
Abstract
The objective of this work is to reinforce Tungsten Carbide (WC) onto the surface of AA 6063 aluminium alloy using Gas Tungsten Arc (GTA) as heat source and investigate the hardness and wear properties. Based on number of trials, optimum GTA heat source parameters are finalized with reference to the proper fusion of base metal. It is found that the hardness is reduced after the application of heat. After the reinforcement of WC, the hardness returns back to the base metal value. In order to further to improve the properties, the reinforced alloy is heat Treated. The Microhardness of the reinforced and aged AA 6063 is increased by 50% with respect to base metal. The wear resistance of the reinforced surface is improved by 52% with respect to base metal. Characterization techniques like SEM, EDX and XRD are done and the presence of WC is confirmed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In automotive industry, the usage of heavier materials like steel, cast iron and copper are gradually reduced and replaced by aluminium alloys because of its high strength, stiffness to weight ratio, good formability and good corrosion resistance. So search for alternative materials like aluminium alloys and plastics helps in reducing the weight of the individual components and thereby improves the fuel economy of an automobile. In recent years, the stringent air pollution standards and energy consumption reduction is challenging the designers and manufacturers to select the proper material to meet the growing demand of the world. Mostly wrought aluminium alloys are used in automotive applications like pneumatic systems, seat frames, heat shields and in structures. In specific, 5000 series are used mostly for inner panel applications, and for the outer panel, the heat-treatable 6000 series are used [1]. Now a days, the engineering components are expected to work under increasingly harsh environments during routine operation. Therefore, the research on enhancing the properties like hardness, wear, corrosion, surface roughness and fatigue of metals and alloys has found importance to improve component performance, reliability and durability of the materials. The properties of aluminium alloys are enhanced by altering the elemental composition, applying the heat treatment etc. in bulk or at the surface.
Aluminium Metal Matrix Composites (MMC) is developed by reinforcing the base aluminium alloy with various metal and ceramic particles to improve their mechanical properties. AA 6063 alloy reinforced with silicon carbide (SiC) using stir casting technique, and the effect of age hardening and High temperature on hardness has already been investigated [2, 3]. AA 6063 alloy reinforced with TiB2 in situ MMC fabricated using liquid metallurgy route and its effect on the hardness and tribological properties have been studied [4]. Using stir casting technique, bulk modification on Zn–Al alloys [5] and Al–Zn–Cu alloys [6] have already been carried out by altering the composition of major elements. Mostly, the reinforcements are done using non-deformable ceramic particles, which causes the bulk material to lose its properties like ductility and toughness.
Instead of modifying the properties of bulk material, the surface alone is strengthened to improve the mechanical and tribological properties. Work has been carried out to improve the properties of surface alone using thermal techniques like Gas Tungsten Arc (GTA), Plasma spraying, Laser cladding, Friction Stir processing, Anodizing etc. Laser cladding of WC/Ni has been studied on various steels and its wear resistance has been observed [7, 8]. Laser cladding applications have the limitation of their high cost and with different powders, the coefficients of absorption of laser energy vary significantly [9]. Using Micro-Arc oxidation technique, Al2O3 ceramic is coated on AA 6063 and the result reveals high hardness in the coated area. The traditional coating processes like hard anodizing and Thermal spraying does not support much the base substrate due do its insufficient adhesion and reduces its durability [10]. The coatings formed by the many processes are susceptible to peeling off from the substrate because of the adverse service conditions. In order to avoid these problems, less costly and simpler process GTA is used as a heat source to produce surface composite layers using various metal powders with high deposition efficiency [11].
GTA process produces good metallurgical bonding at the interface between the composite layer and the substrate. GTA proves to be the better alternative to modify the surface of the material compared to other thermal techniques. Not much work has been carried out on reinforcing the surface of AA 6063 alloy with hard ceramic particles using thermal techniques. In this study, an attempt is made to reinforce the surface of AA 6063 with WC using GTA. WC belongs to Group VI interstitial carbides. It is an extremely hard refractory ceramic material similar to titanium carbide. WC finds its applications in cutting and drilling tools, drawing and extrusion dies, sealing rings, etc. Coatings of WC is deposited using thermal and plasma CVD to improve the surface properties.
