
Abstract
A novel method using special featured tools is proposed for double-sided incremental hole-flanging (DSIHF), which can perform successful hole-flanging in one-step due to the globally cumulated deformation mode. Tools with complementary-shape section curves are used to constrain the material flow for better part geometry. The proposed method has been verified by two cases: an axisymmetric circular flanging and an asymmetric clover flanging. Experimental results demonstrate that the new method is feasible for flanging of complex shapes with simplified tools, reduces processing time and improves geometric accuracy. Moreover, numerical simulations were conducted to show that the proposed method has a different deformation mode compared with the conventional incremental forming. Specifically, the circumferential strain becomes the dominant strain, and its value depends on the in-plane curvature and the distance from the part edge.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Incremental sheet forming (ISF) is a flexible manufacturing process that does not require dedicated tooling [1]. With a versatile forming tool moving against the peripherally clamped blank, the part is formed locally and incrementally to the desired geometry. Hole-flanging is a typical process widely used to attach tubes or enhance the part’s stiffness. Hole-flanging by ISF is more rapid and economical, especially for prototyping and low-volume production.
Incremental hole-flanging (IHF) has been investigated with a major focus on process flexibility, formability, and geometric accuracy. Silva et al. [2] made a comparison between the conventional press-working hole-flanging and the IHF. With a punching machine, the press-working hole-flanging forms the part in a single press stroke or in several strokes, which requires large investment on the punching machine as well as the compounded tools or the progressive tools. Taking into account the needs for rapid prototyping and flexible manufacturing, the IHF process extends the possible range of materials, shapes and applications for the production of flanges. Multi-step single point incremental hole-flanging was first studied experimentally by Cui and Gao [3] and in their study, high formability with different strategies was discovered. Bambach et al. [4] utilized a thick disc, which enclosed the incremental forming tool and continuously pushed onto the vicinity of the flange, to mimic the blank holder locally and thus enhance the geometric accuracy while maintaining the process flexibility. Laugwitz et al. [5] utilized a turning machine for circular flanging, in which the blank was rotated in high speed and formed by different tooling concepts, one of which used a single forming tool moving in radial direction and another employed four forming tools fixed on one of the four sides of the center. A single forming tool could be quickly relocated and offered high flexibility, while four forming tools could provide enhanced tool stiffness and improved the geometric accuracy. Wen et al. [6] developed a specific flanging tool with tapered shoulders and explored the influence of taper angle on the part geometric accuracy experimentally. Cao et al. [7] designed a flanging tool with a large fillet and researched the influence of radial stretch on the formability.
Based on the aforementioned studies, IHF exhibits high flexibility and improved formability compared with the traditional hole-flanging by stamping dies. Compared with Single point incremental forming (SPIF), Double-sided incremental forming (DSIF) has the advantage of assuring geometric configurations with complicated features [8]. However, few researches have been done on DSIHF. Zhang et al. [9] studied DSIHF in which the top tool worked as the forming tool and the bottom tool worked as a supporting tool replacing the specific back plate. Both axisymmetric and asymmetric holes were formed with multi-stage toolpath strategies. However, the original DSIHF shows certain limitations such as the process speed by the multi-stage strategy. The geometric accuracy is restricted since the blank stiffness is weakened by the inner cutting edge and lacking of proper constraints during the forming process. In the current work, the global-cumulative DSIHF method (GCIHF) is proposed with tools specifically developed to reduce deformation in the vicinity area and its influence on the forming zone geometric accuracy. Processing time is greatly reduced with one-stage toolpath in the X-Y plane. Two cases are studied experimentally. In addition, deformation mechanics are also discussed with experimental forming force analysis and simulation-based process modeling.
Tool design and process methodology
The left picture in Fig. 1 describes the principle of GCIHF with tool configuration. Both tools are designed with complementary-shape section curves according to the flange shape. The section curves of both tools can be divided into three regions for different functions: region 1 in the X-Y plane to constrain the boundary, region 3 to control the flanging wall and region 2 to serve as a transitional area for fillet control. Typically, the fillet radius and flange angle are constant in one part regardless of the in-plane curvature, which makes the pair of tools quite applicable for flanging of a general part. Also, the tools can be used for another thickness of blank since the offset between the two tools is adjustable and corresponds to the blank thickness. A potential limit of this flanging method is that flanges with varying fillet radii or cross section shapes may be unable to be formed. Taking the circular flanging with a vertical wall as an example, the flanging process begins from the smallest radius and ends at the largest radius. First, the top tool and the bottom tool are placed at the starting position with the edge of the aperture between them in the X-Y plane. Then, both tools move in unison outwards in the X-Y plane while maintaining the same Z level. Consequently, the sheet metal flows between the tools, and the flange is formed step by step and cumulatively. The flange shape with radius Rn is an intermediate state after the nth pass. In the (n + 1)th pass, both tools move outwards in the X-Y plane and the flange radius is increased by dRn + 1. After the (n + 1)th pass is completed, another intermediate state with radius Rn + 1 is formed. Similarly, an incremental radius dRn + 2 is employed in the (n + 2)th pass and the flange with radius Rn + 2 is formed by the end of the (n + 2)th pass. The flange shape in the X-Y plane is controlled by the motion of both tools while the section curve of the flange is determined by the tools’ shape. Compared to the other available IHF method, in which the forming angle is controlled by the tool tip shape and position as in the regular DSIF/SPIF processes, the proposed method directly controls the flange shape with the complementary-shape section curves of both tools and has the following advantages:
-
1.
Simplified tooling requirement with improved geometric accuracy: Three regions of the tools are endowed with different functions: region 1 is designed to fix the vicinity area of the workpiece, region 2 is used for the hole expansion and region 3 provides a smooth transaction and guides the material flow. The improved geometric accuracy is shown below in Fig. 4.
-
2.
Potentially reduced forming time with target-oriented tools and toolpath: Tools are designed with the same section curve as the target flange. The toolpath length is greatly reduced with only one stage in the X-Y plane. This is explained in detail in “Process feasibility and surface finish” section.

