
Abstract
To study the simultaneous impacts of distillation column sequencing and heat integration on the Methanol to Propylene plant’s economy, different distillation sequences for three components separation have been examined. In this study, optimization has been done by considering Total Annual Cost, TAC, as an objective function and the independent variables, including the number of trays, distillation column pressure, and temperature levels of refrigeration cycles, by using the Genetic Algorithm, GA. In order to provide an insight into heat integration’s detrimental effects on TAC, optimization has been performed with and without heat integration. Analysis of the optimization results indicates that heat integration can reduce the TAC of the separation unit by nearly 50%. Also, scrutinized interpretation of configurations over the optimization results leads to the proposition that the thermal coupling of the direct sequence, with TAC of 238,000$ would exhibit the utmost performance for light gas separations, which would be more than 10% improvement compared with the simple direct. Furthermore, the application of the proposed 4-component separation unit reduces TAC by around 10% compared with the industrial plant. In this regard, an optimization framework has been presented for the systematic design of integrated below-ambient temperature separation units.
Graphical abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The increasing trend of energy demand and its harmful impact on global warming has persuaded scientists, engineers, and policymakers to look for sustainable energy sources and enhance fuel-consuming processes [1]. Distillation columns, especially those operating below ambient temperatures, consume roughly 50% of the total energy in the petrochemical industries due to the required latent heat for phase change in reboilers and condensers [2]. A considerable deal of attempt is ongoing to alleviate the continuously growing energy consumption in these processes, to enhance productivity and profitability, and a diversity of routes have been established and examined [3]. In what follows, a brief review is presented on designing and developing distillation processes, focusing in particular, on the selection of optimal sequence for below-ambient temperature processes.
Cost optimization research in separation units for below-ambient temperature processes can be divided into three categories. In the first group, researchers focused on the optimization of the chemical plants by considering the separation unit’s parameters and distillation column sequencing. On the other hand, some other researchers just have optimized refrigeration cycles without changing in distillation sequence and operating conditions. Also, there are some reports that simultaneous optimization of distillation sequences and refrigeration cycles are investigated. Ivakpour et al. [3] presented a method for sequencing the synthesis of distillation towers by using the separation matrix. Khalili et al. [4] developed a column sequencing algorithm which provides saving on TAC in industrial plants. The new version algorithm includes complex sequences, namely thermally coupled, divided wall column, thermodynamically equivalent, intensified, and simultaneous heat and mass integrated. Khalili et al. [5] presented an optimal design for ternary separation using heat integration with external heat exchangers by introducing the layout based on the binary matrices. Many researchers have been focused on the development of methods for the synthesis of different arrangements of distillation columns and respective optimization algorithms [6,7,8,9,10,11,12]. Mafi et al. [13] investigated the application of mixed refrigerant and the optimization of refrigeration cycles in Tabriz petrochemical with a fixed sequence of distillations in the separation unit. Likewise, many researchers have investigated the optimization of refrigeration systems in petrochemical and other chemical plants [14,15,16,17,18,19,20,21,22,23,24]. Wang et al. [25] proposed a comprehensive method for the optimization of plants that operates under ambient temperature by using GA. Lee et al. [26] proposed another discrete model that involves all the different arrangements of columns in an olefin plant’s separation unit, which includes several numbers of simple distillation towers, physical adsorption towers, and membrane separators. Tahouni et al. [27] presented results of simultaneous optimization of different distillation column arrangements with refrigeration systems. Quirante et al. [28] and Chen et al. [29] presented results of comparison between sequential and simultaneous methods for optimization and heat integration in chemical plants. Tahouni et al. [30] proposed a design method, composed of three levels of modifications and employed it to optimize the separation unit of a hydrocarbon thermal cracking process. Elias et al. [31] studied an integrated pinch analysis with the equation-oriented simulator seeking a rough estimate of the process costs. A comparison of the results with superstructure-based optimization approaches indicated that the proposed framework overestimated TAC within a maximum deviation of 10.7%. He et al. [32] employed pinch and exergy analysis to propose a simulation-based methodology for determining mixed refrigerant components and their fraction to be utilized in a Liquefied Natural Gas, LNG, unit. Their results showed that the minimum specific energy consumption can be reduced to save 14% in energy consumption by considering the axial work of the refrigeration cycle as an objective function, if the number of mixed refrigerant components increases from 4 to 6. Zhang et al. [33] presented a simultaneous synthesis of heat integrated and thermally coupled distillation sequences through a simulated annealing algorithm. Their optimization results indicated that simultaneous utilization of heat integration and thermal coupling could reduce TAC compared with configurations that employ just one of them. Despite the fact that extensive attention has been drawn to develop a methodology for the optimal design of the distillation column and refrigeration cycles by using thermal integration, there is still a significant lack of investigation in the establishment of a comprehensive framework for simultaneous design of the distillation sequences and their comparison. In previous works presented above, calculation burden and modeling challenges have restricted simultaneous optimization of operation conditions and refrigeration cycles. Furthermore, the shortcut mode has been widely utilized in these studies for the optimization of separation units to alleviate computational burden and costs. Also, due to interactions between the separation unit and refrigeration system, it is impossible to unpick and contemplate them as non-interacting units, which is lacking in previous research. Furthermore, except for olefin and LNG unites, the optimization of other critical chemical units, such as Methanol to Propylene, and MTP have not studied in detail. Consequently, the present research aims to develop a framework for the optimal design of the separation unit of the light gases of the MTP, including hydrogen, methane, ethylene, and ethane, based on pinch and exergy analysis.
