
Abstract
Metal production and recycling industries are typically characterized by a high demand on energy. Besides this, in the reduction processes necessary in metallurgy, high amounts of reducing agents are also used in this field of the industry. Normally this high demand on carbon is covered by fossil carbonaceous materials, which results in high amounts of greenhouse gas emissions, which in turn enhance global warming. For that reason, companies are being forced by environmental legislation to reduce their carbon footprint. Therefore, one option would be the substitution of fossil based materials with carbon-neutral alternatives. In order to describe some approaches, two options for the utilization of reducing agents based on biomass in heavy metal recycling processes are described in this paper. For that reason biomasses from agriculture like different tree cuttings were converted into metallurgical charcoal by means of a special carbonization reactor. With these charcoals electric arc furnace dust (EAFD) was reduced and recycled in a lab-scale rotary kiln. Furthermore, the by-product of the carbonization process—the pyrolysis gas—was used for the treatment of Waelz slag in a retort process. In both cases, nearly the entire zinc contained in the residue (EAFD and Waelz slag) could be recovered by means of alternative reducing agents. In the retort process also the iron in the remaining slag could be highly metalized. With such a replacement of fossil materials, the CO2 emissions from current dirty industry sectors such as heavy metal recycling can be dramatically reduced. This could lead special industries to be pioneers in matters of environmental protection.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
In a high number of industrial processes, wastes are produced in addition to the target products. These wastes, especially from metal production and recycling processes, often contain heavy metals; for that reason, they are declared to be hazardous waste due to the partly leachable character of the heavy metals. This is why the land filling of such wastes is also restricted or forbidden in almost all Western countries. Only with some special post-treatment steps, like stabilization or inertization, which inevitably entail costs, can such residues be deposited. Nevertheless, the disposal capacities in Europe constantly decrease, which additionally lead to enhancing disposal costs [1–5].
On the other hand, the partly high contents of heavy metals like Pb, Zn, Cu, Fe, etc. in these industrial wastes represent a value, especially considering the high metal prices at the moment, which is often lost if such residues are simply dumped. In particular, residues from the steel industry, like electric arc furnace dusts, or residues from the foundry industry, like cupola furnace dusts, can be called secondary raw materials. This is due to their high contents in e.g. Zn, Cu, etc. and therefore their high value [5, 6].
These two factors, legal regulations on the one hand and high values on the other hand, have led to a strong interest in as well as increased recycling of such residues and wastes in recent years. This can be seen in a growing number of newly developed recycling processes for such materials. These recycling processes—with the target of heavy metal recovery—are based on the carbothermal reduction of the oxidic wastes in nearly all cases. Therefore in the majority of cases, high temperatures and huge amounts of carbon carriers are needed. Due to the fact that in these recycling processes typically fossil carbonaceous materials are used to cover the demand on carbon, this industrial sector is responsible for huge amounts of emissions of anthropogenic CO2 [5, 6].
However, environmental legislation, especially in Europe, has implemented strict limitations and regulations concerning the emissions of greenhouse gases. Take the Kyoto Protocol, for example; it prescribes a reduction of greenhouse gases in the European Union by 8 % in the years 2008–2012, relative to the emissions of 1990. After 2012 the third phase of the European emissions trading system will be launched, which should restrict the emission of greenhouse gases even further [7]. For that reason, energy and reducing intensive industrial sectors like the recycling of industrial wastes are forced to reduce or substitute their fossil based carbonaceous materials with carbon-neutral alternatives. Since the reduction of the carbon demand in such industrial fields is hardly possible due to operational requirements, a completely new way of saving greenhouse gas emissions has to be found. One option in this case is the utilization of biomass in the so-called heavy industry, not only as a heat carrier, but also as a chemical reducing agent, which is why it is necessary, in contrast to a thermal usage, to convert the biomass into high-quality charcoal in special carbonization reactors. This charcoal has to fulfill the operational requirements of the metallurgical process, like high carbon content, certain reactivity, etc. The properties of this biogenic reducing agent should be as similar as possible to those of fossil reducing agents used at the moment. The by-product of the charcoal production process, the pyrolysis gas, can also be used as a chemical reducing agent, instead of a simple combustion to produce heat and power. This alternative utilization of the pyrolysis gas can help to enhance the economics of the whole process [8, 9].
Charcoal in Metallurgical Processes
The tradition of carbon-neutral fuels and reducing agents in metallurgy dates back to when the ancient humans used charcoal for different applications. Small pits with charcoal were used to smelt different ores to manufacture metallic goods. In former years, iron and steel production was also based on the utilization of charcoal in their bloomery and shaft furnaces, until the production of coke was developed [10].
