
Abstract
Nonwoven webs can be used as interleaves to improve the delamination resistance of fiber-reinforced composites. This paper addresses the flexural and interlaminar fracture behavior of glass fiber/epoxy composites with Spunbond polypropylene nonwoven interlayers. For this purpose, 7-layer hybrid composites were fabricated in intraply configuration using four layers of glass fabric and three interlayers of polypropylene spunbond nonwoven fabric. The effect of nonwoven fabric parameters, including areal weight densities [40, 50, 60, 70, and 90 GSM (g/m2)], and fabric orientation (longitudinal and cross direction) was investigated. The results of the three-point bending test showed that the nonwoven interlayer had a positive effect on the maximum flexural load and work of fracture. It caused an increase of approximately 163% in the maximum load of the sample, which had a nonwoven interlayer weight of 70 GSM compared with the non-hybrid glass sample. The glass fiber/epoxy composite was delaminated at lower strains than composites with polypropylene interlayer. The results showed that in hybrid samples, the presence of nonwoven interlayer led to increased Mode-II fracture toughness of composite (GIIC) by 44% and 56% in the samples which has the nonwoven interlayer weight of 90 and 50 GSM, respectively, compared to the non-hybrid glass fabric sample.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Today, the use of lightweight materials has become the more prevalent solution to meet current engineering requirements in various industries, including aerospace, wind energy, and automotive applications [1, 2]. Fiber-reinforced composites are mostly considered for weight-sensitive applications because, despite their low density, they are robust and stiff [3]. The problem with these materials is their limited toughness. To eliminate limitations and challenges in this field, as well as produce lightweight materials with high performance, researchers have been attracted toward the development and research of “hybridization” in composite materials. “Hybrid composite” is generally used to describe a composite that is fabricated by combining at least two different types of reinforcement [4] and has economic, environmental, and mechanical advantages [5].
Although fiber-reinforced composites have excellent in-plane properties, they are exposed to delamination due to out-of-plane loads [6, 7]. Interlaminar fracture toughness (ILFT) in composites has become a favorite topic. Various methods are examined to increase ILFT in composites. Adding toughening particles to the matrix is an effective method for increasing ILFT; however, this requires complicated manufacturing techniques, and creating a uniform dispersion of toughening particles in the matrix is a common challenge [8]. Extensive research in recent decades has led to the development of various mechanical and materials-based approaches to solving the interlaminar fracture problem, including matrix toughening, Z-pining, stitching, three-dimensional weaving, and interlayer modification. While most mechanically based processes improve toughness, they often reduce the in-plane mechanical properties of the layers. Among these methods, inserting an interleave is one of the latest developed techniques [9, 10]. Interleaving has been effectively utilized within diverse applications without significantly increasing costs [11].
In the literature, interleaf materials involve a variety of materials and the selection of fibrous interleaf materials for interlaminar toughening has also attracted much attention [12, 13]. Conventional nonwoven webs can be used as interleaves. Needle-punched nonwoven fabrics offer enhanced interlaminar properties in composite materials [14]. Nonwoven textiles introduce through-thickness reinforcement which reduces delamination problems without causing significant in-plane fiber damage [15].
Epstein and Shishoo [16] studied the effect of fiber type, fiber surface properties, and matrix type on the strength properties of the nonwoven-reinforced composite. According to their results, fiber volume fraction and surface improvement have a significant effect on the performance of composite materials. Kobayashi et al. [17] examined the mechanical properties and fracture behavior of nonwoven fabric-reinforced composites. In this study, polypropylene nonwoven felt was laminated with one, two, four, and eight layers, and polyester and banana fiber-reinforced composites were produced for comparison. The results showed that for an eight-layer polypropylene composite, a drop in flexural strength occurred at lower strains.
In another study, Guangchao et al. [10] investigated the fracture toughness of glass fiber/epoxy hybrid composites via thermoplastic polyurethane nonwoven fabric. Finally, the most important result obtained from the double cantilever beam (DCB) and end notch flexure (ENF) tests showed a 78% increase in Mode-I fracture toughness value and a 115% increase in Mode-II fracture toughness value compared to the reference sample. Wang et al. [9] studied the interlaminar fracture toughness and conductivity of carbon fiber/epoxy resin composites modified by carbon black-polypropylene nonwoven fabrics interlayer. In general, using polypropylene interlayer has led to an increase of 91.3% and 136% for initial interlaminar fracture toughness and final crack propagation toughness of the composite, respectively.
