
Abstract
Tubular structures find wide application in the automotive context. In particular, rectangular cross-section tubes are used to fabricate structural frames via different techniques, such as Three-Roll-Push-Bending with the addition of twisting component (TRPBT) and the Rotary Draw Bending (RDB). However, whether the accumulated plastic strains, hardening and residual stresses influence the load capacity of the tubular component is still unclear. This paper is intended to shed light on this issue. The load capacity of a tubular mock-up obtained by sequential combination of TRPBT and RDB has been empirically assessed by a destructive compression test. A finite element (FE) model has been devised and validated to analyse the manufacturing processes. This work puts in light the need to correctly model the compliance of the tool set-up for Roll Bending in the numerical calculations. The final shape of the mock-up obtained by FE analysis is the input of the numerical simulation of the compression test. The present modelling has shown clearly that the global resistance of a tubular component is sensitive to plastic strains, hardening and residual stresses resulting from the previous forming processes. Taking into account these three factors greatly improves the capability of the FE to model the mechanical response of the structural part.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Background
The technological progress in metal structures pushes to improve load-bearing capability and lightness [1]. Tubular lightweight structures, usually fabricated through metal forming [2], are one of the most adopted constructive solutions in many different fields such as: automotive [3], aeronautics, aerospace, civil infrastructures, energy and health care [4]. As a result, various tube sections and profile configurations are necessary for these applications [5].
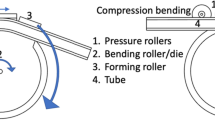
Many tube-forming processes have been devised in the past to fulfil the rising need for complex shapes and tight tolerances, and their optimization is still pursued [6]. For instance, pure bending, compression bending, stretch bending, roll bending and rotary draw bending are among the most popular forming configurations [7]. The combination of these methods offers a wide range of solutions for properly designing the manufacturing process. Usually, such forming techniques are devised for tubes of simple or “circular” cross-section and are carried out by standard machines, such as the three-roll-bending, the Hexabend [8], the Nissin [9], and the TKS-MEWAG [10] machines. There are, however, some specific applications, such as bumpers rollover protections, which require the bending of rectangular tubes. Forming this kind of tubes is however a hard task, which stimulated the research presented in this paper. In fact, in contrast to circular, the flexural resistance of rectangular cross-sections is strongly sensitive to the bending direction. The bending of rectangular tubing is further complicated by the presence of edges, which make the stress distribution very complicated, resulting in an increased tendency to cross-section distortions and local instabilities.
Rotary draw bending (RDB) permits to bend a tube according to a certain curvature radius, offering great accuracy and quality [11]. It consists of clamping the tube on a bending die, which rotates and draws the tube consequently. As a result, the tube is stretched and forced to assume the curvature of the grooves of the bending die. The insertion of a core in the tube, named mandrel, acts as internal support and prevents from section collapse by local instability [7]. Although the bending die in RDB offers high reliability and repeatability, it becomes impractical when the bending radius is too large [11]; thus other alternative approaches must be devised. One of these is the three-roll push bending, which permits to bend tubes over a larger zone with higher curvature radii [6]. It consists in pushing the pipe through three rolling cylinders imposing a certain deformation related to cylinders radius and its relative position. It is possible to find different variants of this method, which has been object of relevant studies in academic and industrial field for long time. To this regard, Vatter [12] and Hagenah [13] thoroughly investigated the Three-Roll-Push-Bending and the influence of diverse machine parameters on the final 3-dimensional geometries of the tube. Both experimental and numerical analyses revealed that this kind of process makes shaping profiles in 3D flexible and can pave the way for lightweight production, as mentioned in [3].
Owing to the difficulties in controlling the final shape, an intensive research of an accurate predictive tool is still in progress. In fact, the final curvature depends on the relative positions of the rolls, the location of contact points between them and the workpiece. In addition, the springback, due to the residual stresses and the recovery of elastic strains, affects the final curvature [14]. Usually, a weighted set up of the tool machine is done in order to compensate the elastic recovery. To avoid expensive trial-and-error tuning of the machine parameters, dedicated FE analyses are carried out with the purpose of predicting the tube springback [15]. However, this is not an easy task, as springback varies from material to material [16]. Indeed, springback is mostly influenced by the yield stress and the strain hardening behaviour of the material [16]. Also the kind of deformation process and operating parameters play an important role in determining the stress state and the hardening [17].
Yang and Shima [18] performed simulations of pyramidal three-roll push bending process applied to a beam with U-shaped cross section. They presented the distribution of curvature and bending moment related to the displacement of the central roll and the rotation of the other two, taking into account the variability of the effective contact points between the workpiece and the tools during the process. The outcomes are in accordance with the empirical results, when the bending curvature is constant or variable. Hardt et al. [19] developed a closed loop shape control system for continuous roll bending apparatus in order to impose a target curvature to a metal sheet. A big issue to deal with was the quantification of the springback, which depends upon materials and machine set up. Yu et al. [20] studied the influence of axial loads on the three-roll-push-bending process. Gerlach [21] proposed an analytical model of three-roll push bending, whose prediction of the bending contours is limited to the 2D space. Then, Engel [22] and Kersten [23] refined the same model by considering the stiffness of the tool machine.
Vatter and Plettke [12] undertook a detailed study on Three-Roll-Push-Bending with “overtwisting” for circular tubes, performing an exploration of all the input parameters, in particular the torsion adjustment coefficient. They developed a validated FE model accounting for the friction effects as well as for the kinematic of the machine. Later, Staupendahl [24] proposed an analytical description of the 3D bending contours obtained by three-roll-push-bending plus tube torsion. Although the rollers displacements due to the compliance of the machine’s frame appear too small in magnitude to be taken into consideration, they are most likely to produce enormous changes in the final curvature of the workpiece [12]. Therefore, neglecting this issue can be source of inaccuracy in numerical simulations, as demonstrated by Hagenah [13]. Starting from these observations, Engel [22] and Kersten [23] took into account this aspect to improve their modelling. Then, Merklein [25] demonstrated that the stiffness of the tools affects strongly the final shape of the workpiece.
Do-Sik Shim et al. [26] highlighted the undesired defects in shapes resulting from roll bending applied to rectangular tubes. Evidently, the large curvature in bending is likely to produce cross-section shrinkage and axial wrinkling; consequently, the strength of the component may be negatively affected. By subdividing the process into more forming steps of pre-bending, it is possible to mitigate the occurrence of the aforementioned defects. However, the number and intensity of pre-bending steps must be optimized, with regard to the time and accuracy of the process.
Chatti et al. [27] investigated a novel rolling-based process for three-dimensional bending of pipes, with symmetrical and asymmetrical profiles. Such process, previously developed and tested by Hermes et al. [28], seems to offer high flexibility and high cost efficiency in comparison with the traditional methods; the bending plane in 3D is defined by setting up a superposed torque. In addition, the twisting due to asymmetry of profile can be adequately compensated. The springback has been predicted through an analytical approach, validated by numerical models and experiments.
Material and geometric nonlinearities involved in these processes make predictive models cumbersome. In fact, analytical [29] and semi-analytical [30] approaches have been already attempted for both RDB and Roll Bending, but closed-form solutions might be impractical for complex boundary conditions. Consequently, the numerical discrete approach by finite element (FE) seems to be the most reasonable way. Furthermore, a numerical model may offer a significant aid in the design of the process, by reducing expensive trial-and-error experimental campaigns. Anyway, particular care must be taken to deal with wrinkling instabilities and cracking of the tube [31].
The progresses in numerical computation permit to get a useful insight into the mechanism involved in the deformation process and the resulting material state. For instance, the implementation of the hardening law into material properties makes possible further analyses on the residual stresses and the plastic strains resulting from the process. Particularly sensitive to these aspects is RDB, which permits to bend tubes along narrow curvatures offering high level of precision and accuracy, this method becomes impractical for large curvatures. On the contrary, roll bending offers a wider range of achievable curvatures, although the tool set-up may be a difficult task to deal with. Furthermore, the prediction of the final shape of workpiece remains a cumbersome problem to face, mainly because of the complicated loading conditions. The incremental nature of the roll bending makes difficult to adjust and measure a manufactured part while the process is in progress [12].
Motivation and structure of the work
In light of the above described advantages and drawbacks, the Roll Bending might be combined with RDB to obtain profiles of nearly any shape. Unfortunately, to our best knowledge, the combination of the two aforementioned tube-bending processes has not been investigated in the technical literature yet. In our previous work [32], we undertook a systematic investigation of RDB applied to rectangular tubes by exploiting a FE simulation of the process. The interesting variant of this method consists in the utilization of a novel parallelepiped elastic mandrel that has been demonstrated to be a quite promising solution for preventing the section from collapsing.
In this work, we extend the numerical simulations done in [32] to the three-roll push bending plus twisting (TRPBT) of rectangular tubes. For this purpose, tubes are subjected to different combinations of these forming processes and then measured using a Coordinate Measuring Machine (CMM). The results are used to validate the FE simulation of the forming methods. In addition, TRPBT and RDB are sequentially combined to fabricate a twisted S-shaped tubular mock-up, representative of a complicated constructive detail of the frame of a tractor cockpit. The mechanical response of the part is experimentally characterized through an instrumented full-scale compression test. Experimental data in terms of tube shape and load-vs.-displacement record are used to validate the capability of the FE model to reproduce both the manufacturing process and the in-service structural behavior. Particular care is taken in transferring into the FE structural analysis strain hardening and residual stresses induced by the forming process with the aim of analysing their influence on the mechanical response of the part.
Experimental material and procedures
Sample preparation
The experimentation is performed on tubes of rectangular cross-section illustrated in Fig. 1. The major part of the tests is carried out on tubes made of construction steel S235JR whose mechanical properties were characterized via monotonic tensile tests [32]. Specifically, small tensile samples were extracted from the tube wall to obtain tensile curves. It was evident that the material shows fairly low strain hardening.

