
Abstract
The equiatomic FeCoNiCuMn high entropy alloy (HEA) was prepared by vacuum arc-melting under argon atmosphere, and the as-cast alloy was subsequently annealed at 850 °C and 1000 °C for 2 and 12 h. The annealing effects on the microstructure, magnetic, electrical, and mechanical properties were investigated. Based on the microstructural analysis, three major phases were found in different conditions; (Fe, Co)-rich phase, Cu-rich phase, and homogenized solid solution phase. This HEA showed excellent soft magnetic properties (proper saturation magnetization (40 emu/g), low coercivity (7 Oe) and low magnetic remanence ratio (0.03)) and high electrical resistivity (287 µΩ.cm) with proper strength and good ductility (41%). All these properties together make FeCoNiCuMn HEA better than that of the most reported soft magnet HEAs, and it can be used as a soft magnetic material in the future.
Graphic Abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In the past decades, extensive researches have been done on high-entropy alloys (HEAs) for their unique structure and simultaneous excellent properties [1,2,3,4,5,6,7]. HEAs are defined as the multi-component alloys containing five or more principal elements with concentrations between 5 and 35 at% and mixing entropy more than 1.5R (\({\Delta S}_{{{\text{mix}}}} {\text{ = - R}}\mathop \sum \limits_{{\text{i = 1}}}^{{\text{n}}} {\text{x}}_{{\text{i}}} {\text{ln}}\left( {{\text{x}}_{{\text{i}}} } \right)\)) [1, 2]. In general, multi-component equimolar alloys reach the maximum configuration entropy; hence, the free energy of the simple solid-solution phase significantly reduces, especially in high temperatures [3,4,5]. As a result, a single solid-solution phase containing five elements in their lattice can be stabilized in a face-centered cubic (FCC) or a body-centered cubic (BCC) crystal structure [3,4,5]. Excellent properties of HEAs, e.g., high thermal stability and hardness, excellent corrosion and wear resistance, great fatigue resistance, etc., stem from their four core effects: high-entropy effect, sluggish diffusion effect, severe lattice distortion effect, and cocktail effect [3,4,5,6,7].
Having such great properties together makes HEAs perfect engineering materials. From the magnetic perspective, lots of studies have been done on HEAs. For instance, the AlCoCrCuFeNiWZr [8], FeCoNiMnC [9, 10], FeCoNiMnSn [9] and CoCrCuFeNiTi0.1 [11] HEAs showed a paramagnetic behavior while the FeSiBAlNiC [12] and FeSiBAlNiM (M = Co, Cu, Ag) [13, 14] HEAs demonstrated a semi-hard magnet behavior. Indeed, there are some reasons that make HEAs good soft magnet materials, too, especially in medium frequency (100 Hz–100 kHz) [15, 16]. In addition to low coercivity for soft magnetism, using several ferromagnetic elements with high magnetic moments leads to a high saturation magnetization. The severe lattice distortion and presence of five elements in a crystal lattice lead to increasing electrical resistivity and suppress the eddy-current loss. The simple crystal structure [e.g., FCC] provides ductility, which is important for forming process and thin sheet production [15, 17]. A soft magnetic material, including all of these requirements, is rare. For instance, the high silicon steels are brittle at room temperature [15, 16, 18], Permalloy and Permendur series have low electrical resistivity [15, 16, 18], and the metallic glasses [e.g., metglas, finmet] are brittle and relatively unstable, and their size is also limited by the glass-forming ability [15, 16, 18].
