
Abstract
In the drive and transmission technology, gears rank among the most frequently used machine elements in modern automotive and mechanical engineering. Gears are conventionally produced by cutting processes, as high geometrical quality standards are hereby ensured. With regard to economic and ecological aspects, cold forging represents a promising alternative for producing highly-loadable gears. An extrusion process for manufacturing spur and helical gears is the so-called “Samanta”-process. Compared to standard extrusion processes, an additional ejector system is avoidable. Thus, in particular for helical gears, the gear quality is not affected by the ejection operation. Furthermore, the process chain during the component production cycle is shortened which leads to a more efficient production. The achievable gear accuracy as well as insufficient tool life are major challenges while establishing the “Samanta”-process in industry. To enable an industrial application, deeper process understanding along with knowledge about the influences on the process results is required. In this context, the aim of this research work is to numerically investigate influences of tool-sided approaches within cold forging of spur and helical gears by the “Samanta”-process. Based on experimental results, FE-Models for both gearing types will be validated. Using the numerical models, the impact of geometrical adaptions in the forming zone of the applied dies on the resulting component and process properties will be investigated. These findings are intended to derive an effects matrix and respective practical recommendations regarding a further improvement of the process results within cold forging of gears by the “Samanta” principle. Furthermore, the identified findings are principally transferable to conventionally forward extrusion process for producing gears. The results reveal that the influence of the adapted gear areas of the tools is purposefully usable. As a consequence, the resulting component and process properties can be positively influenced for both types of gearing. The verification of the numerical findings in experimental forming tests promises great potential for applying the “Samanta”-process in industry.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Gear drives are convincing in many features, in particular in operational safety and endurance, efficiency and smaller dimensions [1]. For this reason, they account about 80% of mechanical drives, despite high demands on design and production technology [1]. In this type of transmission, spur and helical gears are used individually or in combination [2]. Nowadays, companies are striving for the design of more efficient production processes in order to secure or expand their future market position [3]. Additionally, current trends like the realization of lightweight construction lead to a rethinking within existing product manufacturing processes [4].
Conventionally gears are produced by cutting processes, as high geometrical quality standards can be ensured [1]. Considering economic and ecological aspects, cold forging offers a promising alternative due to shorter production cycles and increased material efficiency [5]. In addition, cold forged gears can be exposed to higher mechanical loads due to the process-related strain hardening and the continuous fiber orientation [6]. The use of cold forging processes in industrial serial applications is confronted with challenges due to component and process related factors [5].
A cold forging process for the production of gears is the so-called “Samanta”-process [7]. Within this process, also referred to as extrusion in package [8], multiple blanks are pressed sequentially through a die [7]. The decisive advantage of this process design, compared to classical lateral and forward extrusion processes, is that no ejection system is required. Thus, a negative influence on the gearing quality during the ejection operation can be avoided [9]. The industrial establishment of the “Samanta”-process faces challenges due to the achievable gear quality and insufficient tool life [10]. However, the potential benefits are considered to be key drivers for industry and scientific community for analyzing this process.
Objective and methodology
The potential of the “Samanta”-process for the production of gears is present [10]. Until now, there are no systematic recommendations of practical relevance to meet the described challenges. Potential approaches from the tribological system, for instance regarding tool technology, have been scarcely researched. Furthermore, there are no findings about the transferability of advantageous methods within different gear geometries, in particular between spur and helical gears.
In cold forging, the applied tools play a key role, as they significantly influence the economic efficiency of the forming process [11]. The development of a load-oriented tool technology is therefore of enormous economic relevance. By appropriately adjusting the die geometry, in addition to increasing the tool life, a targeted control of the material flow is feasible, which can improve the component accuracy. Among others, Koll [10] and König et al. [12] developed approaches for cold forging of gears using the “Samanta”-process in order to positively influence the process result by tooling modifications. Nevertheless, to date there are no generally applicable recommendations for the tool design of spur and helical geared dies in the literature.
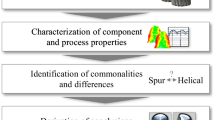
In this context, the objective of this paper is to research the influence of tool-side modifications in the forming zone on the process result and to derive respective recommendations for gear manufacturing. For this purpose, experimentally cold forged spur and helical gears by the “Samanta”-principle are used to validate corresponding FE-Models. In subsequent investigations, the influence of a tool-sided radius increase in the tooth entry area of the die on the process results is numerically investigated. The focus is on component properties with regard to gear accuracy and equivalent plastic strain distribution as well as process properties in terms of maximum process forces and tool loads. The identified numerical influences are explained by means of physical principles and/or models. The basic correlations are summarized in an impact matrix, in which a comparison within the gearing types is of particular interest. In addition, these are evaluated in terms of practical benefits. On this basis, recommendations for cold forging of gears by the “Samanta”-process are derived. Furthermore, the researched relationships and recommendations are principally transferable to conventional forward extrusion process for producing gears. The used methodology within this study is shown in Fig. 1.

