
Abstract
This study introduced a method to simultaneously characterize time-resolved rheological and volumetric changes occurring during the foaming process of a thermoplastic elastomer containing an encapsulated physical blowing agent. For this, a conventional rotational rheometer was equipped with a commercial digital camera to capture video recordings. These video recordings were digitized into volumetric data using custom-written computer-vision-based algorithm. We first investigated rheological and volumetric changes during temperature ramp tests. The calculated cell volume fractions varied quantitatively depending on cell expansion and shrinkage. The viscoelastic moduli followed the characteristic behavior of the cell volume fraction. Furthermore, to analyze the volumetric changes under hypothetical processing conditions, a four-stage protocol comprising time sweep and temperature ramp was designed. The results revealed that the cell shrinkage induced by internal gas permeation at high temperatures was significantly greater than that induced by internal pressure reduction during cooling. Finally, comparison between foam densities computed using our algorithm and those measured using a densimeter revealed good agreement within 3% relative error. This demonstrates the applicability of our algorithm for quantitatively assessing volumetric changes of foam.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Foams are well-dispersed bubbles or gaseous voids inside a dense matrix. In polymer foams, which comprise two phases, blowing agents are commonly used to create void structures within polymer. The foaming science and technology have been developed for many years and have been applied to different types of polymers [1, 2]. Polyolefin foams, notable types of polymer foams, offer several advantages over unfoamed polymers, including higher specific strength, better thermal insulation, low density, and lightness. Consequently, since their introduction in the early 1960s, polyolefin foams have found widespread applications across numerous manufacturing sectors including sports equipment, toys, insulation, automotive, buoyancy, and cushioning [3, 4]. More recently, the application of polyolefin foams has expanded to three-dimensional (3D) printing to meet industrial needs [5,6,7].
Generally, most polymer foams are manufactured by dispersing a gas phase using blowing agents. The blowing agents are broadly classified as physical blowing agents (PBAs) and chemical blowing agents (CBAs) based on their mechanism [3]. CBAs generate gas through chemical reactions or thermal decomposition under foaming conditions, while PBAs release gas through changes in their physical states during foaming.
One of the noticeable PBAs is an encapsulated PBA. It contains a low-boiling-point liquid hydrocarbon encapsulated within a thermo-expandable acrylonitrile copolymer shell. With increasing temperatures, the copolymer shell softens, allowing the gasification of the encapsulated hydrocarbon. Finally, the shell expands under increased internal pressure, creating micro-balloons. Notably, during the foaming process, the acrylonitrile copolymer shell softens without melting, thus preventing the coalescence of the expanded shells. These characteristics allow encapsulated PBAs to create controlled and uniform cell structures, independent of external pressure conditions [8, 9]. However, at temperatures beyond a critical point, gasified hydrocarbons can permeate through the thin copolymer shell, causing a decrease in internal pressure and subsequent shrinkage of the encapsulated PBAs. Consequently, the thermo-mechanical behavior of polymer foams containing encapsulated PBAs plays a key role in the foaming process.
Another key factor is the viscoelasticity of polymer foam. The viscoelastic properties influence the foaming mechanism at various stages, including bubble nucleation, cell growth, stabilization, and shrinkage [5]. Rheological measurements provide viable tools for characterizing both the thermo-mechanical and viscoelastic properties of polymer foams. Although many studies have employed rheological measurements to correlate the viscoelastic properties of unfoamed matrix with the final characteristics of foams (cell size, cell density, and volume expansion ratio) [10,11,12,13], only a few have examined the rheological changes involved in the foaming process. Lee et al. [9] reported that the dispersion of an encapsulated PBA within epoxy resin led to the development of a positive axial force due to cell expansion. From this point, our previous study investigated the foaming process of a polyolefin elastomer (POE) containing a CBA or an encapsulated PBA by simultaneously tracking the shear modulus and axial normal force [8]. The results revealed that regardless of the type of blowing agents used, the axial normal force increased rapidly at the activation temperature of the blowing agents. The observed peak in the axial normal force correlated with characteristic changes in shear modulus development.
Going one step further, we propose an approach involving simultaneous evaluations of the rheological properties and volumetric changes of polymer foams. From an industrial perspective, monitoring the volumetric changes of foams is crucial. For instance, foam soles for footwear are produced through multi-compression molding as one-step molding is not enough to achieve the required foam dimensions [8, 9]. In addition, in foam 3D printing, controlling the final shapes and dimensions of products is essential to prevent over-expansion or distortion [5,6,7]. To accurately quantify foam volumetric changes during foaming, we integrate image analysis with computer vision technique. Computer vision is a branch of computer science that enables computers to interpret object information from images and videos [14]. Recently, a quantitative volumetric characterization method has been developed using image analysis based on computer vision and has become an important tool in engineering and medical fields [15,16,17,18,19,20].
