
Abstract
A modified two-step deposition technique was performed by vapour depositing methylammonium iodide (MAI) on lead iodide \((\hbox {PbI}_{2})\) films to fabricate good quality methylammonium lead iodide (MAPI) thin films under an ambient atmosphere, and their properties were compared with conventional two-step solution processed MAPI thin films. Scanning electron microscopy results depicted that the MAI vapour-processed films have a uniform coverage and planar surface compared with the non-uniformly distributed granule-like morphology of the solution-processed MAPI film. X-ray diffraction results confirm that the vapour-processed films have better crystallinity compared to the conventional solution-processed MAPI thin films. An enhancement in the optical absorption and emission was observed for the vapour-processed films. The higher processing temperature of the modified-vapour deposition eliminates the effect of moisture during the ambient atmosphere processing of the MAPI films.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Metal–halide hybrid perovskite solar cells (PSCs) have rapidly evolved as a prevalent and promising technology for efficiently harvesting solar energy. The organic lead halide PSCs are highly vulnerable to moisture and atmospheric oxygen \((\hbox {O}_{2})\). Hence, the majority of PSC fabrication is performed in a glove box under an inert atmosphere, where the processing atmosphere constituents are controlled in parts per million. Methylammonium lead iodide (\(\hbox {CH}_{3}\hbox {NH}_{3}\hbox {PbI}_{3}\); MAPI) is a well-known and widely investigated compound among the other hybrid PSC materials. Various processing techniques have been investigated for the fabrication of MAPI [1,2,3,4,5,6,7]. All the available techniques can be divided into two types: (i) one-step deposition (all the precursors are combined and processed in a single step) and (ii) two-step deposition (sequential deposition of \(\hbox {PbI}_{2}\) followed by methylammonium iodide (\(\hbox {CH}_{3}\hbox {NH}_{3}\hbox {I}\); MAI)), which are widely employed for the fabrication of MAPI thin films. These deposition techniques are executed by either solution processing or vapour processing of the precursor materials. Solution processing under an inert atmosphere has proven to be an efficient technique and is adopted in most of the research studies [8]. The vapour processing technique is a mature technology and has been widely used for the large-scale fabrication of organic electronics and semiconductors [7, 9]. Vapour processing of MAPI has been executed using both one-step (sequential) and two-step deposition techniques [3, 10]. Note that all these processing techniques require a complex instrumental setup to control the processing atmosphere. One of the key drawbacks of PSCs is that an inert atmosphere or high-vacuum environment is required to process the organic lead halide PSCs, in order to eliminate the effect of moisture and \(\hbox {O}_{2}\)-induced degradation. Hence, there is a need to identify a processing technique which can be employed to fabricate MAPI-based PSCs in an ambient environment.
Different strategies have been adopted to fabricate high-efficiency PSCs under ambient air. Wang et al [11] demonstrated a power conversion efficiency (PCE) of 12.98% with the PSCs fabricated under >50% relative humidity (RH). They employed vacuum annealing of the one-step spin coated films to enhance the film quality. By using ethylene glycol as an anti-solvent, Troughton et al [12] fabricated PSCs exhibiting PCEs up to 15% under 75% RH. Surface modification of MAPI by the addition of hydrophobic 4-tert-butylpyridine showed enhanced stability for the PSCs at even >75% RH in ambient air [13]. A composite-based interface engineered PSCs including a \(\hbox {Al}_{2}\hbox {O}_{3}/\hbox {NiO}_{2}\) interface in the PSC device configuration showed a high PCE of 18.14% and long-term stability under an ambient atmosphere [14]. Air-assisted flow annealed MAPI film-based PSCs showed a promising efficiency of 13.28% under ambient air [15]. Recently, Wu et al [16] demonstrated 16% PCE under ambient air conditions (25% RH) by adding n-butylamine as an additive to enhance the quality of \(\hbox {PbI}_{2}\) and thus achieve a high-quality perovskite layer.

