
Abstract
Sol–gel silica antireflective (AR) coatings possess a high specific surface area that is more susceptible to be contaminated by absorption of contaminants from the environment, which will increase the refractive index and reduce the transmittance. Ammonia and γ-methacryloxypropyltrimethoxysilane (KH570) vapor treatment was employed to passivate the silica AR coating, thereby enhancing the environmental stability. The properties of the coatings were characterized with Fourier transfer infrared absorption spectroscopy, scanning electron microscopy, atomic force microscopy, UV–Vis–NIR spectrometer, and contact angle measurement. The results showed that after the vapor treatment, the coatings became denser and the environmental stability was greatly improved. After being exposed to a humid environment (RH > 90%) and low-vacuum environment with intentionally induced organic contaminants for 60 days, the transmittance of the modified SiO2 coating decreased by only 0.08% and 0.2%, respectively. Meanwhile, the average transmittance decreased by only 0.02% after being rubbed for 1000 cycles, indicating that the co-treated coating also possessed a good abrasion resistance.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Sol–gel SiO2 antireflective (AR) coatings are highly desirable in many fields such as architectural glass,1,2,3,4,5,6,7 solar cell systems,8,9,10,11 large-screen displaying systems, and optical components for high-power lasers12,13,14 in that they offer the advantages of controllable refractive index, excellent optical performance, high laser-induced damage threshold (LIDT), and capability of large coating size.15 However, these silica coatings prepared by sol–gel method possess a large specific surface area because of their porosity. Such a high porosity and a hydroxyl-covered surface are more susceptible to be contaminated by absorption of environmental contaminants like trace amounts of volatile organic compounds and water vapor, which will increase the refractive index of the coating and reduce the transmittance as well as laser resistance. Therefore, the environmental stability of silica antireflective coating desperately needs to be improved.
Previous works have elucidated that organosilicon compounds can be used to replace the free hydroxyl groups on the sol–gel silica particles so as to improve the contamination resistance of coatings.16,17,18,19,20,21 Normally, hexamethyldisilazane (HMDS) or trimethylchlorosilane (TMCS)22,23,24 was utilized to obtain a hydrophobic coating. Belleville and Floch25 first reported that ammonia–water vapor treatment could increase the mechanical strength of silica AR coatings. After that, Thomas et al.17 developed a method of post-treatment with ammonia and water vapor followed by HMDS vapor treatment to reduce the effect of environmental contamination of sol–gel silica coatings. In this method, the hydroxyl groups on the silica particle surface can be replaced by trimethylsiloxy groups, thereby eliminating the surface polarity of the coating. Several researchers26,27,28 then studied the effect of HMDS treatment on the silanization degree and LIDT of the coating.
On the basis of the above research, we developed an ammonia and KH570 vapor treatment (AKHVT) to improve the environmental stability of the sol–gel SiO2 AR coatings. The optical stability of porous silica AR coatings in different work environments including humid environment (RH > 90%) and low-vacuum environment with organic contaminants was investigated. Moreover, the effects of AKHVT on the refractive index, microstructure, and hydrophobic performance of the coating were also investigated.
Experiment
Preparation of durable SiO2 AR coatings
Tetraethylorthosilicate (TEOS ~ 98.6%), aqueous ammonia (25–28%), anhydrous ethanol (EtOH 99.9%), and γ-methacryloxypropyltrimethoxysilane (KH570) were purchased from Sinopharm Chemical Reagent. All of the reagents were used without further purification.
The standard SiO2 sol was prepared using ethanol as solvent, tetraethylorthosilicate (TEOS) as precursor, and aqueous ammonia as catalyst. The final suspension, with the molar ratio of TEOS: EtOH: NH3·H2O = 1:38:2.45, after aging for a week under controlled temperature and humidity conditions (20–25°C, < 50% relative humidity), was refluxed at 80°C for 22 h. The resulting silica colloidal suspension displayed a blue color, in which the average size of SiO2 particles was about 20 nm.