In this study, we aimed to simultaneously measure the rheological properties and volumetric changes of a thermoplastic elastomer (TPE) undergoing foaming in the presence of an encapsulated PBA. To this end, a conventional rheometer was combined with a digital camera to record footage of the volumetric changes in the foam. The rheometer monitored the thermal expansion and shrinkage of the TPE foam as functions of temperature and time. Concurrently, the whole experimental process was captured by the digital camera, and the volumetric changes in the TPE foam were analyzed using an image analysis method based on the computer vision technique.
Experimental Section
Materials
Due to its excellent toughness, flexibility, and ease of processing, ethylene-octene copolymer (EOC) was used as the thermoplastic elastomer (TPE) in our study. The EOC (ENGAGE™ 8137 grade, melt flow index = 13 g/10 min at 190 °C/2.16 kg) was supplied by Dow Chemicals (Midland, MI, USA). The encapsulated PBA (FN-105 grade) was provided by Matsumoto Yushi-Seiyaku Corporation (Japan). The average capsule size and shell thickness of FN-105 were 35–45 μm and 2–15 μm, respectively. Based on details provided by the supplier, the expansion start temperature of FN-105 was 120–135 °C and the maximum expansion temperature was 175–185 °C. Furthermore, we incorporated dicumyl peroxide (DCP) (AkzoNobel, the Netherlands) as a curing agent within the EOC matrix. The DCP helped stabilize bubbles during the expansion and subsequent shrinkage of the foam [1], facilitating more explicit measurements of volumetric changes at the cell shrinkage stage by hindering rapid hydrocarbon gas permeation. Furthermore, a foam promoter (zinc oxide, ZnO), processing aid (stearic acid, St/a), pigment (titanium dioxide, TiO2), and crosslinking coagent (triallyl cyanurate, TAC) were used as other additives.
Sample Preparation
To prepare the EOC/PBA compounds, the encapsulated PBA was mixed with the EOC, DCP, and other additives (ZnO, St/a, TiO2, and TAC) in two stages. First, EOC pellets, ZnO, St/a, TiO2, and PBA were placed in an internal mixer (Daesung Tester, South Korea) and melted for 10 min. Subsequently, DCP and TAC were added and mixed at 80 °C under a rotor speed of 40 rpm for 5 min. In total, four different concentrations of the PBA [2, 4, 6, and 8 in parts per hundred (phr)] were selected for the evaluation. For simplicity, EOC containing DCP and the other additives were referred to as ECP. Table 1 lists the compositions and nomenclature of all compounds.
Rheological Measurements
The rheological properties of the series of ECP/PBA compounds were measured using a strain-controlled rheometer (ARES-G2, TA Instruments, USA) equipped with a parallel-plate geometry. A plate with a diameter of 8 mm was selected to prevent dramatic torque increments during curing and foaming. The measurement temperature was controlled by a forced convection oven (FCO).
First, temperature ramp tests were conducted in the range of 100–190 °C (heating rate = 3 °C/min) to investigate the temperature dependence of the ECP/PBA compounds. The applied strain amplitude (γ0) and angular frequency (ω) were 0.02 and 1 rad/s, respectively. In addition, the axial force adjustment option was activated. By doing so, the normal force transducer detected any change in the axial normal force during curing, foam expansion, and shrinkage. As a result, the gap between the two plates was adjusted automatically to maintain a constant axial normal force.
Subsequently, we designed a rheological measurement protocol to describe time-resolved changes that might be observed during an actual foaming process. Figure 1 depicts the applied temperature profile. In the first stage, time sweep tests were performed at 100 °C for 1 min within the linear viscoelastic regime (γ0 = 0.1 and ω = 1 rad/s). Then, the temperature was increased rapidly from 100 to 170 °C at a heating rate of 60 °C/min. In the third stage, time sweep tests were conducted at 170 °C for 10 min within the linear viscoelastic regime (γ0 = 0.01 and ω = 1 rad/s). In the fourth stage, the temperature cooled down from 170 to 45 °C at a cooling rate of 10 °C/min. The applied γ0 and ω were 0.002 and 1 rad/s, respectively. In all the stages, the axial force adjustment remained active.

