
Abstract
This study aimed to evaluate the physicochemical properties and storage stability of microencapsulated DHA-rich oil spray dried with different wall materials: model 1 (modified starch, gum arabic, and maltodextrin), model 2 (soy protein isolate, gum arabic, and maltodextrin), and model 3 (casein, glucose, and lactose). The results indicated that model 3 exhibited the highest microencapsulation efficiency (98.66 %) and emulsion stability (>99 %), with a moisture content and mean particle size of 1.663 % and 14.173 μm, respectively. Differential scanning calorimetry analysis indicated that the Tm of DHA-rich oil microcapsules was high, suggesting that the entire structure of the microcapsules remained stable during thermal processing. A thermogravimetric analysis curve showed that the product lost 5 % of its weight at 172 °C and the wall material started to degrade at 236 °C. The peroxide value of microencapsulated DHA-rich oil remained at one ninth after accelerated oxidation at 45 °C for 8 weeks to that of the unencapsulated DHA-rich oil, thus revealing the promising oxidation stability of DHA-rich oil in microcapsules.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Docosahexaenoic acid (DHA)-rich oil from Schizochytrium sp. is a valuable fatty acid for functional foods because it contains a considerable amount of omega-3 polyunsaturated fatty acids (PUFAs). DHA is an important omega-3 polyunsaturated fatty acid that has beneficial effects on human health, such as reducing blood viscosity and preventing cardiovascular diseases, cancer, schizophrenia, and Alzheimer’s disease [1–3]. Moreover, DHA has an important function in infant brain and retinal development, and it is an essential nutrient for marine fish in the aquaculture industry [4, 5]. However, PUFAs are extremely sensitive to oxygen, heat, and light. As a result, DHA-rich oil is easily oxidized and loses its physiological functions. In addition, this oxidized oil can produce a number of harmful substances in the human body, and its peculiar smell is not acceptable to most consumers [6]. Thus, a stable antioxidative process must be established to maintain the original physiological and storage properties of PUFAs.
Microcapsule technology offers protection from environmental conditions by changing the nature of the material or its performance; thus, it can shield peculiar smells, improve stability, and prolong shelf life. Therefore, to improve the stability of DHA-rich oil and to expand the range of its application, an appropriate formula to microencapsulate DHA-rich oil by spray drying can be adopted, and a product with high encapsulation efficiency and good stability can be prepared.
The efficiency of protection and controlled release mainly depends on the composition and structure of the encapsulation wall material [7]. Selecting the most suitable wall material is an important step in developing microcapsules [8]. Carbohydrates (maltodextrins, modified starch, and some gums), proteins (gelatin, casein, lactoprotein, and soy protein), and biological polymers (mainly Maillard reaction products) are three main categories of wall materials for the application of spray drying [9, 10]. Carbohydrates such as maltodextrins and modified starch may play a significant role in the characteristics of the finished product [11]. Maltodextrin is a hydrolyzed starch commonly used as a wall material in the microencapsulation of food ingredients [12]. It has many advantages such as a relatively low cost, good taste, low viscosity at high solid concentrations, and good resistance to oxidation [13]. Gum arabic produces stable emulsions with most oils over a wide pH range and also forms a visible film at the oil interface [14]. Proteins from plant sources are a more renewable and biodegradable raw material and are known to have good emulsification and film formation properties, water solubility, high stabilizing activity, and a tendency to form a fine dense network [15]. Maillard reaction products (MRPs) are biological polymer that is produced during the Maillard reaction and have strong antioxidative activity, which is important for applications in the food industry. The Maillard reaction refers to the interaction initiated between the terminal α- or ε-amino group of lysine residues in peptides or proteins and the carbonyl moiety of reducing sugars [16]. Augustin et al. confirmed that Maillard reaction products obtained by heating a mixture of protein sources and carbohydrates had a positive influence on encapsulation efficiency [17]. The use of a single wall material may cause many problems, such as low emulsifying capacity and high cost [18]. Therefore, it is desirable to use mixtures of carbohydrates with proteins, gums, and others in different proportions. Using polymer blends to embed core material results in a higher encapsulating efficiency and lower cost compared with using individual biopolymers [19, 20]. The wall materials protect the DHA-rich oil from oxygen, water, and light and serve as a barrier to control diffusion as well [21]. Preparation of DHA-rich oil microcapsules not only improves the oxidation stability of food but also expands the scope of applications of DHA-rich oil in the food industry.
