
Abstract
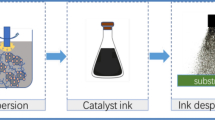
The usual way to create the catalyst layer in electrochemical energy conversion cells involves combining catalyst, ionomer dispersion, and solvents. When this ink dispersion is processed, the resulting microstructure and rheological properties of the catalyst ink are influenced by the components composition and how they interact each other. Once the catalyst ink is dried, it forms the microstructure of the catalyst layer (CL), which includes agglomerates and pores that can impact the catalyst activity and the mass transport performance. As a result, examining the correlation between the catalyst ink characteristics and the CL structure is highly valuable. Recently, numerous studies have explored the relationship among the rheological properties of the catalyst ink, the structure of the CL, and the performance of the cell. In this review, we examine how the composition and rheological properties of the catalyst ink influence cell performance and compare the findings of these studies to provide insights into creating high-performance catalyst ink.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
For electrochemical energy conversion cells such as fuel cells and water electrolyzers, a membrane-electrode assembly (MEA) consisting of a catalyst layers (CLs), mass transport layers (MTLs), and proton exchange membrane (PEM) is a key compartment primarily affecting cell performance. Particularly, the CLs, which are made up of carbon-supported catalyst and ionomers, are important components of MEAs, because they impact both charge transport and mass transport during oxidation/reduction reactions. Thus, the microstructure of CL should be optimized to exhibit high cell performance. For example, the oxygen transport through the cathode CL in PEM fuel cells (PEMFCs) is significantly governed by their pore size and distribution [1,2,3,4,5,6,7,8]. Likewise, the redox kinetics in PEM water electrolyzers (PEMWE) are strongly influenced by microstructure of the CL and play an important role in the charge and mass transport [9,10,11,12,13,14].
CLs are typically produced by employing a solution processing of a catalyst containing ink, which is prepared by dispersing the ionomer, catalyst, dispersant, and additives in a solvent mixture. The catalyst ink is deposited on a substrate or on a PEM by different methods, such as bar-coating, slot-die coating, brush-painting, inkjet printing, and spray coating to maintain their uniformity of wet-layer [15,16,17,18,19]. After drying, a continuous 3D interconnected network of catalyst, ionomer, and pore is formed. For the higher cell performance, the 3D structure of CL should be optimized by factors affecting the formation of catalyst–ionomer interface for efficient catalyst utilization and proton conductivity, and proper porous structure for the efficient mass transport of reactants and products. The controllable factors for the CL optimization are the microstructure, dispersion and coating method, and drying processes of the catalyst inks. Therefore, numerous studies have focused on examining the interactions in the catalyst inks between solid particles, charged ionomers, and organic solvents, as well as their impact on dispersion microstructure [20, 21]. Under the multiple attractive and repulsive interactions in the inks, catalyst/ionomer agglomerates can exhibit either stabilization or flocculation, resulting in different controllable microstructures that significantly influence the rheological properties of ink dispersions.
Rheology is considered as a sensitive technique for analyzing the overall microstructure of various materials, and serves as a strong predictor of inks behavior during the manufacturing process of CL. Specifically, the rheological properties play a crucial role in determining coating characteristics, including uniformity, thickness, sedimentation, and stacking during the drying process. Therefore, it is critical to characterize the rheological properties to establish relationships between ink formulation, processing methods, ink structure, CL microstructure, and performance.
Meanwhile, PEM fuel cells and water electrolyzers generally employ expensive precious metal catalysts (typically platinum), fluorine-based polymer electrolyte membranes, and bipolar plates with anti-corrosion coatings. In contrast, anion exchange membrane (AEM) fuel cells and water electrolyzers utilize relatively inexpensive catalysts, such as silver, cobalt, nickel, iron, and their alloys, along with hydrocarbon-based PEMs and uncoated stainless steel bipolar plates. However, AEM systems have a lower ability to respond to load fluctuations and significantly reduced long-term durability compared to PEM systems. Consequently, many issues must be addressed before AEM systems can be used industrially. Additionally, because the PEM system is more influenced by the mass transfer characteristics within the CL than the AEM system, it is crucial to analyze the rheological properties of the ink, the structure of the CL, and the cell performance based on the ink composition. Particularly, research on how the CL structure changes with different ink compositions is important, and many studies have been conducted on this topic. Therefore, this review aims to enhance our understanding of how catalyst ink components and dispersion methods affect the rheological properties of catalyst ink and subsequently impact the electrochemical performance of PEM fuel cell and water electrolyzer. Furthermore, the insights gained from this review can guide the ink formulation that can achieve the desired performance in other electrochemical devices.
Factors Affecting the Rheological Properties of Catalyst Inks and the Microstructure of CL
Constituents, Composition, and Concentration
A catalyst ink is a catalyst (or supported catalysts) dispersed fluid in a solvent mixture. Since the catalyst particles are not self-dispersive in a solvent, amphiphilic ionomers are generally added into a catalyst ink as dispersant [22]. Once a catalyst ink is prepared, coating and drying processes are required to be followed for the catalyst layer deposition on a PEM, a diffusion layer, or a substrate [19]. In the resulting CL, a three-dimensional interconnected structure of catalyst, ionomer, and pore is formed after the solvent evaporation, and it is required to be optimized to maximize the catalytic activity, the mass transportation of reactants and products, and the proton conductance [20]. The ink compositions used in PEMFCs, selected from existing literature, are presented in Table 1.
