
Abstract
Radially oriented Nd–Fe–B ring magnets were prepared by backward extrusion of MQ-C powder. The punch chamfer radius has a great impact on the microstructure and magnetic properties of the ring magnet. With the chamfer radius changing from 2, 5 to 8 mm, the cracks in the inner wall decrease obviously while the crystallographic alignment drops. Furthermore, the mechanism of c-axis growth was suggested to be a combination of shear deformation in the corner and solution-precipitation under the stress parallel to radial direction. The alignment drops on the top of ring because the grains grow freely and some textured grains grow through nucleation and recrystallization. In the present work, the optimal punch chamfer radius is found to be 2 mm, and in this case, the remanence, coercivity, and maximum energy product of the ring magnet achieve 1.4 T, 670 kJ·m, and 342 kJ·m, respectively.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Anisotropic Nd–Fe–B magnets find application in electric motors where high flux densities combined with high coercivity are required. Such magnets can be produced by hot deformation of nanocrystalline NdFeB alloys. So far, the radially oriented ring magnets are manufactured mainly by two different methods: sintering and bonding. Concerning the situation with sintered ring magnets, it is difficult to produce long rings with small wall thickness by sintering. In addition, the shrinkage during sintering disables a net or near net shape forming. Bonding magnets have good formability and accurate dimensions, but their density and magnetic properties are low. In particular, the backward extrusion process results in radially oriented ring magnets [1, 2]. Owing to the great mechanical integrity of the magnetic structure, major benefits are the simpler rotor construction, a greatly reduced rotor assembly time and simpler magnet retention on the rotor. Up to now, lots of work concerned how to get crack-free ring magnets by backward extrusion [3–6], but little work was focused on the effects of punch chamfer on their microstructure and magnetic properties. Furthermore, the mechanism of grain alignment in backward extruded ring needs to be discussed. In this work, the influence of different chamfer radius on the microstructure and magnetic properties of the backward extruded ring magnets was studied. The mechanism of grains orientation was also discussed.
2 Experimental
Commercial MQ-C powders were used as starting materials. The powder was first compacted into a fully dense isotropic magnet (Φ30.0 mm × 18.4 mm) under vacuum at 700 °C and a pressure of 200 MPa. There are three punches with different chamfer radius of 2, 5, and 8 mm, respectively, noted by R2, R5, and R8, as shown in Fig. 1. Ring magnets, with an outer diameter of 30 mm, an inner diameter of 20 mm, and a height of 30 mm, were produced by backward extrusion of the isotropic magnets at 850 °C in vacuum at 100–150 MPa for 2 min with a strain rate 1 × 10−2 s−1. The shapes and sizes of grains were revealed by a field emission scanning electron microscopy (FESEM, JSM-7500F). The magnetic properties of the cut samples (Φ2.5 mm × 2.5 mm) were measured with a vibrating sample magnetometer (VSM, Lake Shore 7410). The degree of crystal alignment was tested by X-ray diffraction with Cu Kα (XRD, DX-2000). The positions of test samples are shown in Fig. 2.