This study compared the spray drying microencapsulation properties of three different models. The appearance, moisture content, particle size distribution, dissolution rate, and encapsulation efficiency of microencapsulation were determined to evaluate the physical and chemical properties of microencapsulated DHA-rich oil. The surface structure and thermal properties of the encapsulation walls were analyzed to provide a theoretical basis for the microencapsulation and its processing products, which are beneficial in industrial food and non-food applications.
Materials and Methods
Materials
Modified starch, gum arabic, maltodextrin, soy protein isolate, and casein were purchased from YunYu Biological Technology Co., Ltd. (Zhuhai, China). DHA-rich oil was extracted from Schizochytrium sp. B4D1 in our laboratory using the method described by Xie with slight modifications [22]. The main compositions of fatty acids in the DHA-rich oil were 11.97 % C16:0, 4.92 % C18:0, 0.57 % C20:0, and 30.69 % C22:6. All other chemicals used were of analytical or higher grade.
Emulsion Preparation
The following wall materials were investigated: model 1 contained modified starch, gum arabic, and maltodextrin; model 2 contained soy protein isolate, gum arabic, and maltodextrin; and model 3 contained Maillard reaction products prepared from casein, glucose, and lactose.
For model 1, modified starch (45 %), gum arabic (25 %), and maltodextrin (10 %) were stirred and dissolved in distilled water using a magnetic stirrer at 300 rpm for 15 min at 50 °C. DHA-rich oil (20 %) was progressively added to the wall material solution, which was stirred at 300 rpm for 10 min using a magnetic stirrer. Then, the emulsion was formed using a homogenizer (35 MPa, three times; JN-10HC, China). This emulsion was used as feed liquid 1 for the spray dryer [22, 23].
For model 2, soy protein isolate (42 %) was dispersed in distilled water at 70 °C using a magnetic stirrer for 30 min and then cooled to 45 °C. Transglutaminase (4 U/g) was added into the emulsion to introduce a covalent cross link and improve the emulsifying activity of soy protein isolate. The mixture was then stored for 45 min. Gum arabic (20 %), maltodextrin (18 %), and DHA-rich oil (20 %) were added to the soy protein isolate solution, which was stirred at 300 rpm for 10 min using a magnetic stirrer. Then, the emulsion was formed using a homogenizer (35 MPa, three times; JN-10HC, China). This emulsion was used as feed liquid 2 for the spray dryer [24, 25].
For model 3, casein (40 %) was completely dissolved in water heated to 105 °C. Then, glucose (20 %) and lactose (20 %) solutions were completely dispersed into the casein solution. The pH was adjusted to 8.0 with 2 M NaOH. After 3 h, the reaction solution was cooled in an ice water bath to 50 °C, and DHA-rich oil (20 %) was added and stirred at 300 rpm for 10 min using a magnetic stirrer. Then, the emulsion was homogenized by a homogenizer (35 MPa, three times; JN-10HC, China). This emulsion was used as feed liquid 3 for the spray dryer [26, 27].
Spray Drying
The emulsions were spray dried using a B-290 mini spray drier (Büchi Labortechnik AG, Flawil, Switzerland). The nozzle atomization system had a 0.7-mm-diameter nozzle and a 60 × 50 × 110 mm main spray chamber. The outlet air temperature was controlled at 90 ± 5 °C by changing the inlet air temperature and flow rate. The spray-dried microcapsules that collected in the cyclone were recovered and stored at 4 °C until further analysis [28].
Determination of Emulsion Stability
The feed liquid (50 mL) of each sample was transferred into 50-mL graduated cylinders and sealed after the emulsion. Then, the emulsion was stored at 25 °C for 1 day. When the separated layer is formed, its volume was measured [28]. All samples were measured in triplicate. The stabilities of the emulsions were calculated using the following equation:
Moisture Content of Microcapsules
Two grams of microcapsule was weighed and dried in an oven at 70 °C for 24 h. The moisture content was measured by the difference in quality before and after drying.
Dissolution Behavior of the Microcapsules
Dissolution behavior was measured using an absorbance microplate reader (SpectraMax plus 384, Molecular Devices, LLC, California, USA). A microcapsule sample (20 mg) was layered on top of 3.0 mL of water in a cuvette (1 × 1 cm cross section), and the increase in absorbance at 620 nm (A620) over time was recorded. The rate of increase in absorbance and the maximal A620 (approximately constant after dissolution) were used as indicators to evaluate the rate and potential for dissolution. Dry powder was prepared by storing the microcapsules (in seal bags not sealed) at 4 °C in a dryer with silica gel desiccant for 4 days, while wet powder was prepared by storing the microcapsules at 4 °C and 75 % relative humidity for 4 days in a dryer [24].
