
Abstract
The present investigation aims to develop activated flux for joining of DMR-249A steel using activated tungsten inert gas (A-TIG) welding process and characterize the fabricated weld joint. The various combinations of fluxes were prepared to decide suitable flux for DMR-249A steel. The design of experiment was carried out for optimization of welding parameters to achieve the desired depth of penetration. The square butt weld joints were fabricated on 10 mm thick plates employing A-TIG welding using developed flux and optimized process parameters employing double side welding procedure. The microstructural investigations and hardness, tensile and impact tests were carried out on the base metal and weld joint. The strengths, ductility and impact toughness of the joints were found to be comparable with that of the base metal.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The shipping construction, offshore and land-based structures use high strength low alloy (HSLA) steel for structural components. HSLA steel exhibit equiaxed fine grain ferritic microstructure with good weldability and yield strength values greater than 355 MPa. They generally consist of Mn as alloying element with approximately 0.2 % C and grain-refining elements, such as V, Nb, and Ti. With enhanced resistance to brittle fracture, required yield strength levels are obtained with alloying elements such as Si, Ni, Cu, Cr, and Mo etc. DMR-249A is structural grade steel standardized by the American Bureau of Shipping for use in ship building and is used in the construction of the hull of various vessels with specific weight and resilience qualities [1, 2].
Conventional arc welding process (fusion welding) is extensively used during construction and fabrication of bridges, nuclear reactors, ships and various machineries including space vehicles. Submerged arc welding (SAW) and flux cored arc welding (FCAW) are commercially preferred automated welding process, shielded metal arc welding (SMAW) is used for onsite manual welding and repair works whereas activated flux tungsten inert gas (A-TIG) is a cost effective non conventional automated welding process for enhancing productivity [3]. In A-TIG welding, a fine layer of activating flux, constituting of inorganic powder, is coated on the steel plate before welding. The penetration depth is enhanced by a factor of 1.5–3 while changing from the TIG process to A-TIG, depending on the alloys being welded.
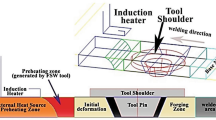
Considering the theoretical bases, the only one difference between TIG and A-TIG is the use of activating fluxes. In the last four decades, various theories on the explanation of the mechanism of the activating fluxes have been published [4, 5] viz Theory of Savitskii and Leskov [6], Theory of Heiple and Roper [7], Theory of Simonik [8] and Theory of Lowke et al. [9]. It is believed that enhancement in depth of penetration occurs due to reversed Marangoni-effect in conjunction with arc constriction as shown in Fig. 1.

Schematic sketch of a conventional TIG process, b A-TIG process
Specific activated flux [10] has been developed for enhancing the penetration performance of the TIG welding process for welding of type 304LN and type 316LN stainless steels at Indira Gandhi Centre for Atomic Research (IGCAR), India. A significant increase in penetration of about 300 % over TIG process has been reported in single pass A-TIG welding [11, 12]. The use of flux has not caused any degradation in the microstructure and mechanical properties of the welds compared to those produced by conventional TIG process. The use of flux therefore results in significant cost reduction as there is no requirement for edge preparation and filler metal addition. The improvement in creep-rupture properties of A-TIG weld joints of 316LN stainless steel has also been reported [13]. The developed Activated flux has been successfully field-tested and demonstrated for all its advantages for welding of dummy core subassemblies of a sodium cooled fast reactor made of 304L SS [14]. Significant reduction in residual stresses and distortion in A-TIG weld joints of austenitic stainless steels has been reported [15]. It is also reported that process parameters optimization will help in achieving the desired depth of penetration during A-TIG welding [16]. The experiments with the use of inorganic oxide compounds have shown an increase in weld depth and a decrease in bead width, significantly reducing the angular distortion of the weldment and residual stresses, good creep properties but not significantly affecting the hardness of steel [17–20].
The motive of the present study was to develop a suitable flux for indigenously developed naval steel DMR-249A to enhance depth of penetration and productivity using A-TIG welding process and ascertain mechanical properties of the weld joint.
2 Material and Experimental Details
2.1 DMR-249A Steel
DMR-249A is a low carbon (0.09 wt% C) HSLA steel, with micro-alloying additions of 0.03–0.05 V, <0.05 Nb and 0.01–0.06 Ti. The chemical composition of DMR-249A is given in Table 1.
2.2 Welding Process
The activated fluxes were prepared with combinations of oxide powders based on professional experience and technical expertise of the authors [10–12]. The fluxes used were SiO2, TiO2 and combination of oxide fluxes (Mix 1–6). The prepared mixtures of oxide powders were mixed with acetone to form a paste. The DMR-249A steel plate was machined into plates of dimension 300 × 120 × 8 mm3. The flux in the form of paste was manually applied on the bead on plate surface using a brush prior to welding (Fig. 2). The bead on plate experiments were carried out to make 8 beads having length of 110 mm per plate. The welding was carried out using an automatic TIG welding machine (Fig. 3) with direct current electrode negative (DCEN) Lincoln electric power source (Model: Precision TIG 375). A 2 % thoriated tungsten electrode of diameter 3.2 mm with 60° tip angle and argon as shielding gas with a flow rate of 10 l/min was used. Experiments were carried out at 270 and 280 A current and weld torch speed of 60 and 75 mm/min. Table 2 shows the welding parameters used for bead on plate experiments.