Appearance of backward extrusion rings

Schematic diagram of sampling
3 Results and discussion
In the experiment, three ring magnets which made by different chamfers’ punch were obtained, as shown in Fig. 1. With the chamfer increasing, the inner wall of the ring becomes smoother and the depth of cracks decreases. In the backward extrusion process, the punch penetrates into the sample, and the material is forced to shear heterogeneously at localized regions connected to the penetration channel. Appearance of the cracks relates to the state of the stress and the flow of the materials during backward extrusion [7]. Owing to the restraint of the punch chamfer and the friction between die and ring’s inner/outer wall unbalanced, the materials on the surface of ring flow difficultly and the flow velocity of the outer wall is faster than that of the inner wall [8]. As a result, the inner wall of ring is subjected to a tensile stress [7]. When it surpasses the actual breaking strength limit of the material, the magnet will split. Compared with the large chamfers, the small chamfer leads to a greater tensile stress and, consequently, induces more cracks, due to its narrow channel and severe corner.
When the material was extruded into the narrow channel between the punch and die, it would be subjected to a severe shear force, which would result in the grains alignment, as shown in Fig. 3. As it was recognized before, the shear stress plays an important role in the radially oriented texture formation and gives rise to the c-axial texture perpendicular to the flow direction [8, 9]. There are two main kinds of internal microscopic processes in the backward extrusion process. One is the grain-boundary sliding in plastic deformation (shear deformation). During the backward extrusion process, severe deformation of the sample occurs mainly near the punch tip and the corner of bottom die, which leads to the elongated grains subdivided by deformation and grain refinement [10]. The other is the process of solution-precipitation creep [11, 12]. In the backward extrusion process, the grains will subject compressive stress at the radical direction when they pass into the interspace. The grains with their c-axis parallel to the pressing direction have lower total energy than the grains with their c-axis out of the pressing direction. The unfavorably oriented grains tend to dissolve into the Nd-rich liquid phase due to the higher total energy, and the favorably oriented grains grow, leading to a favorable texture. Besides, owning to the difference of the chamfer, a smaller chamfer will induce higher temperature and greater stress. Consequently, the Nd-rich Phase would be dissolved sufficiently in this condition and, in turn, it would promote the grains to grow quickly along c-axis. Meanwhile, a great stress benefits to the grains deformation and, on the other hand, which would restrain the atoms diffusion. Therefore, it would inhibit grains growth to some extent. Owing to the interaction of two factors, the grains in a small chamfer ring have an excellent alignment perpendicular to the axial direction, which is also confirmed by the XRD patterns in Fig. 4a. The XRD patterns are obtained from the radical direction of the ring. The (105) and (006) reflections are dominant. These results demonstrate that the crystallographic c-axis of Nd2Fe14B is aligned perpendicular to the axial direction. The good grain alignment is represented by clear (00i, i = 4, 6, 8) peaks and a small (105) peak. The XRD profiles (Fig. 4a) show that the grain alignment in the bottom of samples extruded by a small chamfer is better than that of samples extruded by a large one. The smaller chamfer results in stronger shear force. That is because a small chamfer has a narrow channel and severe corner, which makes the materials suffer great extrusion stress. Hence, it would be in favor of the grains orientation.

SEM images of ring near bottom with chamfer radius of 2, 5, and 8 mm: a, d R2; b, e R5; c, f R8

XRD patterns of ring: a bottom and b top
Figure 5 shows that the alignment is rather imperfect in the top part of the ring, i.e., in the first initially extruded portion, which was also observed by Grünberger [13]. Besides, the size of grains grows coarse compared with the bottom part. Those results can also be confirmed by the XRD patterns in Fig. 4b, where the peaks of (214) (410) and (411) increase significantly compared with that of the bottom, while the main peaks of (105) (006) decrease. This is ascribed to an insufficient backward pressure in the top part of the ring during extrusion [1]. On the other hand, the grains on the top are in a high temperature state for a long time, and reach to the activation energy for recrystallization, resulting in recrystallizing freely. Therefore, the degree of alignment at the top part is inferior to the bottom significantly.

SEM images of ring in top with chamfer radius of 2, 5, and 8 mm: a R2, b R5, and c R8
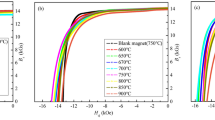
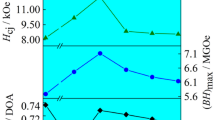
The magnetic properties were investigated by preparing samples along the cross-section of the ring. Figure 6 shows the variation of remanence (B r) and coercivity in different chamfer radius. The remanence of the 2 mm chamfer ring is superior to the other two chamfers, both on the bottom and top of the ring. However, as for the coercivity, the punch of R5 has the maximum value of 812 kA·m−1, which follows by R8 of 708 kA·m−1, and the R2 has the least value of 670 kA·m−1. The results are in correspondence with the microstructure in Fig. 3 and the XRD patterns in Fig. 4. Although a small chamfer can obtain a good alignment, the size of grains grows faster than others, which is bad for the coercivity. In addition, the dipolar coupling interaction of neighboring grains makes the chaotic orientation magnetic moment tend to be arranged in parallel, which leads to the enhancement of remanence and the decrease of coercivity [14, 15]. However, owing to the heterogeneity of microstructure along the axial direction, especially in the top region, the remanence and coercivity decrease obviously. Therefore, the appropriate (BH)max values vary from 342 to 310 kJ·m in the R2 ring.