In this work, the development of a comprehensive framework to provide the optimal design of distillation units, integrated with refrigeration cycles, and study the detrimental effects of distillation sequences and heat integration on fixed and capital costs of the process are targeted. In the first stage, a mathematical description of the design framework will be presented in terms of pinch and exergy analysis. Next, implementation of the framework for the design and optimization of the below-ambient temperature process will be provided. Finally, optimal design of the different distillation sequences for three components separation will be attained through GA. The relevant interpretations and explanations will be presented based on fundamental concepts of the distillation process. This approach would be handy to provide comprehensive insight into the contribution of fixed and capital costs on TAC of distillation units integrated with refrigeration cycles, leading to the proper selection of distillation sequence to achieve more energy-efficient configurations for below-ambient temperature processes.
Theory and Calculations
Composite Pinch and Exergy Analysis, CPEA, is widely used for process design and optimization [25], in which Exergy Composite Curve, ECC, and Exergy Grand Composite Curve, EGCC, are considered key tools. The ECC curve can be determined through the Carnot factor of the composite curve chart. The Carnot factor is given by the following equation [34]:
where \({T }_{0}\)and\(T\)are the ambient temperature and operating temperature, respectively. Also, \({\eta }_{c }\)stands for the Carnot factor. Also, the EGCC curve is obtained by combining cold and hot streams’ enthalpies. It is well known that the area variations between cold and hot streams in the ECC and EGCC diagrams are equal to the variations of axial work consumption in the cooling cycles, and this can be expressed as follows [32]:
where \(\dot{ \varDelta W}\) is the change of work consumption by temperature levels variations of the cooling cycles, \({\eta }_{ex}\) is the efficiency of the cooling cycle before the temperature level change, and is the area change between process streams and temperature levels of the cooling cycles in the EGCC diagram, as shown in Fig. 1. For obtaining the minimum shaft work required in refrigeration cycles, the EGCC diagram of the process should be constructed followed by drawing the horizontal line for constant temperature, due to the fact that condensation of a pure refrigerant occurs in the constant temperature process. This method is established based on the fact that the exergy efficiency of the cooling cycles changes negligibly with a variation in temperature levels.

Schematic diagram of EGCC for MTP process separation unit and variations of axial work with a change of temperature levels in the cooling cycles
To perform optimization of the separation unit, integrated with refrigeration cycles, TAC as an objective function, is defined based on Working Capital Investment, WCI, and Fixed Capital Investment, FCI, by following [35]:
In which \(n\) is the life period in use for the unit. In this equation, \(\frac{FCI}{n}\) represents an Annual Fixed Capital Investment, AFCI, obtained by the linear depreciation model [36].
This objective function will be optimized by independent variables, including operating pressure, sections’ tray number of distillation towers, and temperature levels of refrigeration cycles, as will be explained in the following. In this study, due to the wide range of operating temperatures, ethylene and propylene refrigeration cycles are employed to provide the required cooling duty. The refrigeration system of the olefin production plant, including cooling water at ambient temperature, propylene, and ethylene refrigeration cycles are shown in Figs.S1 (a) and (b) in the Supporting Information. The propylene cooling cycle, as showed in Fig.S.1(a) in the Supporting Information, is a multi-stage cycle that provides three temperature levels of − 35 °C,–20 °C, and 5 °C. In this refrigeration cycle, the compressor suction side supplies a temperature of − 35 °C, and the temperatures of − 20 °C and 5 °C correspond with pressures of 300 kPa and 680 kPa, respectively. For condensing the compressor’s outlet stream heat exchanging occurs with air, water, and ethylene in several heat exchangers before passing through the throttle valve and liquid–vapor separator drums to provide the different temperature levels in refrigeration cycles. Fig.S.1 (b) in the Supporting Information shows the ethylene refrigeration cycle with two temperature levels of − 65 °C and − 101 °C, which will be considered as independent variables of optimization. The compressor discharge pressure is set to 2100 kPa. It is the minimum pressure that is possible to condense ethylene using a propylene cycle. As seen in Fig.S.1 (a) in the Supporting Information, compressor’s superheated ethylene is cooled in four steps by water, propylene at 5 °C, propylene at − 20 °C ,and propylene at − 35 °C in heat exchangers E-504, E-505, E-506, and E-507, respectively, down to − 30.4 °C. Then it is followed by a pressure reduction to 630 kPa and 118 kPa in the throttle valves to obtain the desired temperature levels to be used in the olefin unit [24]. Since the light gases separation in the MTP unit through distillation, requires the provision of utility services at very low temperatures, it is expected that contribution of WCI from the TAC of the unit would be significant [13, 24, 32, 37]. Therefore, the proper design of refrigeration cycles for the separation unit can significantly alleviate TAC and increase the productivity and profitability of the process. The schematic representation of refrigeration cycles’ design using the EGCC plot is illustrated in Fig. 1. Also, in this research, to investigate the effects of different distillation tower configurations, simple direct and indirect arrangements along with their complex configurations are considered, as shown in Fig.S2 in the Supporting Information. According to the operating conditions and feed characteristics, the simple configuration of direct and indirect sequences is the basic arrangement for the distillation column since it is widely utilized for industrial applications. However, these simple configurations are not suitable due to energy consumption and deficiency arising from remixing on the feed tray. Since remixing reduces the thermodynamic efficiency by causing thermodynamic irreversibility [38], in pursuit of lower total energy consumption of distillation columns, the thermal coupling can provide favorable schemes. Consequently, it can considerably reduce energy consumption by avoiding components remixing and utilizing the available heat through direct contact of material flows between separate columns instead of using separate condensers and reboilers. This reduction in energy consumption, which arises from a lower reflux ratio, would reduce the column diameter as well as the required area for heat transfer in the remaining condensers and reboilers. Therefore, not only thermal coupling reduces total energy consumption, but also it would considerably decrease the fixed capital costs of the unit [39]. Thus, in the present study, all configurations for the three components’ separation are investigated.