Particle Size of Microcapsules
The particle size of the microcapsules was measured using a particle counter based on laser diffraction (Malvern Instruments, Worcestershire, UK). A microcapsule (5 mg) was suspended in 10 mL of water under agitation, and the particle size was recorded [11]. The particle size was expressed as D 43, the volume-weighted mean diameter.
Calculation of Encapsulation Efficiency (EE)
Surface oil was measured by adding 2 g of microcapsule to 15 mL of hexane and then shaking the sample in a vortex mixer for 2 min at room temperature. The solvent mixture was filtered through Whatman no. 1 filter paper, and the collected powder on the filter was rinsed three times with 20 mL of hexane [21]. The filtrate solution containing the extracted oil was transferred to a clean flask and left to evaporate. Then, the solution was dried at 60 °C until a constant weight was achieved. Surface oil was calculated based on the difference between the initial clean flask and the flask that contained the extracted oil residue [29]. Total oil was assumed to be equal to the initial oil in the formation mixture. EE was calculated as follows:
where TO is the total oil content and SO is the surface oil content.
Scanning Electron Microscopy (SEM) Analysis
The microstructures of microcapsules were evaluated using a scanning electron microscope (Leo Electron Microscopy Ltd., Cambridge, England). Powder samples were attached to a two-sided adhesive tape mounted on the microscope stubs, and the redundant powder samples were removed. The microscope was operated at an accelerated voltage of 5 kV [28].
Accelerated Storage Test
Dry powder samples were stored at 4 and 45 °C, and the change in peroxide value (POV) was measured every 7 days to reflect the oxidation resistance of the product. POV was determined according to a previously described method with minor modifications [30, 31].
The extracted oil was dissolved in 50 mL of an acetic acid/chloroform (3:2) mixture in a 250-mL Erlenmeyer flask. Then, 1 mL of KI saturated solution was added to the mixture, and the mixture was shaken for 1 min while covered with a rubber stopper. The mixture was placed in the dark for 3 min, diluted with 30 mL of water, and titrated with 0.001 mol/L Na2S2O3 until the yellow color almost disappeared. A starch solution (5 g/L, 1 mL) was added to the mixture and titrated with 0.001 mol/L Na2S2O3. The disappearance of the blue color indicated the end of the experiment. Each test was performed in triplicate, and the blank test was conducted under the same conditions.
Thermodynamic Properties of Microcapsules
Differential Scanning Calorimetry (DSC)
DSC thermograms of microcapsules were obtained by DSC Q2000 from TA Instruments (New Castle, USA). Microcapsule products were placed in an aluminum specimen box at a heating rate of 10 °C min−1 from −30 to 200 °C under nitrogen injection as a purge gas with a flow rate of 20 mL/min and a sample weight of 5 mg [11].
Thermogravimetric Analysis (TGA)
TGA was carried out using SDT Q600 from TA Instruments (New Castle, USA). Microcapsule products were placed in an aluminum specimen box at a heating rate of 10 °C min−1 from 25 to 400 °C under nitrogen injection as a purge gas with a flow rate of 20 mL/min and a sample weight of 10 mg. During the heating process, the difference between gravity and temperature as a function of temperature and time was recorded [13].
Statistical Analyses
All data were expressed as the mean ± SD. ANOVA was used to determine significant differences (p < 0.05) among the microcapsules. The differences between the means were detected using Tukey’s test.
Results and Discussion
Stability of DHA-Rich Oil Emulsions with Different Wall Materials
The stability of the emulsions is important for microencapsulation, and the type of material used for the walls influences emulsion stability. The results showed that most of the emulsions were kinetically stable and based on the stability value (p < 0.05); all three models were suitable for spray drying to produce DHA-rich oil microcapsules (Fig. 1a). However, the emulsion stability of model 1, at approximately 97 %, was slightly lower than those of the other two models. The emulsion stabilities of model 2 and model 3 were more than 99 %. The emulsion stabilities of all three models were greater than 90 % and were higher than those reported in similar studies [32]. Carneiro et al. reported that the separation of an emulsion prepared with whey protein concentrate and maltodextrin was 16.8 % [13].

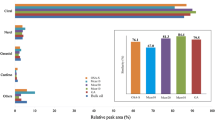
Stability of DHA-rich oil emulsions with different wall materials (a) and mean particle size of the powder samples produced with different wall material (b). (Different letters indicate the significant difference among the samples at p < 0.05)
Particle Size of Microcapsules
The distribution of particle size in the powder samples produced through different combinations of wall materials is shown in Fig. 1b. The particles exhibited a wide range of sizes, with diameters mainly varying from 0.45 to 112.20 μm. Although all of the wall material combinations resulted in similar particle size distributions, the powder samples produced with model 1 exhibited a wider distribution in particle size, thus indicating that these particles were less homogeneous. This result may be related to the low stability of the feed emulsions produced with modified starch.
