
Abstract
Equal channel angular pressing (ECAP), one of the most important methods in SPD, is used for the consolidation of mechanically alloyed Al 5083 powder. This paper mainly focuses on the densification of Al 5083 mechanically alloyed powder by ECAP with and without application of back pressure up to three passes with four different routes at room temperature. Aluminum can is used to encapsulate the powder. The particle size, crystallite size, microstructure and density were evaluated by scanning electron microscope and X-ray diffraction peak profile analysis. The crystallite size was measured by Williamson Hall analysis. Density and hardness were increased with increasing number of passes and upon sintering after ECAP. Good densification as well as good powder bonding was observed after three passes of ECAP.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Deformation to large strains below recrystallization temperature without intermediate thermal treatments (Severe Plastic Deformation) can result in the production of ultrafine grain (UFG) structure. UFG materials are currently of great scientific interest due to remarkable mechanical and physical properties. They exhibit increased strength at lower temperatures, while making the material more formable at elevated temperatures. There are several severe plastic deformation processing techniques were developed, to obtain fine-grain structures, such as, equal channel angular pressing (ECAP), friction stir processing (FSP) and multiaxial forging (MAF) [1, 2]. ECAP is a technique, to produce bulk (UFG) materials for structural applications, whereby an intense plastic strain is imposed upon a polycrystalline sample by pressing the sample through a special die without incurring any reduction in the cross sectional area of the work piece. The ECAP has received extensive recognition because of (UFG) materials offer some potential advantages when used in commercial applications such as high strength and toughness at room temperature and easy, rapid formability at elevated temperatures [3, 4]. This process is capable of producing large fully dense samples containing an UFG size in the sub micrometer or nanometer range. ECAP is a well known severe plastic deformation (SPD) technique used for development of ultrafine microstructure in metals, alloys and composites [5–8].
In this present study Al 5083 alloy powders were prepared by taking elemental powders using high energy ball milling under optimized milling parameters. Various properties such as crystallite size, particle size and morphology have studied using X-ray diffraction (XRD) analysis and scanning electron microscopy (SEM). These Al 5083 alloy powders were consolidated (up to three passes with different routes) using equal channel angular pressing with and without application of back pressure (BP). Physical and mechanical properties such as density and hardness are studied.
2 Experimental Procedure
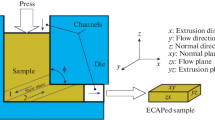
In this study the elemental powders of Mg-4.0, Mn-0.4, Ti-0.15, Cu-0.1, Al-Balance (all by wt%) are used for preparation of Al 5083 alloy through mechanical alloying [9, 10]. The elemental powders had been mixed subjected to ball milling (Insmart System PBM07). The milling has been carried out up to 20 h. The optimized milling parameters such as ball to powder ratio: 10:1, speed of the mill: 250 rpm, PCA: Toluene and milling time: 20 h are used. The XRD of CuKα radiation (λ = 1.540 598 A0) were performed with a Rigaku Ultima Model-III X-ray diffractometer. XRD was carried out in between 10° and 80°. The XRD machine was coupled with the computer from which the XRD pattern is obtained. The instrumental broadening corrections are applied for crystal size calculations by Williamson–Hall analysis. More details of Williamson–Hall analysis can be found in [11]. The ball milled Al 5083 alloy powder of 23 nm crystallite size were put into pure aluminum can of 1 mm wall thickness, 12 mm outer diameter and 60 mm height. The ECAP was done at room temperature [1, 12, 13] using a die with a channel angle of (Φ) 90° and a corner angle of (ψ) 20°. The photograph of the ECAP machine and die set up is shown in Fig. 1. Samples were pressed for three passes through route A, BA, BC and C. The total equivalent strain introduced in this ECAP process was ~1 in each pass [1, 5, 8] and the total strain after three passes is ~3. The powder ECAPed samples were analyzed with optical microscope. The density was calculated Archimedes principle and hardness measurements were carried out by Rockwell hardness (B Scale) with 10 s dwell time and 100 kgf load.

Photograph of a ECAP machine and b ECAP die set up
3 Results and Disscussion
3.1 XRD Analysis
The Al 5083 alloy powder was characterized using XRD. XRD data were analyzed and indexed using standard JCPDS data. Figure 2 shows the XRD patterns for 0, 10, 15 and 20 h of milling time. From these patterns it was confirmed that aluminium 5083 alloy was formed. Williamson–Hall analysis was used for calculation of crystallite size [11]. XRDA software was used to measure width of the peaks. Full width half maximum (FWHM) technique was used for peak broadening measurement of the different milling time and the crystallite size was calculated by using θ values of each peak. The crystallite size of powders decreased upon milling time and is shown in Fig. 3 and Table 1. The crystal size after 20 h of milling is 24 nm.

XRD Peak analysis of 0, 10, 15 and 20 h of milling time

Variation of crystallite size and particle size upon milling time
3.2 SEM Analysis
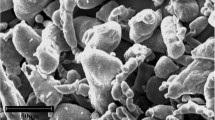
SEM micrographs of the Al 5083 alloy powder of 10, 20 h milling is shown in Fig. 4. The micro powders are irregular in shape and had the range of 12–17 and 5–12 µm after 10 and 20 h milling powders respectively. Average particle sizes of the milled powders decreases as the milling time increases and is shown in Fig. 3 and Table 1. As can be seen, with increasing milling time, not only the powder particles size decreases and also become more uniform showing less standard deviation (Table 1). The 20 h milled powder has particle size of 12 microns with minimum standard deviation of 5 microns. Hence, the powder obtained after 20 h is used for consolidation through ECAP.