Nowadays the majority of charcoal is used for cooking, especially in developing countries, and for barbecuing. There are only very few examples where charcoal is used in metallurgical processes. One such example is the iron and steel industry in Brazil, where charcoal is used in mini blast furnaces due to its lower compressive strength. The reason for this is the low availability of coal and coke in Brazil. Another example is the production of ferroalloys in submerged arc furnaces where charcoal is often used as a chemical reducing agent due to its high reactivity and therefore fast reaction. These two examples show the technical feasibility of the utilization of carbon-neutral charcoal in metallurgical processes [10–12].
However, charcoal is very often of low quality. This is because of the production process, which is almost always very simple. For the production of charcoal, kilns made of earth, brick or metal are typically used. They are normally operated at temperatures between 400 and 500 °C in a batch-wise mode. The charcoal produced does not meet the requirements of special metallurgical processes. Therefore it will be necessary to adapt existing processes or develop new ones which can then be used for the production of metallurgical charcoal. So, a charcoal with properties as similar as possible to fossil coke should be producible. Furthermore, the specific properties for each single application can be set in a certain range by changing the carbonization parameters, e.g. a charcoal for a slag reduction process will need a higher reactivity than a charcoal for a rotary kiln. Depending on the feedstock material, the carbonization parameters and the operational options, customized charcoal production will be possible [10–12].
Experimental Work and Procedure
As already mentioned, the target of the investigations described in this paper is the substitution of fossil based reducing agents in heavy metal recycling processes with carbon-neutral alternatives. Consequently, charcoal was produced under different conditions in a continuously operating reactor. This charcoal was then used for reduction experiments, where heavy metals from electric arc furnace dust (EAFD) were recycled. Furthermore, the by-product from the carbonization experiments, the pyrolysis gas, was directly used for the recycling of another heavy metal containing residue, a Waelz slag. The chemical composition of each of the metal containing wastes is listed in Table 1.
Lab-Scale Charcoal Production
For the production of the metallurgical charcoal, different kinds of biomasses, especially agricultural residues, were carbonized in a special twin-screw reactor. This reactor is externally and electrically heated and completely gas-tight. The complete experimental setup, which is shown in Fig. 1, consists of a feeding bin, a charcoal bin, the reactor itself, the heating, the motor, the controller, the gas analyzer and the off-gas system. The executed experiments included the carbonization at different temperatures (up to 900 °C) and different retention times (up to 3 h). In addition, various kinds of biomasses were tested. Due to their good availability and therefore a good and stable price situation, the focus was on agricultural and forestry residues like different tree cuttings, fruit stones, marc, etc. Some exemplary results of the charcoals produced in the twin-screw reactor are shown in Table 2. Some more detailed conclusions of these investigations as well as the total experimental procedure are explained elsewhere [13].

Experimental setup for a continuous charcoal production
Beside the chemical composition, some physical properties like reactivity and specific surface area of the charcoals were measured, as well. The reactivity measurements were done with two different standardized methods, which are both based on the Boudouard reaction at high temperatures. This is the Koppers test, which gives the R-value and the procedure after ASTM D 5341-99, which results in the coke reactivity index (CRI). The R-value represents the amount of CO in the gas stream after reaction related to the originally existing CO2, while the CRI is the mass loss after the reactivity test. Both values are higher at higher reactivity of the investigated material due to the increased reaction of the carbon with the provided CO2 to form CO. In the present case, a sample of the carbonaceous material is put into a tube furnace at 1,000 °C for 15 min, which is flushed with carbon dioxide. There the resulting gas and the weight loss are measured. Table 3 gives the resulting reactivity values of charcoals in comparison to mineral cokes. The much higher reactivity of charcoals compared to standard reducing agents can be recognized here, the reason being the very high specific surface area of charcoals resulting from the raw material. Whereas mineral coke grades have a closed pore-structure, charcoals show an open network of pores with different shapes and sizes. For that reason, gas adsorption measurements were carried out with a Quantachrome NOVA 2200e using CO2 as solvent gas at 273 K. The results are also listed in Table 3.
Rotary Kiln Experiments with Charcoal as Reducing Agent
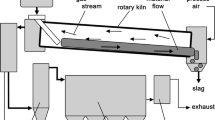
These experiments were carried out in a lab-scale rotary kiln and should show the potential of charcoal as a carbon-neutral reducing agent in the recycling of electric arc furnace dusts. The rotary kiln used, which is shown in Fig. 2, has a heated length of 750 mm and a diameter of 80 mm. The maximum temperature of the furnace is 1,300 °C. For the experiments EAFD and charcoal were mixed together with a carbon surplus of 10 % relative to the stoichiometric value calculated for zinc and iron oxides. With these mixtures and the help of some water, micro-pellets (d = 1–5 mm) were produced, which were then fed into the kiln. Beside charcoal, also petroleum coke as a standard reducing agent for such processes was tested, to have a reference as standard. The temperature and retention time employed were 1,100 °C and 2 h, respectively. After each experiment the resulting slag was analyzed concerning their zinc, iron and sulfur content to get some information about the reduction efficiency of each single reducing agent.