Considering that the solvent mixtures, such as aqueous solvents with isopropanol (IPA) or n-propanol (NPA), are Newtonian fluids, the rheological properties of a catalyst ink, a multi-phase fluid, are mainly governed by the ink formulation—constituents, composition, and concentration—and the interaction between the components [23]. The content of each component needs to be determined for various catalytic systems, but the solid content in ink commonly depends on the flowability for a specific coating process of the ink for the uniform quality and defect-free catalyst layer. The coating process of the ink can be categorized into a viscous and a low viscous coating process; doctor blade or roll-to-roll coating requires a higher solid content, > 5 wt%, whereas spray coating requires a lower solid content commonly less than 3 wt% [24, 25].
In all catalyst inks, catalytic agglomerates, composed of catalysts (or supported catalysts) and ionomers, are suspended in the solvent medium in the form of relatively small primary aggregates (a few hundred nm) and large secondary agglomerate particles (> 400 nm in size), which are assembled from aggregates by weak van der Waals forces. Under shear, the weakly assembled large agglomerates break down into smaller agglomerates and aggregates. This behavior induces the non-Newtonian shear-thinning behavior observed in most catalyst inks at various solid concentrations, which is characterized by the Herschel-Bulkley model.
where τ is the shear stress, η is the viscosity, τ0 is the yield shear stress, κ is the consistency index, \(\dot{\gamma }\) is the shear rate, and n is the shear-thinning index. In general, the catalyst ink under shear flow exhibits n < 1, representing a shear-thinning fluid. Noted that at low-shear rates where Brownian motion dominates the hydrodynamic motion, some catalyst inks show Newtonian plateau in steady-shear viscosities. Therefore, generally, in the course of the coating procedure, the catalyst ink displays low viscosity under the application of high shear rate; however, during the subsequent resting and drying stages where the shear force is eliminated (low-shear rate), the catalyst ink shows high viscosity.
As mentioned above, the rheological characteristics of a catalyst ink are highly influenced by factors, such as the solid content, composition, and interactions among its components. Apparently, the viscosity of a catalyst ink increases with the solid content at a same shear rate. However, even under the same volume fraction of the dispersions, the effective volume fraction, which is a scaling parameter for the viscosity, is found to be highly affected by the composition of the dispersions through the tuning of electrostatic and steric stability. By varying the composition and component of the dispersions at the same dispersion method and shear rate, the dispersed agglomerates are stabilized in size (effective volume fraction) and dispersity (packing parameter) by the repulsive (electric double layer force, ionomer steric repulsion) and attractive forces (van der Waals, polymeric attractive force) between the dispersed agglomerates under their hydrodynamic and Brownian motion in a dispersing solvent (Fig. 1). The stability of the dispersions in a catalyst ink is simply understood by the modified model of the classical colloidal theory of Derjaguin–Landau–Verwey–Overbeek (DLVO), and the repulsive electrostatic force keeps the dispersions stable against the forming agglomerates by van der Waals, with the introduction of ionomer interactions [26, 27]. This simple understanding on the rheological properties of a catalyst ink is helpful for the selection of components and the composition in a catalyst ink, and finally for the CL microstructure. Therefore, for a catalyst ink, the ratio of ionomer and catalyst (or supported catalyst), solvent type, additives, and dispersion methods are main factors to be considered to formulate a desired catalyst ink, which will be discussed in the following sections.

Reproduced from Ref. [73], Copyright (2020), with permission from the the Elsevier
Schematic diagram of the forces during the dispersion process of CL ink.
Meanwhile, to understand the rheological characteristics of catalyst ink, it is important to know about elastic modulus and viscous modulus. The elastic modulus measures the energy stored in a material during deformation, indicating its solid-like or elastic behavior. A higher elastic modulus suggests that the catalyst ink behaves more like a solid, maintaining its shape better under stress. This property is essential for preserving the structural integrity of the catalyst layer during drying and curing processes. On the other hand, the viscous modulus measures the energy dissipated as heat in a material during deformation, reflecting its liquid-like or viscous behavior. A higher viscous modulus means that the catalyst ink behaves more like a liquid, flowing and spreading easily. This property is important for application and coating processes, ensuring uniform distribution of the catalyst ink on the substrate. The ink formulation and the interaction between the components also affect the ink thixotropy [28], which is another critical property for catalyst layer with uniform thickness and flat surface [23]. To characterize the thixotropic behavior, a three-interval thixotropic test (3ITT) is employed in the sequence of low–high–low-shear stages representing the CL deposition process on a substrate from a catalyst ink [19]. An appropriate thixotropy, not too short and long recovery time, is desired to have a high-quality CL with even and enough thickness [19, 23]. Similar to the viscosity control, the ratio of ionomer and catalyst (or supported catalyst), ionomer content, solvent type (controlling dielectric constant), additives, and dispersion methods are main parameters to adjust the thixotropic behavior of ink [29].