2 Experimental Procedure
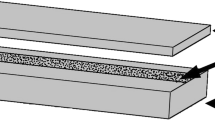
Lincoln Electric V205T GTAW equipment was used for applying heat over the surface of the AA 6063. A PLC based stepper motor driven manipulator was used to control the speed of the work specimen, which was kept over the worktable. The position of the torch was held stationary in the vertically down position. Inert gas Argon was used as a shielding gas at 7 lpm flow rate [12]. Thoriated tungsten electrode was of diameter 2.4 mm was used during welding to have the better arc stability. Direct Current Electrode Negative (DCEN) mode was used for applying the heat over the surface of AA 6063. A schematic representation of the experimental setup is shown in the Fig. 1.

Schematic diagram of GTA process setup
The raw material AA 6063 aluminium alloy having the size of 25 mm width × 12 mm thickness was cut into required number of pieces. Trial runs were performed on the base metal by varying current (100 A to 200 A), work speed (1–10 mm/s.) and the electrode to work distance (1–5 mm). Thoriated tungsten electrode was frequently grounded to maintain an angle of 60° at the tip. It was found that if the heat source current was below 150 A, the work speed was above 10 mm/s and the electrode to work distance was greater than 2 mm, then lack of fusion was observed. If the current was above 150 A, work speed was below 2 mm/s and electrode to work distance was below 2 mm, burn through was observed. The final heat source parameters are reported on the Table 1.
Heat was applied on the surface of the plate by varying GTA current as 150 A and 175 A for torch speeds of 2, 4 and 6 mm/s. Vickers Microhardness were measured for the combination of six specimens over the fusion zone. The commercially obtained WC particles were sieved using the auto sieve-shaker. The different sieves used for the process of segregation were 38, 76, 106, 150, 220 and 300 µm. In the present investigation, WC particles of the size of 106 µm was used. The WC ceramic particle was bonded with the base of AA 6063 surface by using Hydrolyzed Polyvinyl alcohol (PVA). Otherwise, the particle would fly over to other areas due to the flow of Argon gas during the process. The specimens were heated in the furnace to remove the moisture. Using optimized GTA parameter, the WC Particles were deposited on to the surface of the substrate. To enhance the mechanical properties, the samples were heat-treated.
Using Pin-on disc wear equipment, dry sliding wear test of base metal and the WC reinforced substrate were carried out. Pin specimens of 8 mm diameter and 40 mm height were prepared from the above categories of substrates. The test was conducted according to the ASTM G99-95a standard. The wear disc made of EN 31 material with the diameter of 165 mm, having the hardness of 60 HRC was used to slide against the pin surface. The applied load varied as 10, 20 and 30 N. The sliding velocity varied as 1, 1.5 and 2 m/s. Sliding distance was kept constant as 1000 m. Weight loss method was used to determine the wear rate of the samples. Microstructural investigation was done for the base metal and for the fusion zone of the heat-applied sample using Optical Microscopy. A comprehensive study on the microstructure of surface modified AA 6063 was done using Scanning Electron Microscopy. Characterization techniques like EDX and XRD was done to know the presence of WC on to the surface of AA 6063.
3 Results and Discussion
The elements present in the base material are confirmed by the Laser Spectroscopic analysis. Table 2 shows the chemical composition of the base material using Optical Emission Spectrometer (METAVISION–1008 I). The microhardness of all the samples has been measured using Mitutoyo Vickers microhardness testing equipment with 100 gf load for 15 s. Minimum of 10 points are used to get the average microhardness. The average microhardness of the base metal is 64 HV.
The heat input is calculated for the selected variable GTA process parameters using the Eq. (1) [13] and the profile of the heat input to the specimens with various GTA parameters are shown in the Fig. 2.
where q/v is the heat input (J/mm), E is the voltage (V), I is the current (A), V is the work specimen speed (mm/s), η is the efficiency of GTA = 0.74 [14].