Diagram of the vapour and solution processing setup. (a) Vapour deposition of MAI and (b) solution processing of MAI.
It is well known that the effect of moisture leads to poor quality of the MAPI thin films and ultimately affects the device performance. This limits the large scale manufacturing of MAPI-based solar modules. In the present work, a two-step modified vapour deposition technique is proposed to fabricate MAPI thin films under an ambient atmosphere. The modified-vapour deposition is performed by reacting MAI vapour on \(\hbox {PbI}_{2}\) thin films at \(190{^{\circ }}\hbox {C}\). The in situ annealing [3] of the MAPI thin films at the elevated processing temperature eliminates the post-annealing of films after MAI deposition. For comparison, MAPI thin films are also fabricated by the conventional solution process method. Improved crystallinity and better surface morphology are observed for the MAI vapour deposited films. The solution-processed films are not of desirable quality due to the impact of moisture in ambient surrounding.
2 Experimental
For the two-step solution and vapour deposition of MAI, first the \(\hbox {PbI}_{2}\) precursor solution was prepared by mixing 1 M \(\hbox {PbI}_{2}\) (Sigma–Aldrich, 99.999%) in 1 ml dimethylformamide (DMF; Alfa-Aesar) and the mixture was stirred at \(70{^{\circ }}\hbox {C}\) for 2 h. The hot solution was spin-coated on a pre-cleaned fluorine-doped tin oxide (FTO) coated glass substrate at 3000 rpm for 10 s and annealed at \(100{^{\circ }}\hbox {C}\) for 5 min. For solution processing of MAI, \(8\hbox { mg ml}^{-1}\) freshly prepared MAI [17] solution in 2-propanol was spin-coated on the prepared \(\hbox {FTO/PbI}_{2}\) substrate at 1500 rpm for 10 s and annealed at \(100{^{\circ }}\hbox {C}\) for 3 min. The setup for the vapour deposition of MAI is shown in figure 1a. For the modified-vapour deposition, first 2 g of the freshly prepared MAI powder was sprinkled on a Petri dish. Then, the previously prepared \(\hbox {FTO/PbI}_{2}\) substrate was placed above the Petri dish with the \(\hbox {PbI}_{2}\) surface facing the MAI powder. This setup was kept inside a hot air oven at \(190{^{\circ }}\hbox {C}\) for 30 min. The MAI powder sublimates to the vapour phase and reacts with the \(\hbox {PbI}_{2}\) film to form MAPI. It is pertinent to note that from precursor preparation to MAPI crystallization, all the processes were performed under an ambient atmosphere.
3 Results and discussion
3.1 XRD analysis
Figure 2 shows the X-ray diffraction (XRD) patterns of the vapour- and solution-processed MAPI films. The diffraction peaks are matched with the tetragonal (Pm / 3m) perovskite structure with peaks at \(2\theta = 14.02,\,15.42,\,32.90\hbox { and }38.83{^{\circ }}\) corresponding to the (002), (110), (310) and (200) diffraction planes [18]. The XRD patterns of both the films exhibited no secondary phase, which shows the phase purity of the fabricated MAPI films. An increase in the diffraction peak intensity for the MAPI film fabricated via vapour deposition of MAI indicates an enhancement in the crystallinity of the film.

XRD patterns of MAPI thin films fabricated by solution and vapour processing techniques (VP: vapour processed; SP: solution processed).

The ambient stability of the solution- and vapour-processed films. (a) New peak at \(2\theta = 12.6{^{\circ }}\) corresponding to the (006) reflection of \(\hbox {PbI}_{2}\) is observed for the 60 days aged solution-processed film. (b) No significant change in the XRD pattern of the vapour-processed film can be observed.