Type of Solvent
The choice of solvent strongly influences the rheological properties of the ink, and alters the microstructures of agglomerates in the ink, because the ionomer conformation and catalyst dispersion are highly dependent on the interaction with dispersion solvent. Thus, the viscosity of the solvent and type of solvent plays an important role in the viscoelasticity of catalyst ink and the performance of the cell [30, 31]. With more viscous solvent, dispersed solid agglomerates are more stable due to the reduction in Brownian motion of catalyst/ionomer agglomerates, which in turn decreases the likelihood of collisions between them [30, 32, 33]. Meanwhile, the catalyst ink displays a viscous dominant fluid behavior (G″ > G′) when subjected to strains greater than a certain value, but below that strain, it exhibits an elastic dominant fluid behavior (G′ > G″). Consequently, depending on the coating speed, the agglomerates network structure undergoes destruction and subsequent rebuilding. In light of this, different coating techniques require specific ink properties. For brush, blade, slot die, and comma coating, a relatively viscous solvent is necessary. On the other hand, inkjet print and spray coating demand less viscous ink. The reason behind this distinction is that spray coating and inkjet printing methods involve high ink ejection speeds. To prevent nozzle clogging, an ink with a viscous property, characterized by a G″ value greater than G′, is preferred. Conversely, for other coating methods, using an ink with relatively high viscosity is advantageous to avoid early ink ejection caused by the slower ejection speed of the ink. As a result, it is evident that the cell performance of CLs is influenced by the rheological properties of the catalyst inks. Figure 2a presents the viscosity of catalyst inks with various solvent types, demonstrating predominantly shear-thinning behavior. This suggests that the hydrodynamic force leads to the formation of smaller clusters from larger ones in the catalyst ink. The type of solvent used affects both the moduli (G′, G″) of the catalyst ink and the cell performance, as shown in Fig. 2b, c, respectively. These changes can be attributed to the structural modifications in the catalyst ink and the dried catalyst layer. Furthermore, the solvent affects the dispersion stability of agglomerates by regulating the morphological formation of the ionomers in the inks. The ionomer conformation in the inks, which potentially alter the ionomer coverage on the agglomerates, is influenced by the dielectric constant (ε) and solubility parameter (δ) of the solvent [26, 34,35,36,37]. Therefore, the solvent primarily influences the rheological properties, microstructure, and macroscopic properties of the ink by affecting the interaction between the solvent and the ionomer [31, 38, 39]. Increasing the similarity in δ between the solvent and the sulfonate side chains enhances the compatibility between them. Additionally, a higher ε prompts the ionomer molecules to dissociate more negatively charged sulfonic acid groups. As a result, stronger interpolymer negative charge repulsions occur, leading to smaller ionomer aggregates in mixed solvents with higher water content. Conversely, the reduced size of ionomer aggregates in mixed solvents with lower water content can be attributed to the improved compatibility between the perfluorocarbon backbones and the mixed solvents. Table 2 and Fig. 3a exhibits the ε and δ values of different normal propanol/water mixed solvent and their variations of the specific volumes of primary and secondary pore with water content. The results show the primary and secondary pore first decreased with the increased water with water content, and then increased to the maximum volumes, which is indicatives of the mass transport resistance facilitating oxygen diffusion and mitigating the water flooding issues in improving the power density of fuel cell (Fig. 3b).

Reproduced from Ref. [31], Copyright (2021), with permission from the American Chemical Society. b Rheology of IPA, NPA, BUT (1,2-butanediol), and EG (ethylene glycol) inks with oscillation test. c Polarization curves and high frequency resistances (HFR) of different MEAs. Reproduced from Ref. [30], Copyright (2021), with permission from the Electrochemical Society
a Viscosity curve of the ink prepared with different solvents.

Reproduced from Ref. [39], Copyright (2021), with permission from the American Chemical Society
a Variations of the specific volumes of primary pore and secondary pore, as well as the boiling point with H2O content in the mixed solvents. b H2/air polarization and power density curves of MEAs fabricated with different n-PA/H2O mixed solvents. Test conditions: 0.1 mg cm–2 (cathode/anode Pt loadings), Nafion-212, H2/air (500/1000 sccm), 80 °C, 100% RH, and 150 kPa (absolute).
Ionomer Content and Ionomer/Carbon (I/C) Ratio
The perfluorinated acid (PFSA) ionomers are commonly used in catalyst inks. They are categorized as long-side-chain, mid-side-chain, or short-side-chain PFSA, depending on the length of the side chain. The ionomers promote the mechanical integrity of the CL by interacting with catalyst particles, while providing ion-conducting paths from the CL to PEM and vice versa. In the ink, the ionomers are adsorbed on the catalytic particles (catalyst or carbon-supported catalyst), or self-assembled by themselves. The dispersed particles of catalyst–ionomer agglomerates and self-assembled ionomers interact each other, and form various complex agglomerate structures. The size and distribution of the agglomerates are required to be optimized, and the amount of ionomer and the I/C ratio play a crucial role in the rheology and microstructure of the catalyst ink.
In general, most of ionomers are adsorbed on the surface of catalyst particles before reaching an adsorption plateau. Under the certain ionomer content, the amount of adsorbed ionomers increase, and the flocculation between the catalyst particles is disrupted by the enhanced electrostatic repulsion and steric hindrance [29]. The excess ionomers (high I/C ratio) are self-assembled, and dispersed in the ink, rather than adsorbing on the catalytic agglomerates. This ionomer adsorption behavior depending on I/C ratio is resulted in relatively similar size of the agglomerates with the continuous increase in the ink viscosity in the ink (Fig. 4a, c) [20, 29]. In 3ITT, as the ionomer content increases, the viscosity recovery speed of the catalyst ink decreases, meaning that thixotropy decreases due to the enhanced viscous characteristics from the added ionomers, as shown in Fig. 4b. As the I/C ratio increases, the fracture toughness of CLs increases, and the size of cracks decreases (Fig. 4d) [40].

Reproduced from Ref. [29], Copyright (2021), with permission from the American Chemical Society
a Steady-shear relative viscosities as a function of shear rate of catalyst inks with different ε values of solvents. b 3ITT of inks with different ionomer contents. c Average particle diameter of ionomer dispersions (undiluted) and catalyst inks (diluted to 0.01 wt%) with different ionomer contents. d SEM images of surface and cross-sectional morphology of CLs by inks with different ionomer contents of (a1, b1) 0.5 wt%, (a2, b2) 1.0 wt%, and (a3, b3) 2.5 wt%.