Rotary kiln for the reduction experiments with charcoal in cold state and in operation
The results of the reduction experiments are listed in Table 4, where the higher achievable reduction rates of charcoal in comparison to petroleum coke can be seen. The reason therefore is the higher reactivity of the charcoal, which is a result of the much higher porosity and surface area of the charcoals. So it was possible to lower the zinc content in the remaining slag to about 0.1 % with charcoal as the reducing agent, whereas with petroleum coke still 2.3 % of zinc remained in the slag. Moreover, the iron metallization was also higher in the reduction experiments with charcoal. The lower sulfur contents are a result of the very low sulfur content in the charcoals, whereas petroleum coke has sulfur contents up to 8 %.
All these results show the very high potential of charcoal as a substitute for fossil based reducing agents such as petroleum coke or anthracite in metallurgical processes like the recycling of electric arc furnace dusts. Although the charcoals show a very good performance in the examined experiments, it has to be kept in mind that the changed properties of this carbon-neutral reducing agent will also have an influence on the whole metallurgical process and therefore maybe cause some problems. The influence of these changed properties like higher porosity and higher reactivity have to be investigated in further experiments.
Retort Kiln Experiments with Pyrolysis Gas as Reducing Agent
In these experiments an alternative way of utilizing the by-product pyrolysis gas from the charcoal production should be demonstrated. Typically the pyrolysis gas is post-combusted. One part of the heat is used to keep the reactor at the right temperature; the other part is used for the production of heat and power. In this examination a completely new way of material processing instead of thermal processing of this by-product should be investigated. Therefore a retort reactor like in the HYL process as a direct reduction aggregate in the iron and steel industry is used. But instead of natural gas based reducing agents, pyrolysis gas as the carbon-neutral reductant is tested in the treatment of Waelz slag, which is normally dumped.
The experimental setup used for the trials is illustrated in Fig. 3. It is a combination of the carbonization reactor mentioned before and a retort reactor, heated in a resistance furnace. Inside the retort, which was gas-proof sealed, the heavy metal containing residue was placed in a gas-purgeable sample holder. The reactor, which was heated externally, additionally consisted of an insulated gas supply, a gas distributor, to guarantee a uniform flow, the reduction part of the retort, the condenser unit, which was the upper part of the retort and a gas outlet. The pyrolysis gas used for the reduction was re-directed to the bottom of the retort with the help of insulated tubes, where it flowed constantly through the residue and reduced the zinc and iron oxides in the slag. The pyrolysis gas itself shows very high contents in hydrogen and carbon monoxide (see Table 5), especially when high carbonization temperatures are chosen. This goes in the direction of gases normally used in direct reduction in the iron and steel industry with hydrogen contents of 50–80 % and CO contents of 10–40 %. The gases used for this testing series were produced with different kind of biomasses with retention times of 2 and 3 h, respectively, and at a constant carbonization temperature of 900 °C. The kind of biomass itself does not have a big influence on the chemical composition of the pyrolysis gas.

Experimental setup of the reduction experiments with pyrolysis gas
For each reduction experiment 1.0–1.5 kg of heavy metal containing residue, in this case a Waelz slag, was put into the basket, which was positioned in the retort. Then the gas condenser was arranged on the retort and gas-proof sealed. Afterwards the retort was brought up to temperature and the carbonization was started. During each experiment 5 kg of biomass were carbonized. The gases emitted for the duration of the carbonization flowed continuously through the gas pipe and further through the retort with the Waelz slag inside. The temperature of the retort was varied between 1,000 and 1,100 °C in 50 °C steps. After each experiment the retort was purged with nitrogen to prevent the re-oxidation of the reduced iron until the reactor cooled to room temperature.
For the described experimental series, Waelz slag was used as the heavy metal containing residue with a zinc content of 4.62 % and an iron content of 35.5 %. This Waelz slag was mixed with carbon in the form of charcoal with an amount of 0.5 stoichiometrical based on the zinc and iron oxide content to enhance the reduction of the iron oxides inside the Waelz slag. The chemical analysis of the remaining slag after the reduction experiments with pyrolysis gas are listed in Table 6. The zinc reduction rate from Table 6 is calculated by using the ratio of the zinc content in the slag after the experiment and the original Waelz slag, whereas the iron metallization rate is the ratio of the metallic iron to total iron content inside the remaining slag.