Heat input versus specimen speed
3.1 Microhardness Analysis of Heat Applied samples
Heat is applied over the sample using the heat source current as 150 and 175 A. Electrode to work distance is maintained as 2 mm and the specimen speed is varied from 2 to 6 mm/s. in steps of 2 mm/s. Microhardness measurements are done on the fusion zone and up to 7 mm from the center of the fusion zone of the base metal after application of heat. The variation in the microhardness is shown in the Fig. 3a, b for the heat source current of 150 and 175 A respectively. It can be observed that maximum hardness reduction takes place at the fusion zone.

Microhardness (HV) of specimens with heat source current of a 150 A. b 175 A
Magnesium (Mg) and Silicon (Si) are the major elemental composition in AA 6063. The primary hardening phase Mg2Si (magnesium–silicide) is formed due to the combination of Mg and Si. This magnesium–silicide precipitate play a major role on the strength of the alloy. When alloy elements are added into aluminium during melting, the majority of alloy elements are less soluble in the solid phase than in liquid phase. This leads to a gap between liquidus and solidus causing segregation of these alloy elements. Artificial aging is done to reduce the segregation so that the homogenize structure and the required hardness can be obtained [15]. Depending on the aging temperature and aging time, the type, size and distribution of precipitates will vary and result in variation in mechanical properties of the aged material [16]. During the study of Friction Stir Welding (FSW) of AA 6061 alloy, it is found that the strengthening meta-stable precipitates are diminished in the stir nugget zone [17]. This dissolution of precipitates is the reason for the reduction in hardness at the fusion zone in the current study.
When the heat source current is 150 A and the work speed is 2, 4 and 6 mm/s, then the hardness at the center of the fusion zone is found to be 54, 55 and 57 HV respectively. With the same range of work speed and with the heat source current of 175 A, the hardness at the center of the fusion zone is found to be 51, 53 and 55 HV. The hardness decreases maximum at the center of the fusion zone. In addition, it is found that the hardness decreases when the speed is decreased. With reference to Fig. 3a and b, it can be inferred that there is a variation in hardness across the width of the base plate. The hardness at the edge of the plate is almost closer to the base metal hardness value because of the heat dissipation at the edges are more compared to the fusion zone and the effect of heat in turns of hardness reduction is not much at the edges. Whereas, at the center of the fusion zone, the heat input is constant, but the heat dissipation is much lesser compared to the other places of the specimen. This causes the center of the fusion zone to have lower hardness when compared to other places of the specimen.
From the six trials, minimum hardness in the fusion zone is observed to be 51 HV in the case of 175A & 2 mm/s. The reduction in the base metal hardness is 20.31%. The maximum hardness is observed in case of 150A & 6 mm/s. The average hardness is 57 HV and the reduction in hardness with respect to the base metal is only 7 HV (10.94%). Figure 4 shows the effect of speed and the heat source current on average hardness. Already investigation proves that due to GTA process, normally the hardness in the fusion zone of 6xxx aluminium alloy is lower than that of the base metal [18]. Since the minimum hardness reduction takes place for parameters 150 A with 6 mm/s, these are considered as optimized parameters.

Effect of speed and heat source current on average hardness
3.2 Microstructure Analysis of Heat Applied Sample
An inverted metallurgical microscope Zeiss Axiovert 25 CA is used to investigate the microstructure of heat applied samples. Specimens are initially polished using emery paper followed by a disc polishing to get a fine finish and are finally etched using Kellers Reagent. The optical micrograph of the fusion zone of the heat applied sample using GTA parameters of 150 A and 6 mm/s is shown in the Fig. 5a. Similarly, sample processed using GTA parameters of 175 A and 2 mm/s is shown in the Fig. 5b. Both are observed at 500× magnifications.

