
Abstract
Ultra-fast heating is an emerging process technique where an attractive range of mechanical properties is obtained due to the unique microstructures developed. A medium carbon (0.26%) manganese steel grade in strip form was subjected to ultra-fast heating at a range of heating rates between 10 and 1000 °C/s to 850 °C austenitization and held for a soaking time of 1 and 300 seconds, using a Gleeble3800 thermomechanical simulator. The rapidly austenitized samples were quenched in water. Micro tensile samples extracted and tested shows, that the steel has ultra-high strength levels, which increase with the heating rate, peaking at 500 °C/s, where 2002 MPa tensile strength with 11.5% elongation (Tensile Strength × elongation= 22 GPa%) was achieved. Ultra-fast heating leads to finer grain size development and non-homogenous hard martensite and bainite phase distribution in a ferrite matrix that enhanced the mechanical properties.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Rapid transformation annealing [RTA] or Ultra-fast heating process involves rapid heating of steel at an abnormally high heating rate (>100 °C/s), to an austenitization temperature, which results in rapid nucleation of new grains but restricted recrystallization due to fast heating followed by rapid quenching. The process gives a very fine grain size distribution (<2.5 µm) along with non-equilibrium microstructures that enhance the mechanical properties. Studies on the RTA on the commercial cold drawing steel, C-Mn steel, and a variety of HSLA steels show that there is pronounced strain hardening and the strength values are significantly enhanced due to finer grains while there is a loss in elongation [1]. Usually, the RTA of cold rolled steels with high dislocation density promotes rapid nucleation. Microalloying element decreases the fineness of grain [1]. For automotive applications, low-carbon steels are favoured to conform to better formability and weldability. RTA has been studied in C-Mn steel, and TRIP steels where exceptionally high strengths and ductility have been observed [1,2,3,4]. Heating rates range from 100 to 1500 °C/s. Apart from the heating rate the holding time at the austenitization is usually maintained short enough to suppress the transformation. Cold rolled low carbon (0.11% C) TRIP steel, 1 mm thick, with 1.26% Si and 2% Mn content subjected to heating at 140 °C/s, ~400 °C/s and ~1500 °C/s to a temperature between 500 and 1000 °C and held for 1 to 2 s holding, followed by water quenching shows 1200 MPa strength with 20% elongation [2]. Inadequate austenite hold time leads to the improper dissolution of the carbide and carbon gradient and inhomogeneous in micro-regions that results in inhomogeneous phase distribution during quenching. The high heating rate suppresses the recovery and recrystallization. A simple ferrite-pearlitic low carbon (0.1%) and 1.42% Mn subjected to 300 °C/s heating rate produces 6–10 µm grains that produce a yield strength of 850–1080 MPa, the tensile strength of 1040–1269 MPa and elongation of 15.7–19.7% [3]. The improperly transformed ferrite grains with a mixture of fine ferrite, bainite, and martensite gives attractive properties. Varying the holding time between 5 and 60 s varies the ferrite content between 28 and 65% and blocky martensite between 28 and 78%. The martensite morphology also varied between blocky and fibrous types [3]. Rapid heating is reported to retard the non-isothermal recrystallization kinetics of the deformed ferrite. Higher the strainaccumulation in ferrite, the recrystallization kinetics was faster, which promotes ferrite and blocky-martensite. The presence of fine Nb(C, N) and V(C, N) and fine, θ-particles precipitates, were factors that retard the recrystallization [1, 3]. The ferrite and fibrous martensite show the best strength (700–1300 MPa) and ductility (10 to 20% E). A low carbon (0.19%), Al alloyed (1.06% Al) TRIP steel, with 1.61% Mn, subjected to ultrafast heating promoted simultaneously recovery, recrystallization, grain growth, phase transformation, and diffusion of alloying elements concurrently [4]. The increasing heating rate decreased the recrystallized fraction of ferrite at a given temperature. With increasing heating rate and holding time, the ferrite content decreased, while the martensite and retained austenite increased [4, 5]. The variables in RTA treatment include the prior microstructure, heating rate, peak temperature, and soaking time. Rapid heating retains the defect structure introduced and they nucleate finer ferrite formation [4, 5]. Faster heating rates enhance the Ac1 and Ac3 temperatures and introduce