The magnetic and mechanical properties of some HEA systems have been studied in recent years. For instance, the FeCoNiAl0.2Si0.2 [15, 19] and FeCoNiMn0.25Al0.25 [20] HEAs are good soft magnets with proper ductility, the CoCrFeNiAlNbx [21, 22] system has good magnetic properties with high strength, the CoCrFeNiCuAl [23] HEA is a soft magnet with acceptable mechanical properties, and the CoCrFeNiTiAlx [24] alloys also have soft magnetic properties but with low ductility. In this research, the magnetic, electrical, and mechanical properties of FeCoNiCuMn HEA are studied. Fe, Co, and Ni with high magnetic moment were used with the aim of achieving soft magnetic properties, and Cu and Mn with FCC crystal structure were selected to obtain good ductility. The phase evolution and their properties are investigated in as-cast and annealed conditions. Besides, this HEA system is compared to some other HEAs and soft magnetic materials.
2 Experimental Procedure
High purity elements (> 99.9%) were used to prepare the ingot of equimolar FeCoNiCuMn alloy by vacuum arc melting under pure argon atmosphere. The alloy ingot was remelted four times in order to ensure chemical homogeneity. The as-cast alloy was subsequently heat-treated at 850 °C and 1000 °C for 2 and 12 h using a tube furnace (Azar furnaces, TF5/25–1250) under argon gas atmosphere, followed by quenching in water. The metallography samples were ground through 3000 grit emery paper and polished with 1 µm Al2O3 particles. Phase analysis was carried out by X-ray diffraction (XRD) with Cu Kα radiation using a Rigaku 4 diffractometer. The microstructure of samples was observed using a quanta-450 scanning electron microscope (SEM), and the chemical composition of phases was determined by a quantax-200 energy dispersive spectroscopy (EDS). The uniaxial compression test was performed on the cylindrical samples of Ø3 mm × 6 mm using the SANTAM-STM50 testing machine at room temperature with a strain rate of 2 × 10–4 s−1. Tensile test was performed on the as-cast and heat-treated samples by SANTAM-STM20 testing machine at room temperature with a strain rate of 5 × 10–4 s−1. The dog-bone shaped tensile specimens with a gauge of 1.8 mm × 0.55 mm × 0.75 mm were cut by wire-cut electrical discharge machining (EDM) and subsequently ground through 800 grit emery paper. Hardness measurements were conducted using an ESE WAY Vickers hardness tester under the load of 300 g for 15 s. Magnetic properties were measured on the cubic specimens of 3 mm × 3 mm × 4 mm by an MDK vibration sample magnetometer (VSM) at room temperature. The electrical resistivity was also measured by the four-point probe method.
3 Results
3.1 Crystal Structure Evolution
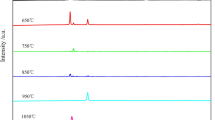
The XRD patterns of as-cast and heat-treated samples are presented in Fig. 1. Crystal structures and lattice parameters are calculated by Bragg’s law. The as-cast sample shows four peaks of FCC crystal structure with a lattice parameter of 0.360 nm, which the second peak (200) is broadening and seems to show two peaks. After the heat treatment at 850 °C for 2 h, the first two peaks start to divide into four peaks, and for 12 h, all four peaks separate from each other and show the presence of two FCC crystal structures lattice parameters of 0.360 nm and 0.364 nm. It can be concluded, the as-cast sample has two FCC phases, which the second phase appears with a lower volume fraction or with a very close structure to the other phase and overlaps with their peaks, while after the heat treating at 850 °C, the second FCC phase separates from the first one and fully presents in XRD pattern. It can be stated that due to the complete separation of two phases after 12 h of heat treatment, the intensity of their peaks has increased significantly. However, after the heat treating at 1000 °C for 2 and 12 h, both XRD patterns show five peaks of one FCC crystal structure with a lattice parameter of 0.362 nm. It means that due to the high temperature and high entropy effect, two phases mix together by diffusion and form a stable single-phase FCC solid solution.