The configuration performances are then compared with each other by presenting optimization results followed by the relevant interpretations. These configurations are illustrated in Fig.S2 in the Supporting Information. In this study, FCI of the separation unit is calculated based on the individual factors method of Guthrie [40]. In this method, a centrifugal compressor purchase cost is expressed by Eq. (4):
in which \({ F}_{M}\)is material factor and is 2.5 for stainless steel, and \({P}_{C}\)is power consumption in horsepower, obtained by considering 95% efficiency for electro-motors. A distillation tower purchase cost is calculated by summation of a pressure vessel and trays cost. The vessels are considered cylindrical, with an inside diameter \({D}_{i}\) and consist of a cylindrical shell of length L, to which two ellipsoidal heads are welded at opposite ends. A distillation tower purchase cost can be expressed as a function of operational pressure and vessel weight as expressed as following [40]:
where \(W\) is the vessel weight and given by Eq. (6) [40]
where\({ t}_{s}\)is vessel wall thickness, and \(\rho\) is material density. The vessel wall thickness is determined using the existing instructions by considering the operating pressure, maximum allowable stress of the wall material, tower length, and corrosion rate. In Eq. (5), \({C}_{PL}\) is the cost of platforms and ladders for distillation towers, and for vertical towers is calculated by Eq. (7) [40]:
It should be mentioned that tower length is determined by setting the value of 0.4 m for the distance between trays. Also, the cost for installed sieve trays, all with down-comers, is given by Eq. (8) [40]:
where\({ N}_{T}\) is the number of trays and \({F}_{TM}\) is a correction for the material of construction, which is calculated by\({ F}_{TM}=1.4+0.04{D}_{i}\). The reboiler installed cost is expressed by Eq. (9) [40]:
where Q is reboiler heat duty,\({ F}_{M}\) the material factor is 1.7 for stainless steel. \({F}_{P}\), the pressure factor, is given by Eq. (10) [40]:
The installed cost of a double-pipe condenser to be utilized in the distillation tower can be determined by Eq. (11) [40]:
where\(A\) is the heat transfer area and\({ F}_{M}\), the material factor, is 3 for stainless steel. In Eq. (11), \({F}_{P}\), a pressure correction factor is given by Eq. (12) [40]:
It should be mentioned that the ratio of\(550/500\), used in the above equations, is the cost index.
Optimization and Simulation Details
As stated before, to proceed with performing optimization of the separation unit through pinch and exergy analysis, TAC is considered as the objective function which varies with the change of independent variables, including operating pressure, rectifying and stripping sections’ tray numbers, and temperature levels of ethylene and propylene refrigeration cycles. To proceed with the optimization problem in this study, the following assumptions are made.
-
Mixture to be separated does not form azeotropes.
-
Purity of the components in the product streams is 0.99 by molar basis.
-
The pressure drop across the distillation towers is negligible.
-
The approach temperature for exergy analysis and heat exchanger design is 2 °C.
-
The heat exchangers provide constant temperature, and pressure change which are negligible.
-
Heat transfer coefficients are considered constant across the heat exchangers with values of 600 and 500\(W/{m}^{2}K\).
-
The lower and upper bounds for distillation column pressures are considered 3000 to 4000 kPa, respectively.