Reis et al. [5] investigated the flexural behavior of hybrid laminated composites with hemp natural fiber/polypropylene as the core and two glass fiber/polypropylene surface layers at each side of the sample. The final strength and stiffness of the non-hybrid laminated composites were about 4% and 3.8% higher than that of the hybrid composite, respectively. Nevertheless, the specific fatigue strength of the hybrid composite was higher than non-hybrid samples. Gheryani et al. [11] studied the effect of polyester nonwoven interleaves on Mode-I and Mode-II fracture toughness of carbon/epoxy composites. They found significant improvement in Mode-I compared to more minor improvements in Mode-II compared to the control sample. Beylergil et al. [18] found an increase of 72% in GIC (Mode-I fracture toughness) for carbon/ epoxy composites containing aramid nonwoven interleaves. However, the tensile properties of the carbon sample were higher than those of hybrid carbon/aramid interleave composites. Saz-Orozco et al. [19] reported that polyethylene terephthalate veils have no significant effect on the fracture toughness of glass fiber/vinyl ester (GF/VE) composites; in contrast, polyamide veils increased the Mode-I fracture toughness at crack initiation and propagation levels improved by 59 and 90%, respectively. Kuwata and Hogg [20] showed that polyester nonwoven interleaves had the potential to improve the interlaminar fracture toughness of carbon/epoxy composites by 83%.
Patnaik et al. [21] produced composites using polyester nonwoven mat with different areal densities (100, 200, 300, 400 GSM) as a reinforcement. It was observed from the experimental results that the mechanical and physical properties of composites improved significantly with the increase in area density of the fabric and the 400 GSM nonwoven fabric showed the highest mechanical property values. In another study, Patnaik et al. [22] prepared blast furnace slag (BFS) in needle-punched nonwoven polyester fabric/epoxy composites with the variation of BFS content (0, 5, 10, and 15 wt%) and observed that the mechanical performance of the composites is improved significantly.
Sharma et al. [23] investigated the effect of waste marble powder (MP) particulates filler on the erosion wear behavior of needle-punched nonwoven jute felt/epoxy composite produced using vacuum-assisted-resin-transfer-molding (VARTM) technique. In another study, Sharma et al. [24] focused on the investigation of the wear behavior of waste marble dust on the mechanical properties of needle-punched nonwoven jute fiber/epoxy composites. They conclude that the addition of marble dust up to 30 wt% increases the flexural strength, ILSS, and thermal conductivity, but decreases the tensile strength. Quan et al. [25] prepared hybrid nonwoven fabrics based on recycled carbon fibers and polyphenylene-sulfide (PPS) fibers as interlayers for toughening of carbon fiber/epoxy composites. The experimental results proved significant enhancements in the mode-I and mode-II interlaminar fracture toughness.
As far as authors know, the available research studies in the literature have focused on the use of needle-punched nonwoven fabrics for improving the interlaminar fracture toughness (ILFT) of laminated composites. However, there are few reports to investigating spunbonded nonwoven fabrics. Spunbonded nonwoven is one of the most popular nonwoven webs which are directly produced by filaments from the extrusion process. Since the intermediate process is eliminated, melt-spinning process is cost effective. Also, the strength-to-weight ratio of spunbonded web is higher than other nonwoven fabrics, and nearly random fibrous structure can be produced through a proper selection of polymers and the processing conditions [26]. So, in this study, spunbonded polypropylene nonwoven with different areal weight densities (40, 50, 60, 70, and 90 GSM) were used as interleaf materials for improving flexural behavior and Mode-II fracture toughness (GIIC) values of glass fiber/epoxy composite manufactured by vacuum infusion technique.