During two-step solution processing, some unreacted compounds may form a residue after thermal annealing due to the incomplete reaction between the reactants during solution deposition. The moisture and \(\hbox {O}_{2}\) present in the ambient atmosphere also degrades the film quality during thermal annealing. Whereas in the case of the vapour deposition process, the organic MAI is deposited in the vapour phase. Thus the residue of any unreacted compound is excluded. Since the vapour processing temperature (\(190{^{\circ }}\hbox {C}\)) is much higher than the boiling point of DMF (\(153{^{\circ }}\hbox {C}\)), even any residual solvent in the \(\hbox {PbI}_{2}\) film is removed. The annealing of the MAPI films after MAI deposition is eliminated in the vapour deposition process, due to the in situ annealing during vapour deposition [3]. Importantly, we would like to elucidate that the higher processing temperature (\(190{^{\circ }}\hbox {C}\)) ensures the absence of moisture in the films at this processing atmosphere, and this might be the reason for the superior quality of the vapour deposited films, compared to the solution-processed film. This results in the formation of phase pure and highly crystalline MAPI film. These might be the reasons for the enhanced crystallinity of the vapour-processed films.

Surface morphology and topography images of solution- and vapour-processed MAPI films. (a, c) solution processed; (b, d) vapour processed.
3.2 Thermal and ambient stability of the films
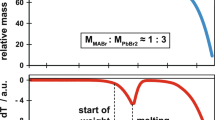
The possibility of \(\hbox {CH}_{3}\hbox {NH}_{3}\hbox {PbI}_{3}\) to undergo thermal degradation is highly probable at \(190{^{\circ }}\hbox {C}\). The decomposition mechanism of \(\hbox {CH}_{3}\hbox {NH}_{3}\hbox {PbI}_{3}\) in the temperature range of 50–\(166{^{\circ }}\hbox {C}\) was analysed using Knudsen effusion mass spectrometry [19]. The decomposition path is proposed as follows:
According to the above degradation mechanism, HI and \(\hbox {CH}_{3}\hbox {NH}_{2}\) tend to dissociate from \(\hbox {CH}_{3}\hbox {NH}_{3}\hbox {PbI}_{3}\) at higher temperatures (>140\({^{\circ }}\hbox {C}\)) [20] transforming \(\hbox {CH}_{3}\hbox {NH}_{3}\hbox {PbI}_{3}\) to \(\hbox {PbI}_{2}\) in the due course.
However, in our modified-vapour deposition technique, the \(\hbox {PbI}_{2}\) thin film is treated with MAI vapour at \(190{^{\circ }}\hbox {C}\) to induce \(\hbox {CH}_{3}\hbox {NH}_{3}\hbox {PbI}_{3}\) crystallization. The possible dissociation of \(\hbox {CH}_{3}\hbox {NH}_{2}\) and HI from the \(\hbox {CH}_{3}\hbox {NH}_{3}\hbox {PbI}_{3}\) film duringdeposition is concurrently substituted by the incoming \(\hbox {CH}_{3}\hbox {NH}_{3}\hbox {I}\) vapour. Moreover, after the reaction time of 30 min, the setup is kept undisturbed until it cools to room temperature. Since the entire setup is maintained at the same temperature throughout the process, any possibility of thermal degradation after the vapour deposition is also eliminated. Thus, an equilibrium state is preserved in the material composition during high temperature vapour deposition, leading to the growth of stable \(\hbox {CH}_{3}\hbox {NH}_{3}\hbox {PbI}_{3}\) at \(190{^{\circ }}\hbox {C}\).
The stability of both solution and vapour deposited films under ambient conditions was also analysed. The films after fabrication were kept in an open atmosphere, and the XRD pattern was obtained for both films after 60 days and was compared with the XRD patterns of the pristine film. It can be seen that no significant change in the XRD pattern (figure 3b) is observed for the vapour-deposited films, whereas the solution-processed film exhibits a new peak at \(2\theta = 12.6{^{\circ }}\), which corresponds to the (006) diffraction peak of \(\hbox {PbI}_{2 }\) (figure 3a). Thus, the emergence of a secondary \(\hbox {PbI}_{2}\) phase can be ascertained by the ambient instability of the solution-processed film. The digital photographs (figure 3, inset) of the solution-processed films also show yellow patches corresponding to the colour of \(\hbox {PbI}_{2}\), while the aged-vapour processed film looks similar to the pristine film. The secondary unreacted species present in the solution-processed films might be the reason for the low stability compared to the vapour-processed film.