Preparation and application of flux on weld joint line

Set up of TIG welding machine
The design of experiments was conducted using Response Surface Method (RSM) and Taguchi techniques by means of Design Expert 7 and MINITAB 16 softwares. The optimized parameters obtained by software matrix were validated by experimental results. Two plates of dimension 300 × 120 × 10 mm3 were welded to fabricate double sided weld joint of size 300 × 240 × 10 mm3 (Fig. 4). The microhardness, impact (55 × 10 × 10 mm3), bent (180°, 80 × 20 × 10 mm3) and tensile (gauge length 260 mm, gauge diameter 4 mm) tests of the welded joint were conducted as per ASTM Standards E384, E23, E290 and E8 respectively [21–24].

Photo of DMR-249A steel double-sided weld joint using A-TIG process
The metallographic samples of size 20 × 10 × 10 mm3 were cut to carry out microscopic studies of the weld joint. Samples were polished from 80 to 2400 grit SiC paper followed by alumina (sizes 5 and 1 μm) suspension to obtain mirror finish. The specimens were etched using 2 % Nital solution, and optical microscopy was carried out to ascertain weld bead profile and changes in microstructure of base and weld metal.
3 Results and Discussions
The microstructure and mechanical properties of DMR-249A steel are given in Fig. 5 and Table 3. The steel exhibited predominantly ferritic structure and less than 10 % (Vol.) pearlite structure [1, 2]. The average grain size and hardness of the steel was 10 µm and 196–212 HV0.2 respectively. The DMR-249A steel possessed comparable microstructure and mechanical properties such as AH 36, HY 80, ABA and D40S steels generally used for ship construction.

Optical micrograph of DMR-249A steel
The bead width and depth of penetration obtained in the bead on plate experiments using TiO2, SiO2 and various combinations of fluxes are summarised in Table 4. The mixture 1, 2, 5 and 6 were observed to give depth of penetration of 8.1, 8.02, 7.15 and 7.4 mm respectively which was an appreciable enhancement as compared to the depth of penetration of 3.19 mm achieved by bead on plate welding without application of flux. The average hardness value of weld metal for different mixtures was between 252 and 279 VHN as compared to the base metal hardness value of 196–212 VHN. A maximum depth to width ratio of about 0.858 was obtained from mixture-1 (Table 4). Mixture 1 was used as optimum flux combination to carry out welding experiments. It was reported that several elements including Sulphur, Oxygen, Silicon, Aluminium and Calcium had significant effect on weld penetration and bead width for activated flux TIG welding [25–28]. The surface active elements like S, O, Se etc. (up to a critical concentration-approx 150 ppm) were found to increase penetration whereas surface stable (reactive elements/deoxidisers) elements like Al, Ca etc. were observed to reduce weld penetration.
As the developed flux composition was based on optimising the percentage concentration of surface active elements, the concentration of Si and O in the weld metal was analysed (Table 5). It was observed that the percentage of Si and O, in weld metal, individually and in combination influenced the DOP [25–28]. For similar oxygen content (Mix 1 and 2), Mix 1 with higher Si% showed higher DOP. For similar silicon content (Mix 2 and 3), Mix 2 with higher O% displayed higher DOP. Mix 5 and 6 having similar Si and O% showed similar trend of DOP. Though SiO2 (without mixing with other oxide fluxes) had high Si% and was also observed to have high (Si + O)%, the low DOP was attributed to low O% in weld metal. The relationship of concentration% of Si and O with DOP (Fig. 6) confirmed that though combined concentration percentage of (Si + O) was a significant indicator of DOP but an optimised combination of Si and O was needed to achieve higher DOP.

