
Abstract
The crystal plasticity finite element method (CP-FEM) is used to investigate the influence of microstructure on the bending behaviour of the heat treatable aluminium alloy AA7108. The study comprises two materials obtained from the AA7108 aluminium alloy by different thermo-mechanical treatments. The first one is an as-cast and homogenized material consisting of large grains with random texture, while the second one is a rolled and recrystallized material having refined grains with weak deformation texture. The behaviour of the two materials in plane-strain bending is investigated numerically and compared qualitatively to existing experimental data. The crystallographic texture and grain morphology of the materials are explicitly represented in the finite element models. The numerical results display a strong effect of the grain morphology on the bending behaviour, the surface waviness and the development of shear bands. These results are consistent with the experimental observations. The simulations further indicate that crystallographic texture affects the bending behaviour of the rolled and recrystallized material.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Aluminium is used in the automotive industry instead of steel for an increasing range of components in order to reduce the vehicle weight and thereby to reduce fuel consumption and CO2 emissions. Aluminium can be formed into complex shapes more easily than steel (e.g. by extrusion). However, substituting aluminium for steel in a car body requires an appropriate combination of strength and ductility with respect to safety. To satisfy these needs, the aluminium alloys are subjected to thermo-mechanical treatments during manufacturing of components and structures. The thermo-mechanical processes modify the microstructure of the alloys, such as crystallographic orientations (texture), grain structure, precipitates, primary particles, and dislocation densities. These changes in the microstructure strongly influence the mechanical properties of the aluminium alloys, including strength, work-hardening, plastic anisotropy and formability. To obtain the desired properties, it is therefore crucial to understand the effects of the thermo-mechanical treatments.
Several systematic experimental studies have been conducted to investigate the influence of the microstructure on the bending formability of aluminium. Snilsberg et al [21] investigated the bending properties for different orientations of the specimen from the rolling direction for four commercially extruded aluminium alloys with respect to texture and grain structure. Ikawa et al.[9]) studied the influence of crystallographic orientation by using experiments with single crystal specimens. Dao and Li [1] and Westermann et al [26] revealed the effects of texture, grain morphology and primary-phase particles on bendability and crack propagation.
Modelling of microstructural effects on formability and localization phenomena has been enabled thanks to the application of the crystal plasticity theory to describe the large-strain deformation behaviour of metals and alloys. The microstructural properties have been considered using two approaches. The first one utilizes Taylor-based models [10,12,14], while the second one uses crystal plasticity theory with explicit representation of the microstructure by use of the finite element method (CP-FEM) [8,17,18,20]. Inal et al [10] and Kuroda and Tvergaard [12] used a Taylor-based model of crystal plasticity to predict the effect of texture on the formation of shear bands. Neale et al [14] investigated the effect of through-thickness texture gradients. Hu et al [6,8] emphasized the dominant role of the particles in controlling post-necking deformation using CP-FEM. It should be mentioned here that the grain structure cannot be considered in Taylor-based models. The explicit representation of the microstructure in CP-FEM promotes the use of this approach to predict localization phenomena from the microstructural inhomogeneities. However, there are limitations on the computing time necessary to handle such simulations. The implied restrictions on the size of the modelled sample prevent the application of this approach in modelling of materials with refined grains or particles.
In the present work, CP-FEM is used to investigate the effect of microstructure on bending behaviour, surface waviness, and initiation and development of shear bands for two materials obtained from an AA7108 aluminium alloy by different thermo-mechanical treatments. While the as-cast and homogenized material has large grains and random texture, the rolled and recrystallized material has finer grains and weak deformation texture. In the finite element model, the grains are explicitly resolved with a refined mesh in order to account for stress and strain gradients with good accuracy.
Experiments
The effects of the microstructure on the bendability and the crack propagation in AA7108 materials have been investigated by Westermann et al [26] using three-point bending tests. The microstructure characteristics obtained in that study were used here as an input for the CP-FEM simulations and are summarized in the following. In the present work, additional experimental characterizations were performed to investigate the effect of the microstructure on the surface waviness of the bending specimens after deformation. These measurements were used for assessment of the FE model.
Microstructure characteristics
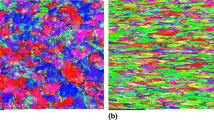
We consider here two of the AA7108 materials studied by Westermann et al [26]. The two materials were obtained from a homogenized AA7108 extrusion ingot subjected to different thermo-mechanical treatments to obtain different microstructures. The microstructure of the two materials, denoted “as-cast and homogenized” and “rolled and recrystallized”, was observed by anodizing the samples in a 5 % HBF4 aqueous solution to reveal the grain structure under polarized light (see Fig. 1). After solution heat treatment and water quenching, both materials were artificially aged to an underaged condition in a two-step artificial heat treatment: 100° C for 5 h followed by 150° C for 5 h. Large equi-axed grains were found in the as-cast and homogenized material. Approximately 36 grains were observed in an area of 1 mm2 (Fig. 1a). The rolled and recrystallized material exhibits a refined microstructure, where approximately 1000 grains were observed in an area of 1 mm2 (Fig. 1b).

