
Abstract
The bending process of an industrial connector is considered and investigated via numerical simulation using a crystal plasticity finite element model (CPFEM). The process consists of sequentially bending a 0.1 mm thick copper-based alloy (CuBe2) with progressive tools into a miniature cylindrical connector of around 1 mm in diameter. The paper focuses on the prediction of springback through the influence of several key-parameters of the numerical simulations. The finite element characteristics, single crystal plasticity model features and the number of grains in the sheet thickness are investigated in order to highlight relevant and influential parameters in CPFEM based microforming process simulations. The influence of the elastic properties is analyzed and a modification of the Peirce-Asaro-Needleman single crystal hardening law is taken into account in order to improve the description of reverse strain path changes. Finally, the numerical results are discussed and compared to the springback measured during the industrial process of the cylindrical connector. It is demonstrated, through the very good agreement with the experimental results, that such approach can be useful to simulate industrial processes.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Device miniaturization has become a major trend over the last decades. Very small components are nowadays used in many industrial fields such as electronics, healthcare, aeronautics and automotive. The increasing demand for these micro-parts (having at least one dimension with a size of less than one millimeter) has increased technological challenges for manufacturing. Thus, a range of micro manufacturing technologies have been developed, of which a good review can be found in [1]. Amongst them is microstamping which has been particularly widely used. Due to their high productivity, low costs and near-net part shape characteristics, such forming processes are well suited for mass production. The classical macro-forming systems and equipment are downsized most of the time via scaling factors [2, 3] and adapted to manufacture micro-parts from very thin metal sheets. However, the knowledge acquired in conventional forming processes is rarely applicable in micro-forming. Numerous difficulties arise with downsizing the system, which are mainly related to material behavior, workpiece/tool interactions and process design [4, 5]. These factors affect the reliability of the micro-forming processes and induce significant scatter on the manufactured products in terms of dimensional accuracy, part integrity, surface finish and mechanical properties. As a result, the design phase of the micro-forming process transpires to be delicate, since a slight variation in process conditions can lead to uncontrolled scatter on the parts. Furthermore, when it comes to progressive tool micro-forming processes in which several forming steps are performed, the error accumulates over all the steps.
Finite element (FE) aided design tools and methods are not commonly used in micro-forming since a suitable material behavior description is hard to obtain [6, 7]. The very thin sheet metals are affected by the well-known size effects (see among others [8]). These peculiar behaviors are characterized by fluctuations in material flow stress, ductility and roughness of the sheets [9, 10]. Furthermore, the thickness reduction implies a global decrease of the number of grains in the sheet enabling individual grain strain behavior to significantly influence the macroscopic mechanical response of the parts. Local incompatibilities between misoriented grains will result in pronounced behavior anisotropy and strain heterogeneity, which induces the scatter amongst all the parameters in the springback magnitude of processed parts [11]. Thus, macroscopic mechanical constitutive laws featured in the FE-aided design software cannot model the grain influenced behavior of very thin sheets since they are built on assumptions of strain and material properties homogeneity. For such materials, the Crystal Plasticity Finite Element Method termed CPFEM provides a modeling frame which describes the grain’s inelastic behavior from physical mechanisms on crystallographic planes (see [12, 13]). CPFEM has a real potential to be used in micro-forming since its computational cost is compensated by the relatively small number of grains to be considered. Some applications of the method in micro-forming have been reported. Wang et al. [14] developed an integrated system to generate virtual grains and studied the forming of ultra-thin sheet channel components. Chen et al. [15] analyzed the foil rolling process and compared CPFEM based simulations with experimental results while Zhang and Dong [16] investigated the micro deep-drawing process using non-local CPFEM.
With regard to the tooling, the latest developments in forming processes have demonstrated that progressive die micro-forming is suitable to plastically deform ultra-thin sheets [17]. In successive stages, the metal strip is punched and bent successively to obtain the finished part. The band enters the tool that then closes: firstly, the strip is clamped between the blank-holder and the die and in a second stage, the punches cut or fold the material. The tool opens, the band moves forward through the guide and the cycle continues until the workpiece reaches its final shape. Between each stage of the forming process, the material is subjected to the opening and closing of the tools that generates a release of the stresses that produces springback and a succession of loading-unloading or even reloading.