a carbon gradient that results in the inhomogeneity in the austenite phase [4, 5]. When soaking times are low (as low as 0.1–0.2 s), grain growth is restricted. The austenitization temperature, within the intercritical temperature or above Ac3, decides the extent of carbon distribution in various phases. The carbon-rich intercrtitical austenite lower Ms Temperatures. Rapid nucleation of new grains takes place along pearlitic carbide, due to large stored energy, as they are the energetically favorable sites. Higher holding time dissolves carbides, homogenizes the austenite, and forms more martensite on quenching. The austenitization process in rapid heating is reported to be diffusion controlled till a critical heating rate is followed by a massive transformation. The austenite growth behaves similarly to bainitic sheave growth with austenite rapidly nucleating along the grain boundaries and moving rapidly interior. The austenite consumes pearlite more rapidly than the ferrite. At very high cooling rates (>1000 °C/s) the austenite nucleates along the inter-pearlite interface boundaries and ferrite/pearlite interfaces. The strength and ductility decreased with martensite-bainite aggregate. Steels with the initial ferrite-pearlite structure on RTA give higher ductility and lower strength, than when the initial microstructure is ferritic-martensitic. While Ultra-fast heating is still in the conceptual stage and it is carried out in the Gleeble simulator. However, the practical way of ultra-fast heating can be accomplished by rapid induction heating of the plates, or by quenching in a high-temperature molten salt bath [5]. Ultra-fast heating with oxy-propane flame and electrical induction heating has been reported in an RTA study on steel grade 8620 where 1900 MPa at 8–9% elongation was realized. But the study involved a short tempering treatment at 220 °C for 4 h unlike other studies with low-carbon steels [6]. The ultra-fast heating process has been linked to the processing of Cr-Mo steel [7] TRIP steel [8] and the quench partitioning process [9, 10] as new developments. Studies on the microstructure of ultra-fast heating on 42CrMo4 alloy steel showed finer prior austenite grain size long with bainitic ferrite with alloy carbides M7C3 and undissolved cementite where inadequate diffusion resulted in massive transformation [11].
In the present study, a 0.26 % carbon-manganese steel with low mechanical properties has been subjected to ultra-fast heating in a Gleeble3800 unit which led to the development of ultra-high strengths with good ductility. The microstructure evolution and mechanical properties are brought out.
2 Experimental
The steel grade used for the study is 0.85 mm thickness in the cold rolled and annealed condition, made in JSW Steel Vijayanagar unit. Steel sheets for ultra-fast heating studies were prefabricated as per micro tensile sample conforming to ISO 6892 (figure 1). The samples were loaded in a Gleeble3800 thermo-mechanical simulator at JSW Steel. Samples were subjected to fast heating rates at 10 °C/s, 100 °C/s, 300 °C/s, 500 °C/s, and 1000 °C/s. The samples were heated to an 850 °C temperature and held for 1 s or 300 s followed by quenching in water. The heating rate imposed is shown in table 1 and figure 2.

Tensile sample used in the study conformed to dimension as per ISO 6892.

The schematic diagram of the thermal cycles imparted in Gleeble Thermomechanical simulator.
The samples subjected ultra-fast heating, were subjected to room temperature tensile testing using a Zwick Roell make UTM machine of Model Z250. The elongation was measured using strain gauge of Zwick make clip on extensometer with an accuracy of + 0.01 μm. The hardness was measured using FIE make Digital Hardness Tester of the RASNEB-3 Model. The optical microstructure was evaluated in the sample extracted from the grip using Olympus Opto-Digital microscope Model DSX 510. The SEM microstructure was evaluated using the QEMSCAN SEM model Quanta 650 FEG of FEI make. The phase analysis was made using optical and SEM micrographs. As the SEM micrographs could resolve the microphases, quantification was done on SEM micrographs with a 10×10 grid at that magnification and at least 5 fields in a micrograph. Sample prepared by mechanical polishing and final electropolishing with perchloric acid, at a voltage of 10V for 10–15 s at a temperature of 20 °C. The samples were cleaned with ethanol. The samples were tilted 70° for EBSD mapping for all experiments. The accelerating voltage was 30 kV, the working distance was around 20 mm, and the frame rate was 100 patterns per s with an average confidence index of 0.24.