Cross-section of the rectangular tube; the tube can be bent in Easy Way (a) or Hard-Way (b) for Rotary Draw Bending
These tubes are produced through forming flat rolled sheets into tubular shapes and welding into solid wall tubing. Ancellotti et al. [32] reported that the welding seam (Fig. 1) displays locally a higher strength with respect to the base material. The local change in mechanical properties produced by welding was characterized through microhardness measurements. The microhardness profile exhibits a sudden increase from 160 HV0.5 in the base material (BM) up to 280 HV0.5 in weld metal (WM), apparently due to the rapid cooling (and resulting quenching) experienced by the material after welding. Starting from these observations, the local mechanical properties of the welding seam were implemented into the model and, consequently, a significant improvement of its accuracy was seen. The mechanical properties of the weld material were estimated by scaling the yield stress σy with respect to the local microhardness, since the yield stress σY is nearly proportional to the hardness HV. For this purpose, the following equation was exploited:
where σyBM and σyWM are the yield stress of base and weld material, respectively, and HVBM and HVWM are the hardness of base and weld material, respectively.
In this paper, we explore also the capability of the numerical models to deal with different materials by testing a small fraction of tubes made of austenitic stainless steel AISI 316. Its mechanical properties are quantified through tensile tests, whose results are shown in Fig. 2 and listed in Table 1. Given the low hardenability of this material, there was no necessity to account for local variation in mechanical properties in the vicinity of the weld seam.