The former is determined by the fact that at lower pressure of 3000 kPa, a methane refrigeration cycle would berequired for condensation due to a lower than − 100 °C dew temperature. Also, the latter is induced by more difficult distillation separation due to a decrease in the value of relative volatility. Also, the tray numbers of columns’ sections have been determined based on sensitivity analysis of the condenser and reboiler duty in the direct sequence. The direct distillation tower sequence for the MTP light gas separation process involves two towers the first one of which is dimethanizer tower and the second one is C2splitter. In the dimethanizer tower, methane and hydrogen are separated from other components; ethylene and ethane are separated from each other in the second tower. Rigorous simulation of the separation units is performed in HYSYS 8.8 simulation environment using Peng-Robinson equation of state due to its suitability for natural gas processes [41]:
where\(P\), \(T\) and \(v\) are the pressure, temperature, and molar volume, respectively. \(a\)and b are Equation of State, EOS, parameters for mixture obtained from component parameters by the following mixing rule:
where \({x}_{i }\)is the mole fraction of the components. The inside-out method [22] is employed to solve the Material, Equilibrium, Summation, Heat, MESH, equations with a relative tolerance of 0.001, and a maximum iteration number of 1000. Properties of the feed and product streams are tabulated in Table 1. It is worth mentioning that the product streams namely A, B, and C, as shown in Fig.S.2 in the Supporting Information, are purified up to 99%. After performing the simulation, the streams’ Information, including temperature and enthalpy, is extracted to draw the EGCC diagram and design the refrigeration cycles. The key point regarding the design of the cascade refrigeration cycles is that the ethylene compressor outlet stream that condensates by the propylene cycle and the corresponding propylene flow rate, required for condensation of ethylene, must be considered in EGCC calculation. Figure 2 shows the schematic diagram of GCC and modified GCC diagrams. Following that, using GA, the optimal design for the refrigeration cycles has been carried out through change of temperature levels to achieve the minimum required axial work for refrigeration cycles, as shown in Fig. 1.
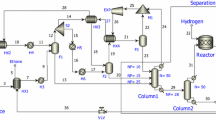
In the next step, the FCI of the process is obtained by sizing of process equipment through Eq. 4 to 11, and finally, TAC is calculated by Eq. 3. All the simulations, designs, and optimizations are performed by software, developed in the Visual Basic, VB, environment through hinter-process communication mechanism. Figure 3 illustrates a flowchart of the optimization method using GA through pinch and exergy analysis for the separation process integrated with the refrigeration cycle. For the sake of clarity, a flow diagram of the simulated separation, including all streams and equipments, are shown in Fig. 4 and streams’ specifications namely inlet and outlet temperatures, molar flow rates, mole fractions, and enthalpy change are also summarized in Table 1.

GCC diagram and modified GCC by including propylene cycle’s streams for designing the refrigeration cycles

Flowchart of the optimization method for the separation process integrated with refrigeration cycles

Snapshot of simulation of MTP process light gas separation unit with direct sequence
It should be noted that in thermally coupled configurations, some streams may be omitted due to a change in the number of condensers and reboilers. To avoid redundancy of tables, stream information for a simple direct configuration is provided. Besides, to study the impact of heat integration, the TAC of the separation unit is calculated without refrigeration cycles optimal design, and based on the purchase of utility services, as reported in Table 2 [40].
Results and Discussions
Three-Component Separation
The optimization method (shown in Fig. 3) was used for all three-component separation arrangements. The optimization results, characteristics of the distillation towers, ethylene, and propylene refrigeration cycles are presented in Tables S.1-S.20 in the Supporting Information. The ratio of \(\text{W}\text{C}\text{I} \text{t}\text{o} \text{T}\text{A}\text{C}\)for two cases, with and without the aid of the heat integration, is extracted from optimization results and shown in Fig. 5. As seen, the working cost has a significant contribution to annual cost even after applying the heat integration. This behavior is attributable to the following facts:
-
This unit operates below the ambient temperature due to low components’ boiling points, and the condenser of distillation towers should also have heat transfer with fluid below ambient temperatures. Even the condenser of the dimethanizer tower needs the utility service at − 100 °C. It is well known that refrigeration is cost intensive due to expensive equipment such as compressors, and the cost is directly proportional to the extent of temperature reduction [13].
-
Lack of heat integration leads to a significant increase in operational costs, which can be attributed to the cooling of the feed stream to − 40 °C. It could be observed (Inspect Fig. 4; Table 1) that the feed stream with 1100kmol/h molar flow rate is cooled down from 20 to − 40 °C. The stream is then entered into the two-phase separator where the gas phase is separated, and 62kmol/h from the separator liquid outlet stream was fed to the distillation column for separating components at high purity (99%).
The remaining 940kmol/h liquid outflow from the separator was also recycled back to the upstream units. This stream can exchange a great deal of heat. The exploitation of this cooling capacity can decrease the TAC of the separation unit significantly since the operational cost of the unit includes more than 90% of the total annual cost in the case that heat integration is not applicable.

Ratio of working capital cost to the TAC for different arrangements: without thermal integration (blue) and with thermal integration (orange)
As can be seen, the use of thermal integration reduces the share of unit operating costs from 90 to 50%. Despite thermal integration and complex distillation arrangements, operating costs still make up a significant share of the unit’s annual costs. These results stem from the nature of the separation processes at below ambient temperatures. At low temperatures, the cost of utility services is substantial. For this reason, the improvement of units that operate below ambient temperatures has been focused on by researchers.
An overview of the results shows that thermal integration reduces the total annual costs but thermally coupled and thermodynamically equivalent arrangements can have positive or negative effects on the total annual cost. For example, for direct sequence, the use of complex arrangements has reduced the TAC, but these modifications on the indirect sequence have the opposite effect. These different effects can also be observed in symmetrical arrangements. The TAC of symmetrical-TC2 is lower than simple symmetrical arrangement, but that of symmetrical TC1 and TC3 is more than that of the simple symmetrical arrangement. The illustration of this comparison of TAC for different configurations of the MTP separation unit with and without heat integration is shown in Fig. 6.