XRD patterns of the as-cast and heat-treated samples of FeCoNiCuMn high entropy alloy
3.2 Microstructure Characterization
Figure 2 shows the backscatter electron (BSE) SEM images and the corresponding EDS elemental maps of the as-cast and heat-treated samples. Figure 2a-left shows the dendritic microstructure of the as-cast alloy, which contains two regions. According to the EDS Map (Fig. 2a-right), the dendritic phase is rich in iron and cobalt, and the inter-dendritic (ID) phase is rich in copper. Mn and Ni distributions are almost uniform in both phases. The (Fe, Co)-rich region (α phase) appears darker than the Cu-rich region (β phase) due to lower atomic numbers. Figure 2b-left presents the BSE-SEM image of the 850 °C-12 h heat-treated sample. The microstructure contains three phases. According to the related EDS analysis, the darkest one is (Fe, Co)-rich phase, the brightest one is the Cu-rich phase, and the intermediate one is the Co-rich phase. The microstructure of 1000 °C-12 h heat-treated sample in Fig. 2(c) shows a barely contrast in the BSE image and uniform distribution of elements in the EDS map. It means that the sample has been homogenized as a single solid solution phase.

Backscatter electron SEM images and EDS mapping of a as-cast sample, b sample heat treated at 850 °C for 12 h and c sample heat treated at 1000 °C for 12 h
Table 1 presents the chemical compositional measurements of different phases for the as-cast and heat-treated samples by EDS analysis. The as-cast sample shows the segregation of copper in the ID phase and iron and cobalt in the dendritic phase. These segregations are gradually reduced through heat treatment. The 850 °C–12 h heat-treated sample reveals an extra phase between primary phases which its composition is a mixture of them (but closer to (Fe, Co)-rich phase). As it can be seen, the Mn and Ni elements distribute almost uniformly in all phases and conditions.
3.3 Mechanical Properties
Figure 3a shows the room temperature compressive engineering stress–strain curves for the as-cast and heat-treated samples. It has been found for all samples an excellent ductility so that they are not fractured up to 60% true strain (43% engineering strain). Generally, the maximum compressive strength is reduced by raising the time and temperature of heat treatment. Although, the maximum strength of the 1000 °C–12 h sample is more than the 1000 °C–2 h sample. The yield strength of the 1000 °C–2 h and as-cast samples is about 325 MPa, but for the other samples is about 250 MPa. Figure 3b shows the room temperature tensile engineering stress–strain curves of the as-cast, 850 °C–12 h, and 1000 °C–12 h heat-treated samples. The as-cast sample has the maximum yield strength, ultimate tensile strength (UTS), and ductility. The 850 °C-12 h sample has a lower yield strength and UTS but the same ductility. The yield strength, UTS, and ductility of the 1000 °C–12 h sample are lower than the as-cast sample, but its yield strength is higher than the 850 °C–12 h sample. The Vickers hardness is the highest in the 1000 °C-2 h and as-cast samples, while its value for the 850 °C-12 h sample is the lowest. The detailed results of mechanical properties of the FeCoNiCuMn high entropy alloy are listed in Table 2.

Mechanical properties of as-cast and heat treaded FeCoNiCuMn high entropy alloy, a compressive engineering stress–strain curves and, b tensile engineering stress–strain curves
3.4 Magnetic and Electrical Properties
Figure 4 presents the magnetization curves of the as-cast and heat-treated samples. All samples show excellent soft magnetic properties. Coercivity (Hc), saturation magnetization (Ms), and remnant magnetism (Mr) are listed in Table 3. Saturation magnetization and coercivity are reduced by heat treatment. The highest saturation magnetization belongs to the as-cast sample (40.5 emu/g), and the lowest coercivity belongs to the 1000 °C–12 h sample (7 Oe). The FeCoNiCuMn HEA in as-cast and heat-treated conditions shows high electrical resistivity (more than 200 µΩ.cm) (Table 3). The highest and the lowest electrical resistivity in measured samples belongs to 850 °C–12 h and 1000 °C–12 h samples, respectively.