Optical (a) absorption and (b) emission curves of solution- and vapour-processed MAPI films.
3.3 Surface morphology and topography
The solution- and vapour-processed MAPI films show totally contrasting surface morphologies. The MAI solution-processed film exhibited a non-uniform, rough surface. There is no uniform grain distribution and the surface appears with a clustered granule-like morphology (figure 4a). The surface roughness was found to be \(R_\mathrm{q} = 56\hbox { nm}\) from atomic force microscopy (AFM) analysis. The topography image of the solution-processed film complements the scanning electron microscopy (SEM) image with a comparatively rough surface and irregular grain distribution (figure 4c). Generally, the rate of crystallization plays a vital role in the final film quality. A slow rate of crystallization is desired to fabricate good quality MAPI films [21]. The rate of crystallization is controlled by the rate of inter-diffusion of the precursor MAI into the \(\hbox {PbI}_{2}\) layer [22]. In the MAI solution process, annealing is performed for 3 min duration which leads to a very high rate of crystallization. This rapid crystallization of MAPI under ambient air leads to the incomplete reaction between MAI and \(\hbox {PbI}_{2}\), and results in the random distribution of grains, ultimately yielding an undesirable surface [23].
Figure 4b shows the SEM image of the vapour-processed film. A planar surface with a uniform grain distribution and superior surface coverage is observed. The surface appears to be planar with a larger grain size compared to the granule-like morphology of the solution-processed film. The AFM results (figure 4d) support the SEM observation displaying a comparatively uniform surface (\(R_\mathrm{q} = 36\hbox { nm}\)) with a regular grain distribution. It is evident that the vapour phase deposition of MAI greatly influences the surface morphology and crystallinity of the MAPI films. The inhomogeneous distribution of the deposited compounds observed during solution processing is prevented in the vapour deposition of MAI. In vapour deposition, MAI decomposes into \(\hbox {CH}_{3}\hbox {I}^{-}\) and \(\hbox {NH}^{+}_{3}\) [7], and reacts with the \(\hbox {PbI}_{2}\) thin films to crystallize into \(\hbox {CH}_{3}\hbox {NH}_{3}\hbox {PbI}_{3}\). It is to be noted that the moisture free environment created by the modified-vapour deposition technique and the in situ annealing [3] has played a critical role in enhancing the quality of the films by this process compared to the solution-processed films.
3.4 Optical properties
The optical properties of the MAPI films were analysed by ultraviolet–visible (UV–Vis) and excited emission spectroscopy. Both the vapour- and solution-processed films show similar absorption curves but the UV–Vis spectra of the vapour-processed film exhibits an increase in the absorption intensity (figure 5). This increase in the absorption concurs with the XRD and SEM results, supporting that the vapour-processed film has better crystalline quality. The emission intensity of the vapour-processed film is slightly higher than the solution-processed film. It can be interpreted that vapour or solution processing techniques have almost no impact on the characteristic absorption and emission properties. But the enhanced absorbance and emission intensities of the vapour-processed film shall be directly attributed to the improved crystallinity and quality of the MAPI films.