Comparison of TAC for different configurations of MTP separation unit with and without heat integration
This behavior in the direct arrangement has origins in the elimination of the condenser and transfer of its thermal load to the ethylene cycle condenser at –100 °C. Using thermally coupled, thermodynamically equivalent arrangements and intermediate separators in direct sequence can lead to the elimination of a reboiler and, as a result, heat load accumulation transferred to another reboiler. Because of the fact that utilities, used in the reboilers, are cheap, they have a negligible impact on TAC; therefore, these arrangements can reduce the total annual costs. Among the symmetrical arrangements, only the symmetrical-TC2 and symmetrical-ET3 have conditions similar to the direct arrangement and, thus, reduce TACs. On the other hand, for indirect and other symmetrical arrangements, using thermal coupling, thermodynamic equivalent arrangements and intermediate separator can cause the removal of an intermediate condenser. Complex configurations such as thermally coupled and thermodynamically equivalent arrangements, despite reducing working capital costs, have certain complexity and increase cost due to difficulty in operation. These explanations are based on the condensers thermal loads, shown in Fig. 7 for different arrangements.

Condensers thermal loads for different arrangements of MTP process separation unit
As can be seen, the cooling required for different arrangements is almost the same with a slight difference among them. But in some arrangements, such as Indirect-TC or Indirect-ET, the required cooling must be provided by the ethylene cycle at − 100 °C. This can cause an increase in the power and size of the ethylene and propylene refrigeration cycle’s compressors, and as a result, an increase in unit fixed and operating costs. A similar analysis can be provided for non-integrated cases. The cost of cooling at low temperatures is significant and influential. To investigate this truth in further detail, the amount of heat load supplied by ethylene and propylene refrigeration cycles can be beneficial. These data have been attained from optimization results andare shown in Fig. 8.

Thermal loads supplied by refrigeration cycles for different arrangements of the MTP process separation unit a ethylene b propylene
As can be evidently seen, using thermally coupled, thermodynamically equivalent arrangements and intermediate separator have increased the amount of heat transferred at the lowest available cooling temperature level. Thus, thermally coupled, thermodynamically equivalent arrangements and intermediate separator must be implemented to improve a separation unit as long as a deep insight into the process and its ingredients and their respective cost are available.
As explained, the implementation of these improvements for specific sequences of distillation towers not only does not reduce the annual costs, but can also impose additional costs on the unit. As expected, the Direct-I and Indirect-I sequences impose the highest annual costs due to having one distillation tower, which causes an improper mixing phenomenon. As reported in the literature, this configuration is suitable when the mole fraction of the volatile component A or heavy component C is less than 5% in the ternary mixture feed [42]. The condition is not satisfied in this case study, and therefore, obtained results of total annual cost are in good agreement with the previous reports. A pondering of the results indicates the total annual cost of Indirect-I is less than Direct-I.
This observation can be explained by the mole fraction of ethane in the feed stream. In the present study, the mole fraction of component C is the highest after that of the ethylene. Besides, being close to the unity of the relative volatility for ethylene with respect to ethane leads to the conclusion that more trays are required in this section of the distillation tower to obtain pure products. Based on the heuristics rules, it is recommended that the direct sequence of distillation towers should be selected since it is supposed to be economically the most efficient. However, the TAC comparison between direct and indirect sequences displays that this rule is violated. This behavior could be interpreted based on several reasons. The first reason is a change in the relative volatility of ethylene with respect to ethane. The presence of the volatile compound in the first tower of indirect sequence results in the variation of relative volatility; thereby, separation becomes easier. Figure 9 represents the relative volatility of ethylene to ethane at a pressure range of 3000–3300 kPa as a function of hydrogen and methane concentrations.

Variation of the relative volatility of ethylene compared to ethane as a function of pressure and formation of the lightest components (H2 + CH4)
As expected, an increase in pressure leads to a decrease in the relative volatility of ethylene to ethane. Moreover, an increase in the concentration of the light components, hydrogen and methane, increases ethylene’s relative volatility to ethane, which could be attributable to the molecular interactions and its impact on the parameters of the Peng–Robinson equation of state. Besides, in the direct sequence, component C must also be evaporated twice in the reboiler, which drops energy efficiency because the latent heat of evaporation of ethane is relatively high compared to other volatile components such as methane and hydrogen. Therefore, this conclusion may be drawn that rigorous simulation and economic evaluation would be more effective in this respect and must be employed to obtain a rational comparison between configurations. This method is more credible for the studied separation unit than the heuristics method.
To further analyze the TAC results, TAC-ranking comparison for all sequences is presented in Table 3. As seen, direct and indirect sequences along with their modifications have a considerably good position in Table 3 according to TAC comparisons. The condenser heat duty in the simple indirect sequence is less than that of the simple direct; as a result, working capital cost and total annual cost would be lower. As mentioned earlier, thermally coupled and thermodynamically equivalent configurations make it possible to reduce energy consumption in distillation towers by eliminating the heat exchangers and using temperature coupling [43, 44]. The reduction of energy consumption in distillation towers decreases the diameter of the distillation tower as well as the surface area required for heat transfer in the reboiler and condenser.