Magnetic hysteresis loop of the FeCoNiCuMn high entropy alloy in as-cast and heat-treated conditions
4 Discussion
According to the XRD patterns, SEM micrographs, and EDS analysis, the FeCoNiCuMn HEA can have different phases. The α phase, which appears darker in the BSE-SEM images, is a dendritic FCC (Fe, Co)-rich phase with a lattice parameter of 0.360 nm, the β phase, which appears brighter, is an inter-dendritic FCC Cu-rich phase with a lattice parameter of 0.364 nm and the γ phase is a homogeny FCC phase with a lattice parameter of 0.362 nm. Another phase is seen in SEM micrographs (related to 850-12 h sample) with a higher percent of Co and more balanced of other elements, but not seen in XRD pattern probably because of peaks overlapping. It seems that after relaxation and little balance in compositions in 850 °C, α and β phases separate more (both in composition and structure), and this new phase forms in α/β boundary with a composition near homogeny (γ) but is still rich in Co and lean in Cu. At 1000 °C, γ phase becomes stable, α and β phases (dendritic as-cast structure) mix together by diffusion, and the sample homogenizes over time. The homogenized microstructure (γ), (Fe-Co)-rich dendritic phase (α), and Cu-rich inter-dendritic phase (β) in FeCoNiCuMn HEA have also been reported in Sonkusare et al. research [25].
The as-cast sample has a dendritic microstructure containing α and β phases, which both of them are FCC with up to 12 slip systems and have a close lattice parameter and good bonding, so this can be the reason for excellent ductility. After the heat treatment at 850 °C, the strength of the alloy decreases due to relaxation and stress relief. However, the ductility remains the same in the tensile test because of the third FCC phase formation in the boundary of α and β with a little mismatch in lattice parameter and mean chemical composition of α and β, so the bonding of these three phases are good. At 1000 °C, only γ phase is stable; although this phase is FCC too, it seems that γ is not ductile as α and β, because the 1000 °C–12 h sample exhibit less tensile engineering strain than other samples. However, after 2 h, the compressive yield strength and hardness are comparable with the as-cast sample, but after 12 h with homogenized microstructure, the compressive yield strength and hardness decrease and are still more than the 850 °C–12 h sample.
After the heat treatment, the coercivity of alloy is reduced from 10 to 7 Oe due to releasing the internal stress, new phases formation, and texture changing. Saturation magnetizations are also reduced from 40.5 emu/g to 33.3 emu/g by decreasing Fe and Co contents in the homogeneity phase compared to the α phase. However, in the 850 °C–12 h sample, Hc and Ms have slightly increased because of the presence of three phases and the little increase in Fe and Co content in the α phase.
The high electrical resistivity has also been reported in other HEAs systems [15, 20, 24, 26]. The electrical resistivity of metals is related to free electrons movements and their mean free path, affected by microstructure, phase composition, and defect concentration. Although HEAs have long-range order, in short-range order, they may have different chemical compositions and topologies [26]. This can be a reason to increase the defect concentration. Besides, Different atomic sizes and severe lattice distortion may increase the scattering of electrons and reduce the mean free path. In sum, HEAs can be considered as highly concentrated defect metals. Therefore, HEAs have higher electrical resistivity than usual metallic alloys. The electrical resistivity of the as-cast FeCoNiCuMn alloy is 225.5 µΩ.cm. After the heat treating at 850 °C for 12 h, electrical resistivity increases. This can be referred to the presence of three phases with different compositions and lattice parameters, which reduce the mean free path of free electrons and increase the defect concentration. On the contrary, after the heat treating at 1000 °C for 12 h, defect concentrations are reduced, and the electrical resistivity consequently is decreased due to the homogeneity and presence of a single solid solution phase.