Curve stress-strain for the stainless and S235JR construction steel
Rotary draw bending
Rotary draw bending (RDB) tests have been performed using a CNC machine specifically tailored for this purpose. The tube can be bent both “hard way” or HW (about y–y axis) and “easy way” or EW (about x–x axis), see Fig. 1. In the present work, only hard way is considered. RDB consists of a “clamp die” (CD) clamping the tube against the rotating “bending die” (BD); the BD rotates about the principal rotation axis forcing the tube to assume the curvature of the groove of the bending die with radius R0 equal to 98 mm. This groove is engineered for the specific tube section and the bending direction (EW or HW). During the forming process, the pressure-die is continuously pressed on the outer tube-wall so as to avoid any normal relative motion each other and advances in concordance with the motion of the workpiece. In this way, the drag occurring during bending and wall thinning on the external wall is alleviated, resulting in less tendency to tube galling and marking. The rear side of tube is supported by a “booster” that assists and controls the tube advancing. The tube slides on a “wiper” made up of bronze that reduces the wrinkling phenomenon and sectional distortions of inner tube-wall prior to bending. In order to prevent the wrinkling and section collapse, a parallelepiped elastic mandrel is adopted. To carry out the RDB, specific motions are imposed to linear and rotary actuators of the CNC machine so as to obtain the target bending angle of 90°. Usually, adding a small overbending compensates the springback. Further details can be found in [32].
Three-roll-push-bending plus twisting
The three-roll push bending plus twisting (TRPBT) allows the bending of tubes according to arbitrary 3D bending contours. The CNC machine, utilized for RDB in [32], is tailored for TRPBT following the tool set up depicted in Fig. 3. It consists of a fixed main (A) and a mobile slave roller (B) constrained to the former. The roller B, whose rotation axis is parallel to those of A, and the roller C are fixed on an arm, rotating about the same axis of A, as shown in Fig. 4. An angular actuator, operating under displacement control, produces the angular displacement θ of B. The rear side of the tube is constrained to a booster, which pushes the tube forwards. The position of the booster along z-axis is ub and its velocity v is 324 mm/s.

Tool set-up for the Three-Roll-Push-Bending-Twisting: (a) front-view schematic drawing (dimensions are in mm), (b) photograph of the tools (c) top-view schematic drawing defining HS and the curvature of twisting Rtws and (d) assonometric view defining surfaces St and Sr

Tool set-up for the Three-Roll-Push-Bending-Twisting with a description of the kinematic of the tools; (a) front- and (b) assonometric-view of the tube approaching the rollers; (c) front- and (d) assonometric-view of the tube during the forming process. The rollers impose a theoretical curvature Rc but it differs from the effective one Rc,eff because of springback. See (c)
The tube is forced to pass through a system of rollers that are free to rotate about their centres. In the setting phase, the tube is approaching the rollers. Two holding rollers support the upstream part of the tube preventing undesired deformations in the zone that has not been deformed yet. After the tube has passed through the two rollers, the roller B moves about the rotation axis of A according to an angular displacement θ, as shown in Fig. 4, causing the curvature of the tube. The distance between the A and B is kept constant. Up to this point, the tube keeps going forward while the rollers remain fixed. The value of θ determines the curvature on the plane x-z, illustrated in Fig. 4.
From the knowledge of θ, it is possible to evaluate the theoretical curvature Rc that the tool set-up should impose. The analytical procedure is based on finding the radius of the circle tangent to both rollers A and B, and having the centre lying on the x-axis. A more detailed analysis is reported in [13]. However, the springback induces effectively a greater curvature Rc,eff with respect to the theoretical one Rc, as shown in Fig. 4.
Successively, the tube is deformed by the twisting roller, inducing a curvature Rtws on the plane y-z, see Fig. 3. The twisting can be set up by adjusting the position HS of the twisting rollers. For HS = 0 the twisting roller is tangential to the tube profile and twisting is not produced. The trajectories of tools, for each sample, are summarized in Fig. 5. 14 samples made of S235JR have been obtained for different values of the process parameters. In order to test the transferability of the proposed model to other materials, an additional sample of stainless steel with same cross section has been manufactured.

Trajectories of the tools involved in TRPBT forming procedure. Displacement of booster ub, showed in (a) (b), denotes the linear position of the tube. Angular position θ of roller B is plotted in (c) and (d); Ref. Fig. 4a
The shapes of the samples obtained by experimental tests are acquired using a CMM. The measured profiles of the tubes will be compared with those estimated by the numerical analysis. The curvature Rc,eff is evaluated as the curvature of the external surface Sr of wall-tube in contact with the roller B on the plane x-z, as shown in Fig. 4. The twisting curvature Rtws is obtained by measuring the curvature of surface St, shown in Fig. 3, of the wall-tube in contact with the twisting roller on plane y-z, as shown in Fig. 3. Table 2 summarizes the experimental results for the different combinations of process parameters in terms of sample curvatures.
Evaluation of curvature radius
Determining the curvature from both experimental and numerical coordinate-points-data is not an easy task to deal with. The same principle, explained in this section, is utilized both for CMM-measurement and for nodal solution of FE model. We realize that curvature is not expected to be uniform throughout the tube and displays large values of variance, as reported in the aforementioned literature [3] [4]. Nevertheless, the curvature is assumed constant throughout the bending process for the sake of simplicity. Such approximation is deemed reasonable as a first approach to the problem, also considering that the numerical model does not capture real non-homogeneities of the profile. However, further improvements in these analyses are foreseen in the near future.
As a first step, the measured profile is moved and rotated so as to obtain the best overlapping with those calculated. The feasible roto-translation parameters are found by an iterative MatLab script, based on the function fminsearch, with the target of minimizing the sum of all distances of the measured points from their respective surface mesh.
To evaluate the curvature Rc,eff, all the measured or evaluated points lying on the external surface Sr are firstly projected on the plane x-z. Successively, an ad-hoc MatLab script is used to search the point p0 on the same plane whose variation of all distances from the other projected points pi is minimized. Such point corresponding to the curvature centre is retrieved by the same function fminsearch operating in the bivariate space (x,z) as shown in the following equation:
From a geometrical standpoint, the algorithm looks for the circumference interpolating the points in exam. Then, the curvature radius is evaluated as the average distance of p0 from all points pi. The same principle is applied for the twisting curvature Rtws on the plane y-z.
Forming of the S-shaped tubular mock-up
The rectangular cross-section tube is usually exploited to fabricate structural elements applied in vehicle frames. We devised an S-shaped tubular mock-up, displayed in Fig. 6, as representative of such automotive components. Its shape has been obtained by performing first TRPBT for a length of 910 mm with the process parameters listed in Table 3 (which are the same as sample 10) and then RDB with bending angle equal to 90°.