Micrographs illustrating the microstructure of a) the as-cast and homogenized material and b) the rolled and recrystallized material
The macro-texture of the rolled and recrystallized material was obtained using the electron back scattered diffraction (EBSD) technique and is presented in Fig. 2 in the form of {111} and {001} recalculated pole figures and the orientation distribution function (ODF). The ODF was calculated by the EDAX TSL OIM software using a 23 rank harmonic series expansion and average grain orientation weighted by the grain size. Figure 2 shows a very weak texture close to random, with a maximum intensity of 4.4 in the retained deformation texture. The volume fraction of typical deformation and recrystallization texture components have been calculated using the same software (EDAX TSL OIM) and the results are listed in Table 1. Due to the large grain size in the as-cast and homogenized material, the number of grains in the specimen is insufficient for a statistically reliable texture analysis. However, the texture in this material is assumed to be random in accordance with the work of Engler and Hirsch [2], Hirsch [5] and Pedersen et al [15].

Macro-texture of the rolled and recrystallized material represented as a) {001} and {111} recalculated pole figures and b) orientation distribution function (ODF)
Mechanical testing
Two types of mechanical tests are important in this work: tensile tests for calibration of the input parameters used in the CP-FEM and three-point, plane-strain bending tests used for qualitative comparisons with the simulated results.
The behaviour of the as-cast and homogenized material is assumed to be independent of direction, and tensile tests were carried out in the longitudinal direction of the ingot. The rolled and recrystallized material was assumed to be anisotropic, and tensile tests were performed in three directions (0°, 45° and 90°) with respect to the rolling direction. The procedure for identifying the parameters of the crystal plasticity model based on the tensile test data is outlined in Section Material model. Plane-strain three-point bending tests were performed on specimens with dimensions 50 mm × 50 mm × 2.96 ± 0.09 mm [26]. The bending axis was along either the rolling direction (RD) or the transverse direction (TD) for the rolled and recrystallized material. For the as-cast and homogenized material, the bending axis was chosen independently of direction. A brief summary of the most important observations regarding the bendability of the AA7108 alloy is given in the following.
-
The force-displacement curves from the three-point bending tests (Fig. 3) show that the force level is rather independent of the testing direction for the rolled and recrystallized material, while a markedly larger displacement to failure is achieved when the bending axis is along TD (an average displacement of 7.9 mm in TD vs. 6.9 mm in RD). Both the force level and the displacement to failure are lower for the as-cast and homogenized material.
Fig. 3 
Force-displacement curves from the three-point bending tests
-
The bending angles at fracture are listed in Table 2 along with the ratio t/R, where t is the thickness and R is the inner bending radius after unloading. Low values of this ratio reflect poor bendability. The as-cast and homogenized material has the poorest bendability, while the bendability of the rolled and recrystallized material depends on the orientation of the bending axis: higher bendability is observed when the bending axis is aligned with TD.
Table 2 Measured bending angles and thickness to bending radius ratios at fracture from three-point plane-strain bending tests -
Figure 4 gives an overview of the crack propagation through the thickness of the specimen. In the case of the as-cast and homogenized material (Fig. 4a), the crack path is partly intercrystalline and partly transcrystalline. When the bending axis is parallel to RD for the rolled and recrystallized material (Fig. 4b), slant fracture initiates on the tension side of the sample, and as the crack propagates, the mode turns into a mixture of intercrystalline and transcrystalline crack growth, leaving a characteristic zigzag pattern. However, with the bending axis parallel to TD (Fig. 4c), the crack propagates from the tension side of the sample as transcrystalline, slant fracture.
Fig. 4 
Crack propagation in a) the as-cast and homogenized material, b) the rolled and recrystallized material with the bending axis || RD and c) the rolled and recrystallized material with the bending axis || TD