This springback effect in micro-forming processes, as a function of the thickness of the sheet, has not been greatly studied in the literature. Liu et al. [18] investigated the springback of sheets when the thickness decreases from 0.6 mm to 0.1 mm in 3-point bending tests, for a constant deflection. It was shown that the springback angle increases gradually with the decrease in the number of grains through the thickness for all tested specimens, specifically when the thickness becomes below 0.3 mm. The authors also observed that, for a same ratio of the thickness to the number of grains (N), the springback angle is both influenced by the value of the thickness and by the value of the N ratio. It was then concluded that the thinner the sheet, and more particularly the fewer the number of grains in the thickness, the greater the springback. Similar results were obtained by Gau et al. [19] using the same mechanical test on a copper alloy and by Diehl et al. [20] with another type of bending test. Diehl et al. [21] have also shown that the scatter of springback between experimental data and numerical simulations increases when the scale factor (size reduction of the geometry of the sample) increases. The authors highlighted that the choice of the macroscopic constitutive law, involving only isotropic hardening identified with tensile tests only, was not sufficient to fully characterize the mechanical behavior. It was concluded that the modelling of the Bauschinger effect is required to accurately predict springback, through the use of an additional term of kinematic hardening.
In the present work, an industrial connector bending process is considered and investigated via numerical simulation with CPFEM. The process consists in sequentially bending a 0.1 mm thick copper based alloy (CuBe2) into a miniature cylindrical connector of around 1 mm diameter. Four principal operation stages are necessary to completely form the connector, as illustrated in Fig. 1. For each stage, a die and a punch with specific dimensions, depending on the desired amount of strain and part radius, are set up. There is no blank-holder in this progressive die micro-forming process; the material strip is guided and positioned precisely in the system via guiding holes and associated pins on the edge of the strip. In stage 1, only the very tip of the part is deformed before subsequent bending. The highest increment of material plastic deformation occurs during stage 2. In stage 3, the curvature is accentuated and in the subsequent steps, the part is gradually closed around its revolution axis until its final wrapped shape is obtained in stage 4.

Progressive die bending process of the miniature connector
Between each stage, the part remains attached to the strip which is moved to the next forming station; thus, no handling is required before the last stage where the connector is cut from the strip. Consequently, a high production rate can be achieved.
This paper focuses on the prediction of springback through the influence of several key parameters of the numerical simulations. The finite element characteristics, single crystal plasticity model features and the number of grains in the sheet thickness are investigated in order to highlight relevant and influential parameters in CPFEM based microforming process simulations. Firstly the numerical model of the industrial process is presented, as well as the meshing techniques retained to represent the microstructure of the material. The identification of the texture and the single crystal hardening models are those presented in [22]. The influence of the elastic properties (elastic modulus, anisotropy) is analyzed. A modification of the Peirce-Asaro-Needleman [23] hardening law proposed by Tabourot [24] is taken into account in order to improve the description of reversed strain path changes. Finally, the numerical results are discussed and compared to the springback measured during the industrial process of the cylindrical connector.
Material, experimental geometry and modeling
The material is a 0.1 mm-thick CuBe2 copper alloy with 1.8…2% Be, 0.3% Co, and 0.15% Ni and Fe, respectively (mass percentages). Electron Back Scatter Diffraction (EBSD) scans revealed an average grain size of 4 μm with a maximum grain size up to 50 μm and a marked Goss type texture. The numerical microstructure (grains) of the connector was generated by a virtual grain growth procedure [25] and the experimental orientations collected from EBSD scans were used as inputs. Different meshes were investigated through this study but a mean number of 25 solid elements per grain were always ensured.
The material behavior is modeled with a classical rate-dependent crystal plasticity model [12, 26,27,28]. Plasticity at the crystal scale is thus considered to be driven (only) by the slip motion on crystallographic planes in specific directions. The slip rates are explicitly computed from the slip systems resistance to motion and the external macroscopic stress resolved on the systems according to the Schmid law. Furthermore, the resistance to the motion of the slip systems increases with the plastic deformation and is modeled by hardening eqs. A detailed account of the crystal plasticity model, its numerical implementation as well as its parameter calibration procedure can be found in [22]. An advanced phenomenological plasticity model is also used later in the analysis for comparison purposes. It is written as elastoviscoplastic and features combined isotropic-kinematic hardening as well as the anisotropic criteria of Bron and Besson [29]. Further information about this model is also provided in [22].