Methodology within this study
Process setup
The key focus of this article is the production of spur and helical gears by cold forging using the “Samanta”-process. The investigated gears and their gearing data are shown in Fig. 2.

Investigated spur (a) and helical (b) gear
The selection of the gearing data ensured industrial application relevance, for example for use in the automotive sector [13]. In addition, the absolute size of the gears enables efficient simulative process research, since the number of nodes and thus the required computing capacity increase with the size of the component. Furthermore, a high-quality numerical representation of gearing elements requires a correspondingly extensive discrediting of the mesh [14]. Within both gearing types, the data were selected analogically to provide a comparative analysis of the resulting component and process properties. Both gears have 16 teeth, a module of m = 1 and a width-diameter ratio of 0.75. For helical gearing, an angle of β = 15° was chosen. As a result, the gear-specific geometry relationships result in minor differences in the tip diameter, pitch diameter and tooth width.
To ensure a practical relevance to industrial applications, the steel grade 16MnCr5 (1.7131) is used as gear material, since this steel is widely applied in industry [15]. The plastic material behavior was characterized by compression flow curves, which is determined in the upsetting test according to DIN 50106 [16] (Fig. 3).

Flow curves of 16MnCr5
The evaluation was done for selected reference points up to an equivalent strain of φ = 0.8 and extrapolated for higher values according to the Hockett Sherby [17] approach. The steel grade 16MnCr5 has a yield stress of about 210 MPa. As a result of strain hardening, the yield stress increases for an equivalent strain of φ = 0.8 to about 810 MPa.
The required tool systems were designed on the basis of empirical literature and practical knowledge by using the specified gear geometries. Figure 4 shows the applied tool setup for the investigated spur and helical gear.

Tool setup: a helical and b spur gear
Both tool systems consist of a geared die (1.3397) which is pre-stressed by one ring (1.2343). According to industrial standards the interference was chosen to 0.5% [18]. The geometric dimensions were designed similarly according to literature recommendations, with a height of 55 mm and an outside diameter of 80 mm [19]. To improve accessibility during the tool manufacturing process and to reduce the occurring stress level, the die cores were transversely split above the shoulder area [20]. The tool geometry was machined by electrical discharge machining (EDM), which is standardly used in the field of cold forging to manufacture challenging tools [21]. The gearing area was finished by extruder honing and the shoulder area by manual polishing to ensure high tool performance [22]. For increasing the wear resistance the polished surface was coated with the multi-layer titanium carbon nitride (TiCN) [23] using a physical vapor deposition (PVD) process [24]. The gearing area differs for spur and helical gearing in order to prevent the components from chipping and a renewed application of force during cold extrusion of helical gears.
During the process design, a combination of zinc phosphate layer and the lubricant soap was selected as the lubricant system. This system is commonly applied for cold forging of components with high surface enlargement [25]. In addition to a reliable separating effect of tool and workpiece, low friction is hereby achieved during cold forging [25]. The reason for this is a chemically bonding of the soap lubricant on the metal surface, which is achieved during the phosphating process [25].
Process specific challenges and tool-sided research approach
Cold forging of gears according to “Samanta” is executed sequentially. For a deeper understanding about the process principle, the schematic procedure for the production of a helical gear is visualized in Fig. 5.

Process procedure during cold forging of a helical gear by the “Samanta”-process
Generally two forming strokes are required for manufacturing of one gear. After the third stroke, the first gear reflecting the conditions of a serial production is extruded. Consequently, the first serial gear is produced out of blank 2. Blank 2 is inserted after the first stroke and presses the first blank through the die entirely. Blank 3 ejects blank 2 out of the tool system. Within the framework of this research work, the forming tests for producing spur and helical gears by the “Samanta”-process were performed using a universal testing machine Schenck Trebel 400 with 10 mm/s forming velocity. The cold forged gears are the basis for validating the used FE-Models. Figure 6 shows the produced gears and the resulting component- and process-specific challenges.

Challenges within cold forging of gears by the “Samanta”-process: a Gear accuracy and b tool load
From a component-specific view an area with insufficient form filling (inflow) and a “crown-shaped” area arise during cold forming. These component areas require an additional post-machining by cutting processes [26]. Furthermore, the achievable gear accuracy regarding profile and flank deviations often limits the industrial use [10]. The reason is that the operating behavior is negatively influenced by low gear accuracy [27]. A further challenge is the insufficient tool-life of the applied dies due to the forming-induced high stresses [10]. In this context, within this paper tool-sided modifications in the area of the forming zone are investigated in order to positively influence the process result. The concept for the adaptation of the used tools is shown in Fig. 7.