Surface waviness
An optical imaging technique using confocal white light microscopy was used to measure the bending profile on the tensile side of the bending specimens. The specimen surface is illuminated by a white light source and reflects the light which is projected to the microscope’s photo-detector. The bending profile of the specimen is then obtained from the height of the scanned surface points compared to a reference surface. In Fig. 5, the surface profile is determined for the two materials in two cross-sections centred on the bending axis. The reference length of the surface profile is 4 mm where the bending axis is in the middle of the reference length. The rolled and recrystallized specimen with the bending axis along TD has the largest curvature of the bending profile since this combination of material and orientation gives the best bendability (Table 2). The as-cast and homogenized specimen has poor bendability and exhibits a bending profile with small curvature. Based on the bending profiles, it is found that the surface waviness increases with the grain size of the material. This is consistent with the experimental observations of Dao and Li [1] and Stoudt and Ricker [22].

Bending profile for the two investigated materials
Material model
The microstructure of the AA7108 aluminium alloy is explicitly represented in the numerical model using the FE method. The specimen is discretized into a set of grains and each grain is again discretised into a set of elements to obtain a good approximation of the stresses and strains within the grains. The response of each grain is obtained by a rate-dependent single crystal plasticity model [19]. The work-hardening is modelled by the extended Voce rule which is supposed to capture the yield limit and the shape of the work-hardening curve of aluminium alloys with good accuracy (Guan et al [4]; Grytten et al [3]; Prakash et al [16]). Only the main parts of the constitutive model are presented here; for more details the reader is referred to Saai et al [19].
For each slip system the relation between the resolved shear stress τ α and the shear strain rate \( {\dot{\gamma}}^{\alpha } \) is defined by
where τ α c is the critical resolved shear stress on system α, and m and \( {\dot{\gamma}}_0 \) are material constants representing the microscopic strain-rate sensitivity and the reference shearing rate, respectively. Work-hardening is introduced by making the critical resolved shear stress a function of the plastic straining
where θ defines the hardening rate for a given accumulated plastic strain, q αβ is the latent hardening matrix and the accumulated plastic shear strain Γ is defined by
The work-hardening rate θ is taken as the derivative with respect to Γ of a master hardening curve in the form
This is inspired by Tomé et al [23] who used a similar approach. The work-hardening rate θ is then calculated as
Here τ 0 is the initial critical resolved shear stress, assumed to be the same for all slip systems, while θ k and τ k are the initial hardening rate and saturated value of hardening term k. Two hardening terms are used in this work, i.e. N = 2.
The identification of the model parameters for each material is done in the optimization tool LS-OPT [13] using a finite element model of a representative volume element (RVE) of the material. A periodic RVE composed of 1000 grains is generated and associated to the crystallographic orientations representing the macro-texture. Each grain in the RVE is modelled by one element to reduce the computation time. True stress-strain curves obtained from the tensile tests in the three directions with respect to the rolling direction (cf. Section Mechanical testing) are considered in the calibration process for the rolled and recrystallized material. As mentioned previously, the behaviour of the as-cast and homogenized material is assumed to be independent of direction, and the true stress-strain in the longitudinal direction of the ingot is used. The parameter values obtained for the two materials are given in Table 3. Figure 6 compares the experimental and numerical true stress-strain curves for the two materials. It is seen that the anisotropy of the rolled and recrystallized material is not entirely captured in the simulations. The reason for this is that only crystallographic texture contributes to the anisotropy in the simulations, while in the real material other microstructural features will play a role as well. In particular, the constituent particles are aligned in the rolling direction and may contribute to the mechanical anisotropy.