In order to identify the material parameters of the models, the mechanical behavior of the material has been characterized under several loading paths, using testing grips and devices specifically designed for very thin sheet metal [30,31,32]. Quasi-static tensile tests were performed in the rolling, transverse and diagonal (45°) directions, along with tensile tests at various strain rates (10−4, 10−3 and 10−2 s−1) in the rolling direction (RD). Simple shear tests were performed in the RD, along with reverse shear tests at three levels of pre-strain (10%, 20% and 40% shear pre-strain). A hydraulic bulge test was performed to explore the material response under balanced biaxial loading. The entire set of mechanical tests was used to identify the parameters of the phenomenological elastoviscoplastic model. In contrast, only the tensile test in RD was used to fit the CPFEM model, along with the texture embedded in the numerical microstructure. Figure 2 compares the two models to the experimental results under several loading conditions. A very good agreement is observed over the entire range of loading paths, except for the reverse loading shear tests with the CPFEM model. This successful prediction of the material model obtained in [22] served as basis for the predictive process simulation developed in the current paper. For this purpose, the models were implemented in ABAQUS/Explicit and ABAQUS/Standard via user subroutines VUMAT and UMAT.

Material response under various loading modes: uniaxial tension, simple shear, reverse shear, balanced biaxial tension. Grey lines: experiments; solid lines: CPFEM predictions; dashed lines: phenomenological model
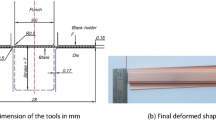
The initial blank for the considered operation (stage 2 in Fig. 1) is illustrated in Fig. 3. The final part is composed of two inner wings and two outer wings, bent at the same radius by the same tool, thus only the outer wings are considered in the simulation. Due to the symmetries, only one quarter of the connector is modeled, with the corresponding symmetry boundary conditions. The tools are modeled as rigid, and the Coulomb friction coefficient between the connector and the tools is set to 0.1. A displacement of 0.7 mm is applied to the punch which bends the connector up to the point where contact is fully established between the die radius and the connector’s upper surface. Then the punch is removed and springback occurs. In this bending configuration, springback creates an increase of the part’s radius. Subsequent bending operations are performed, with the subsequent tools having the same radius. Thus, a correct prediction of stage 2 is sufficient to compensate the entire set of dies and punches, using the same tool corrections.

Geometry definition of numerical model and simulation setup. Dimensions are in mm
For the finite element analysis, a 100-grain model meshed with a total of 4000 solid elements is defined as the reference model for the investigations. The part thickness is meshed with eight elements in view of the springback prediction, with two to three grains through the thickness along the part – see Fig. 4. All the simulations reported hereafter were run using parallelization, both in Abaqus/Standard and Abaqus/Explicit, on the eight processors of a Dell 2XQuad-core node, 2.93 GHz and 24 GB RAM.

Numerical model of the connector. Left-hand side: part geometry and symmetry boundary conditions; dimensions are in mm. Right-hand side: example of numerical microstructure. The colors of the grains are merely illustrative
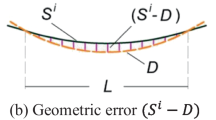
The springback observed in the simulations was quantified by a scalar measure, equal to the displacement in the z-direction (wrapping direction of the part, see Fig. 4, left-hand side) of the endpoint of the upper contour of the part during tool removal, as shown in Fig. 5. The specific measurement point was consistently located in the same zy plane, yet several measurement series have shown that the measured displacement is the same for all the points of the part’s edge. The entire upper profiles were also compared for a more complete picture of the predictions.

Definition of the geometrical measure used to quantify springback
Numerical model validation and robustness assessment
The static (Standard) and dynamic/quasi-static (Explicit) solvers of ABAQUS were compared in terms of their respective springback predictions. Mass scaling was introduced in the quasi-static simulation in order to speed up the computations. No oscillations were observed on the kinetic energy and its maximum ratio to internal strain energy was found to be around 3%, ensuring that dynamic effects were negligible in the simulations. Additionally, a simulation with no mass scaling was also run and its results compared well with the ones with mass scaling.
The profiles of the deformed part at the end of the forming step and after springback obtained from the static and quasi-static simulations are compared in Fig. 6 (left). Very little difference can be observed between the profiles obtained from the two finite element schemes; the horizontal gap between the forming shape and the relaxed shape reaches 18 μm at the highest end of the part. Though seeming to be quite small, the springback magnitude is about 20% of the part thickness. As very tight tolerances are required in microforming processes, even such apparently small deviations on one part may compromise its assembly in the final component. While the implicit and explicit solvers yielded very close part profiles, the computational costs required by the two simulations were nothing alike. The implicit simulation took 25 h 34 min to complete and generated up to 10 GB data files whilst the explicit simulation lasted 1 h 16 min and produced 180 MB data files.