Tool-sided research approach
In the forming zone area, the infeed radius is increased. Based on empirically determined values for the radius, which are commonly used in practice, the radius is successively increased to the maximum possible dimension within the investigations. In the case of the spur geared die, both sides are adapted, whereas only the side facing away from the material flow is modified for the helical gearing. The design adaptation of the tools in the forming zone pursues two objectives. One goal is to further increase the component accuracy of the cold extruded gears. A key role is also attributed to the reduction of the stress level. In this context, the adjustment of the radii in the tooth entry area of the dies should reduce the diversion of the material flow, which might have an advantageous effect on the achievable component accuracy and the occurring tool load.
Numerical investigations
Modern simulation programs are promising tools for efficient and effective process design [28] and analysis [29]. In the product and process development phase, cost-intensive and time-consuming experimental investigations in the context of the trial-and-error procedure can be avoided [30]. In the application of numerical tools, the evaluation of the validity of the calculated results represents a decisive step in qualifying them for use [31].
Virtual process modeling
In the course of virtual process modelling, the corresponding FE-Models were developed based on the investigated cold forging processes. The basic design for both gear types is analogue to the process sequence presented in Fig. 5. The simulation software FORGE NxT of Transvalor, established in science and industry, is used for process simulation. Within the FE-Tool, the material flow and the occurring tool stress are divided into two separate stages for both forming processes. This decoupled approach represents the state of the art to ensure efficient computing times and at the same time high quality results for challenging forming operations [32]. Within the FE analysis it is necessary to discretize the used bodies into finite elements (Fig. 8).

FE-mesh: a Workpiece and b tool
The volumetric mesh generated by the solver for the blanks (Fig. 8a) consists of tetrahedral elements. In order to reduce the required computing capacity while maintaining high resolution accuracy in the gearing area, the mesh is locally refined by two refinement boxes. The initial values of the element edge lengths are 2.7 mm in the component centre, 0.8 mm in the transition area and 0.3 mm in the exterior area. The distortion of the FE mesh caused by the forming process is compensated by automatic remeshing on the basis of program internal criteria. The element edge length can also be successively refined if necessary, especially when forming filigree contour elements, which is automatically controlled by the solver. The used tool components (Fig. 8b) are implemented as rigid bodies. Within the material flow simulation, the tools are initially surface meshed with tetrahedral elements in order to precisely reproduce the contour. In the subsequent tool stress analysis, the bodies are volumetrically meshed. In these analyses, the (intrinsic) stress states on the tool surface caused by production and/or present in wear protection layers are not taken into account. For this reason, when analyzing the determined absolute stress values, a superposition and possible shift into less failure-critical stress ranges during tool use in practice has to be considered.
In order to realistically model the practical conditions, the flow curve (Fig. 3) of the steel 16MnCr5 (1.7131) determined by compression tests was applied to the material. Furthermore, the tribological behavior during cold forging was quantified by identifying the friction coefficient in a laboratory test. For this, the double cup extrusion test (DCE-test) was used (Fig. 9).

DCE-test: a Setup and b FE-Validation
This laboratory test is established as friction test in the field of cold forging due to a realistically reflecting of the forming conditions, especially in terms of contact normal stresses and surface enlargement [33]. The process setup (Fig. 9a) consists of a moveable upper and a stationary lower punch, a radial pre-stressed die and a cylindrical specimen which is positioned between both punches. The workpiece and tool materials were selected analogously to the setup of the gear processes. Furthermore, the manufacture route of the DCE die corresponds to that of the spur and helical dies. As lubricant also a phosphate soap system was applied.
Within the DCE-test the effect is used that the cup heights depend on the frictional conditions between specimen and die surface [34]. The forming tests were performed on the universal testing machine Schenck Trebel 400. To guarantee steady conditions regarding the distribution of the lubricant system in the forming zone, ten specimens were used for run-in and five specimens for determining the resulting cup height ratios. The cup height ratio represents the ratio between the upper and the lower cup. A direct determination of the occurring friction coefficient based on experiments is not possible. Thus, the principle of numerical identification with the use of the FE-software FORGE NxT is utilized. The quantification of the friction coefficient is done by a comparison of the experimentally and numerically measured cup height ratios. To guarantee the quality of the derived friction coefficient, the FE-Model was validated exemplarily by a specimen within the test series regarding the part geometry and the forming force curve (Fig. 9b) [35]. The experimentally and numerically part geometry shows an appropriate accordance. Furthermore, the comparison of the forming forces curves indicates a high quality of the FE-Model. Based on this, it is permissible to use the derived friction coefficient to model the tribological conditions. The present setup results in a cup height ratio of 3.34 ± 0.05, which leads to a friction coefficient of 0.09 by utilizing the validated FE-Model. This factor is used as input value for the process simulation of the gears to mirror the tribological conditions in practice.
For the evaluation of the prediction accuracy of the used FE-Models of the gear processes, recourse was made to established methods in research and industry [35]. In this context, the resulting component and process properties of the cold forged spur and helical gears were compared with the numerical results. The geometrical and microstructural aspects on the component side and the force curves and their maxima on the process side were used as comparison criteria (Fig. 10).