These modifications affect the operational and capital costs of the unit. It is expected that the annual cost in complex direct/indirect sequences to be less than simple configurations. However, a comparison of the TAC of indirect configurations indicates that thermal coupling causes an undesirable effect on the results, increasing the TAC unexpectedly. This could be interpreted by further investigation of the configuration’s scheme (Fig.S.2) and condenser heat duty (Fig. 7). In indirect sequence, utilization of temperature coupling removes one of the condensers and transfers its load to others. This condenser absorbs heat at approximately − 100 °C Therefore, the unit operating cost increases significantly compared to the simple configuration with two condensers at different temperature levels. This increase in condenser load at − 100 °C evidently, can be seen in Fig. 7. It could be observed that the condenser heat duty in indirect thermally coupled and thermodynamically equivalent configurations dramatically increases compared to simple configurations. Therefore, the increase in TAC value is due to a rise in fixed and working costs.
In contrast to the thermal coupling effect on the indirect sequence, which leads to an increase in TAC value, an inspection of optimization results indicates that thermal coupling in Direct-TC and Direct-ET configurations play an essential role in improving the profitability of the unit. As shown in Fig. 7, thermal coupling causes a reduction in heat duty of both condensers. Besides, the height of the distillation tower in the Direct-ET configuration is higher than that of the Direct-TC configuration, leading to an increase in the fixed tower costs. As shown in Tables S.2 and S.3 in the Supporting Information, the cost in Direct-TC scenario for two towers is 114,000 and 256,000$ as well as 360,000 and 412,000$ for Direct-ET configurations, respectively. Considering 12 years of lifetime for the process unit, towers price difference makes a 33,000$ increase in TAC value, as reported in Tables S.2 and S.3 in the Supporting Information.
Four-Component Separation
To examine impacts of the proposed optimization method as well as attained results for three-component separation with a plant, the separation unit of the MTP process is considered. This unit has been designed based on direct configuration (See Fig. S3 in the Supporting Information) and separates a feed, as reported in Table S.21 in Supporting Information, into four components. The products of this unit are ethylene, ethane, a mixture of methane and hydrogen and a mixture of components heavier than C2. Since this unit operates at under ambient temperature and requires a considerable amount of cooling utility, it is an intriguing candidate to be investigated through the developed framework.
In the first step, due to the broad independent variables domain, the poor convergence of the process simulation and the calculation burden, it is essential to determine a reasonable initial guess and search domain for the optimization–independent variables. Hence, the optimization results for the three-component distillation, which was explained in Sects. 4 − 1, were extracted and the frequency of the number of trays in each region based on their separation task are analyzed and illustrated in Fig. 10. In this Figure, the underline symbol is used to show the separation task. For instance, A_BC refers to the separation of A from BC in the distillation tower. As shown in Fig. 10, all abundance distributions, except for the separation of ethylene from ethane (B_C), follow a semi-Gaussian distribution. This distribution has its roots in the intrinsic characteristics of each separation process, including relative volatility, feed stream composition, and tower pressure. It is seen that the frequency distributions cannot be Gaussian because of the non-ideal behavior, relative volatility closer to unity for the ethylene/ethane mixture, and their volatility variation in the presence of other components. However, in order to ensure the achievement of the optimal point, the mean of the distribution (plotted in Fig. 10) and twice the standard deviation of the data are provided as the initial guess of the optimization and as the radius of the search range, respectively.

Frequency of tray number for each separation unit for three-component distillation for simple and complex configuration of direct, indirect, and symmetrical arrangements, extracted from Reference
According to the optimization method, the separation unit of the MTP process was optimized and the results of the optimum arrangements alongside the direct are presented in Table S.22 in the Supporting Information. The essential results of the optimization are illustrated in Fig. 11. It is seen that the proposed method can decrease TAC for the separation unit in comparison with the real plant. The difference in TAC for the mentioned configuration is aroused from fixed and working capital investments. In these two configurations, the streams’ enthalpy and mass flow rate vary significantly, resulting in different EGCC plots. Consequently, it is seen that the contribution of fixed and working capital costs for the configurations are diverse. It is interesting that for indirect configuration, attained cost for the propylene cycle is lower, and as a result, it has a lower value for TAC.

Bar chart representation for the contribution of different costs on TAC for the direct and indirect sequences of distillation with heat integration for the MTP separation unit
Conclusion
In the present study, optimization of the separation unit of methanol to propylene plant’s product, including hydrogen, methane, ethylene and ethane, along with refrigeration cycles of ethylene and propylene, was performed based on pinch and exergy analysis and all three components separation sequences were evaluated based on their total annual cost. An evolutionary algorithm method was used for the optimization within the pressure range of 3000–4000 kPa and by using the tray number of the distillation columns and temperature levels of refrigeration cycles as independent variables. Results reveal that the main part of the TAC stems from the operating costs due to separation under ambient temperature. Therefore, the operating and total annual costs of the unit could be considerably reduced by employing heat integration and thermal coupling in distillation towers. The use of thermal integration reduces the share of unit operating costs from 90 to 50%. On the other hand, it is seen that thermally coupled and thermally equivalent configurations can have lower or higher TAC compared with the simple ones due to the elimination of a condenser or reboiler of the distillation towers. Inspection of the TAC results indicated that direct thermally coupled sequence attains the first rank of TAC comparison in both thermal and non-thermal integration cases. Scrutinized dissection of the optimization results showed that the presence of volatile components, namely hydrogen and methane, led to variation in the relative volatility of ethylene to ethane; thereby, the indirect sequence possessed less energy consumption and lower total annual cost. Finally, the proposed method’s effectiveness was examined in applying four-component separation with a reduction of TAC of around 10% compared with the industrial plant. The method employed in the present study provides a practical framework for elucidation and optimization of the low-temperature processes and improving their performance based on pinch and exergy analysis.