Time (t)–temperature (T) profile to mimic a hypothetical foaming process sequence
Setup of the Computer Vision System
Figure 2 depicts a schematic of the computer vision system setup. For computer-vision-based image analysis, a commercial digital single lens reflex (DSLR) camera (EOS 80D, Canon, Japan) was mounted onto the ARES-G2 rheometer. The lens specification was EF-S 18–55 mm f/3.5–5.6 IS STM. During rheological measurements, a full high-definition (HD) video was recorded at 25 frames/s through the glass window of the forced convection oven (FCO). The image processing and analysis of the recorded video were performed using a custom-written MATLAB code. A detailed description of the image processing is presented in the next section.

Schematic of the setup for the computer vision system
Description of the Volume Calculation Algorithm
Figures 3 and 4 illustrate the framework of the proposed algorithm for calculating volumetric changes of the foam. The algorithm consists of four stages: (1) image acquisition, (2) preprocessing, (3) segmentation, and (4) volume calculation.

Overall flow chart of the volume calculation algorithm

Detailed algorithm sequence for the volume calculation
Image Acquisition
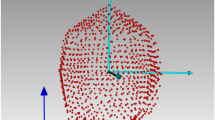
For image acquisition, a 30-min video capturing the changes in each foam sample was recorded during rheological measurements. Each frame of the video had a resolution of 1080 pixels × 1920 pixels (width × height). To compute the volume expansion of each ECP/PBA foam, the recorded video was segmented into a series of frames. Subsequently, the region of interest (ROI) was defined as the region of the ECP/PBA foam extruding from the rheometer geometry. The ROI [\({F}_{\text{R}}^{n}\left(x,y\right)\)] was extracted from each frame [\({F}^{n}\left(x,y\right)\)] and cropped to a size of 3.5 mm × 3.5 mm to expedite computation (Fig. 3b) [21]. Here, the superscript n indicates the frame number.
Given that each frame consists of a series of pixels, we calculated the number of pixels per ROI length (NR) using the following equations:
where lpixel is the unit length of a pixel and Rgeo is the radius of the geometry (= 4 mm). For more precise calculations, the left and right sections of the ROI [\({F}_{\text{R},\text{l}}^{n}\left(x,y\right)\) and \({F}_{\text{R},\text{r}}^{n}\left(x,y\right)\)] were analyzed separately. Throughout this paper, the subscripts, l and r, indicate the left and right regions of the ROI, respectively. Each segmented frame, \({F}_{\text{R},\text{l}}^{n}\left(x,y\right)\) and \({F}_{\text{R},\text{r}}^{n}\left(x,y\right)\), consisted of an NR × NR matrix array.
Preprocessing
Generally, a commercial camera equipped with a complementary metal–oxide–semiconductor (CMOS) sensor produces noisier images under low illumination conditions. As a result, nonuniform illuminance is observed in the images under uneven lighting conditions [22]. Thus, preprocessing must be performed before segmentation and volume calculations. In this study, we used three common preprocessing methods: median filter (P1), equalizing illumination (P2), and contrast stretching (P3). Figure 3c–h illustrate the effects of each method.
Segmentation
To accurately calculate the total volume of each sample, the image of the ECP/PBA region extruding from the parallel plates must be distinguished from the background. Thus, image segmentation was performed using locally adaptive thresholding methods [23, 24]. Figure 3i and j shows the histograms of the pixels consisting of \({F}_{\text{R},\text{l}}^{n}\left(x,y\right)\) and \({F}_{\text{R},\text{r}}^{n}\left(x,y\right)\) as functions of image intensity (I). The histograms were fitted using a bimodal Gaussian function [P(I)] of Eq. (3):
where PB(I) is the Gaussian distribution of the background and PO(I) is the Gaussian distribution of the object. Thereafter, two threshold values (TSl and TSr) for the left- and right-ROI regions were calculated using Eq. (4):
The segmented images [\({S}_{\text{R},\text{l}}^{n}\left(x,y\right)\) and \({S}_{\text{R},\text{r}}^{n}\left(x,y\right)\)] were defined as in Eq. (5):
As a result of the segmentation process, 0 was assigned to the background, while 1 was assigned to the ECP/PBA region extruding from the parallel plates (Fig. 3k and l).