Validation of the FE-Model: a Geometry, b microstructure and c process force
Regarding the component geometry (Fig. 10a) the experimentally cold forged gears, which reflect series conditions, were digitized by means of the ATOS (GOM) measuring system using full-surface strip light projection with the aid of cameras. This enables the geometric comparison of the macroscopically captured 3D mesh data with the CAD data of the numerically formed gear within the software. The geometric analysis provides information about the occurring deviations of both geometries. The process simulation achieves a high level of prediction in reproducing the geometric properties. Minor deviations occur in the upper and lower part area, the transition zone between the gears during forming. These component areas can be considered uncritical, since in practice they are finished by subsequent machining processes. However, the prediction quality achieved for the gearing area is adequately forecast for researching measures to increase the accuracy.
Furthermore, a comparison of the experimental and numerical resulting microstructural properties in the gearing area was conducted (Fig. 10b). For this purpose, the hardness distribution of the gears was analyzed on a micro hardness tester Fischerscope® HM2000. This was compared with the strain distribution of the gears in the simulation. In general the forming of material occurs in the flank area of the teeth and results in higher values compared to the middle area. In case of the helical gear, asymmetrical microstructural properties are caused by the effect of the diversion of the material flow in the forming zone area. The initial hardness of the steel grade 16MnCr5 is 235 ± 10 HV0.02. The experimental and numerical microstructural properties in the gearing area lead to a close qualitative agreement. Higher hardened areas are precisely predicted by the simulation. Within the experimental measurements, the resolution accuracy is limited by a standardized measurement grid with respective point distances, which influences the quality of the comparison.
In addition, the experimental and numerical force curves and their maxima for both gear processes were compared (Fig. 10c). As the cold forging according to “Samanta” is done sequentially, two forming strokes are generally required for producing of one gear. After the third stroke, the first gear reflecting serial production conditions is extruded. Overall, the curve progression within the gear types is comparable. After inserting the first blank, the forming force increases continuously until the process interruption. The process is interrupted once the lower half of the blank has been pressed into the forming zone. After insertion of the second blank, the force increases slightly due to a larger friction surface until the maximum force is reached. After the maximum force is exceeded, the force decreases as the further component volume is pressed through the die. By pressing the second blank into the forming zone, the forming force increases again. The force curve for stage 2 is representative for all further stages. The comparison of the resulting process-specific forming force curves for three stages shows a high quality of the FE-Models for both gearing types. In the transition area between the exit of the blank and the entry of the next blank into the forming zone, minor differences occur and process forces are underestimated by the simulation. Special lubricant requirements result in this zone, thus deviations can be explained by tribological effects, which are modeled simplified within the simulation by the friction coefficient. The slight underestimation is uncritical, since the process forces at this phase are substantially lower compared to the maximum process forces. The maximum occurring process forces are decisive for the selection of the forming equipment [36] and in terms of tool technology [37]. The maximum process forces of 152.8 ± 0.8 kN (spur) and 163.8 ± 0.7 kN (helical) can be realistically predicted by the simulation. The percentage deviation is 2.3% (156.8 kN) for the spur gearing and 0.1% (163.9 kN) in case of the helical gearing.
The comparison of the results from the experiment and the simulation of both gear processes indicate a qualitatively high prediction accuracy of the developed FE-Models. Consequently, these models are usable within numerical investigations to improve process understanding and to research advantageous methods for influencing the process result in cold forging of gears by the “Samanta”-process.
Numerical influence analysis and explanation of causes
The validated FE-Models of both gear processes are used to numerically investigate the influence of the geometric modification of the tools in the forming zone (Fig. 7) on the process result. Moreover, the basic effects are explained by physical effects and/or models. The influence of the tool modification is investigated on practically relevant component and process properties (Fig. 11).