The mean particle diameters of DHA-rich oil microcapsules produced with the three models were 17.634, 10.052, and 14.173 μm. Model 1 microcapsules were the largest, which may be attributed to the higher emulsion viscosity of model 1 than that of the other models. According to Masters, atomized droplet size varies directly with emulsion viscosity at a constant atomization speed [13, 33]. This finding is consistent with the results published by Hogan et al. for fish oil encapsulated in a mixture of sodium caseinate and carbohydrates of varied dextrose equivalence [32].
Dissolution Rate of Microcapsules
The dissolution behavior of powder products in water is also one of the important quality parameters that affect customer preferences. The dissolution behaviors of the three dry and wet powder samples in water were studied by detecting the changes in the absorbance at 620 nm over time [24]. As shown in Fig. 2, the difference in dissolution rate between the dry and wet powder samples was larger for models 2 and 3 than that for model 1. The wet powder of model 2 reached a dynamic balance (approximately 0.36) at 60 min, while the dry powder reached 0.42 at 20 min. The wet and dry powder samples of model 3 reached a dynamic balance at 1 h and 10 min, and their absorbance values were 0.33 and 2.30, respectively. Wetting is the limited procedure in the dissolution process of the powder, and the powder surface and structure exhibit crucial relationships with wetting. The results showed that the dissolution rate of model 3 was the highest, which could be attributed to the presence of lactose in the embedding system. The surface of the powder also had lactose after spray drying, and the hydrophilic group of sugars could secure the powder particle from the dissolution process. The dissolution rate of the wet powder was reduced significantly compared with that of the dry powder because the damp environment destroyed the integrity of the powder particles, and the oil droplet was removed from the powder particle surface. This hydrophobic oil layer could result in high sugar solubility and water isolation. The solubility of the section uncovered by surface oil was also decreased because of the moisture absorption of crystal sugar powder [34]. The dissolution rate between wet and dry powder samples in model 1 was different from those of the other models not only because of the numerous surface oil droplets on the particle surface but also because the composition and structure of the powder surface affected the solubility of the particle.

The dissolution rates of the powder samples produced with different wall material
Powder Characteristics
The powder characteristics of different microcapsule models were evaluated, as shown in Fig. 3. The powders made by models 1 and 2 appeared white, whereas that made by model 3 was light brown.

The appearance (a for model 1, b for model 2, and c for model 3) and SEM (d for mode1, e for model 2, and f for model 3) images of the powder samples produced from different wall materials
Moisture content is important when forming microcapsules and is related to the drying efficiency, powder flow ability, and storage stability due to its effect on glass transition and crystallization behavior [35]. Excessive moisture content will result in the agglomeration of powder and mildew, thus leading to the release/oxidation of the core material [36–38]. Similar to those reported in previous studies, the moisture content of these three models varied from 1.66 to 2.58 % (Table 1) [24, 32, 39]. There was no significant difference in the moisture contents of the three types of microcapsules. The moisture content of model 2 was the highest, while that of model 3 was the lowest. This variation in moisture content could be attributed to the chemical structure of different wall materials. Soy protein isolate has a high number of hydrophilic groups and thus can easily bind to water molecules from the ambient air during powder handling after drying. Tang and Li reported similar moisture content results for the effect of soy protein isolate on crust formation during microencapsulation [24]. However, the moisture content in our products was relatively low, which may have been due to the high inlet and outlet air temperatures during the spray process.
Surface oil is an important factor in microcapsule stability because the oil on the particle surface may be easily oxidized in the presence of oxygen [38]. The surface and total oil contents of the microcapsules were determined to evaluate the parameters affecting encapsulation efficiency. Encapsulation efficiency is an important indicator for microencapsulated particles and refers to the potential of the wall materials to encapsulate or hold core material inside the microcapsule [40]. Models 2 and 3 had less surface oil than model 1 because of the uniform film formation of their microcapsules. As shown in Table 1, encapsulation efficiency ranged from 72.59 to 98.66 % for the spray-dried microcapsules, in which the value for model 1 was the lowest. The encapsulation efficiencies for models 2 and 3 were higher than those in a study by Aghbashlo et al. that reported a maximum encapsulation efficiency value of 85.12 % [11]. Model 3 exhibited the highest encapsulation efficiency, which could be attributed to the coexistence of casein, lactose, and glucose with spray drying to embed DHA-rich oil. Lactose molecules can replace water molecules, and casein molecules can form hydrogen bonds. This phenomenon maintains the protein of the oil/wall emulsion in a dissolution state before and after spray drying, thus improving the encapsulation efficiency of products. Augustin et al. also obtained a satisfactory result in their investigation on Maillard reaction products as wall materials to embed fish oil prepared by spray drying [41].
