy consumption of high moisture corn in a fixed and fluidized bed convective dryer. Span J Agric Res 9(1):28–40
AOAC (1990) Official methods of analysis, 15th edn. Association of Official Analytical Chemists, Washington DC
Arabhosseini A, Huisman W, Van Boxtel A, Muller J (2009) Modeling of thin layer drying of tarragon (Artemisia dracunculus L.). Indust crops products 29:53–59
Arumuganathan T, Manikantan MR, Rai RD, Anandakumar S, Khare V (2009) Mathematical modeling of drying kinetics of milky mushroom in a fluidized bed dryer. Int Agrophys 23:1–7
Asgary S, Kazemi S, Moshtaghian SJ, Rafieian M, Bahrami M, Adelnia A (2010) The protective effect of Cucurbita pepo L. on liver damage in alloxan- induced diabetic rats. J Shahrekord Univ Med Sci 11(4):59–65 (in Farsi)
Babalis SJ, Belessiotis VG (2004) Influence of drying conditions on the drying constants and moisture diffusivity during the thin-layer drying of figs. J Food Eng 65:449–458
Demir V, Gunhan T, Yagcioglu AK, Degirmencioglu A (2004) Mathematical modeling and the determination of some quality parameters of air-dried bay leaves. Biosystems Eng 88:325–335
Doymaz I (2004) Effect of pre-treatments using potassium metabisulphite and alkaline ethyl oleate on the drying kinetics of apricots. Biosystems Eng 89:281–287
Doymaz I (2007) The kinetics of forced convective air-drying of pumpkin slices. J Food Eng 79:243–248
Dutta D, Dutta A, Raychaudhuri U, Chakraborty R (2006) Rheological characteristics and thermal degradation kinetics of beta-carotene in pumpkin puree. J Food Eng 76:538–546
Erenturk S, Erenturk K (2007) Comparison of genetic algorithm and neural network approaches for the drying process of carrot. J Food Eng 78:905–912
Erenturk S, Gulaboglu MS, Gultekin S (2004) The thin layer drying characteristics of rosehip. Biosystems Eng 89:159–166
Gazor HR (2009) Modeling drying kinetics of canola in fluidized bed dryer. Iran J Biosyst Eng 40(2):175–184 (in Farsi)
Goyal RK, Kingsly ARP, Manikantan MR, Ilyas SM (2007) Mathematical modeling of thin layer drying kinetics of plum in a tunnel dryer. J Food Eng 79:176–180
Hashemi G, Mowla D, Kazemeini M (2009) Moisture diffusivity and shrinkage of broad beans during bulk drying in an inert medium fluidized bed dryer assisted by dielectric heating. J Food Eng 92:331–338
Kaleta A, Górnicki K (2010) Some remarks on evaluation of drying models of red beet particles. Energy Convers Manag 51:2967–2978
Khoshtaghaza MH, Sadeghi M, Amiri Chayjan R (2007) Study of rough rice drying process in fixed and fluidized bed conditions. J Agric Sci Nat Res 14(2):127–137 (in Farsi)
Kingsly ARP, Goyal RK, Manikantan MR, Ilyas SM (2007) Effects of pretreatments and drying air temperature on drying behaviour of peach slice. Int J Food Sci Technol 42:65–69
Koyuncu T, Pinar Y, Lule F (2007) Convective drying characteristics of azarole red (Crataegus monogyna Jacq.) and yellow (Crataegus aronia Bosc.) fruits. J Food Eng 78:1471–1475
Krokida MK, Karathanos VT, Maroulis ZB (2003) Drying kinetics of some vegetables. J Food Eng 59:391–403
Kunii D, Levenspiel O (1991) Fluidization engineering. Butterworth-Heinemann, Stoneham, USA
Mashtany SS, Gharachorloob M, Delkhoshc B (2009) Physicochemical evaluation of oil extracted from different varieties of Iranian pumpkin seeds. Food Technol Nutr 7(4):57–66 (in Farsi)
Midilli A, Kucuk H, Yapar Z (2002) A new model for single-layer drying. Dry Technol 20:1503–1513
Pala M, Mahmutoglu T, Saygi B (1996) Effects of pretreatments on the quality of open-air and solar dried products. Food 40:137–141
Sacilik K (2007) Effect of drying methods on thin-layer drying characteristics of hull-less seed pumpkin (Cucurbita pepo L.). J Food Eng 79:23–30
Sito S, Barčić J, Ivančan S (1999) Effect of different airflow speeds upon the duration of the drying process of high moisture pumpkin seeds after washing. Agric Cons Sci 64(2):131–136
Soponronnarit S, Pongtornkulpanich A, Prachayawarakorn S (1997) Drying characteristics of corn in fluidized bed dryer. Drying Technol 15(5):1603–1615
Souraki BA, Mowla D (2007) Axial and radial moisture diffusivity in cylindrical fresh green beans in a fluidized bed dryer with energy carrier: modeling with and without shrinkage. J Food Eng 88:9–19
Standard USDA (2002) US standard for nutritive value of foods. Agricultural Marketing Service, Washington DC
Uribe E, Vega-Gálvez A, Di Scala K, Oyanadel R, Torrico JS, Miranda M (2009) Characteristics of convective drying of pepino fruit (Solanum muricatum Ait.): application of Weibull distribution. Food Bioprocess Technol. doi:10.1007/s11947-009-0230-y
Zhang Q, Yang SX, Mittal GS, Yi S (2002) Prediction of performance indices and optimal parameters of rough rice drying using neural network. Biosystems Eng 83(3):281–290
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Chayjan, R.A., Salari, K., Abedi, Q. et al. Modeling moisture diffusivity, activation energy and specific energy consumption of squash seeds in a semi fluidized and fluidized bed drying. J Food Sci Technol 50, 667–677 (2013). https://doi.org/10.1007/s13197-011-0399-8
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13197-011-0399-8