Investigated component and process characteristics
The profile and flank accuracy is analyzed on the component side, since these are decisive parameters for evaluating the gear quality [27]. The evaluation of the measurements was based on ISO 1328-1 [27]. A further aspect is the equivalent plastic strain distribution in the gear area in order to allow conclusions to be drawn about the mechanical properties with regard to a possible hardening of the gears [10]. Considering the process properties, the maximum process forces are evaluated, as they have a decisive influence on the integral tool load [37] and energy efficiency [36]. A further essential process criterion for the evaluation of the investigated tool adaptation is the influence on the maximum tool load. Thus, failure-critical stress components in relevant tool areas are analyzed for both gearing dies.
The influence of an enlarged radius in the forming zone of the spur and helical dies on the resulting workpiece properties is shown in Fig. 12.

FE-Analysis: Influence of tool adaptation on component properties
The total profile deviation for spur gears is reduced by increasing the infeed radius from values in the range of 12 μm to values in the range of 8 μm. The accuracy is approximately symmetrical for the left and right tooth side. For the helical gearing, the total profile deviation is also decreased from about 12 μm to values of about 9 μm on both sides of the tooth. However, the distribution of the values is asymmetrical due to the process-related forming of a helix angle. The obtained simulative values for the total profile deviation are basically in the range of a tolerance class of 6–7. In the automotive industry, for example, tolerance classes of up to 6 are required [38]. A possible explanation for the reduction of the total profile deviation for both gearing types is the lower flow restriction of the material flow in the shoulder area of the die, which favors the close contour forming of the gearing cavity.
The flank accuracy is evaluated by calculating the obtained helix angle. In case of spur gearing, the values for the investigated radii in the shoulder area of the die vary slightly around 0°. The accuracy is sufficient for the application of the gears. The target value for the helical gearing is 15°. Regardless of the size of the radius, the target angle is not reached and averages about 14.6°. This angle is comparable with values within a tolerance class of 11 and consequently prevents direct use of the gears. A change in dimension and shape caused by spring back after pressing the gears out of the gearing area of the die is a possible explanation for this phenomenon [39]. In general, the geometric adaptation of the forming zone has no noticeable influence on the resulting helix angle for both gear types.
For an adequate assessment of a possible effect on the mechanical properties of the gears, the true strain values in the tooth root area of the components are analyzed [10]. This area is decisive for the failure behavior of gears in transmission applications [40]. A symmetrical distribution is obtained in case of the spur gearing. Due to the increase in radius, an elevation in the values occurring for true strain of about 30% is reached. In the area of the die tooth tip, the material to be formed is deflected and plasticized to a greater extent due to the smaller forming zone. For the helical gearing, an asymmetrical distribution is evident and the more hardened tooth side changes. As a result of the increase in radius, the material flow conditions and deformation in the forming zone is changed by a lower flow restriction. As a consequence, the material forming is influenced. This causes an increase in true strain values in the right tooth root area compared to the left zone.
The evaluation of the influence of a radius increase in the forming zone of the tools on the required process forces for both gearing types is shown in Fig. 13.

FE-Analysis: Influence of tool adaptation on the maximum process forces
For the maximum process forces determined, the share of the required punch force and the corresponding friction share were calculated. Regardless of the gearing type, a continuous increase of the infeed radius reduces the maximum process force. In the case of the spur gearing, the process force is decreased from 156.3 kN to 138.8 kN by around 11%. For the helical gearing the force values are reduced by around 10% from 163.9 kN to 148.1 kN. The absolute level of the process forces for helical gearing is higher, since the volume of the formed component increases due to the gear-specific geometric relationships (Fig. 2). The explanation for the general reduction in process forces is the reduced material flow restriction and thus deflection when the material enters the gearing area. Irrespective of the type of gearing, the proportion of friction increases slightly in relation to the required punch force, since the contact surface and thus the friction surface rises by increasing the radii in the forming zone.
The maximum tool loads of the spur and helical dies during forming is shown qualitatively for selected stress components in Fig. 14.

FE-Analysis: Maximum tool load during cold forging
In order to evaluate the maximum tool load, failure-relevant stress components in the critical area of the die were analyzed. In that context σv.Mises was used to identify stress concentrations. Furthermore, the principal stress σMax and σMin were considered to determine critical tensile and compressive stress conditions [41]. The material flow causes a bending moment in the shoulder area of the dies, which induces stress concentrations. This stress case occurs typically in the application of forward extrusion dies [42]. Consequently, there is an increased risk of crack initiation and/or tooth fracture during cold forging, the shoulder area of the die teeth can be considered a critical tool zone.
The values in this area for σv.Mises are about 2000 MPa. In case of the spur gearing, the stresses in the side area of the dies occasionally exceed 1300 MPa. The helical die has an asymmetrical distribution, since the helix angle causes notch stresses in the side region of the die tooth. The stress values are at a comparable level to the center range at values of 2000 MPa. As a result of the occurring bending moment, fracture-critical tensile stresses are initiated in the shoulder area of both geared dies with values in the range of 500 MPa. For the helical gearing, additional tensile stresses occur on the side surface due to the material pressure on the die tooth. The forming of the gearing causes a pronounced compressive stress on the die teeth with locally occurring maximum values of approximately 3500 MPa at the tooth tip.
The impact of the tool adaptation in the forming zone on the maximum tool load of the spur and helical die for the selected stress components is shown in Fig. 15.