The silicon wafer and BK7 glass substrates were first sonicated in a solution of distilled water and detergent for 30 min and then washed using distilled water and ethanol, respectively. The coatings were then coated on the cleaned substrates using a dip-coating apparatus (CHEMAT Dip-Master 200). The thickness of the coating could be adjusted by the withdrawal rate. Then, all of the coatings were heated in an electric muffle furnace at 80°C for 3 h to remove residual solvent. Samples of AKHC (ammonia and KH570 vapor treated coating) were obtained by exposing to saturated aqueous ammonia atmosphere for 6 h under a temperature of 50°C first and then to KH570 atmosphere for 12 h at 80°C. The heated coatings without post-treatment are named as WPTC.
Characterization
The optical transmission (T) and reflection (R) spectra were measured by an UV–Vis–NIR spectrophotometer (JASCO V-570). The thickness and refractive index of the coatings were calculated from the transmittance and reflectance spectra by Film Wizard software. Fourier transform infrared (FTIR) spectra were recorded using a BRUKER TENSOR-27 spectrometer. The morphology, the particle size, and the porosity of the samples were analyzed by scanning electron microscope (SEM, Philips-XL30FEG). The surface morphology and roughness were characterized using an atomic force microscope (AFM, Bruker Multimode 8). The water-repellent property was measured using a homemade water contact angle goniometer.
Results and discussion
Chemical composition analysis
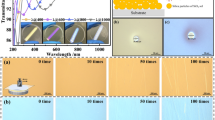
Figure 1 shows the FTIR absorption spectra (range 680–3200 cm−1) of the WPTC and AKHC. All samples present an absorption band around 800 cm−1 corresponding to the symmetric stretching vibration of the Si–O–Si bonds, whereas the asymmetrical stretching vibration is located at 1080 cm−1.29,30 The absorption band at 945 cm−1 is attributed to the stretching vibration of Si–OH groups,31 which causes the coating to be more susceptible to absorb the water vapor from the environment. For sample WPTC, the absorption band at 2956 cm−1 could be ascribed to the C–H stretching vibration coming from the unhydrolyzed ethoxyl groups29 in the coating. After vapor treatment, the unhydrolyzed ethoxyl groups would be hydrolyzed, whereas the KH570 (C–H) was grafted to the coating through condensation reaction with Si–OH groups. Therefore, this C–H absorption band still exists. Furthermore, the band associated with KH570 (C=O) can be observed at 1722 cm−1 from sample AKHC,30,31 which also demonstrates that hydrophilic groups on the silica coating were successfully replaced by long-chain functional groups after KH570 vapor treatment.

FTIR absorption spectra of WPTC and AKHC
Morphology and structure analysis
To have a deep insight into the effect of the co-treatment of ammonia and KH570 vapor on the coatings, the evolution of surface morphologies was systematically investigated by SEM and AFM. Figure 2 shows the surface and cross section of the samples taken by SEM. As shown in Fig. 2a, the surface of sample WPTC is loose and full of small and uniform pores. After co-treatment of ammonia and KH570 vapor, sample AKHC features larger-size pores and the silica particles are woven more tightly compared with sample WPTC. Meanwhile, the cross-section images (as shown in Figs. 2c and 2d) show that the interface between the coating layer and the substrate gets unclear for sample AKHC. These results illustrate that the silica particles of the coating treated with ammonia and KH570 vapor tend to be more tightly linked through self-condensation of hydroxyl groups to siloxane linkages and thereby cause the microstructure to be denser. In addition, KH570 as one of the volatile organosilanes can also passivate the silica particles and change the microstructure of the coatings. Hydroxyl groups on the surface were replaced by nonpolar long-chain functional groups of KH570, which not only decreased the surface energy, but also covered the silica particles with a protective outer shell that prevented the penetration of large contaminants.

SEM images of different samples: (a) The surface of WPTC; (b) The surface of AKHC; (c) The cross section of WPTC; (d) The cross section of AKHC
The 3D AFM images of different samples are also shown in Fig. 3. The RMS (root-mean-square) values of the coatings were determined based on the AFM measurements obtained from a 5 × 5 μm2 region of each coating. WPTC features a flat surface with a RMS of 5 nm, while AKHC presents a slightly larger one of 7 nm. The slight increase of RMS which is due to the homogeneous reaction of AKHVT has little influence on the roughness of the coating. It is generally acknowledged that the surface morphology and roughness of the coating have a large effect on optical property and water repellence. Here, the surface of AKHC is considerably flat, which would make little contribution to the transmittance and wettability.