Volume Calculation
As depicted in Fig. 4, the total volume [V(n)] of each ECP/PBA compound was computed as the sum of the volume extruding from the parallel plates [Vout(n)] and the internal volume determined by Rgeo and the gap size [Vin(n)]. Notably, Vout(n) was calculated based on Pappus’s centroid theorem [24, 26]. According to the second theorem of Pappus, the volume of a solid of revolution generated by rotating a surface about an external axis is equal to the product of the surface area and the length of the path traced by the centroid of the surface area. The areas of the segmented images [\({A}_{\text{R},\text{l}}\left(n\right)\) and \({A}_{\text{R},\text{r}}\left(n\right)\)] were calculated as the product of the sum of the array elements and the area of each unit pixel (Eq. (6)):
The distance from the centroid of the surface area to the axis of rotation was computed as the sum of Rgeo and the centroid of each segmented image [\({\overline{x} }_{\text{R},\text{l}}\left(n\right)\) and \({\overline{x} }_{\text{R},\text{r}}\left(n\right)\)]. Since each segmented image comprised a square of pixels, the centroids of individual segmented images could be computed by dividing the images into hypothetical rectangular elements arranged in rows and calculating the centroid and area of each rectangular element. The centroids of individual segmented images were calculated using Eq. (7):
Then, Vout(n) was calculated as the sum of the half volumes of left- and right-ROI regions [Eq. (8)].
In addition, Vin(n) was calculated using Eq. (9):
where gap(n) is the gap size between the parallel plates, which was automatically adjusted to maintain a constant axial normal force. Due to differences in the number of time data points in rheological measurements and the total frame number of Vout(n), the piecewise cubic Hermite interpolating polynomial (PCHIP) method was used to match the number of data points [27].
For further analysis of the foaming process, the volume expansion ratio (VER) and cell volume fraction (ϕcell) were calculated as follows:
where V0 is the volume of the sample in the first frame [= π \({R}_{\text{geo}}^{2}\)·gap(1)] and ϕcell,0 is the initial cell volume fraction.
Results and Discussion
Characterization of Foaming and Curing Process Using Temperature Ramp Tests
Figure 5 presents storage modulus (G′), loss modulus (G″), and tan δ (= G″/G′) of ECP as functions of temperature. ECP was used to investigate rheological changes occurring during the curing process without foaming process. ECP displayed typical thermoplastic behavior at low temperatures, where both moduli (G′ and G″) decreased continuously. At a temperature of 134 °C, the G′ value of ECP started to increase and tan δ reached its maximum due to the curing by chemical crosslinking. Thus, the curing start temperature (TCS) of ECP was determined to be 134 °C. The curing reaction was initiated at TCS by the thermal decomposition of DCP. As a result, 2-phenylpropanoxy radicals were generated and then further decomposed into methyl radicals. These methyl radicals abstracted hydrogens atoms from the EOC chains, yielding cross-linked EOC chain radicals [8]. The curing process was deemed complete at the curing termination temperature (TCT) of 181 °C, as evidenced by the plateau of G′.

a Storage (G′) and loss (G″) moduli and b tan δ of ECP as functions of temperature. TCS and TCT indicate the start and termination of the curing process, respectively
Figure 6 shows the effects of both foaming and curing processes on the rheological and volumetric changes of ECP/PBA4. The video showing whole volumetric change of the ECP/PBA4 during the temperature ramp test is provided as Supplementary Information. Five distinct temperature regimes were defined based on four critical temperatures: foaming start temperature (TFS), TCS, cell shrinkage temperature (TSS), and TCT.

Rheological and volumetric properties of ECP/PBA4 as functions of temperature: a storage (G′) and loss (G″) moduli, b volumetric changes of the inner (Vin) and outer (Vout) regions, c ϕcell (left y-axis) and gap size (right y-axis). DSLR camera images of the ECP/PBA4 captured at four critical temperatures, d TFS, e TCS, f TSS, and g TCT. The definitions of the critical temperatures are presented in the main text
In the regime I, both moduli (G′ and G″) of ECP/PBA4 decreased with increasing temperatures (Fig. 6a). However, the volumetric changes (Vin and Vout) of its inner and outer regions were negligible (Fig. 6b). Thus, ϕcell was constant, indicating that foaming and curing did not occur in this temperature regime (Fig. 6c). It is noted that ϕcell,0 was not zero due to the presence of unexpanded PBA as micro-sized capsules.