Most of the studied magnetic HEA systems are categorized in soft magnetic materials [3,4,5]. Some of them have good magnetic properties comparable to ferrites. Although HEAs have higher electrical resistance than other metallic alloys, they cannot compete with ferrites. So in high frequency (> 1 GHz), ferrites may be the best. Also, in static frequency (< 1 Hz), much better soft magnetic materials with lower cost can be used [16]. However, in medium frequency (100 Hz–100 kHz), soft magnetic HEAs can be replaced with old ones because, in addition to the required properties, they have unique properties like high thermal stability, excellent corrosion and wear resistance, great fatigue resistance, etc. [3,4,5]. Moreover, ductility and workability with enough strength is highly important in medium frequency soft magnets because, in most applications, e.g., transformers, motors, generators, inductors, magnetic shields, etc., thin sheets are used [16]. Figure 5 shows a comparison between some HEA systems and other soft magnets in magnetic and mechanical properties. Lower Hc and Mr/Ms make better soft magnetic materials, and higher elongation means better ductility. In Fig. 5a, the highlighted area shows a lower remanence ratio (Mr/Ms) and higher ductility, and our HEA system in all conditions and FeCoNiAl0.2Si0.2 HEA are placed there. In Fig. 5b, the highlighted area shows lower Hc and higher ductility, and our HEA system, FeCoNiAl0.2Si0.2, FeCoNiMn0.25Al0.25, and CoCrFeNiCuAl HEAs are placed there. Some other magnetic materials like Permalloy, Mumetal, and non-oriented silicon steel are also in the highlighted area. Although they have lower coercivity, their ductility is also lower than our HEA. In Fig. 5c and d, the highlighted areas show the combination of good soft magnetic properties and the proper strength. Most of the HEAs have more strength than the FeCoNiCuMn alloy, but in terms of soft magnetic properties, they are not as good as the FeCoNiCuMn alloy, so when we consider both proper strength and good soft magnetic properties, just a few HEAs remain. Although the FeCoNiCuMn alloy has a low strength among HEAs, it has high strength compared with other soft magnets. In σmax–Mr/Ms graph (Fig. 5c), our HEA system in all conditions and FeCoNiAl0.2Si0.2 alloy are placed in the highlighted area. In σmax –Hc graph (Fig. 5d), in addition to our HEA system and CoCrFeNiCuAl HEA, Metglass, Mumetal, Hiperco, and Permalloy are placed there too. Thus, when the good soft magnetic properties, ductility, and proper strength are considered together, the FeCoNiCuMn HEA can be the best choice. Moreover, high corrosion and wear resistance and high thermal stability are expected in HEAs [3,4,5], which help work in various conditions. Another vital point in medium frequency soft magnets is electrical resistivity. The higher frequency means more eddy current resulting in more energy loss. In order to suppress this energy loss, higher electrical resistivity is needed. Table 4 shows a comparison between some HEA systems and some common soft magnets in electrical resistivity. The FeCoNiCuMn HEA system has much higher electrical resistivity than common soft magnets, except ferrites which are used in high-frequency applications, and among HEAs, our HEA is higher than most of them. Thus, it can be suitable for the medium frequency with lower energy loss.

Comparison between FeCoNiCuMn HEA, other high entropy alloys and common soft magnets in magnetic and mechanical properties (Highlighted areas show the best combination of magnetic and mechanical properties), a ductility against magnetic remanence ratio b ductility against coercivity c maximum strength against magnetic remanence ratio d maximum strength against coercivity. * For the convenience of comparison, the magnetic units were unified. The Hc of common soft magnets [16, 27, 28] and some HEAs are reported as (A/m)[15, 19, 20]. According to magnetic unit conversion Table 1 A/m = 4π/1000 Oe [18]
5 Conclusion
In this study, FeCoNiCuMn HEA was prepared by vacuum arc-melting and was subsequently heat treated. Crystal structure, microstructure and phase characterization, magnetic, electrical, and mechanical properties were investigated in as-cast and heat-treated conditions.
-
1.
It was found that the FeCoNiCuMn HEA could have three major phases with FCC crystal structure in as-cast and heat-treated conditions. The α phase ((Fe, Co)-rich phase), the β phase (Cu-rich phase), and the γ phase (homogeny solid solution phase).
-
2.