Relationship of concentration% of Si and O on DOP
RSM and Taguchi were extensively used for optimising welding process parameters [29]. Design of experiments was performed with RSM and Taguchi techniques over the range as given in Table 6. These methods provided appreciable accuracy in predicting the optimal parameters for required weld penetration over the range of welding parameters (Table 6). The results of experiments conducted for validation of design of experiments is shown in Table 7.
The experiments carried out at 270 A current and 60 mm/min speed showed maximum weld penetration, more than the predicted penetration by design of experiments as shown in Table 7 (S. No. 8–9). The abrupt increase in depth of penetration might be attributed to the phenomenon of critical temperature where the surface tension gradient changed with respect to temperature and led to reversal of Marangoni flow [5, 25] (Fig. 7).

dγ/dT curves a low S concentration, b high S concentration, c critical temp to (reversal in the direction of thermo capillary flow)
The welding parameters of 270 A current, 60 mm/min speed and 3 mm arc gap were finalised to carry out double sided A-TIG weld joint. The standard cross weld specimen (03 each for Tensile and V-Notch Impact Tests and 02 for Face/Root Bend Test) were fabricated (Fig. 8). The impact toughness was carried out at room temperature and sub-zero temperature. The impact toughness of 200 and 12 J were observed at room temperature and −60 °C respectively. The tensile test performed on base metal and cross weld joint has shown higher yield strength about 480 MPa in the cross weld joint as compared to about 427 MPa of base metal. The elongation (%) of cross weld joint (20 %) was lower than the base metal (30 %). The UT strength of both the base metal and weld joint were comparable (about 600 MPa). The tensile fracture of the cross weld joint occurred in the base metal region away from weld metal which confirmed the existence of adequate strength in weld metal. The 180° bend test (with no cracks on application of dye penetrant testing) confirmed adequate ductility of weld joint. The mechanical properties of radiography qualified weld joint were carried out and found to be satisfactory (Table 8; Fig. 8).

Mechanical Testing Specimen of DMR-249A weld joint fabricated by A-TIG process. a Tensile test specimen, b V-notch Charpy impact test specimen, c tensile test specimen, d Charpy V-notch impact test specimen, e U-bend test specimen
The hardness values measured across the weld joint at 2 and 5 mm below the surface (Fig. 9) were found within the scatter band of 200–290 HV0.2. The hardness of weld metal was monitored to be higher than the base metal. The micro-hardness values gradually increased from base metal to HAZ and a minor decrease in the hardness value was observed near the fusion zone followed by higher hardness values in weld metal. Similar trends of hardness values were reported in weld joint of HSLA steels [30, 31].

Hardness measurement across A-TIG weld joint
The microstructure study of weld metal DMR-249A joint manufactured by using A-TIG process was undertaken using optical microscope. The microstructure of weld metal is given in Fig. 10. The microstructure of base metal showed predominantly fine grained equiaxed ferrite and some percentage of pearlite as shown in Fig. 5 above. The weld metal optical image showed grain boundary ferrite, windmenstatten ferrite, acicular ferrite, polygonal ferrite and microphases. The grain boundary ferrite showed equiaxed form or thin veins delineating prior austenite grain boundaries. The side plate widmansttten ferrite was seen as the parallel ferrite laths emanating from prior austenite grain boundaries. The acicular ferrites with star shaped lath protrusions existed within the prior austenite grain boundaries [31, 32].