Comparison of the obtained part profiles after springback (a) with static and quasi-static simulations, and b with various types of finite elements
The effect of the finite element type on the response of the CPFEM model and its prediction of springback was subsequently investigated. The model described previously (100 grains, 4000 solid elements and 8 elements in the thickness direction) was employed with different types of solid finite elements. The implicit solver was used in these simulations and the following finite elements were used with the same geometrical mesh and microstructure:
-
eight-node linear hexahedral element with full integration points (C3D8)
-
eight-node linear hexahedral element with reduced integration point (C3D8R)
-
C3D8R with artificial strain energy control to prevent hourglass modes (C3D8R-HE)
-
Quadratic 20-node hexahedral element with reduced integration, i.e. 8 integration points (C3D20R)
The output of these simulations is summarized in Fig. 6 (right-hand side). The C3D8R-HE mesh predicted a more pronounced springback than the other types of element – about twice as large. This element type does not seem to be reliable for springback prediction after bending. Indeed, their additional hourglass stiffness artificially increases their overall stiffness in plasticity-dominated problems [33]; the high levels of stress reached with these elements at the end of the forming step led to springback overestimation. The fully integrated C3D8 elements are also prone to stiffening via the well-known shear locking phenomena. As a result, they also produce higher stress values for the forming step and consequently more springback than C3D20R and C3D8R element types. However, the differences are relatively small. With its quadratic interpolation, the C3D20R element provides a good numerical approximation of the displacement field and can closely represent curvature. In the context of CPFEM, these features enable a smooth transition of the deformation field between two highly misoriented neighboring grains which could exhibit local severe deformation incompatibilities. Furthermore, each of its eight integration points can be advantageously seen as a crystallite inside the grain; such a feature increases the numerical resolution and renders a better description of the deformation physics. Interestingly, the C3D8R mesh results are very close to those of the C3D20R mesh, whilst the computational cost of the reduced integration was 6 times less. This result tends to confirm that the adopted mesh density (mean ratio of 25 elements per grain) is sufficient for the purpose of this investigation. Consequently, the predicted springback was not very sensitive to the element type, with the notable exception of the hourglass-enhanced element that should be avoided.
The ratio T/D of sheet thickness over grain diameter has often been referred to as a defining parameter of ultra-thin sheet metals [3]. It is usually considered that below 10–15 grains through the thickness, the physics of deformation change significantly as the individual grains response impacts the overall mechanical behavior of the part. In the present study, the evolution of the springback with the number of grains in the thickness was evaluated; connector part models with averages of one, three, five, seven and nine grains across the thickness were used for CPFEM simulations. For each model, five different microstructures (grains and their orientations) were generated in order to represent the randomness of features in ultra-thin sheet metals. A constant Young’s modulus (E = 127 GPa) was used for the CPFEM simulations. The number of grains and elements for each simulation series are summarized in Table 1.
The springback predictions for the different T/D ratios are plotted in Fig. 7 as well as the resulting scatter in the computed values. The scatter in the springback values reduces when T/D increases; the part’s behavior is becoming more repeatable as the number of grains in the sheet metal increases. The springback appears to slightly increase with the number of grains. Furthermore, while the ratio T/D increases, the CPFEM predicted springback tends towards the values predicted by the phenomenological model, which was equal to 22.5 μm.

CPFEM model predicted springback for a different number of grains in the sheet thickness and associated scatter
The trend is similar to that reported in [34] following experimental characterizations of grain size effects on the bending process of microtubes. However, other works (e.g. [18]) indicate a reverse trend in micro-bending processes, i.e. an increase in springback with the decrease in the T/D ratio. This illustrates the fact that springback in micro-forming processes remains complex to analyze.
Springback prediction sensitivity to the material model
Once the effect of numerical factors was emphasized and a robust / converged numerical model had been established, the springback of the part was computed with both the CPFEM and the phenomenological model, respectively. This section thus investigates the influence of the material model on the predicted springback. In addition to the type of modeling approach, the influence of the following features was investigated: slip system hardening model, decrease of elasticity modulus with plastic strain and elastic anisotropy.