2 Materials and Methods
2.1 Characteristics of Raw Materials
In the current study, E-glass plain weave fabric was used. The glass fabric was obtained from Syna Fiber Delijan Company. Measuring the fabric properties in the laboratory showed that the warp and weft density was 3.3/cm, the areal weight was 385 g/m2, the thickness was 0.4 mm, and the roving yarn count was 1400 Tex. The mechanical properties of glass fabric are listed in Table 1.
The polymers useable for the spunbond process are polypropylene, polyester and polyamide with a wide range of molecular weight. In recent years, the use of polyolefin, in particular isostatic polypropylene, prevailed for the production of this type of nonwoven [26]. In this study, the spunbond nonwoven from isostatic polypropylene fabric was used as an interlayer to investigate the properties of the hybrid composite. It was produced by Baftine Malayer Company in 5 different areal weights of 40, 50, 60, 70, and 90 GSM, as described in Table 2. Figure 1 shows a view of the glass fabric and the nonwoven polypropylene layer used in this study. It should be noted that in nonwoven fabrics, the Machine Direction (MD) indicates the longitudinal direction of the sample, and the Cross Direction (CD) indicates the transverse direction of the sample or perpendicular to the machine direction (MD).

a Glass fabric, b Spunbond nonwoven fabric, c Nonwoven fabric orientation
Small samples were prepared and observed under the scanning electron microscope (SEM) to study the structure of nonwoven layers and the effect of structure on the mechanical properties of the final composites, as shown in Fig. 2. It can be obtained from these images that the dominant orientations of fibers in different samples are in the MD direction, which affects the mechanical properties of the fabric and causes fabric anisotropic behavior (see the results of the tensile test in Table 2). Also, space between the fibers in the fabric structure can be seen. The amount of space leads to different resin absorption in different samples, which has a straight effect on the mechanical properties of the composite.

SEM images of nonwoven fabrics: a 40, b 50, c 60, d 70 and e 90 GSM
The resin used in this research was a thermoset epoxy with the trade name KER 828, supplied by Afsoon Chemistry Company. Epoxy resin requires a hardener to cure, so the Hardener H615 at a weight ratio of 12% was used. Before using the resin, the resin and curing agent were thoroughly mixed to create a completely transparent and uniform mixture, as the curing agent leaves no trace. The mixture should be used before it takes to gel. The gel time for this resin was 30 min and it was the best time to use the resin. Table 3 summarizes the physical properties of the resin.
2.2 Composite Manufacturing Process
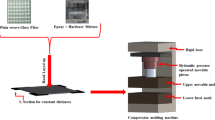
To investigate the bending behavior of hybrid glass/polypropylene composites and study the effect of nonwoven interlayers, in the first step of this study, 7-layer hybrid composites were fabricated in intraply configuration using four layers of glass fabric and three interlayers of polypropylene spunbond nonwoven fabric as shown in Fig. 3a. Also, a 4-layer non-hybrid glass/epoxy sample was made to compare with hybrid samples. To make the samples required for the end-notch flexure (ENF) test, a layer of polypropylene nonwoven was used in the middle of 6-layers of glass fabric. Also, an aluminum foil impregnated with wax with a thickness of 25 μm was used between the glass fabric and polypropylene nonwoven interlayer as a pre-crack, according to Fig. 3b, to investigate the effect of the nonwoven interlayer on the fracture toughness of the composite and crack growth. In addition, a 6-layer pure glass/epoxy sample was made to check fracture toughness and compare it with hybrid samples.

a Schematic of the sample prepared for the three-point bending test, b schematic of the sample prepared for the end-notch flexure (ENF) test
The composite samples were produced by vacuum infusion method, according to process stages shown in Fig. 4. For laying-up of the preform, initially a glass mold was carefully cleaned and the entire surface of the mold was covered with the release agent. Then, dry glass fabric and polypropylene nonwoven layers are laid on the mold. A layer of peel ply as a removable barrier is applied to completely cover all areas of the preform. A single-layer flow media (distribution media or infusion mesh) is used to accelerate the resin flow. In the next step, the resin feed spiral and resin feed connector are positioned and the mold is closed and the whole preform is covered by a flexible vacuum bag with sealant tape (Fig. 4a). In the pre-injection stage, the inlet is closed and the vacuum pump is turned on to ensure the sealing process (Fig. 4b). The next stage is resin injection while resin penetrates the preform as a result of the pressure gradient (Fig. 4c). After the filling, the inlet is closed. At the end of the process (about 90 min), the outlet is also blocked (Fig. 4d). In this process, the differential between the inlet and exit is 70 kPa (a vacuum pressure of 0.7 bar has been provided). The epoxy resin cures at room temperature and the specimen stays at room temperature for 24 h for post-curing.