Three-dimensional AFM images of the coatings: (a) WPTC; (b) AKHC
The physical thickness and refractive index of different coatings are calculated and listed in Table 1. Because vapor treatment only changed the surface structure as mentioned above, the refractive index increased slightly from 1.17 to 1.18 at the wavelength of 1000 nm. Besides, the thickness of the coating decreased from 204 nm to 197 nm, which was consistent with the SEM images shown above.
Wettability property analysis
It is well known that the surface energy, surface roughness, and volume fraction of voids would significantly affect the wettability.32,33,34 Here, the wettability was characterized by measuring the contact angles of coatings with water droplets. As shown in Fig. 4, the water contact angle (WCA) of WPTC is 44° while that of AKHC is 99°. According to FTIR results, WPTC has many hydroxyl groups on the surface, which easily absorb contaminants from the environment. It is noteworthy that the nonpolar long-chain functional groups of KH570 grafted on the silica particles decrease the surface energy of the coating, whereas the surfaces of both samples are considerably flat, which indicates that the morphology of the coating surface makes little contribution to the water contact angle.

Contact angle with water of (a) WPTC and (b) AKHC
Mechanism of vapor treatment
Figure 5 illustrates the mechanism of combined vapor treatment of ammonia and KH570. The as-prepared SiO2 coatings via sol–gel method contain a large number of unhydrolyzed ethoxyl groups and hydroxyl groups on the surface of the silica particles, as presented in Fig. 5. Ammonia vapor treatment (AVT) can hydrolyze the residual ethoxyl groups to hydroxyl groups, which was beneficial for more nonpolar long-chain groups of KH570 being grafted in the next step. Moreover, some hydroxyl groups on adjacent particles can bind together through condensation reaction and result in the decrease of the average distance between silica particles, following with the increase of the density, as shown in Fig. 2. This behavior is associated with Ostwald ripening25,35,36: Larger silica particles swallow the smaller ones, which causes larger particles to grow continuously, whereas the smaller particles dissolve. In addition, the decrease in average distance between silica particles made the coating thinner and denser which improved its contamination resistance and abrasion resistance.

Schematic illustration for the mechanism of AKHVT
In the second step, the KH570 vapor was employed to react with the remaining hydroxyl groups, as illustrated in equations (1) and (2). In the first stage, the siloxane groups are hydrolyzed into silanol groups. Thus, the silanol groups can bond with the hydroxyl groups on the surface of the silica coating as shown in equation (2). After that, the Si–O–Si bonds are formed via condensation reaction and the nonpolar long-chain groups are successfully grafted to the coating surface.
As described above, all the remaining hydroxyl groups have now been eliminated from the surface, which endows the coating with a protective outer shell covered with nonpolar trimethylsiloxy groups. Hence, the KH570 vapor treatment can make the long-chain groups grafted and thus further increase the density of the coating and to some extent decrease the polarity of the coating, which will improve the environmental stability of the coating.
As a silane coupling agent, KH570 with long-chain groups can improve the adhesion properties of organic and inorganic materials. Therefore, the effect of improving the environmental stability resistance of the coating used via KH570 could be better than HMDS, particularly in terms of scratch resistance. Previous work found that the coating modified by HMDS can obtain good optical performance and better hydrophobicity properties. More –CH3 groups on the HMDS can make the coating possess higher WCA (151.5°) than KH570 (about 99°). However, AKHC still possesses outstanding environmental stability because of its protective outer shell and dense coating structure. Moreover, the good adhesion properties of KH570 can be further studied in the following work.
Stability of the optical properties
Durability in humid environment and oil pollution environment
The durability test was performed in a humid environment (RH > 90%) to evaluate the moisture resistance of the samples. The evolution of transmittance spectra of WPTC and AKHC is shown in Figs. 6a and 6b. After being exposed to a humid environment for 60 days, the transmittance of WPTC decreased dramatically from 99.7% to 96% at the wavelength of 1000 nm. Meanwhile, the peak position of transmittance has a red shift, demonstrating that the optical thickness of the coating increased, which is probably caused by the variation of refractive index resulting from absorption of water. In contrast, AKHC maintained its optical property fairly well. The peak transmission was decreased by only 0.08% in 60 days, as revealed in Fig. 6b.