3 Results
The chemical composition of the steel was studied in table 2. The steel is a simple mild steel composition with 0.26% C and 1.35% Mn. The steel is Aluminium killed with residual Al of 0.035%. The other residual elements are 0.14% Si, 0.03% P, 0.021% Cr, 0.022% Cu, and 0.011% Ni. The as-received material was cold-rolled steel with a cumulative reduction of 61% from a 2.2 mm thick hot-rolled steel band. After cold rolling, the steel was annealed at 820 °C and the resulting microstructure showed ferrite pearlitic microstructure with carbide banding in some regions.
3.1 Hardness
The hardness values of the sample evaluated at the various heating rate are shown in figure 3. With increasing heating rate, the hardness of the sample increases. The hardness peaks around a heating rate of 500 °C/s.

The hardness of the steel at various heating rate and holding times.
3.2 Mechanical properties
The mechanical properties of the steel subjected to ultra-fast heating, with 1-second and 300-second holding times are shown in table 3 and tensile graph in figure 4a, b. Figure 5a, b show that the tensile strength, increases with the heating rate. There is a significant increase in strength even at a heating rate of 100 °C/s. From 542 MPa tensile strength and 34% elongation in the initial as-received condition, it enhanced to 1894 MPa with 12% elongation at 100 °C/s. The strength is highest at a heating rate of 400–500 °C/s, where the tensile strength realized is as high as 2000 MPa with 11% ductility. The strength value peaks at 500 °C/s. At 1000 °C/s, the strength falls to 1800 MPa and 10% ductility. The strength and ductility values have moderate differences between 100 and 500 °C/s heating rate held for 1 s.

The tensile graphs of samples tested under rapid transformation annealing from 850 °C subjected to holding time a 1 s and b 300 s.

The effect of heating rate on the mechanical properties of steel grade CM30 with holding time at high temperature a 1 s and b 300 s.
The mechanical properties of the steel subjected to ultra-fast heating at various rates and held for 300 s at various heating rates is shown in figure 4b, which is similar to that at 1 s holding time. However, the strength enhancement with heating rate and the fall in strength beyond 500 °C/s is sharper. The peak strength is attained at 300 °C/s [1626 MPa with 12% El], which is lower than the 1 s austenitized samples. At a higher austenite holding time of 300 s there is sharper variation in properties compared to that is 1 s holding (figure 5A, B). Samples at heating rates above 300 °C/s heating rate and austenitized for 300 s there is a fall in ductility similar to 1 s held samples.
3.3 Microstructure and phase analysis
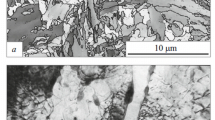
The microstructure of the as-received steel shows banded pearlite in the ferrite matrix, as in figure 6a, b. The average prior austenite grain size of the as-received cold rolled steel was found to be 19 µm as per figure 6C. The RTA studies were carried out at a fixed austenitization temperature of 850 °C, which is above the A3 temperature of the steel. The Ac3 temperature for the steel is 813 °C. The full austenitization range for the steel is between 810 and 870 °C and we chose 850 °C where carbides can dissolve and grain growth is restricted. At 850 °C high heating rate will tend to dissolve all the carbides and depending on the heating rate carbon gradient could set in. The austenite holding times were varied at 1 s and 300 s prior to quenching. At 1 s, the carbon gradient structure may retain while at 300 s, the carbide dissolution will be more. The optical microstructures of the steel after RTA as a function of heating rate and holding at 850 °C for 1 s and 300 s are shown in figure 7. The quantification of the microphases was clear with SEM micrographs in figure 8. In the SEM microstructure, the martensite regions (α’) are clearly with laths; the ferrite regions are dark grey phases; the bainitic phases are regions with a fine dispersion of carbide and the retained austenite is the bright film of white phase that decorate the boundary of martensite phase. As the examination is at high magnification, there could be uncertainty in the resolution of martensite and bainite.