SEM Images of DHA-Rich Oil Microcapsules
SEM was used to investigate the morphological structure of microcapsules. Particles showed a smooth surface with no apparent cracks or fissures, which is of considerable benefit because it implies that the microcapsules have a lower permeability to gases due to the walls of microcapsule protect and retain the active material [13]. The SEM images of DHA-rich oil microcapsules with different wall materials are shown in Fig. 3d-f. The microcapsules produced by model 2 (Fig. 3e) and model 3 (Fig. 3f) exhibited a spherical surface without cracks or pores, which is necessary to protect the core material from oxygen and the unwanted release of oil droplets [11]. However, the concave or shriveled surfaces of various sizes are typical characteristics of particles produced by spray drying [13, 42]. Most particles in model 1 demonstrated these features (Fig. 3d), which may not effectively protect the core material from the external environment, resulting in low encapsulation efficiency. A similar morphology was observed by other researchers [9, 43]. Encapsulation efficiency varied from a minimum value of 72.59 % to a maximum value of 98.66 %. The amount of entrapped oil in a spray-dried microcapsule is quite important for stable storage. The encapsulation efficiency of microcapsules coated with model 3 was the highest (p < 0.05), whereas the encapsulation efficiency of microcapsules coated with model 1 was the lowest (p < 0.05). Crust formation in droplets containing the Maillard reaction product was quick, and the oil could not diffuse out easily to the surface. Several studies have confirmed that the protein–carbohydrate conjugates of Maillard reaction products for embedded fish oil positively influence its encapsulation characteristics [17, 44]. Therefore, the encapsulation efficiencies of models 2 (93.03 %) and 3 (98.66 %) were more suitable for embedding wall-forming microcapsules and exhibited favorable characteristics for microcapsule storage.
DSC Analysis
DSC scans of DHA-rich oil and DHA microcapsules produced by the three different wall materials are shown in Fig. 4. The characteristic endothermic peaks of DSC analysis are shown in Table 2.

DSC scans of the powder samples produced from the three different wall materials and DHA-rich oil. (a Model 1. b Model 2. c Model 3. d DHA-rich oil)
Selecting a single temperature to report as the glass transition temperature (Tg) of the sample is difficult because the measured Tg values (onset, midpoint, and final) have no clear physical meaning [45]. The results showed that the Tg and hot melting temperature of the DHA-rich oil microcapsules produced by the three different wall materials were significantly higher than those of the DHA-rich oil. This finding demonstrated that the DHA-rich oil microcapsule can protect and guarantee the stability of the core material in numerous processed foods and storage processes.
TGA
TGA was used to investigate the relationship between the total weight and the temperature of the sample under a program-controlled temperature. When the sample was heated, physical chemical reactions occurred, and the quality of the sample was changed. TGA can predict the physical-chemical changes that occurred during the process. Thus, the change in the thermal process can be analyzed through the TGA curves of the sample.
The TGA curves of the microencapsulation with different wall materials over the range from 20 to 350 °C with two representative weight loss steps are shown in Fig. 5a. The first slight weight loss step (between 30 and 100 °C) corresponded to the loss of free water, that is, the water bound with less energy to the matrix [46]. The microcapsules of models 3 and 1 lost 5 % of their weights at 172 and 96 °C, respectively. This result verified that the moisture content of model 3 was lower than that of model 1. The second stage of weight loss of the TGA/DTG curves is the occurrence of decomposition reactions in the constituents of the microcapsules, for example, proteins and carbohydrates [47]. The results showed that the microcapsules embedded with model 3 exhibited less weight loss at 350 °C, which could be attributed to the incomplete degradation of the wall material and its thermal stability. Thus, model 3 was the best among the three models.

TGA curves (A) and POV changes (B) at 4 °C for 8 weeks (a) and 45 °C for 8 weeks (b) of the powder samples with different wall materials
Storage Stability of Microcapsules
POV is a measure of the amount of hydroperoxide in a sample, represents the initial stage of oil deterioration, and is a standard index used to monitor food safety and quality [48]. In general, products had lower solid content and higher oil concentrations, which can lead to the presence of oil on the particle surface. This can be related to the lower encapsulation efficiency obtained under these conditions, which leads to higher peroxide values. When this unencapsulated oil is in contact with oxygen, it is much more susceptible to oil oxidation than its encapsulated counterpart [42].