Evolution of transmission spectra of different samples in different environments: (a, b) in humid environment, (c, d) in a low-vacuum oil pollution environment
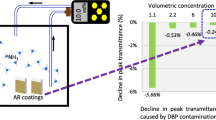
A two-month test in low-vacuum environment was also conducted in a low-vacuum chamber (vacuum degree < 10−3 Pa) with intentionally induced dimethyl silicone oil. As demonstrated in Fig. 6d, the transmittance of AKHC decreased only from 99.3% to 99.1% at the wavelength of 557 nm after 60 days, while that of WPTC decreased from 99.4% to 97.1% at the wavelength of 1361 nm. Hence, we conclude that ammonia and KH570 vapor-phase treatment can improve the durability of sol–gel AR coatings.
Abrasion resistance of the AR coatings
The abrasion resistance test was carried out by the rubbing method which was suggested by Floch et al.37 and was generally considered suitable for soft coating materials.38,39,40 In this method, the cotton ball immersed with ethanol and dust was used to rub the coating. Then, the damage performance of coating before and after rubbing was evaluated through comparing the variation of its transmittance and surface morphology. Figures 7a and 7b shows the surface damage morphology of different samples. After 1000 rubbing cycles, many visible scratches can be seen in Fig. 7a (WPTC), whereas no obvious damage can be observed in Fig. 7b (AKHC). In addition, an average transmittance in the wavelength region between 1000 nm and 1400 nm was also calculated to assess the abrasion resistance of both samples. As shown in Fig. 7c, after 1000 rubbing cycles, the average optical transmittance for the WPTC decreased to 98.7% from the initial value of 99.8%. Nevertheless, the abrasion resistance of the coating could be enhanced dramatically after being treated with ammonia and KH570 vapor owing to the improvement of the microstructure of the surface, where the average transmittance after rubbing decreased by only 0.02%. As explained above, the average distance of the silica particles becomes smaller than before after the ammonia vapor treatment. Meanwhile, the grafting of hydrophobic long-chain groups from KH570 could further increase the density of the coating. The coating becomes thinner and denser, and thus its abrasion resistance was improved.

Comparison of the damage performance after 1000 rubbing cycles on one side of the samples: SEM image of (a) WPTC and (b) AKHC, (c) the degradation of the average transmittance of different samples
Conclusions
A durable silica antireflective coating with pronounced abrasion and environmental resistances was prepared by the combined vapor treatment of ammonia and KH570. The transmittance of modified coating decreased by only 0.08% after being exposed to a high humid environment for 60 days. Meanwhile, the transmittance decreased by only 0.2% in a low-vacuum environment with dimethyl silicone oil. Furthermore, the vapor treatment can make the surface denser, and to some extent improve the scratch resistance of the coating. After being scratched for 1000 cycles, the transmittance of the coating decreased by only 0.02%. The above results show that such kind of combined vapor treatment can effectively improve the environmental stability of the sol–gel AR coatings. This durable silica AR coating can be very useful when used in severe environment.
References
Shang, Q, Zhou, Y, Xiao, G, “A Simple Method for the Fabrication of Silica-Based Superhydrophobic Surfaces.” J. Coat. Technol. Res., 11 (4) 509–515 (2014)
Stöber, W, Fink, A, Bohn, E, “Controlled Growth of Monodisperse Silica Spheres in the Micron Size Range.” J. Colloid Interface Sci., 26 (1) 62–69 (1968)