The microstructure of the steel CM30 as received samples a banded ferrite pearlitic phase microstructure. b SEM image showing pearlite nodules and c Prior austenite grain size obtained by carburizing method shows an average grain size of 19 microns.

Optical micrographs of the RTA samples at different heating rate and holding time.

SEM micrographs of the RTA samples at different heating rate and holding time.
The XRD analysis of typical samples tested with 1 s holding and 300 s hold time reveals ferrite as the predominant phase, as shown in figure 9. There are no significant peaks of retained austenite phase observed. The completely ferritic structure implies that the phases are either ferrite, bainite or martensite, or a combination of them and the retained austenite content could be less than 5%.

Typical XRD analysis of samples tested at different conditions showing the predominant presence of ferrite (i) 100 °C/s+ 1 s hold time, (ii) 100 °C/s + 300 s hold time, (iii) 500 °C/s + 1 s hold time and (iv) 500 °C/s + 300 s hold time. (Intensity is progressively enhanced by 2000 units to resolve the graphs.)
EBSD was performed on select samples (figure 10a) and keeping in view that the 1 s holding time gave better properties, the analysis was focused at heating rates 100, 300, and 500 °C/s with 1s holding. One sample with a heating rate of 300 °C/s with 300 s holding was included to understand the effect of holding time. The IQ map gave brighter ferrite phase where the diffraction pattern quality is good. while the darker regions indicate poorer diffraction pattern associated with martensite phase. The sample at a heating rate of 100 °C/s held for 1s austenitization shows coarse ferrite content with grain size of the order of 12 μm and the dark region is associated with martensite. A heating rate of 300 °C/s held for 1 s austenitization shows finer ferrite and still finer martensite formation. A heating rate of 500 °C/s with 1s austenitization hold, gave very fine dark regions associated with martensite and bainite. There is still coarser ferrite. Both recovery and recrystallization are completely suppressed and the α to γ phase transformation starts before the onset of recrystallization, resulting in a fine-grained microstructure with partially recovered ferrite grains, observed after rapid heating and cooling. The heating rate at 300 °C/s with a 300 s hold time tends to form predominantly martensite with streaks of white zones as ferrite.

a EBSD analysis show the IQ map, Inverse pole figure analysis, phase map, Kernel average misorientation map and Grain average misorientation map at select heating rates. b The grain size determined by EBSD Pole Figure analysis on select samples shows finer grains at 300–500 °C/s with 1 s holding. Finer grain was observed in 300 °C/s with 300 s holding.
The IPF analysis at 100 °C/s with 1 s austenite holding gives random oriented coarse ferrite grains and there is dark martensite phases surrounding the grains appearing as black regions. The heating rate at 300 °C/s with 1 s austenite holding gave bimodal ferrite grain distribution. With very fine grains along with coarse grain. The heating rate at 500 °C/s with 1 s holding shows coarser ferrite grains than at 300 °C/s heating rate at the same holding time. It is seen that some coarsening of the grains has taken place compared to 300 °C/s. The dark zones are martensite. The heating rate of 300 °C/s with 300 s, the grain size is fine and dark region show large quantity of fine-grained martensite. The grain size becomes finer as heating rate increases as shown in figure 10B. The table inset shows that the high angle boundary (>15°) decreases with increasing heating rate and the low angle boundaries (<2°) is increasing. Hence, formation of ultra fine grains is the reason for increasing high strength with good ductility.