Optical image (×500) of A-TIG weld metal
Development of activated flux for naval structural steels (DMR-249A HSLA steel) was found to be a challenging task due to:-
-
(a)
Presence of Surface Stable elements like Al and Ca (greater than 150 ppm), in base metal, that reduced weld penetration.
-
(b)
Low content of Surface Active elements like S (lesser than 60 ppm), in base metal, required for stable and reliable dγ/dT (surface tension to temperature gradient).
-
(c)
Sensitivity of weld penetration to critical heat input and critical concentration of surface active elements added using activated flux.
However, activated flux was successfully developed for achieving enhanced penetration of up to 250 %.
4 Conclusion
The following conclusions were derived by the experiments undertaken and the deduced observations of experimental results:
-
(a)
The activated flux for DMR-249A, a low carbon HSLA, naval structural material was developed successfully. The increase in weld penetration achieved by using activated flux with TIG process was observed to be 250 % more than the conventional TIG welding without flux.
-
(b)
It was exhibited that, though a combined concentration percentage of (Si + O) was significant indicator of DOP, an optimised combination of Si and O was actually needed to achieve higher DOP.
-
(c)
The 10 mm thick plate was fabricated by two passes (double sided) without requirement of joint preparation and also with lesser number of passes required for fabrication of weld joint by other arc welding processes. The weld joint passed radiography and bend tests implying that integrity of the joint was good.
-
(d)
The microstructure of base metal showed predominantly fine grained equiaxed ferrite and some percentage of pearlite and the weld metal optical image showed grain boundary ferrite, windmenstatten ferrite, acicular ferrite, polygonal ferrite and microphases. The presence of acicular ferrite contributed towards enhancement of impact toughness properties of the weld metal.
-
(e)
The 180° bend test, the impact toughness value of 200 J at room temperature, yield strength of about 480 MPa and UTS of 638 MPa in the cross weld joint concluded that mechanical properties of A-TIG weld joint was comparable to that of DMR-249A steel.
-
(f)
A-TIG was found to be high productive welding which could minimize time, cost and human labour.
References
Malakondaiah G, in International Conference on Metals and Alloys: Past, Present and Future (2007), p 17.
Mallik S, Minz B S, and Mishra B, Mater Sci Forum 710 (2012) 149.
TWI GSP No. 5663, An Evaluation of the A-TIG Welding Process (1994).
Sándor T, and Dobránszky J, Mater Sci Forum 537–538 (2007) 63.
Tanaka M, Shimzu T, Terasaki H, Ushio M, Koshi-ishi F, and Yang C L, Sci Technol Weld Join 5 (2000) 397.
Savitskii M M, and Leskov G I, Avt Svarka 9 (1980) 17.
Heiple C R, and Roper R, Weld J 61 (1982) 97s.
Simonik A G, Svar Proiz 3 (1976) 49.
Lowke J J, Tanaka M, and Ushio M, J Phys D Appl Phys 38 (2005) 3438.
An international patent Tungsten Inert Gas Welding Flux for enhancing Penetration in Single Pass for austenitic stainless steels (patent no. PCT/IN06/00442/dt. 8/11/06).
Vasudevan M, Bhaduri A K, and Baldev Raj, International Welding Congress Mumbai (2005), p 182.
Vasudevan M, Bhaduri A K, and Raj B, International Welding Congress, Chennai (2008).
Sakthivel T, Vasudevan M, Chandravathi K S, Laha K, Mathew M D, and Bhaduri A K, National Welding Seminar, Kolkata (2009).
Sivaraman P, Mohamad M A, Krishnamoorthi M, Velusamy R, Vasudevan M, Bhaduri A K, Rao A S L K, and Baldev Raj, International Welding Congress, Chennai (2008).
Palanichamy P, Vasudevan M, and Jayakumar T, Sci Technol Weld Join 14(2009) 166.
Chandrasekhar N, Vasudevan M, and Bhaduri A K, National Welding Seminar, Kolkata (2009).
Tseng K-H, Hsu C-Y, J Mater Process Technol 211 (2011) 503.
Chern T-S, Tseng K-H, Tsai H-L, Mater Des 32 (2011), 255.
Sakthivel T, Vasudevan M, Parmeshwaran P, Chandravathi K S, Laha K, Mathew M D, and Bhaduri A K, J Nucl Mater 413 (2011) 36.
Pamnani R, Sharma G K, Mahadevan S, Jayakumar T, Vasudevan M, and Rao B P, J Manuf Process (2015). doi:10.1016/j.jmapro.2015.09.004.
ASTM E384 - 11e1, Standard Test Method for Knoop and Vickers Hardness of Materials.
ASTM E290 - 14, Standard Test Methods for Bend Testing of Material for Ductility.
ASTM E23 - 12c, Standard Test Methods for Notched Bar Impact Testing of Metallic Materials.
ASTM E8/E8 M - 15, Standard Test Methods for Tension Testing of Metallic Materials.
Mills K C, and Keene B J, Int Mater Rev 35 (1990) 185.
Heiple C R, Cluey R, and Dixon R D, Physical Metallurgy of Metal Joining. Metallurgical Society of AIME (1980), 160.
Paskell T, Lundin C, and Castner H, GTAW Flux Increases Weld Joint Penetration, EWI, Ohio (1997).
Pollard B, Weld J 67 (1988) 202.
Rishi Pamnani, Vasudevan M, Jayakumar T, and Vasantharaja P, J Mater Des Appl Part L (2015). doi:10.1177/1464420715596455.
Konkol P J, and Mruczek M F, Weld J (1998) 361s.
Das H, and Pal T K, Indian Weld J 45 (2012).
Kou S, Welding Metallurgy, Wiley (2003).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Pamnani, R., Vasudevan, M., Jayakumar, T. et al. Development of Activated Flux, Optimization of Welding Parameters and Characterization of Weld Joint for DMR-249A Shipbuilding Steel. Trans Indian Inst Met 70, 49–57 (2017). https://doi.org/10.1007/s12666-016-0857-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-016-0857-0