Composite Manufacturing process by vacuum infusion method: a lay-up, b pre-injection, c resin injection, d end of process
2.3 Test Methods
A three-point bending test was conducted on composite samples according to ASTM D790 using the universal testing machine SANTAM model STM 150 with a load cell capacity of 200 kg. For this purpose, the average result of measuring four samples of each composite was reported. The test specimens were cut to dimensions of 100 × 20 mm using a water jet cutting machine. As shown in Fig. 5, the distance between the two supporting points was set to 70 mm, and the movable support speed was 2 mm/min. The output information, including the load–deflection curve and the maximum load at the end of the test, was recorded. The flexural stress, the flexural strain, and flexural modulus of the laminated composite are obtained from Eqs. (1), (2) and (3) [27, 28]:
where P is the maximum flexural load (N), b is the sample width (mm), d is the sample thickness (mm), L is the support span length (mm), and D is the deflection of the sample (mm), \(\varepsilon\) is a strain in the outer surface (mm/mm), \(E\) is the modulus of elasticity in bending (MPa), and m is the load-deformation plot’s straight line’s slop.

a Sample of three-point bending test, b schematic of three-point bending test
to investigate the effect of nonwoven interlayers on the Mode-II fracture toughness, the end-notch flexure (ENF) test was performed according to the standard test method ASTM D7905 using 140 × 25 mm samples on the universal testing machine SANTAM model STM150 with a loadcell capacity of 200 kg at a speed of 1 mm/min. Five coupons were taken from each sample.
Equation 4 calculates the interlaminar fracture toughness [10, 29]:
where \(P\) is the maximum bending load, b is the sample width, a is the beginning crack length (25 mm), L is the half of the span length (50 mm), and δ is the deflection at the peak load point.
3 Results and Discussion
As was mentioned, the present study deals with the effects of polypropylene nonwoven interlayers on the flexural and interlaminar fracture behavior of glass fiber/epoxy composites. For this purpose, the spunbond nonwoven interlayers with five different areal weights were used. The weight of all fabrics has been recorded before the production of the composite and the weight of all composites has been measured after production. From the weights of the fiber [glass fiber (Mg) and polypropylene nonwoven (Mp)] and matrix (Mm) and their densities (ρg, ρp, and ρm), the volume fraction of fibers in the composites is determined. The characteristics of the samples produced in this study are presented in Table 4. In this Table, the letter “H” represents the word “Hybrid” and the numbers written in the code of the samples represent the areal weight of the nonwoven layer. Also, a non-hybrid glass sample is shown with code G4. It should be noted that in a nonwoven fabric, MD and CD indicate the longitudinal direction (machine direction) and the transverse direction (perpendicular to the machine direction or cross direction) of the sample, respectively. So, to make it easier to express the results, the samples are coded in such a way that the letters CD and MD, according to Fig. 1, indicate the direction of the nonwoven layer, and the adjacent numbers show the areal weight of the nonwoven layer. For example, the CD-40 code means a composite containing a 40 GSM nonwoven layer, oriented perpendicular to the machine.
3.1 Flexural Test Results
3.1.1 Load–Deflection Curves
Figure 6 shows the load–deflection curves obtained from the three-point bending test of the samples in MD and CD directions. As it is clear from the trend of the graphs, the behavior of samples with interlayer is different from the no-hybrid glass sample. In the samples with intermediate layers, the curve increases with the force increase up to the maximum load with a constant slope. After reaching the maximum point, they experience a sudden failure and drop in load. The deflection rate to the failure point in the samples with interlayer is lower than in the glass sample. One of the reasons for this issue is the higher percentage of resin in the samples with an interlayer compared to the non-hybrid glass sample. Epoxy resin does not show much elongation; therefore, due to applying bending force, hybrid samples will fail faster than glass fabric composite.