Wang, X, Shen, J, “Sol–Gel Derived Durable Antireflective Coating for Solar Glass.” J. Sol–Gel Sci. Technol., 53 (2) 322–327 (2010)
Wang, SD, Shu, YY, “Superhydrophobic Antireflective Coating with High Transmittance.” J. Coat. Technol. Res., 10 (4) 527–535 (2013)
Li, X, He, J, “In Situ Assembly of Raspberry-and Mulberry-Like Silica Nanospheres Toward Antireflective and Antifogging Coatings.” ACS Appl. Mater. Interfaces, 4 (4) 2204–2211 (2012)
Du, Y, Luna, LE, Tan, WS, et al., “Hollow Silica Nanoparticles in UV-Visible Antireflection Coatings for Poly(Methyl Methacrylate) Substrates.” ACS Nano., 4 (7) 4308–4316 (2010)
Kim, BM, Yadav, HM, Kim, JS, “Self-Cleaning Performance of Sol–Gel-Derived TiO2/SiO2 Double-Layer Thin Films.” J. Coat. Technol. Res., 13 (5) 905–910 (2016)
Lu, X, Wang, Z, Yang, X, et al., “Antifogging and Antireflective Silica Film and Its Application on Solar Modules.” Surf. Coat. Technol., 206 (6) 1490–1494 (2011)
Liu, B, Yeh, W, “Antireflective Surface Fabricated from Colloidal Silica Nanoparticles.” Colloids Surf. A., 356 (1) 145–149 (2010)
Faustini, M, Nicole, L, Boissiere, C, “Hydrophobic, Antireflective, Self-Cleaning, and Antifogging Sol–Gel Coatings: An Example of Multifunctional Nanostructured Materials for Photovoltaic Cells.” Chem. Mater., 22 (15) 4406–4413 (2010)
Bautista, MC, Morales, A, “Silica Antireflective Films on Glass Produced by the Sol–Gel Method.” Sol. Energy Mater. Sol. Cells., 80 (2) 217–225 (2003)
Thomas, IM, “High Laser Damage Threshold Porous Silica Antireflective Coating.” Appl. Opt., 25 (9) 1481–1483 (1986)
Thomas, IM, “Method for the Preparation of Porous Silica Antireflection Coatings Varying in Refractive Index from 1.22 to 1.44.” Appl. Opt., 31 (28) 6145–6149 (1992)
Abdeldayem, HA, Dowdye, E, Canham, J, Jaeger, T, “Contamination and Radiation Effects on Spaceflight Laser Systems.” Proc. SPIE., 5897 589705 (2005)
Yeung, KM, Luk, WC, Tam, KC, et al., “2-Step Self-Assembly Method to Fabricate Broadband Omnidirectional Antireflection Coating in Large Scale.” Sol. Energy Mater. Sol. Cells., 95 (2) 699–703 (2011)
Marshall, KL, Culakova, Z, Ashe, B, Giacofei, C, Rigatti, AL, Kessler, TJ, Schmid, AW, Oliver, JB, Kozlov, A, “Vapor-Phase-Deposited Organosilane Coatings as ‘Hardening’ Agents for High-Peak-Power Laser Optics.” Proc. SPIE., 6674 667407 (2007)
Thomas, IM, Burnham, AK, Ertel, JR, Frieders, SC, “Method for Reducing the Effect of Environmental Contamination of Sol–Gel Optical Coatings.” Proc. SPIE., 3492 220–229 (1999)
Xu, Y, Wu, D, Sun, YH, Huang, ZX, et al., “Superhydrophobic Antireflective Silica Films: Fractal Surfaces and Laser-Induced Damage Thresholds.” Appl. Opt., 44 (4) 527–533 (2005)
Mahadik, SA, Kavale, MS, Mukherjee, SK, et al., “Transparent Superhydrophobic Silica Coatings on Glass by Sol–Gel Method.” Appl. Surf. Sci., 257 (2) 333–339 (2010)
Ye, L, Zhang, Q, Zhang, Y, et al., “Design and Preparation of SiO2/TiO2/SiO2–TiO2 Antireflective Coatings with Excellent Abrasion-Resistance and Transmittance via Sol–Gel Process.” J. Inorg. Mater., 27 (8) 871–875 (2012)
Niu, Y, Yao, L, Shen, J, Wang, X, “Hydrophobic and Optical Properties of HMDS/Silica Hybrid Antireflective Coating Prepared via Sol–Gel Method.” Rare Metal Mater. Eng., 45 258–261 (2016)
Liu, Y, Shen, J, Zhou, B, et al., “Effect of Hydrophobicity on the Stability of Sol–Gel Silica Coatings in Vacuum and Their Laser Damage Threshold.” J. Sol–Gel Sci. Technol., 68 (1) 81–87 (2013)