Illustrations of GCIHF: tools and strategy
-
3.
Smoother surface finish with enlarged contact area: The contact area is given as a curve on the cross section by which the scallop, normally left between two passes of point contact, is avoided during the process, which is shown below in Fig. 3c.
Experimental procedures
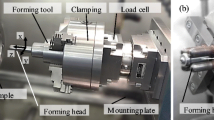
Experiments were conducted using the Gen-1 DSIF machine at Northwestern University and the setup is shown in Fig. 2. Positioning error of the machine is calibrated to be less than 30 μm. With force bearing point 50 mm away from the tool holder, the machine stiffness was measured to be 0.7 μm/N in horizontal direction and 0.1 μm/N in vertical direction. In this particular study, the force bearing point is about 20 mm away from the tool holder. Both tools can be moved in three translational degrees of freedom: X-, Y- and Z-axes without rotational degrees involved in the forming process. Feed rate is set as 6 mm/s for the forming tool while position synchronization between the tools was ensured at each pair of target points and linear interpolation is employed between two pairs of target points. The blank is fixed on the periphery with formable area fixed at 250 mm X 250 mm in the X-Y plane by the machine. AA5754-O with the thickness of 1 mm with a pre-cut hole produced by water jet was used as the original blank. Grease with MoS2 was used for lubrication. After the experiments, the parts’ inner surfaces were scanned using a 3D laser scanner to retrieve data of the formed profile.

Experiment setup
Results and discussions
This section addresses the performance of the proposed flanging method on process feasibility, surface finish, geometric accuracy, forming load and deformation mode.
Process feasibility and surface finish
To demonstrate the proposed GCIHF method as a competitive alternative for rapid hole-flanging including stretch flanging and shrink flanging, both axisymmetric and asymmetric flange shapes have been formed as shown in Fig. 3a and b. Both flanges are formed in a zone much smaller than the formable area without any specific blank holder as shown in Fig. 1.