SEM micrographs of Al 5083 alloy powder a 10 h milling powder b 20 h milling powder
3.3 Optical Micrograph
The optical microstructure of consolidated Al 5083 alloy powder through ECAP-route A is shown in Figs. 5 and 6. The grains are elongated and fragmented with increasing in number of passes and the grain size is lower than the resolution of optical microscope. TEM micrographs are necessary for finding the actual grain size which is in progress. Same trend is observed in the compacts consolidated in ECAP aided with back pressure (BP-ECAP). After ECAP sintering is carried out at 450 °C for 1 h in a view to increase its density. Optical micrographs (Fig. 6) show clear formation of grain boundaries ensuring good bonding between particles. However, the sintering increases grain size but still in the range of 1–10 microns. However it needs TEM studies for better understanding of densification.

Optical micrographs of ECAP and back pressure aided-ECAP of 1 and 2 pass respectively

Optical micrographs of ECAP + sintering and back pressure aided-ECAP + sintering of 1 and 2 pass respectively
3.4 Hardness and Density Measurements
The density and hardness measurements are shown in Table 2. It can be seen, in all routes with increase in number of passes, due to decrease in grain size density and hardness increases. Sintering increases density but at the cost of grain growth which reflects in decrease of hardness though the density increases. Among the four routes, the maximum density is obtained in the compacts processed in route A. Since the strain is monotonous, plastic deformation leads to change in the spherical pore to an elliptical shape aligned with the shear plane, which is favorable for closure of voids under hydrostatic pressure. Hence in route A yields better density than in other routes. In other routes, the shear pattern (strain) is not monotonous and spread in x, y and z axis of the sample and hence the densification is less. However, a detailed TEM study in this regard is needed which is in progress. Since route A yields better density, further ECAP consolidation with back pressure is carried out only in route A. The back pressure aided consolidation yield better densification (97.5 %). By optimizing the strain induced during the ECAP and sintering temperature, 100 % dense compacts can be achieved. In addition, it is expected that the quantum of increase in density will be more in earlier process as it happens in grain refinement when the coarse grained billet is ECAPed. But in this case it doesn’t happen and increase in density is more between second and third pass. This may be due to that, during first and second pass, the shear stress (strain) induced is mostly consumed for the fragmentation of the particles and the strain induced in further passes, is useful for consolidation of the particles. Due to back pressure, hydrostatic pressure increases which results in better densification. However, a detailed TEM study in this regard is needed which is in progress.
4 Conclusion
In the present study, the consolidation of Al 5083 mechanically alloyed powder through ECAP was carried out up to three pass with four different routes. Following conclusions could be drawn based on the results;
-
1.
Al 5083 alloy powder with a crystallite size of approximately 24 nm was achieved by mechanical alloying route.
-
2.
Near full density has been achieved through the ECAP process.
-
3.
Among all routes, Route A is the best with respect to density and hardness.
-
4.
97.54 % of theoretical density was achieved in route A after three passes in BP-ECAP and the maximum hardness 83 HRB was achieved.
References
Segal V M, Mater Sci Eng A 197 (1995) 157.
Valiev R Z, Islamgaliev R K, and Alexandrov I V, Prog Mater Sci 45 (2000) 103.
Valiev R Z, and Langdon T G, Prog Mater Sci 51 (2006) 881.
Langdon T G, Mater Sci Eng A 462 (2007) 3.
Venkatachalam P, Roy S, Ravisankar B, Thomas Paul V, Vijayalakshmi M, and Suwas S, Trans Nonferrous Met Soc China 20 (2010) 1822
Venkatachalam P, Roy S, Ravisankar B, Thomas Paul V, Vijayalakshmi M, and Suwas S, Mater Sci Forum (2011) 6518.
Venkatachalam P, Roy S, Ravisankar B, Thomas Paul V, Vijayalakshmi M, and Suwas S, Mater Sci Forum 702–703 (2012) 113
Ramesh Kumar S, Gudimetla K, Ravisankar B, and Jayasankar K, Mater Sci Eng A 533 (2012) 50
Khakbiz M, and Akhlaghi F, J Alloy Compd 479 (2009) 334.
Suryanarayana C, Prog Mater Sci 46 (2001) 1.
Ramesh Kumar S, Ravisankar B, Sathya P, Thomas Paul V, and Vijayalakshmi M, Trans Indian Inst Met 67 (2014) 477.
Yarra R, Venkatachalam P, Ramesh Kumar S, Ravisankar B, Jayasankar K, and Mukherjee P S, Trans Indian Inst Met 63 (2010) 813.
Yoon S C, Hong S I, Hong S H, and Kim H S, Mater Sci Forum 534–536 (2007) 253.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Gudimetla, K., Ramesh Kumar, S., Ravisankar, B. et al. Densification of Al 5083 Mechanically Alloyed Powder by Equal Channel Angular Pressing. Trans Indian Inst Met 68 (Suppl 2), 171–176 (2015). https://doi.org/10.1007/s12666-015-0557-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-015-0557-1