Abbreviations
- p:
-
Working pressure (kPa)
- T0 :
-
Ambient Temperature (°C)
- T:
-
Working Temperature (°C)
- FM :
-
Material factor (−)
- PC :
-
Power consumption (kW)
- Di :
-
Inside diameter (m)
- L:
-
Length (m)
- Cc:
-
Compressor purchase ($)
- ts :
-
Vessel wall thickness (m)
- CPL :
-
Cost of platforms and ladders ($)
- F TM :
-
Correction factor for material of construction (−)
- NT :
-
Number of tray (−)
- FP :
-
Pressure factor (−)
- Q:
-
Heat duty of reboiler (kW)
- A:
-
Heat transfer area (m2)
- Cr:
-
Reboilers install cost ($)
- Ct:
-
Distillation tower purchase cost ($)
- Cdp:
-
Double-pipe condenser purchase cost ($)
- W :
-
Work consumption (kW)
- n:
-
life period of unit (yr)
- n1 :
-
first tower stripping rectifying tray number (−)
- n2 :
-
first tower stripping tray number (−)
- n3 :
-
second tower stripping tray number (−)
- n4 :
-
ideal gas constant (J·k−1mol−1)
- R:
-
ideal gas constant (J·m3 mol−2)
- a:
-
equation of state parameter (J·m3 mol−2)
- b:
-
equation of state parameter (m3 mol−1)
- x :
-
Mole fraction (−)
- i :
-
constituent (−)
- kij :
-
Interaction parameter (−)
- K:
-
Kelvin (K)
- ηc :
-
Carnot factor (−)
- ηex :
-
Efficiency (−)
- ρ:
-
Material density (kgm−3)
- Δ(σT0):
-
Area change (m2)
- ΔHvap :
-
Evaporation (kJkg−1)
- υ:
-
Molar volume (m3mol−1)
- ΔH:
-
Stream enthalpy change (kJ)
- A:
-
Hydrogen, Methane
- B:
-
Ethylene
- C:
-
Ethane
- VB:
-
Visual Basic
- CPEA:
-
Composite Pinch and Energy Analysis
- EGCC:
-
Exergy Grand Composite Curve
- ECC:
-
Exergy Composite Curve
- TAC:
-
Total Annual Cost
- FCI:
-
Fixed Capital Investment
- AFCI:
-
Annual Fixed Capital Investment
- GA:
-
Genetic Algorithm
- HEN :
-
Heat Exchanger Network
- MTP :
-
Methanol to Propylene
- MESH :
-
Material, Equilibrium, Summation, Heat
- EOS :
-
Equation of State
- WCI :
-
Working Capital Investment
- LPG :
-
Liquefied Petroleum Gas
- LNG :
-
Liquefied Natural Gas
- TC :
-
Thermally Coupled
- ET :
-
Equivalent Thermodynamically
- DWC :
-
Divided Wall Column
- C:
-
compressor
- E:
-
heat exchanger
- V:
-
flash drum
- MIX :
-
static mixer
- T:
-
distillation tower
- Q:
-
heat exchanger heat load
References
I. Nezam, L. Peereboom, D.J. Miller, Enhanced Acrylate Production from 2-Acetoxypropanoic Acid Esters, Org. Process. Res. Dev. 21, 715–719 (2017)
V.R. Dhole, B. Linnhoff, Overall design of low temperatureprocesses,Comput. Chem. Eng. 18, S105–S111 (1994)
J. Ivakpour, N. Kasiri, Synthesis of distillation column sequences for nonsharp separations. Ind. Eng. Chem. Res. 48, 8635–8649 (2009)
A. Khalili-Garakani, J. Ivakpour, N. Kasiri, Matrix based method for synthesis of main intensified and integrated distillation sequences. Korean J. Chem. Eng. 33, 1134–1152 (2016)
N. Khalili, N. Kasiri, J. Ivakpour, A. Khalili-Garakani, M.H. Khanof, Optimal configuration of ternary distillation columns using heat integration with external heat exchangers. Energy. 191, 116479 (2020)
A. Giridhar, R. Agrawal, ,synthesis of distillation configurations: I. characteristics of a good search space. Comput. Chem. Eng. 34, 73–83 (2010)
I.E. Grossmann, P.A. Aguirre, Barttfeld, optimal synthesis of complex distillation columns using rigorous models. Comput. Chem. Eng. 29, 1203–1215 (2005)
G.H. Keller, P.F. Bryan, Process engineering: moving in new directions. Chem. Eng. Prog. 96, 41–49 (2000)
A. Giridhar, R. Agrawal, Synthesis of distillation configurations. II: a search formulation for basic configurations. Comput. Chem. Eng. 34, 84–95 (2010)
J.D. Seader, A.W. Westerberg, A combined heuristic and evolutionary strategy for synthesis of simple separation sequences. AIChE J. 23, 951–954 (1977)
A.W. Westerberg, A retrospective on design and process synthesis. Comput. Chem. Eng. 28, 447–458 (2004)