Fusion zone of sample processed with GTA parameter of a 150 A and 6 mm/s. b 175 A and 2 mm/s
The specimen with a welding current of 150 A & welding speed of 6 mm/s experiences lower heat input and hence the weld penetration is less. Heat dissipation to the base metal is higher in this case. Hence, the solidification will happen at a faster rate, which leads to the formation of finer grains. On the contrary, specimen with a welding current of 175 A & welding speed of 2 mm/s has a higher heat input and slower rate of solidification as the heat dissipation to the base metal is much lesser resulting in the formation of coarser grains in case of this sample. The finer grains of the 150 A & 6 mm/s specimen is the reason for its higher hardness at the weld zone when compared to the other specimen. This is in line with the Hall–Petch equation which states that hardness increases as grain size decreases [19]. Since 6xxx aluminium alloy belongs to precipitation hardened category, the mechanical properties of the GTA weld are determined by heat produced during welding. Also Sato et al. [20] already reported that the strengthening precipitates are completely dissolved when the weld temperature exceeds 673 K (400 °C) for 6063-T5 plates around the weld centre. The hardness is reduced due to the loss in density of otherwise highly dense fine needle-shaped precipitates [20].
3.3 Artificial Aging after Reinforcement of WC
WC particles of the size of 106 µm are deposited on to the surface of AA 6063. After WC reinforcement, the hardness is improved when compared to the sample without reinforcement. In order to further improve the mechanical and tribological properties in the WC diffused zone, the material is heat treated to three step aging process. Initially the reinforced sample is heated to the temperature of 520° C for 2 h and quenched into water for about 10–15 min in order to get the super saturated solid solution. 10 pieces are cut from the super saturated solid solution sample. Then, the 10 pieces are heated for 175° C. Every 2 h, one sample is removed from the furnace and tested for Vickers microhardness. This aging must be accomplished below the equilibrium solvus temperature and in specific below the metastable miscibility gap called Guinier–Preston (GP) zone solvus line. Artificial aging temperature range between 160 and 180 °C can be inferred from the metastable phase diagram for Al-Mg2Si. Finely dispersed precipitates are formed when the material is heated at 175 °C during aging process, thus helping in improving the strength of the material. Major dominating precipitates formed are Mg2Si (Magnesium Silicide). The composition of Al–Mg2Si is determined by the pseudo-binary line (also called the quasi-binary line) in the AlMgSi ternary phase diagram and plays a major role. The equilibrium phase in AA 6063-T6 alloy is Mg2Si.
Figure 6 shows the hardness variation on the WC deposited samples with respect to the aging time duration, for every 2 h upto 20 h. From the plot, it is observed that the peak aging occurs at 14 h with the hardness of 96 HV. The reinforced WC particles along with the reformation of Mg2Si precipitates help in preventing dislocation to move, as a result the hardness increases.

Microhardness of 6063-WC samples with respect to ageing hours
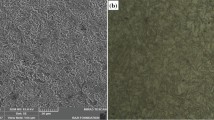
With reference to the base hardness of 64 HV, it is found that there is an increase of 32 HV in the WC reinforced zone. An increase of 50% in the hardness is because of the WC reinforcement along with the artificial aging treatment. The artificially aged, WC reinforced samples have been thoroughly studied using FE–SEM, EDX & XRD techniques. It can be concluded that WC particles are distributed nearly homogeneously in the matrix, as shown in the FE-SEM micrograph of the reinforced AA 6063 (Fig. 7a). Distribution of ceramic particles during solidification greatly depends on the density difference between the aluminium matrix and ceramic particle. Literature reveals that when the density of ceramic particle is higher than the matrix material, then the ceramic particle begin to sink. In order to obtain the homogeneous distribution of ceramic particle, it is necessary that the particle should be suspended for a long time in the molten aluminium. This can happen only if the density difference between the substrate and ceramic particle is more than 2 g/cm3 [21].