Demagnetization curves of different chamfer radius ring magnet of samples extruded at temperature of 850 °C and velocity of 0.2 mm s−1: a bottom and b top
4 Conclusion
In this work, the effects of different chamfer radius on the microstructure and magnetic properties were investigated. In the corner area, a smaller chamfer leads to larger effective stress and effective strain, which is in favor of the grains alignment. Hence, the bottom part has an excellent alignment perpendicular to the axial direction while the top is poor. With the increase of chamfer radius, the orientation of grains drops. The mechanism of orientation is demonstrated to be the combination of solution-precipitation and shear sliding. The magnet has the best properties in the small chamfer radius of 2 mm and the maximum value reaches to 342 kJ·m.
References
Hinz D, Kirchner A, Brown DN, Ma B-M, Gutfleisch O. Near net shape production of radially oriented NdFeB ring magnets by backward extrusion. J Mater Process Technol. 2003;135(2–3):358.
Grünberger W, Hinz D. Microstructure, texture, and magnetic properties of backward extruded NdFeB ring magnets. J Magn Magn Mater. 1996;157/158(2):41.
Dirba I, Sawatzki S, Gutfleisch O. Net-shape and crack-free production of Nd-Fe-B magnets by hot deformation. J Alloys Comp. 2014;589:301.
Li AH, Zhao R, Lai B, Wang HJ, Zhu MG, Li W. Hot deformation in nanocrystalline Nd–Fe–B backward extruded rings. Chin Phys B. 2011;20(10):107503.
Kirchner A, Hinz D, Panchanathan V, Gutfleisch O, Mu¨ller K-H, Schultz L. Improved hot workability and magnetic properties in NdFeCoGaB hot deformed magnet. IEEE Trans Magn. 2000;36(5):3288.
Jiang CB, An SZ. Recent progress in high temperature permanent magnetic materials. Rare Met. 2013;32(5):431.
Xie JX, Liu JA. Theory and Technology of Metals Extrusion. Beijing: Metallurgical Industry Press; 2012. 41.
Wang HJ, Lin M. Plastic deformation modeling of backward extrusion process for Nd–Fe–B ring magnets. J Magn Magn Mater. 2012;324(10):1791.
Alihosseini H, Asle Zaeem M, Dehghani K. A cyclic forward–backward extrusion process as a novel severe plastic deformation for production of ultrafine grains materials. Mater Lett. 2012;68(1):204.
Popov AG, Puzanova TZ, Ermolenko AS, Gunderov DV, Raab GI, Stolyarov VV. Pr–Fe–B–Cu Alloys Processed by Equal Channel Angular Pressing as Materials for Anisotropic Bonded Magnets. Boston: Kluwer Academic Publishers; 2003. 129.
Li L, Graham CD Jr. The origin of crystallographic texture produced during hot deformation in rapidly quenched NdFeB permanent magnets. IEEE Trans Magn. 1992;28(5):2130.
Yi PP, Lee D, Yan A. Effects of compositions on characteristics and microstructures for melt-spun ribbons and die-upset magnets of Nd12.8 + x Fe81.2 – x – y − z Co y Ga z B6. J Magn Magn Mater. 2010;322(20):3019.
Grünberger W, Hinz D, Kirchner A, Müller K-H, Schultz L. Hot deformation of nanocrystalline Nd–Fe–B alloys. J Alloys Comp. 1997;257(1–2):293.
Qu H, Li JY. Remanence enhancement in magnetically interacting particles. Phys Rev Lett. 2003;68(21):2402.
Li J, Liu Y. Microstructure and magnetic properties of bulk Nd2Fe14B/α-Fe nano-composite prepared by chemical vapor deposition. J Magn Magn Mater. 2013;328(2):1.
Acknowledgments
This research was financially supported by the National High Technology Research and Development Program of China (No. 2011AA03A403), the National Natural Science Foundation of China (No. 51171122), and the Sichuan Provence Science and Technology Support Program (Nos. 2011GZ0117 and 2013GZ0056).
Author information
Authors and Affiliations
Corresponding author
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Wang, RQ., Chen, B., Li, J. et al. Structural and magnetic properties of backward extruded Nd–Fe–B ring magnets made by different punch chamfer radius. Rare Met. 33, 304–308 (2014). https://doi.org/10.1007/s12598-014-0285-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12598-014-0285-4