Type of Carbon Support and Catalyst Content
The macroscopic properties of catalyst ink and the structure of the CL, including agglomerate size, rheological characteristics of the ink, and cell performance, are influenced by various factors. These factors include the structure and surface properties of the catalysts themselves, the content of catalysts in the ink, and the properties of the carbon supports used. The ability of the solvent to invade the carbon support depends on the surface energy of carbon support and the surface tension of the solvent [20, 31]. The hydrophobic carbon supports tend to form large agglomerates in polar solvent [5], e.g., water/mono-alcohol mixed solvent, whereas the hydrophilic carbon tends to form small agglomerates in polar solvents due to enhanced repulsion force [41]. Due to their weak charge, the carbon supports have a pronounced tendency to agglomerate through Brownian motion. The ink containing carbon-supported Pt exhibits shear-thinning behavior due to the disintegration of agglomerates and their rearrangements caused by the flow [20]. In addition, the structure of carbon support also affects rheological properties of catalyst ink. In case of Vulcan carbon support (XC-72), most catalysts are on the external surface, because it has moderate surface area, whereas the Ketjen black is a porous carbon supports that has high surface area, and as a result, the catalysts can reside internal pores up to 50 wt% [23]. The ionomer exhibits a preferential interaction with catalyst relative to carbon support through the side chain. Therefore, catalyst-supported Vulcan has a more uniform ionomer coverage than catalyst-supported Ketjen due to higher catalyst density at the surface. The presence of ionomer in the catalyst ink plays an important role in effectively stabilizing the agglomerates of catalyst-supported Vulcan through an electro-steric mechanism. On the other hand, the viscosity of the ink is influenced by the porous structure of Ketjen. Specifically, the viscosity is observed to be higher in Ketjen-based catalyst dispersions compared to Vulcan-based catalyst dispersions, and it increases with the internal porosity of the carbon material. The internal porosity of the carbon particles leads to the entrapment of solvent within the structure, which in turn excludes it from hydrodynamic interactions [20, 42, 43]. Consequently, both higher porosity and a greater degree of aggregated structure result in an increased effective volume fraction (ø), leading to an increase in viscosity (η) as described by the equation below (Fig. 5a):

Reproduced from Ref. [44], Copyright (2019), with permission from the American Chemical Society. Steady-shear viscosities of c Pt–Vulcan and d Pt–HSC dispersions. For the data sets where \(\dot{\gamma }\) = 2 s–1 was difficult to reach, the η at the lowest \(\dot{\gamma }\) achieved is presented. Reproduced from Ref. [20], Copyright (2018), with permission from the American Chemical Society
a The low-shear relative viscosity at \(\dot{\gamma }\) = 2 s–1. The solid lines correspond to η scaled against volume fraction, ϕCB, estimated based on primary carbon particle density, ρCB = 1.8 g cm–3. The dashed lines correspond to η0 scaling against effective volume fraction, ϕeff = ϕCB/ϕCB,Ragg, where ϕCB,Ragg values are 0.2 and 0.06 for Pt–Vulcan and Pt–HSC, respectively. Reproduced from Ref. [20], Copyright (2018), with permission from the American Chemical Society. b Steady-shear viscosity data of inks (no ionomer) for different IrO2 concentrations. \(\dot{\gamma }\)\(\dot{\gamma }\)
Meanwhile, the catalyst agglomerates size is increased as the catalyst content in the ink is increased and, therefore, the ink viscosity is increased due to the reduction of closer distance between the agglomerates (Fig. 5b) [20, 44, 45]. As the particle concentration rises, the low-shear viscosity increases, and the rheological characteristics shift from Newtonian to progressively shear-thinning behavior. Figure 5c, d demonstrates that high surface area carbon-supported Pt (Pt/HSC) dispersions also exhibit a mild shear thickening phenomenon at medium shear rates. Moreover, the Pt/HSC ink displayed a higher low-shear viscosity and greater degree of shear-thinning in comparison to the ink of low surface area carbon support. This can be attributed to both a larger internal porosity and a higher degree of agglomeration in the Pt/HSC ink [20, 43].
As explained in "Constituents, Composition, and Concentration", the catalyst content in the ink depends on the specific fabrication method used for the CL. For instance, in spray coating, a lower catalyst content is typically employed (solid concentration usually below 3 wt%) to prevent the blockage of the spraying nozzle. On the other hand, slot-die coating generally requires a higher catalyst content (solid concentration typically above 5 wt%) to ensure the stability of the wet layer and achieve a desirable production rate for the CL [46,47,48]. However, the ink used for spraying cannot be excessively diluted, as this would result in a lower fabrication rate and wastage of solvent required to deposit the desired catalyst loading. Therefore, it is necessary to adjust the catalyst content based on the specific coating technique employed. This adjustment aims to enhance the coating quality, reduce the coating time, and minimize the overall fabrication cost of the CL [23, 49].
Additives
In ink formulation, the additives, such as thickener, nano/micro filler, and dispersant, affect both rheological properties of ink and microstructure of CL. (1) The thickener is added when using the low viscous solvent to control the hydrodynamic motions of agglomerates in the ink and to form the multiscale pore structure in the CL [19, 50]. (2) The nano/micro-additive is used to enhance the rheological properties of the ink [51, 52], and the transport performance by forming porous electrode layers [2, 53,54,55,56,57]. (3) The dispersant is employed to control the agglomerate size, which has an impact on the rheological characteristics of the ink slurry (or organic/inorganic solution) and the structure of the coating layer, ultimately influencing the performance of the electrochemical cell [58,59,60,61,62,63,64,65].