Tube “S”: (a) side- and (b) front schematic view. c Photograph of the tube during coordinates measurements
In view of the application of the S-shaped mock-up as a supporting element, a compression load test has been devised to quantify the load-displacement response. Figure 7 shows the set-up of the compression test. Two pins constrain the two opposite ends of the tube. Pin 2 is attached to the testing frame, whereas, pin 1 is attached to an actuator that imposes vertical displacement uz along the z-axis passing through the two points of the pins. A load cell is interposed between the actuator and the pin 1 in order to measure the applied vertical reaction force F. Also the displacements ux and uy, along x and y, of the section m-m are measured.

Set-up of the compressive test; (a) front- and (b) side schematic view
Numerical simulations
Rotary draw bending model
An FE model of the rotary draw bending (RDB) has been already set up, in Abaqus CAE environment, and validated in our previous work [32]. It represents an approximated modelling of the draw-bending machine tools interacting with the workpiece, whose material properties reflects those presented in the previous section. In view of the small thickness of tube-walls with respect to the tube dimensions, the workpiece was discretised with four-node shell elements (S4R). Also the tools are modelled with shell elements, except for the cylindrical support, the pressure die, the clamp die, and the mandrel, that are meshed with linear brick eight-node element (C3D8R). The wiper is modelled as an ideal undeformable shell. The stiffness of the tools is imposed infinite (rigid-body constrain), given the higher compliance as compared to those of the workpiece. Conversely, the plastic mandrel has been modelled as a body having linear elastic behaviour, whose Young modulus is those typical of extruded polyamide 6. The contact conditions are implemented with friction coefficient equal to 0.1, except for the contact clamp-die-tube, which is imposed infinite (rough contact). The numerical simulation runs according to dynamic explicit time integration, enforcing the mass scaling approach in order to improve the computational efficiency.
Model of three-roll-push-bending plus twisting
Aim of the present work is to devise a numerical model able to predict shape and mechanical behaviour of formed tubes with satisfactory accuracy, in a reasonable time and using computational resources within reach of the majority of companies working in the tube-forming branch. Given the industrial context in which the present work was developed, an acceptable and realistic accuracy target was set at 10%.
The FE element model of TRPBT displayed in the Fig. 8, is devised in ABAQUS [33] –in dynamic explicit simulation environment - and it is an approximation of the real tool set-up. To this regard, we have adopted the same philosophy as the previous model of RDB in [32], where a good trade-off between computational efficiency and accuracy was achieved by setting the “Global Mass Scaling” equal to 10,000.

FE model of TRPBT, sample 10
In view of the small ratio between the thickness of the tube and the remaining dimensions, approximating the workpiece as shell elements is reasonably and computationally efficient. In fact, the exploitation of brick elements would imply an increment in computational heaviness, accompanied by more numerical instabilities. Obviously, shell elements cannot capture the stress concentration and local deformation occurring at the junctions between the tube walls. Nevertheless, they provide a satisfactory representation of the macroscopic geometry and the global deformation process of the tube, namely the main targets of the present work. Consequently, the tube is discretized using four-node linear shell element (S4R) that enforces a Mindlin–Reissner type of flexural theory, characterized by reduced integration scheme, and hence suitable for large-strain analyses. The optimal shell size set equal to 1x5mm and the longest side of each element is parallel to the tube principal axis. The shell element thickness is imposed to be entirely in the interior of the tube and, thus, the nodes are representative of the external surface.
Material constitutive properties are implemented considering the results of the tensile tests. The material model is formulated on the basis of the Hill yielding criterion with an isotropic hardening rule. The mechanical properties of the welding seam are inferred from microhardness tests and implemented in the FE model according to the procedure illustrated in "Model of three-roll-push-bending plus twisting" section.
The rollers as well are modelled with shell elements but are regarded as rigid bodies (with infinite stiffness so as to reduce the computational cost) because their compliance is very low in comparison with that of the workpiece. The “General contact” with “Hard-Contact” is enforced in the model. For the sake of computational lightness, we have assumed that the cylinders can freely rotate about their centre and their contact with the workpiece is assumed frictionless. A careful reader may object that this assumption leads to oversimplify the simulation of the forming process, as, in a real machine tool, the cylinders are not completely free to rotate. Furthermore, the high contact pressure tool-workpiece may induce tangential frictions forces that may affect the final shape. To this regard, Vatter [12] and Plettke [34] demonstrated the significant role exerted by friction and proposed to account for it through a Coulombian model wherein the friction coefficient along the tangential direction is taken equal to 0.25. In order to ascertain the impact of this phenomenon on the forming process under exam, two simulations of TRPBT applied to the “S” shaped tube were carried out imposing the operating parameters listed in Table 3. In the first one, the friction coefficient is null, whereas, in the second one, it is set at 0.25, as in [12]. The evaluated curvature Rc,eff resulted 921 mm for the frictionless model and 904 mm for the other one. The twisting curvature Rtws decreased from 2173 mm down to 2073 mm. As a result, the relative deviations of Rc,eff and Rtws were 1.8% and 4.6%, respectively. As these values are well below the accuracy target set for these preliminary investigations, we deemed reasonable to neglect the effect of roller friction for the sake of computational lightness, postponing the study of this phenomenon to future works.
The roller B is constrained to A by a spherical-joint element, which allows the centre of B to rotate about that of A, keeping the same relative distance. Initially, the roller C was directly attached to the cylinder B through a rigid beam element, in agreement with the real set-up the tool machine. See Fig. 9. But, in view of the compliance of the tool machine that produces significant deformation of the twisting roller (see Fig. 10), springs elements have been interposed, as shown in Fig. 9. These spring elements of stiffness k permit only translation of the roller C along the y direction, and proved to improve the agreement of the numerical results with the experimental measures. Also many works in the literature, such as those of Vatter [12], Hagenah [13], Engel [22] and Kersten [23], regard this approach as reasonable. In fact, looking at Fig. 10, it can be noticed that curve Rtws v.s. HS with θ = 0° does not fit the experimental points if the stiffness of springs elements is infinite. But, by imposing a lower value of k, the predicted outcomes tend to get closer to the experimental points. The optimal value of k = 1.16•106N/mm was found through an iterative procedure. It is, thus, clear that bending via TRPBT is strongly sensitive to the tool machine compliance.