FE-Analysis: Influence of tool adaptation on the maximum tool load
For both geared dies, the radius adjustment with regard to σv.Mises results in a reduction of the stress values in the shoulder area by about 35%, with values in the range from 2000 MPa to 1300 MPa. For the spur geared die, the stress values in the side area are also diminished by more than 10%. In case of the helical gearing, the stress values on the right side surface are reduced by more than 40%. In case of the helical die, enlarging the radius leads to a larger contact surface, which causes around 10% increase in notch stresses on the opposite left side surface. The absolute level of stress values could be decreased by the radius adjustment for both gearing types. This reduction in stress is due to the increased radius and the associated reduced notch effect and more uniform stress distribution on the tool surface.
For spur gearing, the radius adjustment enables a reduction of tensile stresses (σMax) in the shoulder area by almost 20% from about 400 MPa to 330 MPa, while the stress level on the side surfaces remains constant. The increased contact surface of the helical gearing as a result of the increased radius not only increases the values for σv.Mises but also results in higher tensile stresses in the shoulder and left side area of the die teeth by about 30%. This is due to the rise of the induced bending moment as a consequence of a larger contact surface on the right die tooth side. In this area, the stress level remains constant with values of 150 MPa.
By adjusting the infeed radius, a reduction of the occurring compressive stress (σMin) in the shoulder area by approximately 15% and in the lateral area of the die tooth by about 20% is achievable for the spur gearing. In case of the helical gearing, the stress level in the shoulder area can be decreased by more than 10%. A reduction of the maximum compressive stress values in the right lateral area by more than 35% from values in the range of 2100 MPa to 1300 MPa can also be observed. However, due to the larger contact area and thus higher contact pressure, the compressive stresses in the left side area increase from values in the range of 1100 MPa to 2300 MPa. In general, the radius adjustment has an advantageous influence on the absolute stress level.
Summary of findings and derivation of practical recommendations
In order to establish the “Samanta”-process for gear manufacturing in industry, a further improvement of the process results is beneficial. In this context, the purpose of this section is to evaluate the investigated cause-and-effect relationships. The basis for the decision is a potentially beneficial impact on the resulting process result for gear manufacturing in practice. Figure 16 summarizes and evaluates the findings on the influence of tool-side modifications in the forming zone.