FE—SEM image of distribution of WC particle in the surface taken at a ×10,000 b ×50,000
It can be inferred as shown in the FE-SEM micrograph shown in the Fig. 7b, which has been taken at 50,000 magnification, that the interface between the WC particles and the matrix is clean and WC particles are well bonded in the aluminium matrix. The reason for the clean interface can be attributed to the thermodynamically stable WC particles in the molten matrix. If the WC particles are thermodynamically unstable in the molten matrix, then undesirable compounds will be formed [22].
From the results of XRD analysis of the surface composite of AA 6063-WC, it can be inferred that there is no formation of such undesirable compounds. In order to confirm the presence of tungsten and carbon, which constitute WC, EDX analysis has been performed. Figure 8a of EDX analysis reveals the presence of W and C in the melt. In order to know the constitution of WC compound exactly, XRD analysis has been done on the surface composite and the patterns of compounds are shown in the Fig. 8b. The diffraction peaks of the tungsten carbide are clearly visible and also the dominant precipitate Mg2Si is visible. Aluminium Iron Silicide (Al2 Si Fe) is also present.

a EDX of AA 6063–WC surface composite, b XRD of AA 6063–WC surface composite
The pattern lists along with the reference code are listed below.
-
Presence of Tungsten Carbide (WC) is confirmed with the reference code of 01-077-4389.
-
Magnesium Silicide (Mg2Si) is also present with the reference code of 01-080-5276.
-
Aluminium Iron Silicide (Al2SiFe) is also present with the reference code of 03-065-8199.
3.4 Dry Sliding Wear Analysis of AA 6063—WC Surface Composite
Dry sliding wear is tested for base metal and WC reinforced specimen. The effect of load and the sliding velocity on the wear rate are plotted in Fig. 9a, b respectively. From Fig. 9a, it can be concluded that when the load increases, the wear rate also increase correspondingly. The sliding wear is initiated when the counter face EN 31 steel disk is rotating and makes relative contact with the specimen resulting in asperity-to-asperity contact. The counter face steel disc is relatively harder than the composite specimen. The initial stage of wear consists of fragmentation of the asperities and removal of material due to cutting of hard asperities into the softer pin surface. When the load increases, the temperature increases due to friction and this leads to softening of aluminium matrix. This results in enhanced penetration of the hard asperities of the counter surface into the pin which causes more metal removal. The effect is well pronounced when the load is further increased leading to higher wear rate. This can be clearly seen in case of base metal. The occurrence of higher wear rate at higher load is similar to the findings of various researchers [23,24,25].

Effect of (a) load and (b) sliding velocity on the wear rate of the specimens
From the Fig. 9b, it can be inferred that wear rate decreases as sliding velocity increases. Higher sliding velocities imply higher frictional force between the pin surface and the counter face, and thus an increase in temperature. At higher temperatures, the pin surface becomes soft and forms an oxide layer. This oxide layer facilitates smoother sliding of the pin over the counter surface and hence results in lower wear rate [26].
The variation of wear rates in case of maximum and minimum condition for base metal and WC reinforced specimen are shown in the Fig. 10. The reduction in wear rate of the WC reinforced composite w.r.t. the base metal in case of load 20 N and with sliding velocity of 1 m/s. is 51.84%.

Comparison of wear rate of base metal and 6063-WC surface composite
The density of WC is 15.8 cm3. WC density is almost 6 times greater than the density of the base structure AA 6063 (2.70 cm3). In addition, the melting point of WC is 2870 °C, whereas the melting point of base substrate AA 6063 is 655 °C only. During the GTA process, the top surface of the base substrate does not reach the temperature required for melting WC. During the reinforcement of WC ceramic particle on to the top surface of base substrate, the denser WC ceramic particle get embedded on to the molten aluminium alloy forming AA 6063-WC surface composite. This is the reason as to why the wear resistance of the AA 6063-WC surface composite is well above that of the base metal, during wear test.