Definition of the spring elements for the twisting roller, to take in account the compliance of the machine

Deformation of the twisting roller due to compliance of tools set up: photograph before (a) and during (b) the forming process. c Effect of stiffness k on the predicted trend of twisting radius Rtws against HS in the FE model (Rc = ∞)
Results and discussions
Validation of the model three-roll push bending plus twisting
In this section, the validation of the TRPBT model will be discussed. By means of the MatLab script discussed in Section 2.4, the tube curvature is estimated from the CMM measurements along with their deviation from the numerical simulations.
Table 4 compares the curvatures of the surfaces Sr and St predicted by FE model and acquired by the measurements. The relative deviations of curvature radii are expressed as:
where Rnum and Rexp are the curvature radius numerically predicted and experimental, respectively.
The distance of each CMM-point piCMM from the 3D surface evaluated by FE model is extracted in the following way. First, such numerical surface is reconstructed by interpolating FEM-points belonging to the tube-wall-surface on which the point piCMM lies. The interpolation is achieved via a third degree polynomial regression. Subsequently, the desired distance is that between piCMM and its perpendicular projection on the shell surface. μ and σ represents, respectively, the average and the standard deviation of the distances between the measured points and the corresponding surface of the deformed mesh.
In Fig. 11, the comparison is extended also to the tube cross-sections, proving the satisfactory validation of the numerical model.

Comparison between the evaluated and measured profile of the tube cross-sections taken at three longitudinal locations
Observing the trend of the curvature radius related to the operating parameters θ and HS, the addition of a small twisting component HS increases remarkably the roll bending curvature Rc,eff, with respect to the cases where HS = 0. By performing only the twisting (θ = 0°), a larger twisting curvature is produced compared with that produced by combining roll bending and twisting together.
Then, the same simulation has been carried out for the stainless steel sample implementing the proper material characteristics and imposing the tool trajectories shown in Fig. 5, which correspond to Rc = 900 mm and HS = 6.5 mm. Looking at Table 4, it is evident that, for the majority of the forming configurations, the FE model gives acceptable predictions for the surface Sr compliant with the accuracy threshold set at 10% for almost all configurations. But, considering the curvature of the surface St, the half of those combinations deviate from the experimental measurements to a larger extent. These discrepancies for twisted surface St could be attributed to the fact that predicting curvature resulting from the twisting component is quite challenging, as it is strongly susceptible to small variations of the real position of the twisting roll, which was found to have lower repeatability than that of the tools used for the remaining forming operations. Furthermore, the high magnitude and the variability in the actual twisting curvature throughout the tube could strongly comprise the accuracy of these measurements. We are aware of the limitations of the present approach (already discussed in the previous sections), which must be regarded as a preliminary attempt to simulate a complex forming process that, to our best knowledge, has not been investigated yet. A better understanding of the reasons for such discrepancies will offer matter for future improvements.
Model of the S-shaped tubular mock-up
The FE model of the above-described forming processes is now used to simulate the fabrication of the S-shaped mock-up. The tube model is analysed in three sequential simulations: TRPBT and two steps of RDB; at the end of each simulation, the model of the deformed tube is stored in the ODB file, which is then imported into the next simulation. In this operation, not only the mesh but also all the nodal information in terms of hardening, plastic strain, residual stress, mass, displacement, velocity is recovered by imposing a “predefined field” (an initial state boundary condition in ABAQUS). The reader is referred to the software manual [33] for further detail. Between two successive dynamic simulations, a static simulation is performed in order to eliminate residual velocities and inertial forces, which can be source of errors and numerical instabilities (the different boundary conditions from two different models could conflict each other). After obtaining the final mock-up, both the final geometry and its material properties (hardening, plastic strain, residual stresses) are recovered in a successive simulation to reproduce the compression test. The entire numerical procedure is summarized in the flowchart depicted in Fig. 12.

Modelling of Tube “S”: flowchart; the models of RDB and TRPBT are sequentially combined
Figure 13 compares numerically predicted and measured profiles of the S-shaped mock-up. Table 5 reports the curvature radii estimated both from measurements and numerical model. Once again, the validity of the FE model is confirmed, as 5 out 6 curvature radius values are well below the accuracy threshold. The larger discrepancy for RRDBint,2 may be imputed to the difficulty in estimating the curvature radius, as both numerical model and experiments indicate the onset of wrinkling in the inner flange of the tube undergoing high compressive stresses.

Tube mock-up “S”: Comparison between measured and numerical profiles. The red points represents the edges of the final meshed, whereas, the measured points have been plotted with colour scaled in relation to their deviation (or distance) from the mesh-surfaces. 3D visual of the whole tube (a), view of portion undergoing TRPBT on the ZX- (b) and YZ-plane (c); curvatures obtained via RDB (d) (f)
Until now, the comparison has shown only the capability of the FE analysis to predict correctly the final geometry of the workpiece. In the next section, the distribution of residual stresses, strain hardening and plastic deformations in the mock-up will be further discussed.
Structural analysis and full-scale compression test
A correct prediction of the structural response of the mock-up under in-service loading conditions may require the estimation of the strain hardening and residual stresses distribution after the manufacturing process. For this purpose, the residual stress and the plastic strain field - after the manufactured workpiece is unloaded - are extracted from the FE model and shown in Figs. 14 and 15.