Evaluation matrix of the tool adaptation on the component and process properties
With respect to the achievable component accuracy, the geometry adaptation has the potential to control the material flow and thus to increase the achievable profile accuracy for both gearing types. Regarding the helix angle, no noticeable influence was identified. For the helical gearing, the target angle is not achieved regardless of the geometry adaptation of the forming zone. One explanation for this is the elastic springback behavior of the gear after leaving the forming area of the die [39]. In order to achieve the target angle, a preliminary correction of the die tooth angle is required - as is usual in practice.
The equivalent plastic strain values in the tooth root area are increased by tool modification, which is a promising effect. As a consequence, an increased strain hardening in failure-critical areas of the gears can be assumed in practice [10], which could have a positive influence on the stress level in transmission applications [43].
The increase of the infeed radii reduces the required maximum process forces in both processes by about 10% due to a lower flow restriction of the material flow. This leads directly to a decrease of the integral tool load during cold forging. In consideration of resource efficiency, a lower energy input is possible, which at the same time increases the profitability of the forming process.
The adaptation of the tool layout in the forming zone generally results in a reduction of the integral load level occurring for both types of gearing and consequently possesses a beneficial influence. However, the influence of the increase in radius in the area of the forming zone of the spur and helical die varies. In case of spur gearing, the arising tool load is characterized by a symmetrical stress distribution. Contrary to this, the forming of a helix angle causes an uneven stress distribution. Especially for the spur die, an advantageous influence regarding the stress components in the failure-relevant tool areas can be observed. Notch stresses and maximum tensile and compressive stresses are reduced. With regard to the helical die, integral stress concentrations are reduced with respect to σv.Mises. The adjustment of the in-feed radii leads to an enlargement of the contact surface and thus of the resulting contact pressure in the shoulder area of the die. This explains the change and increase of the stress concentrations within the lateral area to the left of the die tooth. In addition, tensile stresses are induced in this lateral area of the shoulder zone (σMax). The absolute level of compressive stresses (σMin) occurring due to the forming of the gearing is lowered.
Summary and outlook
Cold forming according to the “Samanta” principle is a productive and resource-saving production method for gears. Particularly in case of helical gears, a negative effect on the achievable gear quality is prevented by avoiding an ejection operation [9]. Nevertheless, industrial establishment is confronted with challenges due to component and process factors [10]. To deal with these challenges, a deeper process understanding as well as a further improvement of the process result is essential.
In this context, this paper focused on the identification of methods for improving the process result. For this purpose, spur and helical gears were produced using the “Samanta”-process. Simultaneously, numerical FE-Models were developed for both processes and compared with the experimentally obtained component and process properties. Using the validated simulation models, the influence of tool-sided adaptation on the process result was examined. Finally, the results were summarized and evaluated in an influence matrix in order to derive practice-relevant knowledge. The results reveal that the influence of geometric adaptation in the forming zone of the dies on the component and process properties within the gearing types are transferable and beneficial for the process result. Furthermore, the forming of a helical gearing causes specific characteristics due to the diversion of the material flow in the tooth entry area. In addition to a rotation of the blank during forming, this results in the generation of asymmetric component properties with regard to geometric and microstructure-specific aspects. Considering the tool load, an uneven stress distribution occurs, which should increase especially for larger helix angles and has to be considered at the stage of process and tool design. Furthermore, the researched relationships and recommendations are principally transferable to conventionally applied geared forward extrusion dies.
Future research work should focus on the experimental verification of the numerical findings with appropriately modified tool geometries. Of particular relevance is the evidence of an advantageous influence of the tool adaptation on the resulting gearing accuracy and the achievable tool life. In addition, it is crucial to investigate the applicability of the findings to further gear geometries in order to expand existing knowledge and make a further step towards the industrial establishment of the “Samanta”- process for gear manufacturing.
References
Damir TJ (2012) Gears and gear drives. Chichester, John Wiley & Sons Ltd
Dudley DW (2013) Dudley's handbook of practical gear design and manufacture. Springer, Berlin
Gunasekaran A (1994) Improving productivity and quality in manufacturing organizations. Int J Prod Econ 36(2):169–183
Groenbaek J, Engel U, Hinsel C, Kroiß T, Meidert M, Neher R, Räuchle F, Schrader T (2011) Tooling solutions for challenges in cold forging. UTF Science 3:1–24
Myeong-Sik J, Sang-Kon L (2013) Green manufacturing process for helical pinion gear using cold extrusion process. Int J Precis Eng Manuf 14:1007–1011
Doege E, Nägele H (1994) FE simulation of the precision forging process of bevel gears. Ann CIRP 43(1):241–244