POV changes were measured at different temperatures (4 and 45 °C) to evaluate the stability of microcapsules containing different wall materials. As shown in Fig. 5B(a), the POV of DHA-rich oil was 52.57 meq/kg after 8 weeks, and microcapsules of the three models did not show a significant increase in peroxide value during storage at 4 °C. Conversely, when the storage temperature was 45 °C for 8 weeks, the DHA-rich oil showed a maximum peroxide value of 459.93 meq/kg (Fig. 5B(b)), while the microcapsule products were approximately 50 meq/kg, confirming that the microcapsule products exhibited efficient heat-resistance performance and helped protect oil quality. By contrast, the POV of the unencapsulated DHA-rich oil rapidly accelerated with increasing temperature.
Wang et al. reported that the POV of crude fish oil increased after 5 weeks and reached a maximum level of 350 meq peroxide/kg oil during the eighth week [48]. Tonon et al. reported that the amount of oil present on the particle surface is high at low EE values [42]. In the present study, the POV of model 2 was higher than that of model 1, and the EE of model 1 was lower than that of model 2. This result may be attributed to the greater damage to the wall materials of model 2 than those of model 1. The increase in temperature further reduced the effect of oil protection. Thus, a high-temperature environment should be avoided when storing microcapsule products to guarantee quality.
Conclusions
This study evaluated the physiochemical characteristics of three DHA-rich oil microcapsules made from different wall materials by spray drying. Among the three models, model 3 exhibited the highest EE and the lowest POV during storage, which performed the best in protecting DHA-rich oil against oxidation during storage. The SEM images showed that DHA-rich oil microcapsules coated by models 2 and 3 exhibited a more uniform spherical shape without cracks or pores, which is necessary to protect the core material from oxygen and the unwanted release of oil droplets on the surface of the particles. The wall materials of model 3 improved oxidative stability and encapsulation efficiency, which is beneficial for industrial food and non-food applications. Future research is required to better understand, optimize, and adapt the microencapsulation of DHA-rich oil or other compounds with model 3.
References
Ursin, V. M. (2003). Modification of plant lipids for human health: development of functional land-based omega-3 fatty acids. The Journal of Nutrition, 133(12), 4271–4274.
Roynette, C. E., Calder, P. C., Dupertuis, Y. M., & Pichard, C. (2004). n-3 polyunsaturated fatty acids and colon cancer prevention. Clinical Nutrition, 23(2), 139–151.
Yu, X. J., Yu, Z. Q., Liu, Y. L., Sun, J., Zheng, J. Y., & Wang, Z. (2015). Utilization of high-fructose corn syrup for biomass production containing high levels of docosahexaenoic acid by a newly isolated Aurantiochytrium sp. YLH70. Applied Biochemistry and Biotechnology, 177(6), 1229–1240.
Pyle, D. J., Garcia, R. A., & Wen, Z. (2008). Producing docosahexaenoic acid (DHA)-rich algae from biodiesel-derived crude glycerol: effects of impurities on DHA production and algal biomass composition. Journal of Agricultural and Food Chemistry, 56(11), 3933–3939.
Zhang, Y., Min, Q. S., Xu, J., Zhang, K., Chen, S. L., Wang, H. J., & Li, D. M. (2016). Effect of malate on docosahexaenoic acid production from Schizochytrium sp. B4D1. Electronic Journal of Biotechnology, 19, 56–60.
Gharibi, S., Tabatabaei, B. E. S., Saeidi, G., & Goli, S. A. H. (2016). Effect of drought stress on total phenolic, lipid peroxidation, and antioxidant activity of Achillea species. Applied Biochemistry and Biotechnology, 178(4), 796–809.
Young, S. L., Salda, X., & Rosenberg, M. (1993). Microencapsulating properties of whey proteins. 1. Microencapsulation of anhydrous milk fat. Journal of Dairy Science, 76(10), 2868–2877.
Calvo, P., Hernández, T., Lozano, M., & González-Gómez, D. (2010). Microencapsulation of extra-virgin olive oil by spray-drying: influence of wall material and olive quality. European Journal of Lipid Science and Technology, 112(8), 852–858.
Kanakdande, D., Bhosale, R., & Singhal, R. S. (2007). Stability of cumin oleoresin microencapsulated in different combination of gum arabic, maltodextrin and modified starch. Carbohydrate Polymers, 67(4), 536–541.
Jafari, S. M., Assadpoor, E., He, Y., & Bhandari, B. (2008). Encapsulation efficiency of food flavours and oils during spray drying. Drying Technology, 26(7), 816–835.