S-shaped tube mock-up. f and g residual stresses distribution in terms of Von Misses equivalent stress (c) and (d) accumulated plastic strain in the zones bent via RDB,. a, c, f bottom view, b, d, g top view. In (b) the welding seam is highlighted

Variation of residual stresses (a–b) and plastic strain (c-d) along path-1 (f) and − 2 (g) are plotted after the completion of the forming process. Path-2 follows the welding seam. e stress tensor orientation, S11 is aligned with the longitudinal direction
Fig. 15 illustrates residual stresses and plastic strain –after the manufacturing process - measured along two paths (path-1 and path-2) running along the two opposite tube walls of minor width. Such walls have been selected because are expected to undergo larger strains than the lateral walls. In particular, path 2 runs along the welding seam. Tube portions undergoing RDB (RDB1 and RDB2) and TRPBT are indicated and marked in colour in Fig. 15. Stress components S11 and S22 denote in-plane normal stresses along the longitudinal and transversal direction, respectively, while S12 is the in-plane shear stress component. It can be noted that the two RDB forming operations introduces higher residual stresses (around 300 MPa) and plastic strains (of about 22%) than TRPBT owing to the shorter curvature radius. In particular, the tube portion RDB2 displays on the inner flange (path 2) the largest tensile residual stresses, especially along the longitudinal direction. In the tube portion subject to TRPBT, the material has been stretched predominately in tension and stresses and plastic strains are more homogeneously distributed.
From the previous discussion, it is reasonable to argue that the in-service mechanical response of the component is influenced by the stress-strain history experienced during the forming process. To further investigate this issue, the mock-up is subjected after manufacturing to an instrumented destructive compression test. The experimental layout is depicted in Fig. 16a. The outcomes of the experimental test are interpreted by comparison with an FE simulation of the compression test. For this purpose, the numerical model of the tube is recovered and exploited for the simulation, reproducing the same loading conditions shown in Fig. 16b. To highlight the effects of the loading history experienced by the mock-up during the forming process, two different FE analyses have been performed: the former (FEMstress) takes into account the residual stresses, plastic strain and hardening accumulated during the fabrication process, the latter (FEMvirgin) assumes the material as virgin.

Compressive test: experimental evidence (a) and FE simulation (b)
Special attention deserves the description of the boundary conditions imposed to the FE model reproducing the compression test depicted in Figs. 7 and 16. Theoretically, the pin constraints imposed at both tube ends should prevent all degrees of freedom except for the rotations about the y-axis. However, it has been noted during the execution of the experimental test that the large clearance between hole and pin as well as plastic deformations due to the contact tube-pin make the actual constraints less effective in preventing rotations about the y- and x- axis and displacement along the y-axis. Therefore, to better reproduce the actual kinematics of the constraints, which plays a crucial role in determining the onset of buckling, the nodes of the tube FE model in contact with the pin are connected via MPC rigid beam elements to a common node, hereinafter denoted as “control-node”, as shown in Fig. 17. The control node associated to the pin 2 is adequately constrained allowing only relative rotations about y- and x- axes as well as displacement along the y-axis. The same constrain is imposed for the upward pin 1 without inhibiting the displacement along the z-axis. Finally, since the loading direction, due to unpredictable mounting errors and clearances, inevitably deviates from the nominal one, which should coincide with the tube z-axis, the FE model parametrically explores the effect of small deviations of the real loading axis from the nominal one in order to identify the loading direction that minimizes the deviation of the numerical load-vs-displacement curve from the experimental one.

a and b are a representation of the degrees of freedom of the pins and (c) is a scheme of the boundary conditions (MPC) applied in the model to simulate the pin
Figure 18 show the comparison between the numerical and experimental curves of the reaction force F and the displacements ux, uy as a function of z-displacement along the loading-axis. The following relationships are proposed to quantify the deviation between numerical and experimental curves shown in Fig. 18.
where F, ux, and uy represent the variation of compressive force, x and y displacement, respectively as a function of the imposed z displacement. The subscripts “num” and “exp” denote the numerical and experimental value, respectively. The relative deviation indices expressed by Eq. (4) are listed in Table 6.