True stress-true strain curves from CP-FEM and tensile tests for the as-cast and homogenized material, and the rolled and recrystallized material in three directions with respect to the rolling direction
Finite element modelling of bending
Plane-strain elements were used in the finite element model. Each grain was represented by a set of elements associated to a unique initial crystallographic orientation. Four-node square elements were used and the finite element model of each microstructure was generated using Voronoi tessellation. The total number of elements used in each specimen was 54,000. These elements were divided into 162 sets of elements (grains) to represent the large grains in the as-cast and homogenized material (Fig. 7a). Random orientations were associated to these grains. For the rolled and recrystallized material the mesh was divided into 4500 sets of elements (Fig. 7b), where each set was associated to one initial crystallographic orientation from the measured texture for this material.

Finite element model for a) the as-cast and homogenized material and b) the rolled and recrystallized material
A plate with unit width, thickness H = 3 mm and length L = H/2 was modelled by CP-FEM, see Fig. 8. To obtain a pure bending state in the plate, the vertical edges X = 0 and X = L were given a rotation around the midpoints of each edge with constant angular speed \( \dot{\varPhi}=0.23{}^{\circ}/ \sec \) [12,24]. The boundary conditions applied to the nodes along these edges are expressed by:
where u x and u y are, respectively, the displacement along the X and Y axes, y is the Y coordinate of the node, Φ is the bending angle, q x and q y are in turn the X and Y components of the traction force normal to the edge (given per current area). The plus sign in front of Φ holds for X = L and the minus sign holds for X = 0. The thickness direction of the plate is always along the Y axis, whereas the Z axis represents the bending axis. These boundary conditions thus represent pure bending.

Boundary conditions used in the numerical model to represent plane-strain bending test
The FE simulations were performed with the explicit solver of LS-DYNA, using mass scaling to reduce the computation time. It was carefully checked that the dynamic effects were at all times negligible, so that the simulations could be considered to be quasi-static.
Results and discussion
The predicted bending moment versus bending angle curves for the two materials are plotted in Fig. 9. A slight difference in the bending moment is observed for the two different directions of the rolled and recrystallized material, while the as-cast and homogenized material exhibits the lowest bending moment. The bending moment could not be calculated from measurements made in the three-point bending tests performed by Westermann et al [26] and we can only make qualitative comparisons with these experiments. However, the force-displacement curves from the bending tests show the same trend with respect to the different materials (see Fig. 3). Similar force level is observed for the two different directions of the rolled and recrystallized material, while the as-cast and homogenized material exhibits significantly lower force.

Bending moment per unit width for the as-cast and homogenized material, the rolled and recrystallized material with the bending axis || RD, and the rolled and recrystallized material with bending axis || TD
Deformed grains with contours of accumulated plastic strain are represented in Fig. 10 for both materials. In Fig. 11, the plastic strains at three different bending angles are extracted for the elements in two sections: the first one is close to the free surface and the second one is at 0.73 mm from the free surface of the bending specimen. The deformed sections are presented on the specimen in Fig. 10 as black lines. Shear bands, here defined as narrow zones of intense plastic straining, are initiated on both the tension and compression sides of the sample and propagate inside the grains and along the grains boundaries. The plastic deformation is self-organized into crossed shear bands inclined at around 45° to the free surface of the specimen for the rolled and recrystallized material. These crossed bands are found on the tension and compression sides (see Fig. 10). The large grain size of the as-cast and homogenized material leads to the formation of few wide shear bands while narrow and denser shear bands are observed in the rolled and recrystallized material. It is also found that the spacing between the shear bands in the rolled and recrystallized material is smaller than for the as-cast and homogenised material due to the refined size of the grains. Non-uniform deformation within the shear bands in both materials is induced by the different orientations between neighbouring grains (see Fig. 11).