The KAM measures misorientation between adjacent points on map which is related to Geometrically Necessary Dislocation. Hence, information about dislocation substructures, sub grains and other defects. The green colour refers to the low orientation of the ferrite grains. The blue colour indicates still higher orientation grain structure and red boundaries high angle boundaries. The RTA promotes finer grain and sub-grain formation. Very fine boundaries are seen by the blue lines in the ferrite and the dark region which is due to higher incidence of still higher angle grain formation. The featureless dark regions are associated with martensite phase with shear transformation. At 100 °C/s with 1 s austenitic holding the ferrite has both low angle orientation and higher angle orientation in significant quantities (figure 10A). On increasing the heating rate to 300 °C/s with 1 s austenite holding, the low angle boundary associated with ferrite as significant by greener region and reduced blue region. The dark martensite phase is well dispersed surrounding ferrite phase. RTA at 500 °C/s with 1 s holding, shows high instance of green and blue colouration indicating very low angle boundary development. The formation of bainite is observed in this heating rate and that could be one reason for the well dispersed ferrite and bainite grains with high density of sub-grain boundaries. The high instance of green and blue colouration of extensive sub grain boundaries that enhances strength and ductility of the steel. The 300 °C/s heating rate with 300 s holding shows high fraction of dark region associated with martensite formation. The residual ferrite forms low angle boundaries in green and blue colouration.
The GAM measures the misorientation between neighbouring grains in steel. GAM analysis is derived by averaging the KAM values within a grain. It measures the heterogeneity of the microstructure, including the size and distribution of the grains, the presence of preferred orientations, and the extent of deformation or recrystallization. The dark region has fine packets of martensite with greater misorientation between the martensite packets. The grain misorientation is lower as indicated by the white phase at 100 °C/s with 1 s austenite holding. The higher misorientation of grains is signified by the blue and red boundaries seen in the GAM picture. At 300 °C/s with 1s austenite holding, the grains are finer and the misorientation between the grains increased with the blue and red boundaries. At 500 °C/s with 1 s hold, there is tendency to form coarser ferrite grains with red and blue boundaries indicating finer martensite packets. The low orientation white phase improves the ductility. At this condition, white ferrite and bainite phases are observed. At a heating rate of 300 °C/s with 300 s austenite holding time, dark region is associated with extensive martensite packets and fine lath type ferrite with low misorientation of the red boundaries among them is observed. Thus, with increasing heating rate finer grain size is formed and it enhances the strength and the ductility is due to the softer ferrite phase.
4 Discussion
A lean chemistry of carbon steel creating such ultra-high strength and ductility shows potential for exploitation of the new type of processing. Rapid heating by induction heating, resistance heating, or flame heating may be exploited as a viable processing technique. The steel may be also immersed in a high-temperature salt bath for a very low duration for achieving a high heating rate by convective heat transfer, followed by quenching as another new possibility. It may be also possible to rapidly heat the steel, hot stamp, and quench it to achieve such high strengths. At a heating rate of 1000 °C/s there is a drastic reduction in strength and ductility. For the simple carbon steel under consideration, a heating rate between 300 and 500 °C/s at 1 s, gives highest mechanical properties where the microstructure showed ultra-fine grains with finer ferrite, bainite and martensite.
The formation of fine grains is a major benefit of the ultrafast heating process [4, 5]. The starting annealed steel has ferrite and pearlite banded inhomogeneous microstructure (figure 6). The ultrafast heating, nucleates grains from the pearlitic carbides and in ferrite zones austenite grains are nucleated at grain boundaries. Depending on the heating rate and holding time, the carbon gradients are set in the austenite phase. At short diffusion times in the ultrafast heating process, the rapidly nucleated fine austenite grains have less time to grow further. With increasing heating rate there is a decrease in grain size due to the rapid nucleation and inadequate time for the fine grains to grow. At a very fast heating rate, slower recovery and recrystallization lead to rapid nucleation of austenite at the persisting defects and a higher fraction of fine austenite grains as compared to the case of slower heating where austenite nucleates slowly only on the available grain boundaries or ferrite/pearlite boundaries leading to lower fraction and coarser grains. The grain size becomes finer as heating rate increases. The high pulse heat energy input influences the austenitization kinetics as the generally diffusion-controlled process is replaced by massive austenite transformation [5]. In the initial stages, there is spontaneous nucleation of austenite in pearlite and the growth is rapid at pearlite regions [5]. A high heating rate restricts the carbon homogenization in austenite and a carbon gradient is reported to prevail. Hence, the micro-regions have carbon gradients content and on quenching form martensite, bainite, or ferrite. The holding time at the peak temperature tends to improve the carbon homogeneity in austenite, which ultimately tends to promote a higher fraction of brittle martensite fractions. As the heating rate increases, the rapid recovery is reported to soften the steel and the recrystallization is shifted to higher temperatures [4, 5]. Both the recovery and recrystallization are reported to completely suppressed and the α to γ- phase transformation start before the onset of recrystallization, resulting in a fine-grained microstructure with partially recovered ferrite grains, observed after rapid heating and cooling [13]. The phases formed are a function of the extent of austenite formation, the inhomogeneity in the austenite, and the cooling conditions. Further, the holding duration and cooling rate decides the carbon homogeneity in the micro-regions which decides the final phases in addition to quenching conditions. In the present case, water quenching tends to promote bainite, low-carbon lath martensite due to carbon gradient in the samples with 300 to 500 °C/s with 1s austenite hold [5]. The fine granular grain structure, and the harder bainite and martensite formed around the ferrite phase increase with a heating rate, which could be the reason for the increase in strength. Wherever carbide dissolves, the carbon concentration in austenite may show some gradient behavior. The carbon gradients [5], lead to different types of harder and softer phases of martensite and bainite form being formed as shown in the SEM studies. The samples with 1 s soaking time show an increase in strength with heating rate, although the variation in strength and ductility is narrow over the entire range from 100 to 500 °C/s. The increase in strength is due to finer grain sizes and the harder martensite and bainite phases that form from inhomogeneous austenite. Hall Petch's effect on grain size is one reason for the enhanced strength. Finer grains improve ductility and toughness at ultra-high-strength levels.
At 10 °C/s heating rate with 1 s austenite holding, the steel shows coarse ferrite base with martensite island and behaves like dual phase steel (tables 3 and 4). At 100 °C/s ferrite content decreases and becomes finer while martensite content is higher. The carbon gradient at fast heating and lowest holding time gives inhomogeneous austenite that promotes lath martensite. At 300 °C/s and 1s holding, the finer ferrite fraction and lath martensite gives high dislocation density as evidenced by the KAM map (figure 10A). The higher the heating rates, the lesser the extent of carbon enrichment of austenite, once it is formed. Lower the extent of carbon (in terms of depth) enrichment, the CCT diagram of the localized region lies more to the left, thereby allowing bainite formation, considering that bainite transformation is not a thermal and lesser martensite. The slower the heating rate, the greater the extent of enrichment of austenite once it is formed. The greater the extent (in terms of depth) of enrichment, the CCT shifts more to the right, thereby allowing more martensite of lath type being formed. At 500 °C/s at 1 s holding, there is greater inhomogeneity of carbon hence there is the formation of bainite as well (figure 8). There is a loss in strength and ductility at 1000 °C/s at 1 s holding probably because the carbon dissolution in austenite is rapid and the carbon rich austenite in microregion around pre-existing carbide forms brittle high carbon martensite. Massive austenite transformation is another reason reported at high heating rate to form austenite that promotes brittle martensite [5]. At 1000 °C/s heat pulse thes energy input promotes greater residual heat in the steel, that may dissolve the carbon locally and during the 1 s holding it may enhance the carbon rich austenite zones where carbides are dissolved promoting higher carbon martensite that deteriorates the properties.
In the RTA samples with 1s austenite holding, the property enhancement in terms of strength with retention of good ductility is observed compared to RTA samples with 300 s held samples (figure 5A, B). The highest strength in the 1s austenite hold samples was between 300 and 500 °C/s rate of heating. The variation in strength is sharper in the 300 s austenitized sample. The 300 s austenite holding samples, at various heating rate shows in general lower strength and ductility than the 1s sample. This may be correlated with fineness in the grain size and the ductile phases bainite phases formed due to greater inhomogeneity in 1 s held sample where the SEM microphases show ferrite, bainite, and lath martensite. In the 300 s held sample the carbon homogenizes and promotes brittle martensite. Holding at temperatures above A3 transformation will be dominating than recrystallization. The lowering of strength is due to coarser grain size associated with better recrystallization at a longer hold time. The ferrite results are coarser in the 300 s sample than in the 1 s sample. The sharper fall in ductility is due to the formation of a higher extent of carbon rich martensite at high cooling rates and higher holding time. It is well documented that the increased martensite increases with holding time [4, 5].