Compressive test with numerical results and experimental ones: a reaction force, b ux displacement, c uy displacement vs z-displacement along the loading-axis (ref. Fig. 7); in the model FEMstress the residual stress and accumulated strain stresses from the previous process phases are considered, on the contrary these aspect are not taken in account in the model FEMvirgin
Looking at Fig. 18a, it can be noted that the experimental record displays an initial rising behavior followed by a peak in force and a final reduction of the load-bearing capability. As documented by the photograph of the experimental setup shown in Fig. 16, the loss of strength exhibited by the structure is due to elastic-plastic buckling localized in the external flange of the second portion of the tube subject to RBD (RBD2), presumably because this is the tube part more eccentric with the respect to the loading axis and, thus, more prone to fail by buckling. It is interesting to observe that the FE simulation of the compression test is able to satisfactorily reproduce the buckling phenomenon and the overall displacement field if the actual material conditions are implemented in the numerical model. Conversely, if the numerical model does not incorporate the forming load history (FEM virgin in Fig. 18), the load-bearing capability of the structure is significantly underestimated and the tube displacements differ to a larger extent from the experimental ones. This fact is evident looking at the deviation indices listed in Table 6. Taking into account the load history experienced by the tube during forming improves significantly the accuracy of the FE structural analysis. In this way, the maximal magnitude of compressive load, which is crucial to assess the mechanical resistance, is accurately estimated with a relative error of 0.3%. It is possible that strain hardening and tensile residual stresses acting on the outer flange of RBDS (see residual stresses mapped along path 2 in Fig. 15) contribute to the buckling resistance of the mock-up. A careful reader would doubt the actual capability of the numerical to reproduce the mechanical response of the structure by observing discrepancies in the initial slope of the load-vs-displacement curve and in the post-buckling behavior. The former inconsistency is likely due to the fact that the compliance of testing frame and fixtures has not been incorporated into the FE model. The latter one reflects the difficulty of numerical models to predict the evolution of the bucking phenomenon after the first localized instability has taken place. On one hand, this demonstrates that more sophisticated FE models are necessary for a more accurate prediction of the structural response. On the other one, the present FE simulation demonstrates the importance of the forming loading history in dictating the in-service behavior of tubular frames and proved to be adequate to get a clear idea on the limits of the component in terms of load capacity.
Conclusions
The main goal of the present paper was to assess the influence of the fabrication loading history on the mechanical response of a tubular structure. For this purpose, a mock-up, representative of a complicated constructive detail of the frame of a tractor cockpit, was fabricated through sequential combination of three-roll push bending plus twisting and rotary draw bending and then tested through an instrumented compression test. A virtual system based on explicit dynamic FE analyses has been set up to simulate the whole manufacture process and the compressive test. First, the simulation accuracy of the forming process has been evaluated through an experimental campaign aimed at detecting suitable geometric parameters of the tubes obtained under different combinations of the forming processes using a Coordinate Measuring Machine (CMM). In the majority of cases, the virtual system provided geometrical predictions with accuracy below 10%, which is deemed to be acceptable in the industrial context in which the work has been devised. Then, the virtual system has been used to predict the structural behaviour of the tubular mock-up. It was found that incorporating the effect of residual stresses and hardening introduced by the forming process significantly improves the prediction accuracy of the structural behaviour. Indeed, the estimation of the buckling load is affected by a relative error of 0.3%, when the aforementioned effects are included, while the error increases up to 11%, when they are neglected. This outcome constitutes an important caveat for structural analyst engineers, who are often tempted in the industrial context to neglect the influence of the past manufacturing history on the structural response of mechanical components.
Despite these undeniable achievements, there are still some unexplored issues (roller friction, 3D effects not captured by shell elements, variable curvature of the tube, etc.), which may be regarded as source of inaccuracy of the proposed virtual system, particularly evident in the prediction of some forming configurations and that will be matter of future investigations. Furthermore, it would be worth of interest to measure the residual stresses in the mock-up and, then, comparing them with those extracted from the FE model. In this way, a further experimental confirm of the actual role of loading history in determining the mechanical properties could be achieved.
References
Erman Tekkaya A, Ben Khalifa N, Grzancic G, Hölker R (2014) Forming of lightweight metal components: need for new technologies. Procedia Engineering 81:28–37, ISSN 1877-7058. https://doi.org/10.1016/j.proeng.2014.09.125
Tekkaya AE, Homberg W, Brosius A (2015) 60 excellent inventions in metal forming. Springer Vieweg, 2015. https://www.springer.com/gp/book/9783662463116. Accessed May 2018
Kleiner M, Geiger M, Klaus A (2003) Manufacturing of lightweight components by metal forming. CIRP Ann Manuf Technol 52(2):521–542, ISSN 0007-8506. https://doi.org/10.1016/S0007-8506(07)60202-9
Chatti S, Kleiner M (2007) Manufacturing of profiles for lightweight structure. AIP Conference Proceedings 907:584
Jeswiet J, Geiger M, Engel U, Kleiner M, Schikorra M, Duflou J, Neugebauer R, Bariani P, Bruschi S (2008) Metal forming progress since 2000. CIRP J Manuf Sci Technol 1(1):2–17, ISSN 1755-5817. https://doi.org/10.1016/j.cirpj.2008.06.005
Yang H, Li H, Zhang ZY, Zhan M, Liu J, Li G (2012) Advances and trends on tube bending forming technologies. Chin J Aeronaut 25(1):1–12. https://doi.org/10.1016/S1000-9361(11)60356-7
Vollertsen F, Sprenger A, Kraus J, Arnet H (1999) Extrusion, channel, and profile bending: a review. J Mater Process Technol 87(1-3):1–27