Deformed grains with contours of plastic strain for the as-cast and homogenized material, the rolled and recrystallized material with the bending axis || RD, and the rolled and recrystallized material with bending axis || TD

Plastic strains at three different bending angles in two sections: a) close to the free surface on the tensile side of the specimen and b) at 0.73 mm from this surface
The largest accumulated plastic strains are organized in shear bands at an earlier stage of deformation, i.e., at a low value of the bending angle, for the as-cast and homogenized material (see Fig. 10). This could explain the low bendability compared to the rolled and recrystallized material, cf. Table 2. The largest accumulated plastic strains are observed when the bending axis is along the rolling direction for the rolled and recrystallized material (see Fig. 10). This anisotropy ensues in the CP-FEM simulations from the influence of the weak deformation texture observed in this material (Table 1). This is consistent with numerical simulations of strain localization in textured aluminium materials by Tvergaard and Needleman [25], Dao and Li [1] and Kuroda and Tvergaard [12].
Figure 12 shows a close-up of the tensile side of the rolled and recrystallized specimens for the two orientations of the bending axis. Discontinued shear bands are obtained in the FE simulations due to the different orientations of neighbouring grains. Dao and Li [1] showed that a shear band in an aluminium sheet material could jump over a grain before continuing further if this grain has non-favourable crystallographic orientation for deformation. This crystallographic orientation-dependent deformation is one of the mechanisms inducing the zigzag shape of the fracture observed in Fig. 4. The fracture could initiate and develop in a shear band and then it could change path to follow a crossing shear band where the grains have favourable orientations for deformation (Fig. 12). In the simulations, this mechanism is observed for the rolled and recrystallized material for both bending directions, i.e. the shear bands develop in the same way. However, the experimental observations show that the cracks propagate differently in this material with respect to the orientation of the bending axis (Fig. 4). This is linked to the non-homogenous distribution of the primary particles, which are broken up and aligned with the rolling direction [26]. The position and distribution of primary particles are known to affect the initiation and development of shear bands in aluminium alloys [1,6,8]. The influence of the primary particles was not considered in the present study because this would require a characteristic element size less than the average size of the primary particles and thus lead to excessive computation times. A macro-micro-multi-level modelling scheme was proposed by Hu et al [7] to investigate numerically the effect of particle distribution on wrap-bendability of AA5754 alloys and could be a solution to overcome this limitation.

Shear bands development on the tensile side of the rolled and recrystallized material with a) the bending axis || RD and b) the bending axis || TD
In Fig. 13, the predicted maximum value of the accumulated plastic strain in the bending sample is plotted against the t/R ratio for the two materials, where t is the plate or sheet thickness and R is the inner bending radius. The marker \( \times \) indicates the maximum plastic strain corresponding to the t/R value measured at the end of the experimental bending test. At the same t/R ratio, the highest value of the accumulated plastic strain is predicted for the as-cast and homogenized material that exhibits the lowest bendability (see Table 2). High values of plastic strain are related to the large grain size in this material. In the case of the rolled and recrystallized material, the simulations show that the maximum accumulated plastic strain at the same t/R ratio is consistently larger when the bending axis is parallel to RD which corresponds to the direction with the lowest bendability for this material (see Table 2). It should be noted here that the simulation with the bending axis parallel to TD could not be run to the value of t/R giving failure in the experiments due to numerical instability (at high bending angle, high pressure is obtained in the elements on the compression side of the specimen due to the refined mesh).