Aghbashlo, M., Mobli, H., Madadlou, A., & Rafiee, S. (2012). The correlation of wall material composition with flow characteristics and encapsulation behavior of fish oil emulsion. Food Research International, 49(1), 379–388.
Gharsallaoui, A., Roudaut, G., Chambin, O., Voilley, A., & Saurel, R. (2007). Applications of spray-drying in microencapsulation of food ingredients: an overview. Food Research International, 40(9), 1107–1121.
Carneiro, H. C. F., Tonon, R. V., Grosso, C. R. F., & Hubinger, M. D. (2013). Encapsulation efficiency and oxidative stability of flaxseed oil microencapsulated by spray drying using different combinations of wall materials. Journal of Food Engineering, 115(4), 443–451.
Hosseini, A., Jafari, S. M., Mirzaei, H., Asghari, A., & Khavan, S. (2015). Application of image processing to assess emulsion stability and emulsification properties of Arabic gum. Carbohydrate Polymers, 126(1), 1–8.
Shu, B., Yu, W., Zhao, Y., & Liu, X. (2006). Study on microencapsulation of lycopene by spray-drying. Journal of Food Engineering, 76(4), 664–669.
Wang, W. Q., Bao, Y. H., & Chen, Y. (2013). Characteristics and antioxidant activity of water-soluble Maillard reaction products from interactions in a whey protein isolate and sugars system. Food Chemistry, 139(1-4), 355–361.
Augustin, M. A., Sanguansri, L., & Bode, O. (2006). Maillard reaction products as encapsulants for fish oil powders. Journal of Food Science, 71(2), E25–E32.
Fang, Z., & Bhandari, B. (2011). Effect of spray drying and storage on the stability of bayberry polyphenols. Food Chemistry, 129(3), 1139–1147.
Ge, X., Wan, Z., Song, N., Fan, A., & Wu, R. (2009). Efficient methods for the extraction and microencapsulation of red pigments from a hybrid rose. Journal of Food Engineering, 94(1), 122–128.
Sansone, F., Mencherini, T., Picerno, P., d’Amore, M., Aquino, R. P., & Lauro, M. R. (2011). Maltodextrin/pectin microparticles by spray drying as carrier for nutraceutical extracts. Journal of Food Engineering, 105(3), 468–476.
Bae, E. K., & Lee, S. J. (2008). Microencapsulation of avocado oil by spray drying using whey protein and maltodextrin. Journal of Microencapsulation, 25(8), 549–560.
Xie, X. J. (2009). Microcapsule preparation of algal oil DHA by emulsification spray drying and its application in milk industry. Master thesis: Huazhong Agricultural University, China.
Pourashouri, P., Shabanpour, B., Razavi, S. H., Jafari, S. M., Shabani, A., & Aubourg, S. P. (2014). Impact of wall materials on physicochemical properties of microencapsulated fish oil by spray drying. Food and Bioprocess Technology, 7(8), 2354–2365.
Tang, C. H., & Li, X. R. (2012). Microencapsulation properties of soy protein isolate and storage stability of the correspondingly spray-dried emulsions. Food Research International, 52(1), 419–428.
Martínez, M. L., Curti, M. I., Roccia, P., Llabot, J. M., Penci, M. C., Bodoira, R. M., & Ribotta, P. D. (2015). Oxidative stability of walnut (Juglans regia L.) and chia (Salvia hispanica L.) oils microencapsulated by spray drying. Powder Technology, 270(Part A), 271–277.
Xiang, H. D. (2008). Preparation of antioxidant wall material and its application on microencapsulation of fish oil. Master thesis: Jiangnan university, China.
Ixtaina, V. Y., Julio, L. M., Wagner, J. R., Nolasco, S. M., & Tomás, M. C. (2015). Physicochemical characterization and stability of chia oil microencapsulated with sodium caseinate and lactose by spray-drying. Powder Technology, 271, 26–34.
Frascareli, E. C., Silvaa, V. M., Tonona, R. V., & Hubinger, M. D. (2012). Effect of process conditions on the microencapsulation of coffee oil by spray drying. Food and Bioproducts Processing, 90(3), 413–424.
Jafari, S. M., Assadpoor, E., Bhandari, B., & He, Y. (2008). Nano-particle encapsulation of fish oil by spray drying. Food Research International, 41(2), 172–183.
Fritzen-Freire, C. B., Prudêncio, E. S., Amboni, R. D. M. C., Pinto, S. S., Negrão-Murakami, A. N., & Murakami, F. S. (2012). Microencapsulation of bifidobacteria by spray drying in the presence of prebiotics. Food Research International, 45(1), 306–312.