Within the framework of the CPFEM approach, the slip system hardening model involving dislocation density internal variables proposed by Tabourot [35] was substituted for the so-called PAN hardening model (for Peirce-Asaro-Needleman) [23]. The hardening matrix is written as
where μ is the shear modulus, d and a are dislocation interaction matrices, K is a material constant and yc is the critical annihilation distance between two dislocations [35]. Physics-based entities such as the dislocation density ρ are explicitly featured in this model while the parameters in the PAN hardening model are more phenomenological. The parameters of the Tabourot model were identified in the same manner, using the tensile test in RD. The identified parameters of the Tabourot hardening model are listed in Table 2 [22].
Figure 8 shows that the PAN and the dislocation-based hardening models produced very similar results. Once calibrated on the same experimental tensile test, the two models remain essentially of the isotropic hardening type and the introduction of dislocation densities did not lead to any significant differentiation for the studied case.

Comparison of the two crystal plasticity hardening models: a tensile test predictions and b part profiles after springback
In order to characterize the elastic behavior of the sheet, loading-unloading-reloading tensile experiments were performed in the plastic range. The macroscopic, apparent elastic modulus corresponding to each unloading phase was calculated as the chord modulus, based on the stress and strain state at the beginning of unloading and the strain state at the end of unloading / beginning of reloading [36]. Under this linearity assumption, the value of the apparent elastic modulus E was decreasing as a function of the plastic strain, at a progressively diminishing rate (see Fig. 9). Similar observations have been reported for various sheet metals and alloys (see for example [37] for one of the early works), and the current study confirms the same trend for very thin copper alloys. Since springback is governed by elasticity, this degradation of its modulus was taken into account using the model proposed by Yoshida et al. [38]:
where E0 = 127 GPa is the initial elastic modulus measured in the elastic strain range, \( \overline{\varepsilon} \) is the equivalent (visco)plastic deformation, Esat stands for the saturation value of E, while k is a material parameter defining the evolution rate. Following the least square fitting of the experimental data, the following values Esat = 75 GPa and k = 60 were obtained. The obtained fit is also shown in Fig. 9.

Evolution of the apparent elastic modulus with plastic strain: experimental measurements (symbols) and identified model (line)
Simulations were run considering the initial value (E = E0), the saturation value (E = Esat) and also the observed evolution of the apparent elastic modulus. The differences that appear after springback are illustrated in Fig. 10a. The initial modulus model predicts a springback gap of 26.4 μm while the decreasing elastic modulus model predicts the most pronounced springback with a gap of 38.6 μm. This significant difference (more than 40%) makes the elastic modulus the most influent material parameter in the model, and should be given the corresponding attention. It is worth noting that the evolution of the elastic modulus with plastic strain has not yet been investigated in the literature within the framework of crystal plasticity, while it is common with phenomenological models. Thus, we used here a phenomenological model for the evolution of elasticity in order to demonstrate the possible impacts. However, a physically-based model would certainly be more suitable in the context of CPFEM. Finally, the saturation modulus renders almost as much springback as the evolving one and provides a cost-effective computational alternative to it.

Comparison of the obtained part profiles after springback with different elastic moduli, using (a) the CPFEM-based model and b the phenomenological model
Simulations were also performed with the phenomenological plasticity model identified on the full set of experimental tests. The part was meshed with 6 elements through the thickness and the FEM model had a total of 4000 solid hexahedral elements with full integration and incompatible modes handling (C3D8I) which are well suited for bending problems. The same models and parameters were applied for elasticity, as for the CPFEM approach. The shapes of the part obtained for these simulations before / after springback are shown in Fig. 10b. The predicted springback was of 22.5 μm with the initial modulus and 43 μm with the evolving / saturation ones. Thus the effect of decreasing elasticity is even larger than that observed with the CPFEM model.
Crystal elastic anisotropy is a well-known feature of metals and alloys. Anisotropic elastic constants are documented and readily available for some pure metals. When it comes to alloys, as such data is not available, non-trivial and time-consuming experiments have to be set up to determine the anisotropic elastic constants. The hypothesis of elastic isotropy is then often assumed, even within crystal plasticity models. Yet, one needs to assess the impact of this hypothesis on structural computations. Thus, the influence of elastic anisotropy on springback was investigated by assuming the elastic constants of pure copper. Commonly used values of pure copper elastic constants were selected [35]:
-
isotropic: E = 115 GPa (constant) and ν = 0.35
-
anisotropic: c11 = 166 GPa, c12 = 120 GPa and c44 = 76 GPa.