Using thickener, such as glycerin and ethylene glycol, more homogeneous catalyst ink can be applied onto a substrate or a PEM. Specifically, to produce a CL or catalyst-coated membrane through the roll-to-roll coating process (Fig. 6a), a thickener is employed to elevate the viscosity of the catalyst ink [19, 50]. In the roll-to-roll coating process, the rheological properties of catalyst ink are readily controlled using a thickening agent to adopt the optimal conditions for the CLs with even and enough thickness of CLs (Fig. 6b). However, the ink drying process utilizing a thickener is commonly conducted at elevated temperatures, leading to extensive time requirements and substantial expenses.

Reproduced from Ref. [50], Copyright (2016), with permission from the Electrochemical Society. c Viscosity and yield stress at shear rates of 0.1 and 300 s−1 with dispersant content. d i–V polarization curves of the cells at 65 °C and 50% RH. Reproduced from Ref. [58], Copyright (2023), with permission from the the Elsevier
a Side view outline of intermittent slot-die coating equipment. b Intermittent slot-die coating defects.
The various nano/micro-additives are frequently used as pore generators to introduce peculiar porous structures in the CLs [49, 52, 53, 55, 56, 66, 67]. The removable particles, such as spherical CuO nano particles, are embedded during the ink formulation for the newly designed pore structure in CLs [53]. The rheological properties of the ink are also influenced by nanoparticles under the presence of small amount (0.002 ≤ ϕ ≤ 0.034) [52]. The aspect ratio of the particles causes different rheological behavior because of the different degree of shear-induced alignment in the ink; the suspension of anisometric particles showed higher ink viscosity, and exhibited a gel-like viscoelastic response even under very low concentration of ϕ = 0.0034.
Many researchers have utilized amphiphilic dispersants during the ink preparation to achieve more stable dispersion state. By incorporating the dispersant, smaller and more narrowly dispersed aggregates can be obtained until reaching the saturation point, at which the dispersants are adsorbed on the particles [58, 60]. As the amount of dispersants increases, the overall effective volume of solutes uniformly increases as the effective diameter of agglomerate increases, resulting in increasing viscosity and thixotropy for addition up to the saturation point. For example, So et al. manipulated the composition of the catalyst ink using an dispersant, Zetasperse170, to examine the relationship between the size of agglomerates in the catalyst ink, the microstructure of the dried CL, and the performance of the MEA. In their research, the inclusion of 1 wt% dispersant resulted in the transformation of the catalyst ink into a gel-like fluid exhibiting shear-thinning behavior and rapidly recovered viscosity (Fig. 6c). This indicated the successful creation of a well-dispersed catalyst ink with stable coating properties. Furthermore, the MEA with 1 wt% of Zetasperse170 displayed the highest fuel cell performance, achieving a current density of 1.2 A cm−2 at 100% RH (Fig. 6d).
Dispersion Methods
The primary objective of the ink dispersion process is to break down large initial agglomerates, uniformly disperse catalyst and ionomer in the solvent, and enhance the interaction between the catalyst and ionomer, which are crucial for improving the utilization of catalyst. The methods for ink dispersion include ultrasonication, mechanical stirring, hydrodynamic cavitation, and ball milling [1, 23, 68,69,70,71,72,73,74,75,76]. Ultrasonication and ball milling are the most common techniques for ink dispersion. Tip sonication, bath sonication, or a combination of both, along with ball milling, are suitable for inks with low viscosity or low solid concentration. However, for viscous inks or inks with high solid concentration, ball milling is often more appropriate [73]. Recently, additional methods, such as hydrodynamic cavitation, planetary mixers, and high-pressure homogenization, have been employed for dispersing catalyst ink. A recent review provides a comprehensive summary of ball milling, mechanical stirring, ultrasonication, and their respective advantages and disadvantages [23, 74]. This particular review primarily focuses on the impact of the dispersion process on the rheological and macroscopic properties of the ink, as well as the resulting CLs and performance.
Ultrasonic dispersion is thought to be an environmentally friendly and convenient way for maintaining purity when using volatile dispersion media. There are two primary types of ultrasonication methods: bath ultrasonication and tip ultrasonication. Between them, tip ultrasonication is found to be more effective at achieving dispersion when operating under the same conditions [70,71,72].
Ball milling is a method used for batch processing, where metal balls, ceramics, or other types of grinding media are combined with catalyst inks. This process relies primarily on intense collisions, extrusion, and friction between the ball grinding media, catalyst inks, and the walls of the ball grinding tank. These interactions transfer mechanical energy from the ball milling media to the catalyst inks, facilitating dispersion [75,76,77]. Ball milling offers several advantages, including cost-effectiveness, high efficiency, and suitability for large-scale production. However, it is important to note that ball milling can result in wear during the impact and grinding processes, potentially leading to ink contamination. Currently, there are numerous studies available that explore the treatment of catalyst inks for PEMFC using ball milling methods [20, 78, 79]. In a study conducted by S. Du et al., a catalyst ink was prepared using both ultrasonication and ball mill mixing techniques to examine the impact of the dispersion method on the viscosity and thixotropy of the ink. In terms of viscosity, the average viscosity of the ink produced through ball milling was higher compared to that obtained through sonication (Fig. 7). Furthermore, the ink exhibited a more pronounced thixotropic recovery as a result of ball milling. This characteristic is advantageous for effectively coating the ink on a surface [73]. Additionally, the effects of viscosity and dispersity on ink were studied, and the process parameters affecting cracks and performance of CL were investigated [80]. The results obtained using Pt-high surface area carbon at an ionomer/carbon weight ratio of 0.8 indicated that the dispersity of the ink is highly influenced by the mixing method employed. It was observed that, after sonication, the ink formed large agglomerates.