Maximum plastic strain in the sample versus thickness to bending radius ratio for the three cases of bending test considered in this study. The marker (×) indicates the maximum plastic strain corresponding to the value measured at the end of the experimental bending test
Figure 14 shows the free surfaces of the bending specimens obtained by CP-FEM at the same bending angle (17°). The two materials exhibit strong surface waviness on the tensile and compression sides of the specimen. The numerical model predicts an increase of the waviness of the profile surface with an increase in grain size in agreement with the experiments (see Fig. 5). The shear bands are initiated in the two materials from some of the local troughs on the free surfaces resulting from the surface waviness. As mentioned previously, the development of shear bands depends on the crystallographic orientation of the grains and shear bands could be initiated from grains on the surfaces having favourable crystallographic orientations for deformation.

Free surface of the specimen on the tensile and compression sides for the three considered cases of the bending test
Concluding remarks
The crystal plasticity finite element method was used to predict the effects of the microstructure of an AA7108 aluminium alloy on the bending moment, the surface waviness and the initiation and development of shear bands during plane-strain bending. The study comprised two materials obtained from the AA7108 aluminium alloy by different thermo-mechanical treatments. The as-cast and homogenized material has large grains and random texture, whereas the rolled and recrystallized material has finer grains and weak deformation texture.
It was found that early organization of the deformation into shear bands took place during bending of the as-cast and homogenized material, leading to higher level of the maximum plastic strain at given bending radius than for rolled and recrystallized material. For the rolled and recrystallized material the highest level of maximum plastic strain at a given bending radius was found when the bending axis was along the rolling direction, as a result of the crystallographic texture of this material. A high value of the predicted maximum plastic strain in the numerical simulations was found to correlate with low bendability in the experiments. The surface waviness predicted by the finite element model increased with the grain size in good agreement with the experimental observations.
Large shear bands were observed for the as-cast and homogenized material, which propagated through the grains and along the grain boundaries. The shear bands were denser in the rolled and recrystallized material due to the refined grains. Non-uniform deformations were observed in the shear bands in both materials and linked to the misorientation between neighbouring grains. This non-uniform deformation in the shear bands is one of the mechanisms explaining the zigzag shape of the crack path observed experimentally. The fracture could initiate and develop in a shear band and then change path to follow a crossing shear band where the grains had more favourable orientations for deformation. In the simulations with CP-FEM, the propagation of shear bands in the rolled and recrystallized material was not affected by the crystallographic texture. However, experimental observations showed that cracks propagate differently in this material with respect to the orientation of the bending axis. This is attributed to the non-homogenous distribution of the primary particles. To account for this behaviour in the simulations, the FE model would have to account for the size and distribution of the primary particles, which play an important role in the crack propagation.
References
Dao M, Li M (2001) A micromechanics study on strain-localization-induced fracture initiation in bending using crystal plasticity models. Philos Mag A 81(8):1997–2020
Engler O, Hirsch J (2009) Control of recrystallisation texture and texture-related properties in industrial production of aluminium sheet. Int J Mater Res 100:564–575
Grytten F, Holmedal B, Hopperstad OS, Børvik T (2008) Evaluation of identification methods for YLD2004-18p. Int J Plast 24:2248–2277
Guan Y, Pourboghrat F, Barlat F (2006) Finite element modeling of tube hydroforming of polycrystalline aluminum alloy extrusions. Int J Plast 22:2366–2393