Comparison of load–deflection curves of samples in: a MD and b CD directions
3.1.2 The Effect of Nonwoven Interlayer Weight on Flexural Behavior
The results of the three-point bending test are presented in Table 5. As shown in Table 5, using nonwoven layers in all samples has generally increased the flexural load compared to the non-hybrid glass sample. Also, the breaking load in hybrid samples increased with the weight of the nonwoven interlayer from 40 GSM sample to 70 GSM sample. This behavior has also been observed in similar studies [21, 22]. Among the hybrid samples, the bending force is the highest value for the MD-70 sample (163% higher than the non-hybrid glass sample) and the lowest value for the CD-40 sample (15% higher than the non-hybrid glass sample). In sample 90 GSM, despite the increase in the weight of the nonwoven layer, the breaking load has decreased. It seems that with the increase in the weight and thickness of the nonwoven layer and as a result of the increase in the density of fibers in the layer, the pores of the nonwoven layer for the penetration of resin and, therefore, the adhesion between the nonwoven layer and the glass layers on both sides are reduced. Subsequently, the bending force decreases. According to the results of the bending test and ANOVA statistical analysis, it can be said that the weight of the nonwoven layer had a significant effect on the maximum force at the 95% confidence level. There is also a significant difference among the hybrid composite samples, indicating the effect of nonwoven layers’ areal weight and structural properties on the flexural load. The highest bending load is related to the MD-70 sample.
Due to the existence of the interlayer in the hybrid composite, the final thickness increases (see Table 2). Therefore, the stress values of different samples were also calculated. By observing the values of bending stress in Table 5 and the stress–strain diagrams shown in Fig. 7, in general, it can be said that with the increase in the weight of the nonwoven layers, the value of the maximum bending stress decreases, which can be due to the increase in the thickness of the composite samples. The results of the ANOVA statistical analysis also show the significance of the effect of the weight of nonwoven interlayers on the bending stress at the 95% confidence level. Among the hybrid composite samples, the MD-40, which contains a nonwoven interlayer of 40 GSM, has the highest stress value and the lowest thickness value. After that, the MD-70 sample has the highest bending strength. Also, the lowest stress value is related to the CD-90 sample.

Bending stress–strain curves of samples in: a MD and b CD direction
According to Table 5, the non-hybrid glass sample has the highest bending stress value. This is because the glass fabric has a much higher modulus compared to the polypropylene nonwoven layer; therefore, it is the reason that the hybrid sample has lower bending strength than the non-hybrid glass sample.
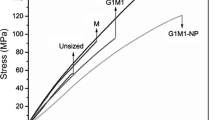
According to Fig. 8, the flexural stress of the pure glass fiber sample has a sudden drop at a strain of approximately 2.5%, meaning that the composite practically loses its flexural strength and reaches the failure point. However, in hybrid samples, due to the use of polypropylene layers, there is still some flexural resistance at higher strains. In other words, the glass fiber/epoxy composite fractures at lower strains than composites containing interlayer, indicating that it is more brittle. Using nonwoven layers in hybrid samples prevents the complete propagation of initial cracks and total failure. This behavior has also been observed in similar studies [17, 30].

Stress–strain curve of non-hybrid glass fiber/epoxy composite
3.1.3 The Effect of Nonwoven Layer Orientation on Flexural Behavior
The load–deflection curves of the hybrid samples in CD and MD directions (Fig. 9), as well as the results of the ANOVA statistical analysis, determined that the orientation of the nonwoven interlayers has a significant effect on the maximum fracture load. Among all hybrid samples, the sample containing nonwoven fabric in the machine direction (MD) has a higher fracture load, which is attributed to the orientation distribution. Because most fibers in the structure of the nonwoven layer are oriented in the machine direction, strength, and overall mechanical properties are better in this direction. In fact, due to the orthotropy in the structure of the nonwoven fabric, the mechanical properties of nonwoven depend on the direction of the fibers in the structure. To understand this issue, we can see the microscopic images of the nonwoven structure and fiber orientation in Fig. 2.