Upon reaching the regime II at 112 °C, the foaming process started. The moduli, volume, ϕcell, and gap size of ECP/PBA4 increased simultaneously at 112 °C. Thus, the foaming start temperature (TFS) of the ECP/PBA4 was determined to be 112 °C, where the maximum tan δ was observed (Fig. 7b). Interestingly, this TFS value was quite close to the temperature (115 °C) determined by the axial normal force method in our previous study [8].

Rheological parameters and ϕcell of all ECP/PBA foams at different PBA concentrations (2, 4, 6, and 8 phr). a G′, b tan δ, c ϕcell, and d gap size as functions of temperature. Vertical dashed lines indicate the critical temperatures of ECP/PBA4
As described in “Introduction”, the encapsulated PBA used contained a low-boiling-point liquid hydrocarbon inside an acrylonitrile copolymer shell. This copolymer shell started softening at TFS. Simultaneously, the hydrocarbon was gasified, increasing the internal pressure [8, 9]. The resulting expanded foam cells acted as microsphere fillers, which enhanced rheological and volumetric properties. The acrylonitrile copolymer shell was in a solid state under experimental conditions without melting, decomposition, or degradation. Therefore, this highly elastic shell significantly increased G′ over G″. The expansion force generated by the foaming was compensated by the gap increase and the sample flow out of the geometry. However, the development of ϕcell during the entire foaming process was primarily attributed to Vout, as shown in Fig. 6b.
Intriguingly, the ECP/PBA4 exhibited rapid increments in both Vout and ϕcell near 140 °C. In the regime III, the volumetric properties were affected by both curing and foaming processes because the moduli of the ECP matrix increased at TCS of 134 °C (Fig. 5a). However, we speculated that the effective curing of ECP/PBA4 occurred below 134 °C. The thermal decomposition of DCP can be initiated at 120 °C [8]. Expanding cells can exert shear forces on the surrounding ECP matrix, which pushes and confines the matrix as the foaming proceeds [9, 28]. Thus, the curing of the ECP/PBA4 was speculated to be activated at lower temperatures. With increasing temperatures, the PBA-containing capsules expanded continuously because the acrylonitrile copolymer shell softened more and vapor pressure of gasified hydrocarbon increased exponentially. Meanwhile, the growth of the foam cells was impeded by the confinement of the hardened matrix and rheometer geometries. The scanning electron microscopy (SEM) images presented in our previous study revealed a compact arrangement of the foam cells at 140 °C [8]. These competing forces resulted in the sudden increases in Vout and ϕcell near 140 °C. Consequently, under the confined environment, the contacts between expanding cells resulted in additional sample flow out from the geometries, leading to an increase in Vout beyond Vin.
The cell expansion terminated at 164 °C, in which the cell shrinkage temperature (TSS) was defined. In the regime IV, ϕcell decreased monotonically after peaking at TSS. The gap size continued to increase with the increasing hardening of the ECP matrix. Thus, the observed decrease in ϕcell solely originated from the shrinkage of the foamed cells. Exposure to such high temperatures led to the permeation of the gasified hydrocarbon through the thin copolymer shell [8]. The G′ value of ECP/PBA4 reached its maximum at 177 °C due to a balance between the curing effect (increase in G′) and cell shrinkage (decrease in G′). In the regime V, the moduli and volumetric properties of ECP/PBA4 decreased gradually due to cell shrinkage.
The effect of the PBA concentration on rheological parameters and ϕcell is presented in Fig. 7 and Table 2. Morphological images and analysis at each PBA concentration can be found in our previous study [8]. Figure 7 displays G′, tan δ, ϕcell, gap size of the ECP/PBA foams. Below TFS, the G′ of the ECP/PBA foams increased slightly with increasing ϕcell,0 due to the weak hydrodynamic effects of unexpanded PBA capsules (Fig. 7a and Table 2). The larger ϕcell,0 also reduced TFS (115 °C for 2 phr → 108 °C for 8 phr). The effect of the PBA concentration was more pronounced in the regime II, where G′ increased with increasing PBA concentration. Intriguingly, while the gap size at 2 phr of PBA decreased after a small increase of 0.02 mm, an abrupt gap increase of over 0.1 mm was observed at the beginning of the cell expansion for 4, 6, and 8 phr (Fig. 7d). In the regime III, all ECP/PBA foams exhibited the identical behavior in G′ and ϕcell. Near 140 °C, a sharp increase of G′ and ϕcell resulted from the interplay between cell expansion, curing, and geometric confinement. Cell shrinkage occurred averagely at 167 °C, regardless of PBA concentrations (Fig. 7c and Table 2). At TSS of 167 °C, the ϕcell of all ECP/PBA foams started decreasing from their maximum. However, increasing PBA loadings led to increments in ϕcell values (Table 2).