Hirsch J (2012) Textures in industrial processes and products. Materials Science Forum 702–703, 18–25
Hu XH, Jain M, Wilkinson DS, Mishra RK (2008) Microstructure-based finite element analysis of strain localization behavior in AA5754 aluminum sheet. Acta Mater 56:3187–3201
Hu XH, Jain M, Wilkinson DS, Mishra RK (2010) A macro-micro-multi-level modeling scheme to study the effect of particle distribution on wrap-bendability of AA 5754 sheet alloys. J Mater Proc Tech 210:1232–1242
Hu XH, Wilkinson DS, Jain M, Wu PD, Mishra RK (2011) The impact of particle distributions and grain-level inhomogeneities on post-necking deformation and fracture in AA5754 sheet alloys during uniaxial tension. Mater Sci Eng A 528:2002–2016
Ikawa S, Asano M, Kuroda M, Yoshida K (2011) Effects of crystal orientation on bendability of aluminum alloy sheet. Mater Sci Eng A 528:4050–4054
Inal K, Wu PD, Neale KW (2002) Finite element analysis of localization in FCC polycrystalline sheets under plane stress tension. Int J Solids Struct 39:3469–3486
Kuroda M, Tvergaard V (2004) Shear band development in anisotropic bent specimens. Eur J Mech A/Solids 23:811–821
Kuroda M, Tvergaard V (2007) Effects of texture on shear band formation in plane strain tension/compression and bending. Int J Plast 23:244–272
LS-OPT, Version 4.2, Livermore Software Technology Corporation, Livemore (2012)
Neale KW, Inal K, Wu PD (2003) Effects of texture gradients and strain paths on localization phenomena in polycrystals. Int J Mech Sci 45:1671–1686
Pedersena KO, Westermanna I, Furuc T, Børvika T, Hopperstad OS (2015) Influence of microstructure on work-hardening and ductile fracture of aluminium alloys. Mater Des 70:31–44
Prakash A, Weygand SM, Riedel H (2009) Modeling the evolution of texture and grain shape in Mg alloy AZ31 using the crystal plasticity finite element method. Comput Mater Sci 45:744–750
Romanova VA, Balokhonov RR, Schmauder S (2013) Numerical study of mesoscale surface roughening in aluminum polycrystals under tension. Mater Sci Eng A 564:255–263
Rossiter J, Brahme A, Simha MH, Inal K, Mishra R (2010) A new crystal plasticity scheme for explicit time integration codes to simulate deformation in 3D microstructures: effects of strain path, strain rate and thermal softening on localized deformation in the aluminum alloy 5754 during simple shear. Int J Plast 26:1702–1725
Saai A, Dumoulin S, Hopperstad OS, Lademo O-G (2013) Simulation of yield surfaces for aluminium sheets with rolling and recrystallization textures. Comput Mater Sci 67:424–433
Saai A, Louche H, Tabourot L, Chang HJ (2010) Experimental and numerical study of the thermo-mechanical behavior of Al bi-crystal in tension using full field measurements and micromechanical modeling. Mech Mater 42:275–292
Snilsberg KE, Westermann I, Holmedal B, Hopperstad OS, Langsrud Y, Marthinsen K (2010) Anisotropy of bending properties in industrial heat-treatable extruded aluminum alloys, Materials Science Forum 63–642, 487–492
Stoudt MR, Ricker RE (2002) The relationship between grain size and the surface roughening behavior of Al-Mg alloys. Metall Mater Trans A 33:2883–2889
Tomé C, Canova GR, Kocks UF, Christodoulou N, Jonas JJ (1984) The relation between macroscopic and microscopic strain hardening in FCC polycrystal. Acta Metall 32(10):1637–1653
Triantafyllidis N, Needlewan A, Tvergaard V (1982) On the development of shear bands in pure bending. Int J Solids Struct 18(2):121–138
Tvergaard V, Needleman A (1993) Shear band development in polycrystals. Proc R Soc Lond A443:547–562
Westermann I, Snilsberg KE, Sharifi Z, Hopperstad OS, Marthinsen K, Holmedal B (2011) Three-point bending of heat-treatable aluminum alloys: influence of microstructure and texture on bendability and fracture behavior. Metall Mater Trans A 42:3386–3398
Acknowledgments
The authors gratefully acknowledge the financial support of this work from the Structural Impact Laboratory (SIMLab), Centre for Research-based Innovation (CRI) at the Norwegian University of Science and Technology (NTNU) and the generous technical assistance of Dr. Torodd Berstad, Dr. Nuria Espallargas and Shawn Wilson.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Saai, A., Westermann, I., Dumoulin, S. et al. Crystal plasticity finite element simulations of pure bending of aluminium alloy AA7108. Int J Mater Form 9, 457–469 (2016). https://doi.org/10.1007/s12289-015-1233-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12289-015-1233-z