Load–deflection curve in MD and CD directions composite samples: a H-40, b H-50, c H-60, d H-70, e H-90, f G4
According to the results of flexural stress in Fig. 10, among all hybrid samples, more flexural stress is observed in the sample containing nonwoven fabric with the MD orientation. The results of the ANOVA statistical analysis at the confidence level of 95% also indicate that nonwoven fabric orientation has a significant effect on flexural stress. In the samples manufactured with a nonwoven layer in the MD direction, since a more significant number of fibers are oriented at a zero-degree angle (the angle between the fiber axis and machine direction), better properties are obtained in this direction.

Comparison of bending stress between all samples (MPa)
3.2 Work of Fracture
Work of fracture or absorbed energy can be obtained from the area under the load–deflection curve. It should be noted that for a better comparison of results, the test duration was considered the same for all samples. As shown in Fig. 11, the area under the curve for all hybrid composites is more than pure glass fiber composite. This indicates that samples with nonwoven interlayers absorb more energy. In other words, the required energy to fracture hybrid composites is higher than in glass sample. The work of fracture depends on two factors: load and displacement. As mentioned in previous sections, hybrid composites have a higher bending load and strain. On the other hand, in pure glass fiber samples, failure occurs at lower strains. The reason is that the breaking strain of polypropylene fiber is much higher than glass fibers and epoxy, which causes delamination or complete failure at higher strains. The maximum work of fracture is observed in the H-90-MD sample, and the minimum is related to the H-40-CD sample, which is 178% and 44% higher than the pure glass fiber sample, respectively. The ANOVA statistical analysis with a confidence level of 95% indicates a significant effect of nonwoven layers on the amount of work of fracture. Also, the orientation of the nonwoven layer does not have a significant effect on the work of fracture.

Comparison of work of fracture between composite samples
3.3 Interlaminar Fracture Toughness
Interlaminar fracture toughness plays an essential role in the flexural strength of composite materials. Therefore, in this study, the end-notch flexure (ENF) test was conducted to investigate the Mode-II interlaminar fracture toughness in the pure glass fiber/epoxy and hybrid glass fiber/epoxy composites containing a nonwoven fabric as an interlayer. The effect of polypropylene nonwoven layers’ areal weight on GIIC was examined in this experiment.
Fracture toughness is an important parameter representing the ability to absorb energy and the structural capability to withstand damage [30]. The results of the end-notch flexure (ENF) test were used to calculate the GIIC and reported in Table 6. In all samples, only the load and deflection are variables, while other parameters remain constant. Based on Eq. 2, for GIIC, the fracture toughness is directly related to the flexure load and deflection. Therefore, a sample with a higher fracture load or a sample that reaches failure at higher strains has a higher fracture toughness.
The load–deflection curves obtained from the ENF test are shown in Fig. 12, and the interlaminar fracture toughness of composite samples is shown in Fig. 13. As shown in these figures, the maximum fracture load in all hybrid samples is higher than in non-hybrid samples, indicating the significant effect of the nonwoven layers on the interlaminar behavior. Increasing the interlaminar fracture toughness can prevent delamination or make it occur at higher loads, resulting in an increase in the final shear stress of the sample.

Load–deflection curves obtained from the ENF test

Interlaminar fracture toughness for composite samples
The results of the fracture toughness test in Table 6 show that using polypropylene nonwoven interlayer has a significant effect on fracture toughness. Therefore, compared to a non-hybrid reference sample, Mode-II fracture toughness (GIIC) has increased in the H-90 sample by at least 44% and in the H-60 sample by up to 56%. Therefore, spunbond nonwoven polypropylene can be used as a suitable interlayer to increase the fracture energy and toughness of the final composite. This behavior has also been observed in similar studies [5, 9,10,11].