It can be seen that it was possible to reduce the total amount of zinc oxide and the biggest parts of the iron oxides. That means that per ton of Waelz slag, 45 kg of zinc can be recovered, which are normally dumped with the Waelz slag, and the remaining slag can be named as sponge iron due to its high metallization rate. So the residue, Waelz slag, can be converted into a saleable product for the iron and steel industry, especially at high iron metallization rates, which can help to solve a lot of disposal problems and save costs. Also, the saleable product ZnO from such a treatment process helps to increase the economic efficiency. The influence of the reduction temperature and reduction time on the results of the reduction experiments in the investigated range is negligible. Due to the fact that the gas compositions during all experiments were nearly constant, the only influencing parameters on the process are the gas amount as well as the tar composition and amount. Unfortunately, these parameters were not measureable with the equipment used. It could however be seen that the kind of biomass which was carbonized has an influence on the achievable reduction rates of the Waelz slag. For example, the gas from olive tree cuttings shows the highest reduction potential, although this kind of biomass has lower volatile contents than others. Nevertheless, it could be shown that the reduction and therefore the recycling of Waelz slag in a completely new and not yet tested way is technical feasible with the help of pyrolysis gas.
Summary and Conclusion
The recycling of different kinds of metal-containing residues with its high carbon demand is still a big emitter of anthropogenic CO2 emissions at present, due to the usage of fossil carbonaceous materials. Because of environmental regulations now and in the coming years, which are undoubtedly combined with additional costs, the industry is forced to find some alternative ways to reduce its CO2 footprint. One option is the substitution of fossil raw materials with carbon-neutral ones based on biomass.
In this paper the technical feasibility of two possible ways of substituting fossil coke in the recycling of heavy metal containing residues by charcoal on the one hand and pyrolysis gas on the other hand are shown. Of course the economics of such new processes depend on many factors, such as biomass availability and price, costs for biomass conversion, effectiveness of the carbon-neutral reducing agent as well as the development of carbon taxes and additional costs from environmental legislation in future. All these points can help to start an environmental revolution in typically dirty industries and save huge amounts of greenhouse gas emissions.
References
Rütten, J.: Ist der Wälzprozess für EAF-Staub noch zeitgemäß? Stand der Technik und Herausforderungen, Heft 118 der Schriftenreihe der GDMB, 2. Seminar Vernetzung von Zink und Stahl, 137–149 (2009)
Strohmeier, G., Bonestell, J.E.: Steelworks residues and the Waelz kiln treatment of electric arc furnace dust. Iron Steel Engineer 4, 87–90 (1996)
Forschungsgesellschaft für Straßen- und Verkehrswesen: Merkblatt über die Verwendung von Metallhüttenschlacken im Straßenbau—Report FSGV-Nr. 639, FGSV Verlag GmbH, Cologne (1999)
Ministerium für Umwelt und Naturschutz, Landwirtschaft und Verbraucherschutz und des Ministeriums für Verkehr, Energie und Landesplanung des Bundeslandes Nordrhein-Westfalen: Anforderungen an die Güteüberwachung und den Einsatz von Metallhüttenschlacken im Straßen- und Erdbau, Report IV-3-953-26308-IV-8-1573-30052 (2004)
Antrekowitsch, J.: Complex heavy metal containing wastes: between landfilling and recycling. In: Proceedings of EMC, vol. 1, pp. 3–13. (2009)
Rütten, J.: Application of pyrometallurgical processes on resource recycling of steel mill dust. In: Paper presented at the 55th GDMB Zinc Experts Committee Meeting, Balen, Belgium (2007)
Anderl, M. et al.: Klimaschutzbericht 2010—Report REP-0267, Umweltbundesamt GmbH, Vienna (2010)
Bandi A. et al.: Renewable energy. In: Landolt-Börnstein, Energy Technologies, vol. C, p. 414. Springer, Heidelberg (2006)
Strezov, V., Evans, T.J., Nelson, P.F.: Carbonization of biomass fuels. In: Brenes, M.D. (ed.) Biomass and Bioenergy: New Research, pp. 91–123. Nova Science Publisher Inc, Commack (2006)
Antal Jr., J.A., Grønli, M.: The Art, science, and technology of charcoal production. Ind. Eng. Chem. Res. 42, 1619–1640 (2003)
Siemons, R.: Industrial charcoal production—FAO TCP/CRO/3101 (A) development of a sustainable charcoal industry, North-West Croatia Regional Energy Agency (2008)
Grønli, M.: Industrial production of charcoal—Norwegian University of Science and Technology (2005)
Griessacher, T.: Alternative reducing agents in the recycling of heavy metal-containing residues. In: Proceedings of EMC, vol. 4, pp. 1349–1361. (2011)
Acknowledgments
The present work has been funded by the Christian Doppler Association and the Government of Austria.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Griessacher, T., Antrekowitsch, J. Utilization of Biomass at the Recycling of Heavy Metal Containing Wastes. Waste Biomass Valor 3, 369–374 (2012). https://doi.org/10.1007/s12649-012-9126-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12649-012-9126-6