A close look at the stress fields at the end of the forming step shows small differences between the two simulations, as illustrated in Fig. 11. Post-springback profiles, however, are significantly different. The anisotropic elastic model predicts a more marked springback and the maximum gap from the forming shape is almost twice as large as its isotropic counterpart. This result shows that the misfit caused by elastic anisotropy has little effect on the plastic response which is mainly driven by (discrete) slip induced plastic anisotropy. This being said, unloading is dominated by material elastic response and the impact of elastic anisotropy on the final state is significant.

Springback predictions with the CPFEM approach and the isotropic vs anisotropic elasticity model. Equivalent stress distributions at the end of the forming step (a) and final part profiles (b)
Discussion on springback prediction in microforming
Springback is recognized as one of the most challenging aspects to predict in sheet metal forming, due to its sensitivity to the numerical formulation and parameters, to the plasticity model and parameters, as well as the elastic model / data [39, 40]. For very thin sheet metal forming, all of these modeling aspects reach a significantly higher level of complexity, and thus springback prediction has seldom been addressed with sufficient accuracy [41].
The current study has emphasized the sensitivity of the springback predictions to the numerical modeling: finite element formulation and equilibrium resolution strategy. When different formulations were selected, the predicted springback varied within a scatter of 25%, if the classically not-recommended element types are avoided. Although this potential error range is significant, it should be put into the perspective of the experimental scatter associated to microforming processes. Indeed, both material and process variability become significant as the thickness of the sheet and the size of the part decrease. The CPFEM-based simulation enabled an estimation of the material-related scatter. In the framework of the deterministic simulation approach, one cannot expect to predict the actual springback with an accuracy that is superior to the experimental scatter. Thus, the relative significance of the observed numerical errors diminishes in this case. More surprisingly, the same conclusions apply to the plasticity model. The simulations demonstrate that when equal attention is paid to the identification of both CPFEM and phenomenological models, their springback predictions in bending-dominated problems appear to be very close, in cases where the ratio T/D is close to or larger than ten. When reducing the number of grains through the thickness, the scatter increased while the average predicted springback decreased.
The comparison of the different springback predictions, some of which are summarized in Fig. 12, showed that the most influential factors were the modeling and the parameters used to describe the elastic behavior. Both CPFEM and phenomenological approaches recorded significantly larger springback predictions when the experimental decrease of the elasticity modulus was taken into consideration, as compared to the classical results obtained by using its initial value. Considering the elastic anisotropy further affects the predictions, it is noteworthy that elastic anisotropy is classically neglected in crystal plasticity approaches, as it does not have a significant influence on plastic flow. However, these results demonstrate the importance of elastic anisotropy if predictive springback simulations are to be performed, as well as the evolution of the elastic modulii with plastic strain, if any.

Summary of springback predictions for different modeling options: element type, plasticity model and elasticity model. The scatter ranges due to these three categories are highlighted
In an attempt to experimentally validate the simulations, formed parts were measured by an optical 3D scanner. This device projects blue light fringe patterns onto the surface of the object. The stereoscopy principle is applied using two cameras in order to compute 3D coordinates of each scanned point. The distance between two consecutive scanned points is about 20 μm and the accuracy position of each measured point is around 3 μm. Complete part profiles were measured in two yz planes, cutting each of the two wings of the part in the middle. By symmetrizing the measurements with respect to the symmetry plane, four profiles were obtained and overlapped as shown in Fig. 13. Even for this single part, an experimental scatter is clearly visible in the figure. The predictions of the CPFEM model and of the phenomenological model taking into account the decrease in the elastic modulus are superposed to the experimental profiles. Compared to the experimental geometry, it appears that taking springback into account improves the prediction accuracy for the final geometry. In fact, the local part radius in the bending area is significantly under-predicted at the end of the forming step, and this error decreases once that springback was taken into account. On the other hand, as already emphasized in Fig. 12, the two simulation approaches (CPFEM and phenomenological) predict similar part geometries and they seem equally accurate – given that their differences lay within the experimental scatter range for this single part.

Predicted and experimentally measured final part profile of the part. The most accurate predictions for both the CPFEM and the phenomenological model are represented. The origin of the horizontal axis is arbitrarily set at the extremity of the represented zone. Units are mm on both axes
It is noteworthy that the springback analysis directly depends on the strain level and distribution reached during the forming process. In the selected application, the average strain on the outer layers of the part was 0.087 as predicted by the phenomenological model. The strain level was decreasing almost linearly through the thickness, with a 3-μm thick inner layer entirely elastic. With the CPFEM model, some grains on the outer layers remained elastic, while others reached strain levels as high as 0.24, depending on their orientation. On this particular application, both PAN and Tabourot hardening models led to similar strain distributions. The study should be further enriched with other applications, reaching larger strain levels and different through-thickness distributions.