5 Conclusions
-
RTA carried out in a simple 0.3 % carbon manganese at a heating rate between 10 and 1000 °C/s with a short austenite holding time of 1 s gave significant strength enhancement in the range of 985 MPa with 19% El at 10 °C/s to 2002 MPa with 11% El at 500 °C/s.
-
The microstructure shows ultra-fine grain formation with bainite and martensite formation surrounding the fine ferrite grains is the reason for the ultra-high strength with good ductility. The inhomogenous carbon dissolution in the austenite and rapid nucleation of fine grains at short holding time is the reason for the enhanced properties.
References
Lesch C, Alvarez P, Bleck W and Sevillano J G 2007 Rapid transformation annealing: a novel method for grain refinement of cold-rolled low-carbon steels. Metall. Mater. Trans. A. 38(9): 1882–1890
Roumen P, Farideh H, Jurij S, Jesus S M, Jilt S and Leo K 2012 Ultra-fast annealing of high strength steel. Int. Sci. Congr. Mach. Technol. Mater. 3: 5–8
Karmakar A and Chakrabarti D 2013 Comparison between conventional annealing and rapid-transformation annealing of low-carbon steel. Int. J. Metall. Eng. 2(2): 137–141
Valdes-Tabernero M A, Celada-Casero C, Sabirov I, Kumar A and Petrov R H 2019 The effect of heating rate and soaking time on microstructure of an advanced high strength steel. Mater. Charact. 155: 109822
Castro Cerda F M 2017 Third Generation Advanced High Strength Steels via Ultrafast Heating. Doctoral thesis, Materials Engineering (Ghent University) and Doctor en Ciencias de la Ingeniería Mención Ciencia e Ingeniería de los Materiales (Universidad de Santiago de Chile), Belgium
Lolla T, Cola G, Narayanan B, Alexandrov B and Babu S S 2011 Development of rapid heating and cooling (flash processing) process to produce advanced high strength steel microstructures. Mater. Sci. Technol. 27(5): 863–875
Papaefthymiou S, Banis A, Bouzouni M and Petrov R H 2019 Effect of ultra-fast heat treatment on the subsequent formation of mixed martensitic/bainitic microstructure with carbides in a CrMo medium carbon steel. J. Met. 9(3): 312
Zongan L, Jiyuan L, Yingying F and Wen P 2014 Effect of ultrafast continuous annealing on microstructure and mechanical properties of low silicon grade Nb-Ti microalloying TRIP steel. Acta Metall. Sin. 50(5): 515–523
De Knijf D, Puype A, Föjer C and Petrov R 2015 The influence of ultra-fast annealing prior to quenching and partitioning on the microstructure and mechanical properties. Mater. Sci. Eng. A. 627: 182–190
Dai J, Meng Q and Zheng H 2020 An innovative pathway to produce high-performance quenching and partitioning steel through ultra-fast full austenitization annealing. Mater. Today Commun. 25: 101272
Banis A and Papaefthymiou S 2018 Microstructure characterization of an ultra-fast heated medium carbon chromium-manganese high strength steel. Int. J. Metall. Met. Phys. 3(021): 2–14
Kim H, Inoue J, Okada M and Nagata K 2017 Prediction of Ac3 and martensite start temperatures by a data-driven model selection approach. ISIJ Int. 57(12): 2229–2236
Kestens Leo A I, De Knijf D, Cerda F C and Petrov R H 2017 Advanced high strength steels: improved properties by design of textures and microstructures. IOP Conf. Ser. Mater. Sci. Eng. 219: 012004
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Akela, A.K., Gafoorbhasha, M., Raghushant, J. et al. Mechanical properties and microstructure of a carbon manganese steels subjected to ultra-fast heating. Sādhanā 48, 153 (2023). https://doi.org/10.1007/s12046-023-02228-7
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12046-023-02228-7