Yang, T, Tian, H, Chen, Y, “Preparation of Superhydrophobic Silica Films with Honeycomb-Like Structure by Emulsion Method.” J. Sol–Gel Sci. Technol., 49 (2) 243–246 (2009)
Niu, Y, Wang, X, Yao, L, et al., “Preparation of Octyltrimethoxysilane Modified SiO2 Hydrophobic Antireflective Coating.” J. Inorg. Mater., 31 (5) 499–504 (2016)
Belleville, PF, Floch, HG, “Ammonia-Hardening of Porous Silica Antireflective Coatings.” Proc. SPIE., 2288 25–32 (1994)
Wang, X, Shen, J, “A Review of Contamination-Resistant Antireflective Sol–Gel Coatings.” J. Sol–Gel Sci. Technol., 61 (1) 206–212 (2012)
Pareek, R, Kumbhare, MN, Mukherjee, C, “Effect of Oil Vapor Contamination on the Performance of Porous Silica Sol–Gel Antireflection-Coated Optics in Vacuum Spatial Filters of High-Power Neodymium Glass Laser.” Opt. Eng., 47 (2) 023801–023801 (2008)
Zhao, SN, Yan, LH, Lv, HB, et al., “Effects of Different Treatments on Contamination Resistant Capability of Sol–Gel SiO2 Film.” High Power Laser Part. Beams., 21 (2) 240–244 (2009)
Almeida, RM, Pantano, CG, “Structural Investigation of Silica Gel Films by Infrared Spectroscopy.” J. Appl. Phys., 68 (8) 4225–4232 (1990)
Ding, X, Yu, K, Jiang, Y, et al., “A Novel Approach to the Synthesis of Hollow Silica Nanoparticles.” Mater. Lett., 58 (27) 3618–3621 (2004)
Hong, RY, Li, JH, Chen, LL, et al., “Synthesis, Surface Modification and Photocatalytic Property of ZnO Nanoparticles.” Powder Technol., 189 (3) 426–432 (2009)
Wang, SD, Lin, BJ, Hsieh, CC, et al., “Application of Superhydrophobic Sol–Gel on Canvas.” Appl. Surf. Sci., 307 101–108 (2014)
Zhang, X, Zheng, F, Ye, L, et al., “A One-Pot Sol–Gel Process to Prepare a Superhydrophobic and Environment-Resistant Thin Film from ORMOSIL Nanoparticles.” RSC Adv., 4 (19) 9838–9841 (2014)
Nakata, K, Sakai, M, Ochiai, T, et al., “Antireflection and Self-Cleaning Properties of a Moth-Eye-Like Surface Coated with TiO2 Particles.” Langmuir, 27 (7) 3275–3278 (2011)
Voorhees, PW, “The Theory of Ostwald Ripening.” J. Stat. Phys., 38 (1) 231–252 (1985)
Yang, HG, Zeng, HC, “Preparation of Hollow Anatase TiO2 Nanospheres via Ostwald Ripening.” J. Phys. Chem. B., 108 (11) 3492–3495 (2004)
Floch, HG, Belleville, PF, “A Scratch-Resistant Single-Layer Antireflective Coating by a Low Temperature Sol–Gel Route.” J. Sol–Gel Sci. Technol., 1 (3) 293–304 (1994)
Nostell, P, Roos, A, Karlsson, B, “Optical and Mechanical Properties of Sol–Gel Antireflective Films for Solar Energy Applications.” Thin Solid Films, 351 (1) 170–175 (1999)
Xu, L, Geng, Z, He, J, et al., “Mechanically Robust, Thermally Stable, Broadband Antireflective, and Superhydrophobic Thin Films on Glass Substrates.” ACS Appl. Mater. Interfaces, 6 (12) 9029–9035 (2014)
Joo, W, Kim, Y, Jang, S, et al., “Antireflection Coating with Enhanced Antiscratch Property from Nanoporous Block Copolymer Template.” Thin Solid Films, 519 (11) 3804–3808 (2011)
Acknowledgments
This work was financially supported by the National Key Research and Development Program of China (2017YFA0204600), National Natural Science Foundation of China (Grant No. 11304228), “Chen Guang” project supported by Shanghai Municipal Education Commission and Shanghai Education Development Foundation (Grant No. 14CG19), and Fundamental Research Funds for the Central Universities.
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
About this article

Cite this article
Huang, J., Liu, Y., Cao, Y. et al. Durable silica antireflective coating prepared by combined treatment of ammonia and KH570 vapor. J Coat Technol Res 16, 615–622 (2019). https://doi.org/10.1007/s11998-018-0142-8
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11998-018-0142-8