Rheological and Volumetric Changes During Hypothetical Process Sequence
To describe time-resolved changes that might occur during an actual foaming process, we used a time–temperature protocol consisting of a series of time sweep and temperature ramp tests, as outlined in Fig. 1. The first stage of the protocol involved a time sweep test at 100 °C (< TFS). After 1 min, the temperature increased rapidly (60 °C/min) up to 170 °C. Since 170 °C exceeds TFS, TCS, and TSS, cell expansion, curing, and cell shrinkage occurred sequentially during this heating phase. In the third stage, changes in the rheology and volume expansion ratio (VER) [Eq. (10)] were tracked in the time sweep mode for 10 min. Notably, the first, second, and third stages correspond to the heating phase. Finally, in the fourth stage, the temperature was decreased at 10 °C/min to analyze the changes occurring during cooling (cooling phase).
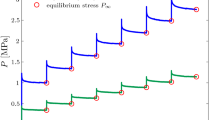
Figure 8 shows the rheological and VER changes of all ECP/PBA foams at 170 °C during heating phase (first, second, and third stages). As expected, the rheological properties and VER were constant at 100 °C. A slight increase in complex viscosity (|η*|) resulted from the weak hydrodynamic effects of the unexpanded PBA capsules. With increasing temperatures, |η*| exhibited an S-shaped increase due to the simultaneous occurrence of foaming and curing. For a quantitative description, the behavior of |η*| was analyzed using the log-Boltzmann sigmoid equation of Eq. (12) [29,30,31]:
where η0 is the initial viscosity, ηf is the final viscosity, tinf is the inflection time, and Δt is the time constant for the curvature transition rate. At tinf, the sample viscosity is halfway between log η0 and log ηf. The slope of the sigmoid curve at tinf can be calculated using the following equation:

Rheological properties and VER of the ECP/PBA foams in the first, second, and third stages. a |η*| (left y-axis), b tan δ, and c VER as functions of time. In a, the right y-axis indicates the temperature profile (orange dotted line)
In Eq. (13), the 4Δt can be used to interpret the reaction time taken for foaming and curing. Thus, the total reaction time (treac) was defined as 4Δt, which represents the time required for the transition from log η0 to log ηf. The corresponding fitting parameters are listed in Table 3. The reaction by only curing was complete after 157 s. Interestingly, treac was accelerated by the simultaneous occurrence of foaming and curing. Adding 2 phr of PBA slightly decreased treac by 6 s. However, PBA concentration exceeding 4 phr lowered treac by more than 40 s.
The volume expansion resulting from cell expansion and curing started immediately after the temperature reached approximately 120 °C (~ 1.5 min). As the temperature approached TSS, maximum VER was consistently observed at 2.83 min (= tmax) regardless of PBA concentrations. As expected, the maximum VER values of the samples increased with increasing PBA concentrations. Afterwards, the VER decreased gradually due to cell shrinkage resulting from gas permeation through the shell. Conversely, |η*| remained almost constant.
Figure 9 presents the rheological and VER changes of ECP/PBA foams at 170 °C during the cooling phase (fourth stage). As evidenced in Fig. 9c, cell shrinkage occurred during this cooling phase. However, on the contrary to the third stage, the primary cause of the cell shrinkage in the fourth stage was the reduction in the internal gas pressure resulting from decreasing temperatures. The rheological properties exhibited no significant changes from 170 to 150 °C (Fig. 9a and b). Meanwhile, the |η*| and tan δ of the ECP/PBA foams started to increase below 150 °C (~ 14.4 min). Moreover, peaks in the tan δ curves were observed at 120 °C, corresponding to the start temperature of volume expansion in the second stage. Since the tan δ of ECP without the PBA was almost independent of temperature (Fig. 9b), it was reasonable to assume that the tan δ peaks observed for the ECP/PBA foams originated from the properties of the encapsulated PBA. We attributed these peaks to transition between the softening and hardening of the acrylonitrile copolymer shell, akin to the glass transition of amorphous polymers. However, it was difficult to figure out the details because the information on copolymer components was not known.