Conclusions
Springback prediction was investigated within the framework of sheet metal microforming processes, for a 0.1 mm thick CuBe2 sheet. The following conclusions could be drawn:
-
The investigation confirmed that when the number of grains through the thickness reaches close to ten or more, then phenomenological plasticity models are sufficient to predict the mechanical behavior, including springback predictions. CPFEM models become necessary when the number of grains through the thickness is smaller.
-
CPFEM models require significantly less experimental characterization effort. On the other hand, the results proved that these models are not only very informative concerning the physical mechanisms and behavior, but they also predict quantitatively accurate springback values.
-
For springback predictions, the most influential factors were the modeling and parameters used to describe the elastic behavior. This was true for both the phenomenological and the CPFEM model.
-
With careful parameter identification, the phenomenological plasticity model proved to be as accurate as the CPFEM model for the considered material and for all of the simulations attempted in the study.
References
Qin Y (2010) Micro-manufacturing engineering and technology. Elsevier, Amsterdam, Boston
Geiger M, Kleiner M, Eckstein R, Tiesler N, Engel U (2001) Microforming. CIRP Ann Manuf Technol 50(2):445–462
Engel U, Eckstein R (2002) Microforming - from basic research to its realization. J Mater Process Technol 125–126:35–44
Vollertsen F, Hu Z, Niehoff HS, Theiler C (2004) State of the art in micro forming and investigations into micro deep drawing. J Mater Process Technol 151(1-3):70–79
Fu MW, Chan WL (2012) A review on the state-of-the-art microforming technologies. Int J Adv Manuf Technol 67:2411–2437
Geißdörfer S, Engel U, Geiger M (2006) FE-simulation of microforming processes applying a mesoscopic model. Int J Mach Tools Manuf 46(11):1222–1226
Peng L, Liu F, Ni J, Lai X (2007) Size effects in thin sheet metal forming and its elastic-plastic constitutive model. Mater Des 28(5):1731–1736
Hansen N (1977) The effect of grain size and strain on the tensile flow stress of aluminium at room temperature. Acta Metall 25(8):863–869
Kals TA, Eckstein R (2000) Miniaturization in sheet metal working. J Mater Process Technol 103(1):95–101
Weiss B, Gröger V, Khatibi G, Kotas A, Zimprich P, Stickler R, Zagar B (2002) Characterization of mechanical and thermal properties of thin Cu foils and wires. Sensors Actuators A Phys 99(1-2):172–182
Gau J-T, Principe C, Yu M (2007) Springback behavior of brass in micro sheet forming. J Mater Process Technol 191(1-3):7–10
Peirce D, Asaro RJ, Needleman A (1982) An analysis of nonuniform and localized deformation in ductile single crystals. Acta Metall 30(6):1087–1119
Roters F, Eisenlohr P, Hantcherli L, Tjahjanto D, Bieler T, Raabe D (2010) Overview of constitutive laws, kinematics, homogenization and multiscale methods in crystal plasticity finite-element modeling: theory, experiments, applications. Acta Mater 58(4):1152–1211
Wang S, Zhuang W, Balint D, Lin J (2009) A virtual crystal plasticity simulation tool for micro-forming. Procedia Engineering 1(1):75–78
Chen S, Liu X, Liu L (2015) Effects of grain size and heterogeneity on the mechanical behavior of foil rolling. Int J Mech Sci 100:226–236
Zhang H, Dong X (2015) Physically based crystal plasticity FEM including geometrically necessary dislocations: numerical implementation and applications in micro-forming. Comput Mater Sci 110:308–320
Qin Y, Ma Y, Harrison CS, Brockett A, Zhou M, Zhao J, Law F, Razali A, Smith R, Eguia J (2008) Development of a new machine system for the forming of micro-sheet products. Int J Mater Form 1(S1):475–478
Liu J, Fu M, Lu J, Chan W (2011) Influence of size effect on the springback of sheet metal foils in micro-bending. Comput Mater Sci 50(9):2604–2614
Gau J-T, Chen P-H, Gu H, Lee R-S (2013) The coupling influence of size effects and strain rates on the formability of austenitic stainless steel 304 foil. J Mater Process Technol 213(3):376–382