FeCoNiCuMn HEA system in as-cast and heat-treated conditions are excellent soft magnets with low coercivity, proper saturation magnetization, and low remnant magnetism ratio, as well as high electrical resistivity. FeCoNiCuMn HEA also has proper strength with good ductility. The as-cast sample has the best mechanical properties, while the 1000 °C-12 h heat-treated sample has the best soft magnetic properties, and the 850 °C-12 h heat-treated sample has the highest electrical resistivity.
-
3.
Among HEAs, the FeCoNiCuMn system is one the best soft magnets, along with the FeCoNiAl0.2Si0.2 and FeCoNiMn0.25Al0.25, but the FeCoNiCuMn HEA system has higher electrical resistivity than the other HEAs and more than two orders of magnitude higher than mentioned HEAs. From the mechanical perspective, the FeCoNiCuMn HEA system has good ductility with proper strength. The FeCoNiAl0.2Si0.2 and FeCoNiMn0.25Al0.25 HEAs also have good ductility but with lower strength.
-
4.
Among different soft magnets, the FeCoNiCuMn HEA system is comparable with soft ferrites in magnetic properties. Ferrites have higher electrical resistivity than the amorphous and metallic soft magnet, but from the mechanical perspective, FeCoNiCuMn alloy has more ductility than others, and its strength is also higher than most of them.
-
5.
By considering the magnetic properties, electrical resistivity, and mechanical properties together, our high entropy alloy system, FeCoNiCuMn, is one of the best choices and can be used in many electrical applications in medium frequency.
References
J.W. Yeh, S.K. Chen, S.J. Lin, J.Y. Gan, T.S. Chin, T.T. Shun, C.H. Tsau, S.Y. Chang, Nanostructured high-entropy alloys with multiple principal elements: novel alloy design concepts and outcomes. Adv. Eng. Mater. 6, 299–303 (2004)
B. Cantor, I. Chang, P. Knight, A. Vincent, Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A 375, 213–218 (2004)
Y. Zhang, T.T. Zuo, Z. Tang, M.C. Gao, K.A. Dahmen, P.K. Liaw, Z.P. Lu, Microstructures and properties of high-entropy alloys. Prog. Mater Sci. 61, 1–93 (2014)
M.-H. Tsai, J.-W. Yeh, High-entropy alloys: a critical review. Mater. Res. Lett. 2, 107–123 (2014)
D.B. Miracle, O.N. Senkov, A critical review of high entropy alloys and related concepts. Acta Mater. 122, 448–511 (2017)
M.C. Gao, J.-W. Yeh, P.K. Liaw, Y. Zhang, High-Entropy Alloys: Fundamentals and Applications (Springer, Berlin, 2016)
B.S. Murty, J.-W. Yeh, S. Ranganathan, P. Bhattacharjee, High-Entropy Alloys (Elsevier, Amsterdam, 2014)
N. Tariq, M. Naeem, B. Hasan, J. Akhter, M. Siddique, Effect of W and Zr on structural, thermal and magnetic properties of AlCoCrCuFeNi high entropy alloy. J. Alloy. Compd. 556, 79–85 (2013)
S.-M. Na, J.-H. Yoo, P.K. Lambert, N.J. Jones, Room-temperature ferromagnetic transitions and the temperature dependence of magnetic behaviors in FeCoNiCr-based high-entropy alloys. AIP Adv. 8, 056412 (2018)
P. Yu, L. Zhang, H. Cheng, H. Zhang, M. Ma, Y. Li, G. Li, P. Liaw, R. Liu, The high-entropy alloys with high hardness and soft magnetic property prepared by mechanical alloying and high-pressure sintering. Intermetallics 70, 82–87 (2016)