Neugebauer R, Drossel WG, Lorenz U, Luetz N (2002) Hexabend—a new concept for 3D-free-form bending of tubes and profiles to preform hydroforming parts and Endform space-frame-components. Advanced Technology of Plasticity (JSTP) 2:1465–1470. https://www.tib.eu/en/search/id/BLCP%3ACN049986403/Hexabend-A-New-Concept-for-3D-Free-Form-Bending/
Murata M, Kuboti T, Takahashi K (2007) Characteristics of tube bending by MOS bending machine, proc. of the 2nd Int. Conf. On new forming technology. Bremen, Germany, pp 135–144
Flehmig T, Kibben M, Kühni U, Ziswiler J (2006) Device for the free forming and bending of longitudinal profiles, particularly pipes, and a combined device for free forming and bending as well as draw bending longitudinal profiles, particularly pipes (2006), Int. patent with application no. PCT/EP2006/00252, published on 28.09.2006
Geiger M, Sprenger A (1998) Controlled bending of aluminum extrusions. Annals of the CIRP 47(1):197–202
Peter H (2013) Vatter, Raoul Plettke, process model for the Design of Bent 3-dimensional free-form geometries for the three-roll-push-bending process. Procedia CIRP 7:240–245 ISSN 2212-8271
H. Hagenah, D. Vipavc, R Plettke, M. Merklein, “Numerical model of tube freeform bending by three-roll-push-bending”, 2 International Conference on Engineering Optimization, September 6–9, 2010, Lisbon, Portugal
Y.X. Zhu, Y.L. Liu, H. Yang, H.P. Li, (2013) Improvement of the accuracy and the computational efficiency of the springback prediction model for the rotary-draw bending of rectangular H96 tube. Int J Mech Sci, Volume 66, January 2013, Pages 224–232, ISSN 0020-7403, https://doi.org/10.1016/j.ijmecsci.2012.11.012
Zhu YX, Liu YL, Li HP, Yang H (May 2013) Springback prediction for rotary-draw bending of rectangular H96 tube based on isotropic, mixed and Yoshida–Uemori two-surface hardening models. Mater Des 47:200–209, ISSN 0261-3069. https://doi.org/10.1016/j.matdes.2012.12.018
Song F, He Y, Li H, Zhan M, Li G (October 2013) Springback prediction of thick-walled high-strength titanium tube bending. Chin J Aeronaut 26(5):1336–1345, ISSN 1000-9361. https://doi.org/10.1016/j.cja.2013.07.039
Shen Zhang, Jianjun Wu, “Springback prediction of three-dimensional variable curvature tube bending”, Advances in Mechanical Engineering Vol 8, Issue 3, March-08-2016, doi:https://doi.org/10.1177/1687814016637327
Yang M, Shima S (1988) Simulation of pyramid type three-roll bending process. Int J Mech Sci 30(12):877–886, ISSN 0020-7403. https://doi.org/10.1016/0020-7403(88)90071-9
Hardt DE, Roberts MA, Stelson KA (1982) Closed-loop shape control of a roll-bending process. ASME. J. Dyn. Sys., Meas. Control 104(4):317–322. https://doi.org/10.1115/1.3139715
Yu TX, Johnson W (February 1982) Influence of axial force on the elastic-plastic bending and springback of a beam. J Mech Work Technol 6(1):5–21, ISSN 0378-3804. https://doi.org/10.1016/0378-3804(82)90016-X
Gerlach C (2010) Ein Beitrag zur Herstellung definierter Freiformbiegegeometrien bei Rohren und Profilen [A Contribution to the Manufacturing of Tubes and Profiles with Free Form Bending Geometries]. Shaker Verlag, Aachen
Engel B, Kersten S (2011) Aanalytical models to improve the three-roll-pushbending process, Steel research international, pp. 355–360
Kersten S (2013) Prozessmodelle zum Drei-Rollen-Schubbiegen von Rohrprofilen [process models for three-roll push bending of tubes]. Shaker Verlag, Aachen
Staupendahl D, Becker C, Tekkaya AE (2015) The impact of torsion on the bending curve during 3D bending of thin-walled tubes - a case study on forming helices. Key Eng Mater 651-653:1595–1601
Merklein M, Hagenah H, Cojutti M (2009) Investigations on three-roll bending of plain tubular components. Key Eng Mater 410-411:325–334
Shim D-S, Kim K-P, Lee K-Y (October 2016) Double-stage forming using critical pre-bending radius in roll bending of pipe with rectangular cross-section. J Mater Process Technol 236:189–203, ISSN 0924-0136. https://doi.org/10.1016/j.jmatprotec.2016.04.033
Chatti S, Hermes M, Tekkaya AE, Kleiner M (2010) The new TSS bending process: 3D bending of profiles with arbitrary cross-sections. CIRP Ann Manuf Technol 59(1):315–318, ISSN 0007-8506. https://doi.org/10.1016/j.cirp.2010.03.017
Hermes M, Chatti S, Weinrich A, Tekkaya AE (2008) Three-dimensional bending of profiles with stress superposition. Int J Mater Form 1(Suppl 1):133. https://doi.org/10.1007/s12289-008-0009-0
Liu KX, Liu YL, Yang H (2013) An analytical model for the collapsing deformation of thin-walled rectangular tube in rotary draw bending. Int J Adv Manuf Technol 69(1-4):627–636. https://doi.org/10.1007/s00170-013-5042-6
Zhan M, Yang H, Huang L (2006) A numerical-analytic method for quickly predicting Springback of numerical control bending of thin-walled tube. J Mater Sci Technol 22(5)
Yang H, Jing Y, Mei Z, Heng L, Yongle K (June 2009) 3D numerical study on wrinkling characteristics in NC bending of aluminum alloy thin-walled tubes with large diameters under multi-die constraints. Comput Mater Sci 45(4):1052–1067, ISSN 0927-0256. https://doi.org/10.1016/j.commatsci.2009.01.010
Ancellotti S, Benedetti M, Fontanari V, Slaghenaufi S, Tassan M (2016) Rotary draw bending of rectangular tubes using a novel parallelepiped elastic mandrel. Int J Adv Manuf Technol 85(5-8):1089. https://doi.org/10.1007/s00170-015-8000-7
Analysis User's Manual ABAQUS (2012) Version 6.11. In: Simulia
Plettke R, Vipavc D, Vatter PH (2011) Influence factors of three-roll-push-bending. Tekkaya, A.E. (Hrsg.): Proceedings of the 1st international tube and profile bending conference/4th DORP 2011- Dortmunder Kolloquium zum Rohr- und Profilbiege, S. 131–135
Acknowledgements
This work was financially supported by the Autonomous Region of Trento (Italy), within the research project SOLCO under the supervision of CRF (Centro Ricerche Fiat). The authors gratefully acknowledge BLM Group s.p.a (Cantù, CO, Italy) for performing bending tests. Furthermore we express our gratitude to Dr. Nicolò Corsentino (University of Trento) for CMM measurements and to Daniel Stimpfl for his precious contribute to the development of the FE model.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
This study was founded by the Autonomous Region of Trento (Italy), within the research project SOLCO. Each author declares that they have no conflict of interest and all investigations were conducted in conformity with ethical principles of research. The present work is the result of collaboration with CRF within the aforementioned research project. The company CRF has allowed this publication.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Ancellotti, S., Fontanari, V., Slaghenaufi, S. et al. Forming rectangular tubes into complicated 3D shapes by combining three-roll push bending, twisting and rotary draw bending: the role of the fabrication loading history on the mechanical response. Int J Mater Form 12, 907–926 (2019). https://doi.org/10.1007/s12289-018-1453-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12289-018-1453-0