Diehl A, Engel U, Geiger M (2010) Influence of microstructure on the mechanical properties and the forming behaviour of very thin metal foils. Int J Adv Manuf Technol 47(1-4):53–61
Diehl A, Engel U, Geiger M (2008) Mechanical properties and bending behaviour of metal foils. Proc Inst Mech Eng B J Eng Manuf 222(1):83–91
Adzima F, Balan T, Manach PY, Bonnet N, Tabourot L (2017) Crystal plasticity and phenomenological approaches for the simulation of deformation behavior in thin copper alloy sheets. Int J Plast 94:171–191
Peirce D, Asaro RJ, Needleman A (1983) Material rate dependence and localized deformation in crystalline solids. Acta Metall 31(12):1951–1976
Balland P., Déprés C., Billard R., Tabourot L., Physically based kinematic hardening modelling of single crystal. AIP Conferences Series 1353 (2011) 91–96
Bonnet N (2007) Contribution à l’étude expérimentale et numérique du comportement des tôles d'épaisseur submillimétrique, PhD Thesis Arts et Métiers ParisTech. Metz France
Rice J (1971) Inelastic constitutive relations for solids: an internal-variable theory and its application to metal plasticity. AIP Conferences Series 19(6):433–455
Needleman A, Asaro R, Lemonds J, Peirce D (1985) Finite element analysis of crystalline solids. Comput Methods Appl Mech Eng 52(1-3):689–708
Bron F, Besson J (2004) A yield function for anisotropic materials. Application to aluminum alloys. Int J Plast 20(4-5):937–963
Bron F, Besson J (2004) A yield function for anisotropic materials. Application to aluminum alloys. Int J Plast 20(4-5):937–963
Pham CH, Thuillier S, Manach PY (2015) 2D springback and twisting of ultra-thin stainless steel U-shaped parts. Steel Research International 86(8):861–868
Thuillier S, Manach PY (2009) Comparison of the work-hardening of metallic sheets using tensile and shear strain paths. Int J Plast 25(5):733–751
Zang SL, Thuillier S, Le Port A, Manach PY (2011) Prediction of the anisotropy and hardening of metallic sheets in tension, simple shear and biaxial tension. Int J Mech Sci 53(5):338–347
Hibbitt D., Karlsson B., Sorensen P., ABAQUS: theory manual, Hibbitt, Karlsson & Sorensen (1992)
Jiang CP, Chen CC (2012) Grain size effect on the Springback behavior of the microtube in the press bending process. Mater Manuf Process 27(5):512–518
Tabourot L (2001) Vers une vision unifiée de la plasticité cristalline. Habilitation à Diriger des Recherches, Université de Savoie
Eggertsen P-A, Mattiasson K (2011) On the identification of kinematic hardening material parameters for accurate springback predictions. Int J Mater Form 4(2):103–120
Morestin F, Boivin M (1996) On the necessity of taking into account the variation in the young modulus with plastic strain in elastic-plastic software. Nucl Eng Des 162(1):107–116
Yoshida F, Uemori T, Fujiwara K (2002) Elastic-plastic behavior of steel sheets under in-plane cyclic tension-compression at large strain. Int J Plast 18(5-6):633–659
Wagoner RH, Lim H, Lee MG (2013) Advances issues in springback. Int J Plast 45:3–20
Chalal H, Racz SG, Balan T (2012) Springback of thick sheet AHSS subject to bending under tension. Int J Mech Sci 59(1):104–114
Xu Z, Peng L, Bao E (2018) Size effect affected springback in micro/meso scale bending process: experiments and numerical modeling. J Mater Process Technol 252:407–420
Acknowledgements
The authors are grateful to Sébastien Toutain (Delta Composants), Jean-Luc Diot (AcuiPlast), Anthony Jégat, Cong Hanh Pham, Raphaël Pesci, Célia Caër for their help with the experiments, Laurent Tabourot, Nicolas Bonnet and Gilles Duchanois for their help with software and material models, and for fruitful discussions.
Funding
This work was supported financially by the Agence Nationale de la Recherche (ANR) in France, through the project XXS Forming (ANR 12-RNMP-0009).
Author information
Authors and Affiliations
Ethics declarations
Conflict of interest
None.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Adzima, F., Balan, T. & Manach, P.Y. Springback prediction for a mechanical micro connector using CPFEM based numerical simulations. Int J Mater Form 13, 649–659 (2020). https://doi.org/10.1007/s12289-019-01503-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12289-019-01503-5