Samanta SK (1976) Helical gear: a novel method of manufacturing it. Batelle Columbus Laboratories, Proceedings of NAMRC IV, Columbus, Ohio, USA, pp 199–205
König W, Steffens K, Hofmann HW (1985) Gear production by cold forming. Ann CIRP 34(1):481–483
Odening D, Meyer M, Klassen A, Bouguecha A, Behrens B-A (2014) Präzisionsschmieden. In: Bach F-W, Kerber K (eds) Prozesskette Präzisionsschmieden. Springer, Berlin
Koll W (1990) Kaltfließpressen von Bauteilen mit Verzahnungen. Dissertation, RWTH Aachen
Noack P (1979) Rechnerunterstützte Arbeitsplanerstellung und Kostenberechnung beim Kaltmassivumformen von Stahl. Berichte aus dem Institut für Umformtechnik, Universität Stuttgart, Band. 48. Springer, Berlin
König W, Steffens K, Hofmann HW (1985) Gear production by cold forming. Ann CIRP 34(1):481–483
Felten K (2012) Verzahntechnik. Renningen: Expert Verlag, 3. Auflage
Wei F, Lin H, Xing-hui H (2012) Finite element analysis and simulation for cold precision forging of a helical gear. Central South University Press, Berlin, Springer
Bobzin K, Brögelmann T, Stahl K, Stemplinger J-P, Mayer J, Hinterstoißer M (2015) Influence of wetting and thermophysical properties of diamond-like carbon coatings on the frictional behavior in automobile gearboxes under elasto-hydrodynamic lubrication. Surf Coat Technol 284:290–301
Standard DIN (1978) 50106: testing of metallic materials - compression test at room temperature. Beuth, Berlin
Hockett J, Sherby O (1975) Large strain deformation of polycrystalline metals at low homologous temperatures. J Mech Phys Solids 23(2):87–98
VDI-Richtlinie (1984) Vorgespannte Preßwerkzeuge für das Kaltmassivumformen. Verein Deutscher Ingenieure (VDI), VDI 3176. VDI-Verlag, Düsseldorf
ICFG-Document (1982) Calculation methods for cold forging tools. International cold forging group (ICFG), doc. 5/82. Bamberg, Meisenbach
ICFG-Document (1987) General recommendations for design, manufacture and operational aspects of cold extrusion tools for steel components. International cold forging group (ICFG), doc. 6/82. Bamberg, Meisenbach
ICFG-Document (2004) Tool life and tool quality in cold forging, part two: quality requirements for tool manufacturing. International cold forging group (ICFG), doc. 16/04. Bamberg, Meisenbach
Klocke F, Nöthe T (2000) Fine machining of cold forging tools. Proceedings of 10th international cold forging congress. Fellbach, Germany, pp 175–191
ICFG-Document (1993) Coating of tools for bulk metal forming by PVD- and CVD-methods. International cold forging group (ICFG), doc. 9/92. Wire 43:266–270
ICFG-Document (1992) General aspects of tool design and tool materials for cold and warm forging. International cold forging group (ICFG), doc. 4/82. Bamberg, Meisenbach
ICFG-Document (1991) Lubrication aspects in cold forging of carbon steels and low alloy steels. International cold forging group (ICFG), doc. 8/91. Bamberg, Meisenbach
Lennartz J (1995) Kaltfließpressen von gerad- und schrägverzahnten Getriebewellen. Dissertation, RWTH Aachen
ISO 1328-1 (2013) Cylindrical gears - ISO system of accuracy - Part 1: Definitions and allowable values of deviations relevant to corresponding flanks of gear teeth. Beuth, Berlin
Walters J, Kurtz S, Wu W-T, Tang T (1997) The “state of the art” in cold forming simulation. J Mater Process Technol 71(1):64–70
Vollrath K (2013) Simulation of forging processes. Hagen, Infostelle Industrieverband Massivumformung
Doege E, Nägele H (1994) FE simulation of the precision forging process of bevel gears. Ann CIRP 43(1):241–244
Kim H, Yagi T, Yamanaka M (2000) FE simulation as a must tool in cold/warm forging process and tool design. J Mater Process Technol 98(2):143–149
Jun BY, Kang SM, Lee MC, Park RH, Joun MS (2007) Prediction of geometric dimensions for cold forgings using the finite element method. J Mater Process Technol 189(2):459–465
Buschhausen A, Weinmann K, Lee JY, Altan T (1992) Evaluation of lubrication and friction in cold forging using a double backward-extrusion process. J Mater Process Technol 33(1–2):95–108
Geiger R (1976) Der Stofffluss beim kombinierten Napffließpressen. In: Lange K (ed) Berichte aus dem Institut für Umformtechnik, Universität Stuttgart, Band 36. Giradet, Essen
Tekkaya AE (2005) A guide for validation of FE-simulations in bulk metal forming. Arab J Sci Eng 30:113–136
Wei F, Lin H, Xing-hui H (2012) Finite element analysis and simulation for cold precision forging of a helical gear. J Cent South Univ 19(12):3369–3377
Hänsel M, Geiger R (1995) Net-Shape-Umformung. Umformtechnik 29(4):218–224
Bausch T (2015) Innovative Zahnradfertigung, Expert Verlag, 5. Auflage
Lee Y, Lee J, Ishikawa T (2002) Analysis of the elastic characteristics at forging die for the cold forged dimensional accuracy. J Mater Process Technol 130–131:532–539
Octrue M, Ghribi D, Sainsot P (2018) A contribution to study the tooth flank fracture (TFF) in cylindrical gears. Procedia Engineering 213:215–226
Klassen A, Bistron B, Dellinger P, Schaup J, Deißer TA, Behrens L, Köhler J, Bouguecha A, Möhwald K, Denkena B, Behren B-A (2014) Werkzeugtechnologie. In: Bach F-W, Kerber K (eds) Prozesskette Präzisionsschmieden. Springer Vieweg, Berlin
Lange K, Kammerer M, Pöhlandt K, Schöck J (2008) Fließpressen, Wirtschaftliche Fertigung metallischer Präzisionswerkstücke. Springer, Berlin
Rudnev V, Loveless D, Cook R, Black M (2003) Inducition hardening of gears: a review. Heat Treat Met 4:97–103
Acknowledgements
The authors would like to thank the Bavarian Research Foundation (BFS) for their financial support of the research project AZ-1252-16. Furthermore, the authors acknowledge the tool manufacturer I.Penkert for machining the dies as well as the company Schaeffler AG for providing the specimens and the scientifically discussions.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kiener, C., Merklein, M. Research of adapted tool Design in Cold Forging of gears. Int J Mater Form 13, 873–883 (2020). https://doi.org/10.1007/s12289-019-01508-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12289-019-01508-0