Parts formed with GCIHF method
The flanges formed using the proposed method are presented in Fig. 3a and b. As seen, the flange area is very reflective, including a smooth finish with no scallop, while its surface finish compared with parts by DSIHF [9] shown in Fig. 3c, is not nearly as reflective nor smooth. The surface roughness at the vertical flange section is identified with Alicona infinite focus-optical 3D scanner, as Ra equals to 5.2 ± 0.5 μm for the clover flanging parts using the proposed method while Ra equals to 7.4 ± 1.3 μm for the DSIHF parts. This is because in the proposed flanging method, the flange is in full contact with the forming tool on the cross section in every pass, which leaves no gaps between two passes. The shining surface may also indicate a high sliding friction occurred along the tool moving direction.
The potential advantage of reduced forming time is not obvious in these two cases. To show this, a time-consuming comparison between this method and conventional multi-stage DSIHF method forming the same circular flanging from 20 mm in radius to 35 mm in radius is made. For the DSIHF process, with incremental depth as 0.2 mm, three stages are supposed to be employed as the radius increases to 25 mm, 30 mm and 35 mm stage by stage. In the GCIHF process, the increment of the radius is chosen as 0.2 mm. To filter the influence of tool size, the toolpath length is calculated on the blank. The overall toolpath length of the DSIHF method is about 2.27 times that of the GCIHF method. Thus, with the same tool speed, the GCIHF method could save as much as 56% of the time DSIHF requires.
Geometric accuracy
Figure 4 depicts the comparisons between the formed profile and the designed section in the X-Z plane. Remarkably, accurate geometric configurations have been realized without warpage, bulging or vertical wall springback as mentioned in the previous studies [5, 6, 8]. In the circular flanging, the formed angle is 88.6°, which is even closer to the vertical direction compared to 83.7° achieved by DSIHF. In the clover hole-flanging, results of the proposed method (GCIHF) and the former experiments by DSIHF are plotted for comparison. Warpage that occurred in the shrink flange section by conventional incremental flanging is eliminated using the GCIHF method. Therefore, region 1 is validated to be effective in fixing the vicinity area of the workpiece and thus eliminating bulging and warpage. The vertical wall springback is minimized by the repeating local deformation in different passes of the incremental forming process.

Parts formed with GCIHF method
Forming load
Figure 5a and c show the history of the forming load for the circular flanging with 0.13 mm radial increment and 62 loops. In the flanging process, the horizontal force of the top tool grows significantly through the flanging process, while the force of the bottom tool maintains less than 100 N. On the other hand, the vertical force of both tools stays equal in opposite directions. This implies that the top tool is the major flanging tool in the process to push the material outward in the horizontal direction, and the bottom tool mainly works together with the top tool as a local blank holder during the process. The rising tendency of the horizontal and vertical force could be related to the increasing length of forming line/radius and the work-hardening of the sheet metal pass by pass. Figure 5b and d also show the forming force history in the clover flanging with 0.09 mm radial increment and 75 loops, which is similar to the circular flanging despite larger fluctuations induced by the asymmetric nature of the part shape.

Forming forces for both flanges
Deformation mode
To gain a better understanding of the deformation occurring during the process, finite element simulations have been performed for both parts by using LS-Dyna/Explicit®. The simulation models are composed of shell elements with seven integration points through the thickness. Stress-Strain curve for the AA5754-O is shown in Fig. 6 and Von Mises flow hardening model is employed in the simulation. The element size is about 1 mm * 1 mm. Normal strains on the radial direction, circumferential direction and thickness direction are plotted for the elements along the section curve (labelled in Fig. 7a and Fig. 8a). The circumferential direction refers to the tool moving direction while the radial direction is the normal of the flanging curve on part surface. Particularly, in the section profile in Fig. 4, the circumferential direction refers to the direction perpendicular to the paper and the radial direction refers to the Z direction. The elements are counted along the yellow arrow starting at the edge of the aperture as in Fig. 7a and Fig. 8a.