Reproduced from Ref. [73], Copyright (2020), with permission from the the Elsevier
The change of viscosity during 3ITT of ball milling and sonication dispersion processes.
Summary and Outlook
The development of catalyst ink, its rheological characteristics, and the overall structure of the ink state are essential for improving the performance and durability of the electrode in electrochemical devices. The CL consists of catalyst and ionomer that are interconnected to form a porous multiscale structure. The transportation of reactants and products to and from the active sites is governed by the structure of the CL. CL is typically manufactured via an ink-based process, with the ink consists of catalyst/ionomer agglomerates, additive/ionomer/catalyst agglomerates, non-adsorbed ionomer, and solvent. These agglomerates consolidate to form the CL during the drying process. Consequently, the microstructure of the CL, which have a direct effect on the performance and durability of MEAs, is determined by the cluster size, catalyst and ionomer content, solvent type, additives (or dispersants), and dispersion method for catalyst ink. Particularly, the ink formulation—constituents, composition, and concentration—and the interaction between the components have a direct effect on the rheological properties of catalyst ink, such as viscosity, viscoelasticity, and thixotropy.
When it comes to commercialization and mass production using roll-to-roll ink deposition technology, it is essential to design the rheology of the ink in a logical and careful manner. Various factors, including ink rheology and coating process parameters, influence the formation of CLs during the ink deposition procedure. Therefore, it is crucial to investigate the effects of ink rheology on each stage of deposition. Understanding the relationship between the constituents and rheological properties of catalyst inks can also contribute to their optimization.
To gain a better understanding of the correlation between ink rheological properties, the macroscopic structure of catalyst ink, and the overall cell performance and durability, it is necessary to consider certain challenges and future directions. These include investigating the microstructure of catalyst inks and CLs, ensuring that catalyst inks have a wide range of solid concentrations, and investigating the coating and drying processes.
Meanwhile, similar to the PEM system, it is crucial to investigate how the ink composition and dispersion method impact the rheological properties of the ink, electrode structure, and overall performance in AEM fuel cells and water electrolyzers. Although research on the AEM system has been limited thus far, it is essential to analyze these factors as more studies are conducted in the future.
Data availability statement
Data sharing is not applicable to this article as no new data were created or analyzed in this study.
References
N. Nonoyama, S. Okazaki, A.Z. Weber, Y. Ikogi, T. Yoshida, J. Electrochem. Soc. 158, B416 (2011)
K.-H. Oh, W.-K. Kim, K.A. Sung, M.-J. Choo, K.-W. Nam, J.W. Choi, J.-K. Park, Int. J. Hydrog. Energy 36, 13695–13702 (2011)
J.P. Owejan, J.E. Owejan, W. Gu, J. Electrochem. Soc. 160, F824 (2013)
K.-H. Oh, W.-K. Kim, M.-J. Choo, J.-S. Lee, J.-K. Park, H.-T. Kim, Electroch. Acta 125, 314–319 (2014)
S. Takahashi, T. Mashio, N. Horibe, K. Akizuki, A. Ohma, ChemElectroChem 2, 1560–1567 (2015)
S. So, H. Kang, D. Choi, K.-H. Oh, Int. J. Hydrog. Energy 45, 19891–19899 (2020)
R. Jinnouchi, K. Kudo, K. Kodama, N. Kitano, T. Suzuki, S. Minami, K. Shinozaki, N. Hasegawa, A. Shinohara, Nat. Commun. 12, 4956 (2021)
Q. Zhang, S. Dong, P. Shao, Y. Zhu, Z. Mu, D. Sheng, T. Zhang, X. Jiang, R. Shao, Z. Ren, J. Xie, X. Feng, B. Wang, Science 378, 181–186 (2022)