4 Conclusion
A modified two-step deposition technique was utilized by vapour depositing MAI on the \(\hbox {PbI}_{2}\) films for the fabrication of good quality MAPI thin films under an ambient atmosphere. The properties of the vapour-processed MAPI thin films were compared with the conventional solution-processed films. The structural, morphological and optical properties of the vapour- and solution-processed films were analysed. The XRD results showed that the MAI vapour deposited film had better crystallinity. The surface morphology and topography images showed a planar surface with large grains for the vapour deposited film, while the solution-processed films showed a clustered granule-like morphology. The optical absorption and emission curves also showed an increased absorption and emission for the MAI vapour deposited films, which might be due to the enhanced film quality as observed in the XRD and SEM results. Higher processing temperature of vapour deposition eliminates the effect of moisture that highly impacts the crystallization and final quality of the MAPI film. The slow rate of crystallization during vapour deposition results in better film crystallinity. The results suggest that the modified-vapour deposition of MAI on \(\hbox {PbI}_{2}\) can yield good quality MAPI films under ambient atmosphere conditions. The effect of different deposition temperatures and complete device fabrication will be analysed as a separate work in future.
References
Kim J H, Williams S T, Church C-C and Jen S K Y 2015 Adv. Energy Mater. 5 1401229
Leyden M R, Ono L K, Raga S P, Kato Y, Wang S and Qi Y 2014 J. Mater. Chem. A 2 18742
Yin J, Qu H, Cao J, Tai H, Li J and Zhen N 2016 J. Mater. Chem. A 4 13203
Jung H S and Park N G 2015 Small 11 10
In J H, Kim H S and Park N G 2014 APL Mater. 2 081510
Liu M, Jhonston M B and Snaith H J 2013 Nature 501 395
Avila J, Momblona C, Boix P P, Sessolo M and Bolink H J 2017 Joule 1 431
Shahbazi M and Wang H 2016 Solar Energy 123 74
Sessolo M, Momblona C, Gil-Escrig L and Bolink H J 2015 MRS Bull. 40 660
Xiao L, Xu J, Luan J, Zhang B, Tan Z, Yao J et al 2017 Org. Electron. 50 33
Wang G, Liu D, Xiang J, Zhou D, Alameh K, Ding B et al 2016 RSC Adv. 6 43299
Troughton J, Hooper K and Watson T M 2017 Nano Energy 39 60
Liu C, Ding W, Zhou X, Gao J, Cheng C, Zhao X et al 2017 J. Phys. Chem. C 121 6546
Wang Y, Mahmoudi T, Rho W-Y, Yang H-Y, Seo S, Bhat K S et al 2017 Nano Energy 40 408
Eze V O, Lei B and Mori T 2016 Jpn. J. Appl. Phys. 55 02BF08
Wu J, Dong J-J, Chen S-X, Hao H-Y, Xing J and Liu H 2018 Nanoscale Res. Lett. 13 293
Tsai H, Nie W, Lin Y-H, Blancon J C, Tretiak S, Even J et al 2017 Adv. Energy Mater. 2017 1602159
Manukyan K V, Yeghishyan A V, Moskovskikh D O, Kapaldo J, Mintairov A and Mukasyan A S 2016 J. Mater. Sci. 51 9123
Latini A, Gigli G and Ciccioli A 2017 Sust. Energy Fuels 1 1351
Dualeh A, Tétreault N, Moehl T, Gao P, Nazeeruddin M K and Grätzel M 2014 Adv. Funct. Mater. 2014 3250
Luo S and Daoud W A 2016 Materials 9 123
Dubey A, Gaml E A, Adhikari N, Reza K M, Zeyada H and Qiao Q Proceedings of the IEEE International Conference on Electro Information Technology (EIT) p 0716
Xiao Z, Bi C, Shao Y, Dong Q, Wang Q, Yuan Y et al 2014 Energy Environ. Sci. 7 2619
Acknowledgements
The authors sincerely thank the Department of Science and Technology (DST), Government of India, for funding this research No. DST/TM/SERI/FR/90(G).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Manobalaji, G., Pandiyarajan, M., Senthilkumar, M. et al. A modified high-temperature vapour deposition technique for fabricating \(\hbox {CH}_{3}\hbox {NH}_{3}\hbox {PbI}_{3}\) thin films under an ambient atmosphere. Bull Mater Sci 42, 276 (2019). https://doi.org/10.1007/s12034-019-1956-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12034-019-1956-4