As shown in Figs. 12 and 13, a significant difference is observed among hybrid samples, and the effect of increasing the areal weight of the nonwoven layer on the fracture energy is clear. According to this curve, increasing the layer areal weight increases the fracture toughness to a certain extent and then decreases. This means that there is an optimal weight, and after that, the weight and thickness cannot be increased to improve fracture toughness. This fact has also been observed in previous studies. From this result, it can be concluded that other factors besides areal weight and thickness, such as fiber orientation, will also affect the mechanical properties of the final composite. By comparing the SEM images in Fig. 2, some differences in the structure of different nonwoven samples can be shown. In these images, the H-60 sample has a more open structure than the H-90 sample, which leads to more uniform resin absorption and creates a more cohesive structure. This uniform resin absorption will strengthen the adhesion between nonwoven layers and the glass fibers and, therefore, will have more resistance to crack growth and delamination. The H-40 nonwoven structure has less fiber per unit area and, therefore, is less resistant to crack growth.
The highest fracture toughness amount is related to the H-60 sample, which contains a 60 GSM nonwoven interlayer. Although the flexural load of the H-70 sample is higher, its fracture toughness is lower than the H-60 sample. The displacement of the H-60 sample is around 16 mm; while, the displacement of the H-70 sample is less than 10 mm. An ANOVA statistical analysis was performed at a confidence level of 95%. The results show that the areal weight of the nonwoven interlayer has a significant effect on fracture toughness. Also, the H-60 and H-70 samples, the H-50 and H-90 samples, and the H-40 and G6 samples are grouped pairwise, and there is no significant difference between them.
4 Conclusion
In this study, the flexural behavior and fracture toughness of glass fiber/epoxy composites interleaved with polypropylene spunbond nonwoven were investigated. In the first step, to examine the flexural behavior and the effect of the nonwoven interlayers, 7-layer composites, including four layers of glass fabric and three interlayers of polypropylene spunbond were produced and a three-point bending test was carried out. The effect of nonwoven parameters, including areal weight and fiber orientation, on the flexural load, bending stress, and the work of fracture were studied. To make the samples required for the end-notch flexure (ENF) test, a nonwoven layer of polypropylene was used in the middle of 6 layers of glass fabric. The results are summarized as follows:
-
Using nonwoven layers in all samples has generally increased the fracture load compared to the non-hybrid glass sample. Also, the breaking load in hybrid samples increased with the increase in the areal weight of the nonwoven interlayer from a 40 GSM sample to a 70 GSM sample. Among the hybrid samples, the highest bending force value was for the MD-70 sample (163% higher than the non-hybrid glass sample), and the lowest value was for the CD-40 sample (15% higher than the non-hybrid glass sample).
-
The pure glass fiber sample exhibited a sudden drop in its flexural strength at approximately 2.5% strain, which indicates losing flexural strength at low strains and reaching the failure point. However, in hybrid composites, due to the presence of polypropylene nonwoven layers, there is still some flexural resistance at higher strains, albeit low. In other words, the glass fiber/epoxy composite is more brittle than composites containing nonwoven polypropylene fabric and fractures at lower strains.
-
The orientation of nonwoven layers has a significant effect on the maximum breaking load. In all hybrid samples, the sample containing a nonwoven layer oriented in the machine direction (MD) has a higher fracture load, which can be attributed to the orientation distribution. Since the fibers in nonwoven structures are distributed more in the machine direction, it provides better strength and overall mechanical properties in that direction.
-
The highest work of fracture amount is related to the MD-90 sample, which is 178% higher than the pure glass fiber sample. The lowest work of fracture amount among hybrid samples belongs to the CD-40 sample, which is still about 44% higher than the pure glass fiber sample. Hybrid samples can absorb energy more than glass samples.
-
According to the effect of the nonwoven layer on the absorbed energy of the composite, the interlaminar fracture toughness behavior was investigated. The results showed that in hybrid samples, the interlaminar fracture toughness (GIIC) increased by at least 44% for the code H-90 sample and up to 56% for the H-60 sample compared to the non-hybrid glass sample. Therefore, spunbond nonwoven polypropylene can be used as a suitable interlayer to increase the fracture energy and toughness of the final composite.
Data availability
The research data are available from the corresponding author on reasonable request.