F. Hegge, R. Moroni, P. Trinke, B. Bensmann, R. Hanke-Rauschenbach, S. Thiele, S. Vierrath, J. Power. Sources 393, 62–66 (2018)
H. Yu, L. Bonville, J. Jankovic, R. Maric, Appl. Catal. B Environ. 260, 118194 (2020)
C.V. Pham, D. Escalera-López, K. Mayrhofer, S. Cherevko, S. Thiele, Adv. Energy Mater. 11, 2101998 (2021)
Z. Kang, Y. Chen, H. Wang, S.M. Alia, B.S. Pivovar, G. Bender, A.C.S. Appl, Mater. Interfaces 14, 2335–2342 (2022)
R. Xiang, X. Wang, ChemElectroChem 9, e202200029 (2022)
J.K. Lee, P. Kim, K. Krause, P. Shrestha, M. Balakrishnan, K. Fahy, K. Fatih, N. Shaigan, M. Ge, W.-K. Lee, A. Bazylak, Cell Rep. Phys. Sci. 4, 101232 (2023)
T.-H. Huang, H.-L. Shen, T.-C. Jao, F.-B. Weng, A. Su, Int. J. Hydrog. Energy 37, 13872–13879 (2012)
E. Lee, D.-H. Kim, C. Pak, Appl. Surf. Sci. 510, 145461 (2020)
I. Bae, B. Kim, D.-Y. Kim, H. Kim, K.-H. Oh, Renew. Energy 146, 960–967 (2020)
J. Sharma, X. Lyu, T. Reshetenko, G. Polizos, K. Livingston, J. Li, D.L. Wood, A. Serov, Int. J. Hydrog. Energy 47, 35838–35850 (2022)
P. Liu, D. Yang, B. Li, C. Zhang, P. Ming, Int. J. Hydrog. Energy 48, 19666–19685 (2023)
S. Khandavalli, J.H. Park, N.N. Kariuki, D.J. Myers, J.J. Stickel, K. Hurst, K.C. Neyerlin, M. Ulsh, S.A. Mauger, A.C.S. Appl, Mater. Interfaces 10, 43610–43622 (2018)
H. Ren, X. Meng, Y. Lin, Z. Shao, J. Power. Sources 517, 230698 (2022)
D. Yang, Y. Guo, H. Tang, D. Yang, P. Ming, C. Zhang, B. Li, S. Zhu, Int. J. Hydrog. Energy 47, 8956–8964 (2022)
H. Liu, L. Ney, N. Zamel, X. Li, Appl. Sci. 12(8), 3776 (2022)
G. Liu, S. Peng, F. Hou, X. Wang, B. Fang, Membranes 13, 24 (2023)
A.Z. Taning, S. Lee, S. Woo, S.-H. Park, B. Bae, S.-D. Yim, J. Electrochem. Soc. 168, 104506 (2021)
S. Shukla, S. Bhattacharjee, A.Z. Weber, M. Secanell, J. Electrochem. Soc. 164, F600 (2017)
M. So, T. Ohnishi, K. Park, M. Ono, Y. Tsuge, G. Inoue, Int. J. Hydrog. Energy 44, 28984–28995 (2019)
J. Mewis, N.J. Wagner, Colloidal Suspension Rheology (Cambridge University Press, Cambridge, 2011)
Y. Guo, D. Yang, B. Li, D. Yang, P. Ming, C. Zhang, A.C.S. Appl, Mater. Interfaces 13, 27119–27128 (2021)
C. Lei, F. Yang, N. Macauley, M. Spinetta, G. Purdy, J. Jankovic, D.A. Cullen, K.L. More, Y.S. Kim, H. Xu, J. Electrochem. Soc. 168, 044517 (2021)
D. Yang, S. Zhu, Y. Guo, H. Tang, D. Yang, C. Zhang, P. Ming, B. Li, ACS Omega 6, 32960–32969 (2021)
D.-C. Huang, P.-J. Yu, F.-J. Liu, S.-L. Huang, K.-L. Hsueh, Y.-C. Chen, C.-H. Wu, W.-C. Chang, F.-H. Tsau, Int. J. Electrochem. Sci. 6, 2551–2565 (2011)
M. Chisaka, E. Matsuoka, H. Daiguji, J. Electrochem. Soc. 157, B1218 (2010)
F. Yang, L. Xin, A. Uzunoglu, L. Stanciu, J. Ilavsky, S. Son, J. Xie, ECS Trans. 75, 361 (2016)
T.T. Ngo, T.L. Yu, H.-L. Lin, J. Power. Sources 238, 1–10 (2013)
J.H. Lee, G. Doo, S.H. Kwon, S. Choi, H.-T. Kim, S.G. Lee, Sci. Rep. 8, 10739 (2018)
T.T. Ngo, T.L. Yu, H.-L. Lin, J. Power. Sources 225, 293–303 (2013)
T.-H. Kim, J.-Y. Yi, C.-Y. Jung, E. Jeong, S.-C. Yi, Int. J. Hydrog. Energy 42, 478–485 (2017)
Q. Gong, C. Li, Y. Liu, J. Ilavsky, F. Guo, X. Cheng, J. Xie, A.C.S. Appl, Mater. Interfaces 13, 37004–37013 (2021)
N. Kumano, K. Kudo, A. Suda, Y. Akimoto, M. Ishii, H. Nakamura, J. Power. Sources 419, 219–228 (2019)
F. Yang, L. Xin, A. Uzunoglu, Y. Qiu, L. Stanciu, J. Ilavsky, W. Li, J. Xie, A.C.S. Appl, Mater. Interfaces 9, 6530–6538 (2017)
A.A. Potanin, R. De Rooij, D. Van den Ende, J. Mellema, J. Chem. Phys. 102, 5845–5853 (1995)
Y. Aoki, A. Hatano, H. Watanabe, Rheol. Acta 42, 209–216 (2003)
S. Khandavalli, J.H. Park, N.N. Kariuki, S.F. Zaccarine, S. Pylypenko, D.J. Myers, M. Ulsh, S.A. Mauger, A.C.S. Appl, Mater. Interfaces 11, 45068–45079 (2019)
N. Kumano, K. Kudo, Y. Akimoto, M. Ishii, H. Nakamura, Carbon 169, 429–439 (2020)
S. Cho, K. Tamoto, M. Uchida, Energy Fuels 34, 14853–14863 (2020)
R.N. Bonifácio, J.O.A. Paschoal, M. Linardi, R. Cuenca, J. Power. Sources 196, 4680–4685 (2011)