Rheological properties and VER of all ECP/PBA foams in the fourth stage. a |η*| (left y-axis), b tan δ, and c VER as functions of time. In a, the right y-axis indicates the temperature profile (orange dotted line)
For a quantitative comparison of the extent of cell shrinkage during the third and fourth stages, two shrinkage factors (S3 and S4) were defined as follows:
where t3T and t4T are the termination times of the third and fourth stages, respectively. The two shrinkage factors (S3 and S4) as functions of PBA concentrations are shown in Fig. 10. As depicted, S3 was approximately twice that of S4, indicating that the cell shrinkage resulting from gas permeation at high temperatures was more significant than that resulting from reduced internal gas pressures.

Shrinkage factors (S3 and S4) of all ECP/PBA foams as functions of PBA concentrations at the end of the third and fourth stages, respectively
Finally, to validate our volume calculation algorithm, we measured the actual densities of all ECP/PBA foams (ρmea) and compared them with their corresponding calculated densities (ρcal). For this, each ECP/PBA compound was weighed before rheological measurements, and ρcal was calculated based on the volume obtained from the algorithm of Figs. 3 and 4. After the measurements, the ρmea of each ECP/PBA foam was experimentally measured using a densimeter (MD-300S, Alfa Mirage, Japan) at room temperature. Figure 11 plots two densities as the abscissa and ordinate. The two densities coincided well with each other (R2 = 0.994). In addition, we calculated error factors (εf) using the following equation:

Comparison between the densities calculated using the volume calculation algorithm (ρcal) and the those measured using a densimeter (ρmea)
Table 4 lists the resulting error factors, which are below 3% for all ECP/PBA foams. Thus, these results confirmed the validity of the volume calculation algorithm adopted in this study.
Conclusions
To simultaneously capture the rheological and volumetric changes occurring during the foaming and curing of a TPE containing an encapsulated PBA, we combined the conventional rotational rheometer with a commercial digital camera. During rheological measurements, the digital camera recorded a video depicting volumetric changes under specified temperature conditions. Subsequently, a computational algorithm based on computer vision was used to digitize the recorded video images into quantitative volume data.
Four critical temperatures (TFS, TCS, TSS, and TCT) were identified from the temperature ramp tests in the range of 100 °C and 190 °C. At each critical temperature, foaming and curing led to structural changes in the TPE foam, resulting in corresponding rheological and volumetric changes. Specifically, the shear moduli increased in the regimes II and III (Fig. 6) with increments in ϕcell during cell expansion. After TSS of 167 °C, ϕcell started to decrease due to cell shrinkage, regardless of the PBA concentrations (2, 4, 6, and 8 phr). However, the larger maximum ϕcell was definitely obtained at higher PBA concentrations. As a result of decreasing ϕcell, the shear moduli also gradually decreased. Thus, the effects of cell expansion and shrinkage were successfully captured using the camera-equipped rheometer setup and the proposed algorithm.
In addition, we designed a four-stage time–temperature protocol based on the above critical temperatures, which mimicked the changes induced by cell expansion and shrinkage during an actual foaming process. As the temperature increased rapidly from 100 to 170 °C, the foam volume increased considerably until its maximum at 170 °C. Afterwards, as the temperature approached TSS in the third stage and the internal pressure of cells decreased in the fourth stage, the foam volume reduced gradually. When volume reduction degrees across stages were compared, the volume change in the third stage was averagely twofold that in the fourth stage. After the application of the four-stage protocol, the density of the obtained foam was measured using a densimeter to confirm that our algorithm captured the volumetric changes in a fully quantitative manner. The results revealed that the density computed by the algorithm closely matched the measured density, validating of the suggested algorithm.
The image processing algorithm introduced in this study is not limited to specific material systems and is thus expected to be applicable for investigating the volumetric changes of any type of foam. One promising application is the 3D printing of polymer foams, wherein products are manufactured through layer-by-layer extrusion and stacking of foams. For the commercialization of foam 3D printing, precise volume control is essential to prevent excessive product-shape changes during foam expansion [5,6,7]. In this regard, our algorithm can be utilized to optimize foam-processing conditions.
Data Availability
The data that support the findings of this study are available from the corresponding author upon reasonable request.