Khazaei, K. M., Jafari, S., Ghorbani, M., & Kakhki, A. H. (2014). Application of maltodextrin and gum Arabic in microencapsulation of saffron petal’s anthocyanins and evaluating their storage stability and color. Carbohydrate Polymers, 105, 57–62.
Hogan, S. A., McNamee, B. F., O’Riordan, E. D., & O’Sullivan, M. (2001). Microencapsulating properties of sodium caseinate. Journal of Agricultural and Food Chemistry, 49(4), 1934–1938.
Masters, K. (1991). Spray drying handbook (5th ed.). London: Longman Scientific & Technical.
Millqvist-Fureby, A., Elofsson, U., & Bergenståhl, B. (2001). Surface composition of spray-dried milk protein-stabilised emulsions in relation to pre-heat treatment of proteins. Colloids and Surfaces. B, Biointerfaces, 21(1), 47–58.
Nayak, C. A., & Rastogi, N. K. (2010). Effect of selected additives on microencapsulation of anthocyanin by spray drying. Drying Technology, 28(12), 1396–1404.
Partanen, R., Hakala, M., Sjövall, O., Kallio, H., & Forssell, P. (2005). Effect of relative humidity on the oxidative stability of microencapsulated sea buckthorn seed oil. Journal of Food Science, 70(1), 37–43.
Drusch, S., Serfert, Y., Scampicchio, M., Hansberg, B. S., & Schwarz, K. (2007). Impact of physicochemical characteristics on the oxidative stability of fish oil microencapsulated by spray-drying. Journal of Agricultural and Food Chemistry, 55(26), 11044–11051.
Quispe-Condori, S., Saldaña, M. D. A., & Temelli, F. (2011). Microencapsulation of flax oil with zein using spray and freeze drying. LWT - Food Science and Technology, 44(9), 1880–1887.
Jafari, S. M., He, Y., & Bhandari, B. (2007). Encapsulation of nanoparticles of d-limonene by spray drying: role of emulsifiers and emulsifying techniques. Drying Technology, 25(6), 1069–1079.
Mahdavi, S. A., Jafari, S. M., Assadpoor, E., & Dehnad, D. (2016). Microencapsulation optimization of natural anthocyanins with maltodextrin, gum Arabic and gelatin. International Journal of Biological Macromolecules, 85, 379–385.
Augustin, M. A., Sanguanstri, L., Margetts, C., & Young, B. (2001). Microencapsulation of food ingredients. Food Australia, 53(6), 220–223.
Tonon, R. V., Grosso, C. R. F., & Hubinger, M. D. (2011). Influence of emulsion composition and inlet air temperature on the microencapsulation of flaxseed oil by spray drying. Food Research International, 44(1), 282–289.
Rodrigues, R. A. F., & Grosso, C. R. F. (2008). Cashew gum microencapsulation protects the aroma of coffee extracts. Journal of Microencapsulation, 25(1), 13–20.
O’Regan, J., & Mulvihill, D. M. (2010). Sodium caseinate—maltodextrin conjugate stabilized double emulsions: Encapsulation and stability. Food Research International, 43(1), 224–231.
Liu, Y., Bhandari, B., & Zhou, W. (2006). Glass transition and enthalpy relaxation of amorphous food saccharides: a review. Journal of Agricultural and Food Chemistry, 54(16), 5701–5717.
Saldo, J., Sendra, E., & Guamis, B. (2002). Changes in water binding in high-pressure treated cheese, measured by TGA (thermogravimetrical analysis). Innovative Food Science and Emerging Technologies, 3(3), 203–207.
Macêdo, R. O., Moura, O. M., Souza, A. G., & Macêdo, A. M. C. (1997). Comparative studies on some analytical methods: thermal decomposition of powder milk. Journal of Thermal Analysis and Calorimetry, 49(2), 857–862.
Wang, R. X., Tian, Z. G., & Chen, L. Y. (2011). A novel process for microencapsulation of fish oil with barley protein. Food Research International, 44(9), 2735–2741.
Acknowledgments
This study was supported by the International Cooperation Project (Grant No. 2014DFA61040), the Youth Innovation Promotion Association CAS, and the Hi-Tech Research and Development Program (863) of China (Grant No. 2014ARA021701).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Chen, W., Wang, H., Zhang, K. et al. Physicochemical Properties and Storage Stability of Microencapsulated DHA-Rich Oil with Different Wall Materials. Appl Biochem Biotechnol 179, 1129–1142 (2016). https://doi.org/10.1007/s12010-016-2054-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12010-016-2054-3