M.B. Sassin, Y. Garsany, B.D. Gould, K.E. Swider-Lyons, Anal. Chem. 89, 511–518 (2017)
T. Seip, N. Shaigan, M. Dinu, K. Fatih, A. Bazylak, J. Power. Sources 559, 232654 (2023)
T. Suzuki, ECS Trans. 75, 423 (2016)
R. Mücke, O. Büchler, N.H. Menzler, B. Lindl, R. Vaßen, H.P. Buchkremer, J. Eur. Ceram. Soc. 34, 3897–3916 (2014)
M. Youssry, D. Guyomard, B. Lestriez, Phys. Chem. Chem. Phys. 17, 32316–32327 (2015)
H. Lv, S. Wang, Y. Sun, J. Chen, W. Zhou, C. Zhang, J. Power. Sources 564, 232878 (2023)
M. Mandal, M. Secanell, J. Power. Sources 541, 231629 (2022)
J.Q. Adolphsen, V. Gil, B.R. Sudireddy, L. Bergström, J. Eur. Ceram. Soc. 39, 1271–1278 (2019)
S. Wang, X. Li, Z. Wan, Y. Chen, J. Tan, M. Pan, J. Power. Sources 379, 338–343 (2018)
W.-K. Kim, K.A. Sung, K.-H. Oh, M.-J. Choo, K.Y. Cho, K.-Y. Cho, J.-K. Park, Electrochem. Commun. 11, 1714–1716 (2009)
S. So, K.-H. Oh, J. Power. Sources 561, 232664 (2023)
S.Z. Golkhatmi, M.I. Asghar, P.D. Lund, J. Power. Sources 552, 232263 (2022)
W.-H. Chiang, S.-J. Lin, J.-S. Wu, ACS Omega 7, 21370–21377 (2022)
M.A. Abdelaziz, M.A. Ibrahim, M.F. Abdel-Messih, M.A. Mekewi, Prog. Org. Coat. 148, 105875 (2020)
M.O. Curi, H.C. Ferraz, J.G.M. Furtado, A.R. Secchi, Ceram. Int. 41, 6141–6148 (2015)
D. Waldbillig, O. Kesler, Surf. Coat. Technol. 203, 2098–2101 (2009)
S. Mulmi, C.H. Park, H.K. Kim, C.H. Lee, H.B. Park, Y.M. Lee, J. Membr. Sci. 344, 288–296 (2009)
R.G.A. Wills, M.J. Watt-Smith, F.C. Walsh, Fuel Cells 9, 148–156 (2009)
S. Dong, C. Zhang, Z. Yue, F. Zhang, H. Zhao, Q. Cheng, G. Wang, J. Xu, C. Chen, Z. Zou, Z. Dou, H. Yang, Nano Lett. 22, 9434–9440 (2022)
B. Petkova, S. Tcholakova, M. Chenkova, K. Golemanov, N. Denkov, D. Thorley, S. Stoyanov, Adv. Colloid Interface Sci. 276, 102084 (2020)
H. Kuroki, K. Onishi, K. Asami, T. Yamaguchi, Ind. Eng. Chem. Res. 58, 19545–19550 (2019)
D. Yang, Y. Guo, H. Tang, Y. Wang, D. Yang, P. Ming, C. Zhang, B. Li, S. Zhu, Int. J. Hydrog. Energy 46, 33300–33313 (2021)
M. Wang, J.H. Park, S. Kabir, K.C. Neyerlin, N.N. Kariuki, H. Lv, V.R. Stamenkovic, D.J. Myers, M. Ulsh, S.A. Mauger, A.C.S. Appl, Energy Mater. 2, 6417–6427 (2019)
M. Adamski, N. Peressin, S. Holdcroft, B.G. Pollet, Ultrason. Sonochem. 60, 104758 (2020)
B. Zhang, T. Chen, Materials 12, 1757 (2019)
S. Du, W. Li, H. Wu, P.-Y. Abel Chuang, M. Pan, P.-C. Sui, Int. J. Hydrog. Energy 45, 29430–29441 (2020)
Y. Guo, F. Pan, W. Chen, Z. Ding, D. Yang, B. Li, P. Ming, C. Zhang, Electrochem. Energy Rev. 4, 67–100 (2021)
C.F. Burmeister, A. Kwade, Chem. Soc. Rev. 42, 7660–7667 (2013)
C.S. Tiwary, A. Verma, K. Biswas, A.K. Mondal, K. Chattopadhyay, Ceram. Int. 37, 3677–3686 (2011)
H. Shin, S. Lee, H. Suk Jung, J.-B. Kim, Ceram. Int. 39, 8963–8968 (2013)
Y. Hashimasa, T. Numata, Int. J. Hydrog. Energy 40, 11543–11549 (2015)
T. Tamaki, A. Koshiishi, Y. Sugawara, H. Kuroki, Y. Oshiba, T. Yamaguchi, J. Appl. Electrochem. 48, 773–782 (2018)
S. Du, S. Guan, S. Mehrazi, F. Zhou, M. Pan, R. Zhang, P.-Y.A. Chuang, P.-C. Sui, J. Electrochem. Soc. 168, 114506 (2021)
Acknowledgements
This work is supported by the Korea Research Institute of Chemical Technology (KRICT) Core Research Program (KS2422-20), Young Researcher Program (BSK24-110). This research was also supported by the New Renewable Energy Core Technology Development Project (20223030040220) funded by the Ministry of Trade, Industry and Energy (MOTIE, Republic of Korea), Repubic of Korea.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Choi, WJ., Kang, I., Yu, D.M. et al. Effect of Catalyst Ink Properties on the Performance of Proton Exchange Membrane Fuel Cell and Water Electrolyzer: A Mini Review. Korean J. Chem. Eng. (2024). https://doi.org/10.1007/s11814-024-00221-2
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11814-024-00221-2