References
S.-T. Lee, N.S. Ramesh, Polymeric Foams: Mechanisms and Materials, 1st edn. (CRC Press, Boca Raton, 2004)
S.-T. Lee, Polymeric Foams: Innovations in Technologies and Environmentally Friendly Materials, 1st edn. (CRC Press, Boca Raton, 2022)
D. Eaves, Handbook of Polymer Foams, 1st edn. (iSmithers Rapra Publishing, Shrewsbury, 2004)
Y. Mao, R. Qi, J. Appl. Polym. Sci. 109, 3249 (2008)
M. Nofar, J. Utz, N. Geis, V. Altstädt, H. Ruckdäschel, Adv. Sci. 9, 2105701 (2022)
K. Kalia, B. Francoeur, A. Amirkhizi, A. Ameli, A.C.S. Appl, Mater. Interfaces 14, 22454 (2022)
A. Pawar, G. Ausias, Y.-M. Corre, Y. Grohens, J. Férec, Addit. Manuf. 58, 103066 (2022)
H.J. Kong, S.H. Lee, D.G. Kim, H.J. Kim, G.W. Park, K. Hyun, J. Appl. Polym. Sci. 136, 47358 (2019)
S.H. Lee, H.Y. Song, D.G. Kim, S.W. Lim, E.Y. Park, K. Hyun, Macromol. Res. 25, 325 (2017)
R. Liao, W. Yu, C. Zhou, Polymer 51, 568 (2010)
R. Liao, W. Yu, C. Zhou, Polymer 51, 6334 (2010)
M. Abbasi, L. Faust, M. Wilhelm, Polymer 193, 122351 (2020)
M. Abbasi, L. Faust, M. Wilhelm, Polymer 193, 122354 (2020)
B. Jähne, H. Haussecker, P. Geissler, Handbook of Computer Vision and Applications, 1st edn. (Princeton, Citeseer, 1999)
D. Kim, J. Choi, J. Nam, Meas. Sci. Technol. 26, 125601 (2015)
D. Kim, J. Choi, J. Nam, J. Microsc. 262, 274 (2016)
A.F. Goldszal, C. Davatzikos, D.L. Pham, M.X.H. Yan, R.N. Bryan, S.M. Resnick, J. Comput. Assist. Tomogr. 22, 827 (1998)
I.-B. Lee, S.-H. Min, D.-G. Seo, Dent. Mater. 28, 212 (2012)
D.W. Shattuck, S.R. Sandor-Leahy, K.A. Schaper, D.A. Rottenberg, R.M. Leahy, Neuroimage 13, 856 (2001)
C.D. Barry, C.P. Allott, N.W. John, P.M. Mellor, P.A. Arundel, D.S. Thomson, J.C. Waterton, Ultrasound Med. Biol. 23, 1209 (1997)
R. Boellaard, N.C. Krak, O.S. Hoekstra, A.A. Lammertsma, J. Nucl. Med. 45, 1519 (2004)
P. Korkmaz, B.E. Akgul, K.V. Palem, L.N. Chakrapani, Jpn. J. Appl. Phys. 45, 3307 (2006)
H. Liu, K.C. Jezek, Int. J. Remote Sens. 25, 937 (2004)
P. Moallem, N. Razmjooy, J. Appl. Res. Technol. 10, 703 (2012)
A.W. Goodman, G. Goodman, Am. Math. Mon. 76, 355 (1969)
D. Zwillinger, CRC Standard Mathematical Tables and Formulas, edn (CRC Press, Boca Raton, 2018)
F.N. Fritsch, R.E. Carlson, SIAM J. Numer. Anal. 17, 238 (1980)
S.A. Khan, J. Rheol. 36, 573 (1992)
B.J. Love, F.P. Ruinet, F. Teyssandier, J. Polym. Sci. Part B Polym. Phys. 46, 2319 (2008)
B.J. Love, F. Teyssandier, Y.Y. Sun, C.P. Wong, Macromol. Mater. Eng. 293, 832 (2008)
N.A.K. Meznarich, B.J. Love, Macromolecules 44, 3548 (2011)
Acknowledgements
Hyeong Yong Song gratefully acknowledges the Alexander von Humboldt Foundation for financial support. This work was supported by National Research Foundation of Korea (NRF) grants funded by the Korean government (MSIT) (2021M3H4A1A03041403) and the Ministry of Trade, Industry and Energy (MOTIE), Korea Institute for Advancement of Technology (KIAT) through the Virtual Engineering Platform Program (P0022334).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Supplementary file1 (MP4 7598 KB)
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Kong, H.J., Song, H.Y., Lee, S.H. et al. Investigating the Foaming Process of a Thermoplastic Elastomer (TPE) Using Rheology and Image Analysis. Korean J. Chem. Eng. (2024). https://doi.org/10.1007/s11814-024-00229-8
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11814-024-00229-8