Stress-Strain curve for AA5754-O

Circular: Strain analysis along three major directions

Clover: Strain analysis along three major directions
For the circular flanging, smooth trends of the normal strains have been shown in Fig. 7b. The thickness strain is larger in the area close to the aperture, which indicates a comparatively smooth thickness variation without severe local thinning. Circumferential strain, as the only positive strain, becomes the dominant strain during the process. This also explains the large in-plane force as mentioned in “Forming load” section. Meanwhile, without the constraint from the bottom, the negative radial strain is obtained, as in the width direction of the uniaxial tensile test. The flanging using the DSIHF method for the same geometric shape of the flange has also been simulated and the result is shown in Fig. 7c. Compared with the result of the GCIHF method, the maximum thickness strain locates at 5 mm from the aperture rather than on the aperture. The radial strain shows no clear trend due to the combined effect of bending, radial stretching and circumferential stretching. Note that besides the forming zone, the vicinity zone has been also deformed with the DSIHF method (as the non-zero strain indicates), which may result in geometric inaccuracy. On the other hand, in the GCIHF, the vicinity zone has not been deformed and thus could result in better geometric accuracy.
For the clover flanging with asymmetric in-plane shape, the part could be divided into a shrink region and a stretch region according to the in-plane curvature (Fig. 8a). The normal strains on the center cross section of both regions are plotted in Fig. 8b and c. The strains on the stretch cross section show the same trends with those in the circular flanging and the strains on the shrink cross section show totally different distributions with those in the stretch cross section. The circumferential strain turns into a negative value and increases when it is close to the aperture. This results in the positive thickness strain close to the aperture, and keeps the radial strain positive in the forming zone. Therefore, the circumferential strain still works as the dominant strain in the shrink region and controlled by the in-plane curvature and the distance from the aperture. Additionally, some deformation is observed in the vicinity zone on the shrink cross section. However, it vanishes in a short distance and will have a minimal impact on geometric accuracy.
Conclusions
A novel incremental flanging method, in which the flange shape is directly controlled by a pair of tools with complementary-shape section curves, is proposed in this study. The proposed method was studied experimentally with complex flange shapes containing concave and convex in-plane curvature. Strains occurring in the experiment were simulated, and the circumferential strain presented as the dominant strain with its value controlled by the in-plane curvature. The results and analysis lead to the following conclusions:
-
1.
The proposed GCIHF method is feasible and efficient. With the specified tools and global-cumulative toolpath, a flange could be achieved in one stage without considering the flange length and flange angle.
-
2.
Better geometric accuracy and surface finish could be achieved with the GCIHF method than the DSIHF method. Tools are used as a pair of punch and die in the X-Z plane, thus bulging and warpage could be controlled effectively. Scallop marks could be avoided with the cross section curve contact and global-cumulative forming method.
-
3.
Strain distribution is dominated by the circumferential strain with the GCIHF method. The circumferential strain could be either positive or negative depending on the X-Y plane curvature, which is different from the conventional ISF process with radial strain as the dominant strain and normally in positive value.
While the feasibility of the GCIHF is verified in this study, the applicable range of fillet radius, how to determine the limit range and influence of fillet radius on the forming force, will be explored with experiments and simulation. Furthermore, based on the deformation mode analysis, failure modes and forming limits for flanges with different in-plane curvatures should be further researched in order to gain a better understanding of the deformation mechanics and formability.
References
Jeswiet J, Micari F, Hirt G, Bramley A, Duflou J, Allwood J (2005) Asymmetric single point incremental forming of sheet metal. CIRP Annals-Manufacturing Technology 54(2):88–114
Silva MB, Bay N, Martins PAF (2016) Hole-flanging by single point incremental forming. In: Materials forming and machining, pp 25–50
Cui Z, Gao L (2010) Studies on hole-flanging process using multistage incremental forming. CIRP J Manuf Sci Technol 2(2):124–128
Bambach M, Voswinckel H, Hirt G (2014) A new process design for performing hole-flanging operations by incremental sheet forming. Procedia Engineering 81:2305–2310
Laugwitz M, Voswinckel H, Hirt G, Bambach M (2017) Development of tooling concepts to increase geometrical accuracy in high speed incremental hole flanging. Int J Mater Form:1–7
Wen T, Zhang S, Zheng J, Huang Q, Liu Q (2015) Bi-directional dieless incremental flanging of sheet metals using a bar tool with tapered shoulders. J Mater Process Technol 229:795–803
T. Cao, B. Lu, H.A. Ou, H. Long, J. Chen, Investigation on a new hole-flanging approach by incremental sheet forming through a featured tool, Int J Mach Tool Manu 110 (2016) 1–17
Zhang RF, Lu B, Chen J (2016) Development of a multi-pass double side incremental forming strategy for forming complex sheet metal parts with a step feature. Journal of Shanghai Jiao Tong University 50(9):1333–1338
Zhang H, Zhang ZX, Ren HQ, Moser N, Cao J (2016) Dieless double-sided incremental hole-flanging with different toolpath strategies. Manufacturing Science and Engineering Conference 8829
Acknowledgements
This study was funded by the Department of Energy (DOE) Office of Energy Efficiency and Renewable Energy under DOE contract number DE-SC0014664.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Zhang, H., Ren, H., Chen, J. et al. Global-cumulative incremental hole-flanging by tools with complementary-shape cross section. Int J Mater Form 12, 899–906 (2019). https://doi.org/10.1007/s12289-018-01460-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12289-018-01460-5