References
D. Haber, SAE Tech. Pap. (2015). https://doi.org/10.4271/2015-36-0219
J. Fan, J. Njuguna, Lightweight composite structures in transport (Elsevier, Oxford, 2016), pp.3–34
G.W. Milton, The theory of composites, 1st edn. (University of Cambridge, Cambridge, 2002)
Y. Swolfs, L. Gorbatikh, I. Verpoest, Compos. Part A Appl. Sci. Manuf. 67, 181 (2014)
P.N.B. Reis, J.A.M. Ferreira, F.V. Antunes, J.D.M. Costa, Compos. Part A Appl. Sci. Manuf. 38, 1612 (2007)
P. Davies, W.J. Cantwell, Composites 25, 869 (1994)
M.J. Folkes, S.T. Hardwick, J. Mater. Sci. 25, 2598 (1990)
J. Denk, Interlayer toughening of carbon fiber composites using nonwoven veils and multi-walled carbon nanotubes (California State University, California, 2020)
P.D.P. Jing Wang, C. Ma, G. Chen, Compos. Struct. 234, 111649 (2020)
L.V. Guangchao, N. Zhang, M. Huang, C. Shena, J. Castroc, K. Tan, X. Liu, C. Liu, Polym. Test. 69, 470 (2018)
A. Gheryani, D.C. Fleming, R.P. Reichard, J. Compos. Mater. 53, 4349 (2019)
B. Beylergil, M. Tanoğlu, E. Aktaş, J. Compos. Mater. 54, 4173 (2020)
B. Beylergil, M. Tanoğlu, E. Aktaş, Compos. Struct. 194, 21 (2018)
A. Jabbar, A. Ahmad, M. Adnan, Y. Nawab, Z. Javed, M. Irfan, Appl. Polym. Sci. 138, 50683 (2021)
P.K. Patnaik, P.T.R. Swain, S.K. Mishra, A. Purohit, S. Biswas, Mater. Today Proc. 26, 466 (2020)
M. Epstein, R.L. Shishoo, J. Appl. Polym. Sci. 57, 751 (1995)
S. Kobayashi, K.I. Suna, T. Yasuda, Adv. Compos. Mater. 21, 413 (2012)
B. Beylergil, M. Tanoğlu, E. Aktas, Steel Compos. Struct. 31, 113 (2019)
B.D. Saz-Orozco, D. Ray, W.F. Stanley, Poly Comp. 38, 2501 (2017)
M. Kuwata, P. Hogg, Compos. Part A Appl. Sci. Manuf. 42, 1551 (2011)
P.K. Patnaik, S. Biswas, Int. J. Mater. Eng. Innov. 7, 200–218 (2016)
P.K. Patnaik, S. Biswas, Adv. Polym. Technol. 37, 1764–1773 (2018)
Sharma, A. Purohit, R. Nagar, A. Patnaik, In: Proceedings of TRIBOINDIA-2018 an international conference on tribology (2018).
A. Sharma, A. Patnaik, Metal Polym. Matrix Compos. 70, 1284–1288 (2018)
P.D. Quan, U. Farooq, G. Zhao, C. Dransfeld, R. Alderliesten, Mater. Des. (2022). https://doi.org/10.1016/j.matdes.2022.110671
G. Tanchis , Reference book of textile technologies-nonwovens, ACIMIT-Italy, 1st edn (2008)
M.M.A. Allah, D.A. Hegazy, H. Alshahrani, T.A. Sebaey, M.A.A. El-baky, Fibers Polym. 24, 2877 (2023)
H. Alshahrani, T.A. Sebaey, M.M. Awd Allah, M.A. Abd El-baky, J. Compos. Mater. 57(7), 1315–1330 (2023). https://doi.org/10.1177/00219983231155013
ASTM, ASTM D7905/D7905M-14. American Society for Testing and Materials (2014)
A. Ridruejo, C. González, J. Llorca, Int. J. Solids Struct. 48, 153 (2010)
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there is no conflict of interest and did not receive support from any organization for the submitted work. Also, the data that support the findings of this study are available from the corresponding author, upon reasonable request.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Bahmani, M., Nosraty, H., Mirdehghan, S.A. et al. Investigating the Interlaminar Fracture Toughness of Glass Fiber/Epoxy Composites Modified by Polypropylene Spunbond Nonwoven Fabric Interlayers. Fibers Polym 25, 1061–1073 (2024). https://doi.org/10.1007/s12221-023-00466-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12221-023-00466-4