X. Wang, Y. Zhang, Y. Qiao, G. Chen, Novel microstructure and properties of multicomponent CoCrCuFeNiTix alloys. Intermetallics 15, 357–362 (2007)
J. Xu, E. Axinte, Z. Zhao, Y. Wang, Effect of C and Ce addition on the microstructure and magnetic property of the mechanically alloyed FeSiBAlNi high entropy alloys. J. Magn. Magn. Mater. 414, 59–68 (2016)
X. Zhu, X. Zhou, S. Yu, C. Wei, J. Xu, Y. Wang, Effects of annealing on the microstructure and magnetic property of the mechanically alloyed FeSiBAlNiM (M= Co, Cu, Ag) amorphous high entropy alloys. J. Magn. Magn. Mater. 430, 59–64 (2017)
J. Xu, C. Shang, W. Ge, H. Jia, P.K. Liaw, Y. Wang, Effects of elemental addition on the microstructure, thermal stability, and magnetic properties of the mechanically alloyed FeSiBAlNi high entropy alloys. Adv. Powder Technol. 27, 1418–1426 (2016)
Y. Zhang, T. Zuo, Y. Cheng, P.K. Liaw, High-entropy alloys with high saturation magnetization, electrical resistivity, and malleability. Sci. Rep. 3, 1455 (2013)
J.M.D. Coey, Magnetism and Magnetic Materials (Cambridge University Press, New York, 2009)
M. Lucas, L. Mauger, J. Munoz, Y. Xiao, A. Sheets, S. Semiatin, J. Horwath, Z. Turgut, Magnetic and vibrational properties of high-entropy alloys. J. Appl. Phys. 109, 07E307 (2011)
B.D. Cullity, C.D. Graham, Introduction to Magnetic Materials (Wiley, Hoboken, 2011)
T.-T. Zuo, S.-B. Ren, P.K. Liaw, Y. Zhang, Processing effects on the magnetic and mechanical properties of FeCoNiAl 0.2 Si 0.2 high entropy alloy. Int. J. Min. Met. Mater. 20, 549–555 (2013)
P. Li, A. Wang, C. Liu, A ductile high entropy alloy with attractive magnetic properties. J. Alloy. Compd. 694, 55–60 (2017)
Y. Zhang, X. Yang, P. Liaw, Alloy design and properties optimization of high-entropy alloys. Jom 64, 830–838 (2012)
S. Ma, Y. Zhang, Effect of Nb addition on the microstructure and properties of AlCoCrFeNi high-entropy alloy. Mater. Sci. Eng. A 532, 480–486 (2012)
K. Zhang, Z. Fu, J. Zhang, J. Shi, W. Wang, H. Wang, Y. Wang, Q. Zhang, Annealing on the structure and properties evolution of the CoCrFeNiCuAl high-entropy alloy. J. Alloy. Compd. 502, 295–299 (2010)
K. Zhang, Z. Fu, Effects of annealing treatment on properties of CoCrFeNiTiAlx multi-component alloys. Intermetallics 28, 34–39 (2012)
R. Sonkusare, P.D. Janani, N. Gurao, S. Sarkar, S. Sen, K. Pradeep, K. Biswas, Phase equilibria in equiatomic CoCuFeMnNi high entropy alloy. Mater. Chem. Phys. 210, 269–278 (2018)
Y.-F. Kao, S.-K. Chen, T.-J. Chen, P.-C. Chu, J.-W. Yeh, S.-J. Lin, Electrical, magnetic, and Hall properties of AlxCoCrFeNi high-entropy alloys. J. Alloy. Compd. 509, 1607–1614 (2011)
D. Jiles, Introduction to Magnetism and Magnetic Materials (CRC Press, Boca Raton, 2015)
R.C. Ohandley, Modern Magnetic Materials: Principles and Applications (Wiley, Hoboken, 2000)
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Harivandi, M., Malekan, M. & Seyyed Ebrahimi, S.A. Soft Magnetic High Entropy FeCoNiCuMn Alloy with Excellent Ductility and High Electrical Resistance. Met. Mater. Int. 28, 556–564 (2022). https://doi.org/10.1007/s12540-021-01111-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12540-021-01111-6