4 Conclusion
In the present work, AA 6063–WC surface composite was formed by using GTA as heat source. The effectiveness of WC particles to improve the hardness and wear properties were investigated. The results are summarized as follows:
-
When the heat was applied over the surface of the base metal, it was found that the hardness of the fusion zone decreased. This was because of the dissolution of precipitates and coarsening of constituent particles. A minimum hardness reduction of 10.94% was observed in case of a heat source current of 150A and a torch speed of 6 mm/s.
-
Reinforcement of WC enhanced the hardness. Further heat treatment improved the hardness considerably.
-
XRD analysis of the surface composite revealed that no inter-metallic compounds were formed and the WC particles were thermodynamically stable in the aluminium matrix.
-
The maximum average hardness of 96 HV was achieved in the WC reinforced zone after 14 h of artificial aging. The hardness increased by about 50% from base hardness.
-
The WC particulate contents in the surface of AA 6063 increased the base metal hardness by 50% and decreased the wear rate by 51.84%.
References
Miller W S, Zhuang L, Bottema J, Wittebrood A J, De Smet P, Haszler A, Vieregge A, Mat Sci Eng A, 280 (2000) 37.
Alanemea K K, Ayotunde O, Aluko W, Indian J Eng 34 (2012) 80.
Aribo S, Omotoyinbo J A, Folorunso D O, Leonardo Electronic J Practices Technol 18 (2011) 9.
Ramesh C S, Ahamed A, Wear 271 (2011) 1928.
Kasthuri Raj S R, Ilangovan S, Arul S, Shanmugasundaram A, Int J Appl Eng Res, 10 (2015) 2723.
Suresh K K, Ilangovan S, Arul S, Shanmugasundaram A, Suresh K K, Ilangovan S, Arul S, Shanmugasundaram A, Int J Appl Eng Res 10 (2015) 9325.
Verwimp J, Rombouts M, Geerinckx E, Motmans F, Phys P, 12 (2011) 330.
Huanga S W, Samandi M, Brandt M, Wear 256 (2004) 1095.
Lin Y–C, Chen Y-C, Mater Des 45 (2014) 6.
Li H X, Rudnev V S, Zheng X H, Yarovaya T P, Songa R G, J Alloy Compd 462 (2008) 99.
Chen J H, Chen P N, Lin C M, Chang C M, Chang Y Y, Wu W, Surf Coat Technol 203 (2009) 3231.
Invertec V205-T AC/DC Manual, Lincoln Global Inc., SVM 161-A. (2006) B-10.
Poorhaydari K, Patchett B M, Ive D G, Weld J 84 (2005) 149.
Arul S, Sellamuthu R, Int J Mater Sci Surf Eng 4 (2011) 265.
Al-Marahleh G, Am J Appl Sci 3 (2006) 1819.
El-Danaf A E, El-Rayes M M, Mater Des 46 (2013) 561.
Liu H J, Hou J C, Guo H, Mater Des 50 (2013) 872.
Peng D, Shen J, Tang Q, Wu C-P, Zhou Y-B, Int J Miner Metall Mater 20 (2013) 259.
Rajakumar S, Muralidharan C, Balasubramanian V, Mater Des 32 (2011) 535.
Sato Y S, Urata M, Kokawa H, Metall Mater Trans A, 33A (2002) 629.
Han Y, Liu X, Bian X, Compos Part A-Appl S, 33 (2002) 439.
Ashok Kumar B, Murugan N, Mater Des 40 (2012) 52.
Arik H, Ozcatalbas Y, Turker M, Mater Des 27 (2006) 799.
Lei L, Weiwei L, Yiping T, Bin S, Wenbin H, Wear 266 (2009) 733.
Shorowordi K M, Haseeb A S M A, Celis J P, Wear 261 (2006) 634.
Zhu H G, Ai Y L, Min J, Wu Q, Wang H Z, Wear 268 (2010) 1465.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Shanmugasundaram, A., Arul, S. & Sellamuthu, R. Investigating the Effect of WC on the Hardness and Wear Behaviour of Surface Modified AA 6063. Trans Indian Inst Met 71, 117–125 (2018). https://doi.org/10.1007/s12666-017-1161-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-017-1161-3