J.A. Caballero, Grossmann, Design of distillation sequences: from conventional to fully thermally coupled distillation systems. Comput. Chem. Eng. 28, 2307–2329 (2004)
M. Mafi, M. Amidpour, S.M.M. Naeynian, Comparison of low temperature mixed refrigerant cycles for separation systems. Int. J. Energy Res. 33, 358–377 (2009)
M. Montanez-Morantes, M. Jobson, N. Zhang, Operational optimisation of centrifugal compressors in multilevel refrigeration cycles. Comput. Chem. Eng. 85, 188–201 (2016)
H. Dinh, J. Zhang, Q. Xu, Process synthesis for cascade refrigeration system based on exergy analysis. AIChE J. 61, 2471–2488 (2015)
M. Yu, Z. Chen, D. Yao, F. Zhao, X. Pan, X. Liu, P. Cui, Z. Zhu, Y. Wang, Energy, exergy, economy analysis and multi-objective optimization of a novel cascade absorption heat transformer driven by low-level waste heat. Energy Convers. Manag. 221, 113162 (2020)
M.M. Faruque Hasan, M.S. Razib, I.A. Karimi, Optimization of compressor networks in LNG operations. Comput. Aided Chem. Eng. 27, 1767–1772 (2009)
Q.S. Yin, H.Y. Li, Q.H. Fan, L.X. Jia, Economic analysis of mixed-refrigerant cycle and nitrogen expander cycle in small scale natural gas liquefier. AIP Conf. Proc. 985, 1159–1165 (2008)
P. Moein, M. Sarmad, H. Ebrahimi, M. Zare, S. Pakseresht, S.Z. Vakili, APCI- LNG single mixed refrigerant process for natural gas liquefaction cycle: analysis and optimization. J. Nat. Gas Sci. Eng. 26, 470–479 (2015)
K. Tak, I. Lee, H. Kwon, J. Kim, D. Ko, I. Moon, Comparison of Multistage Compression configurations for single mixed refrigerant processes. Ind. Eng. Chem. Res. 54, 9992–10000 (2015)
P. Hatcher, R. Khalilpour, A. Abbas, Optimisation of LNG mixed-refrigerant processes considering operation and design objectives. Comput. Chem. Eng. 41, 123–133 (2012)
J.F. Boston, S.L. Sullivan, A new class of solution methods for multicomponent, multistage separation processes. Can. J. Chem. Eng. 52, 52–63 (1974)
X. Feng, X.X. Zhu, Combining pinch and exergy analysis for process modifications. Appl. Therm. Eng. 17, 249–261 (1997)
M. Mafi, S.M.M. Naeynian, M. Amidpour, Exergy analysis of multistage cascade low temperature refrigeration systems used in olefin plants. Int. J. Refrig. 32, 279–294 (2009)
J. Wang, R. Smith, Synthesis and optimization of low-temperature gas separation processes. Ind. Eng. Chem. Res. 44, 2856–2870 (2005)
G. C. Lee, Optimal design and analysis of refrigeration systems for low temperature processes (2001), P.D. Thesis, Department of Process Integration, University of Manchester, U.K
N. Tahouni, M. Hassan Panjeshahi, A. Ataei, Comparison of sequential and simultaneous design and optimization in low-temperature liquefaction and gas separation processes. J Frankl. Inst. 348, 1456–1469 (2011)
N. Quirante, J.A. Caballero, I.E. Grossmann, A novel disjunctive model for the simultaneous optimization and heat integration. Comput. Chem. Eng. 96, 149–168 (2017)
Y. Chen, J.C. Eslick, I.E. Grossmann, D.C. Miller, Simultaneous process optimization and heat integration based on rigorous process simulations. Comput. Chem. Eng. 81, 180–199 (2015)
N. Tahouni, N. Bagheri, J. Towfighi, M. Hassan Panjeshahi, Improving energy efficiency of an olefin plant - a new approach, Energy Convers. Manag. 76, 453–462 (2013)
A.M. Elias, R. de Giordano, A.R. Secchi, F.F. Furlan, Integrating pinch analysis and process simulation within equation-oriented simulators. Comput. Chem. Eng. 130, 106555 (2019)
T. He, N. Mao, Z. Liu, M.A. Qyyum, M. Lee, A.M. Pravez, Impact of mixed refrigerant selection on energy and exergy performance of natural gas liquefaction processes. Energy. 199, 117378 (2020)
S. Zhang, Y. Luo, X. Yuan, Synthesis of simultaneously heat integrated and thermally coupled nonsharp distillation sequences based on stochastic optimization. Comput. Chem. Eng. 127, 158–174 (2019)
B. Linnhoff, V.R. Dhole, Shaftwork targets for low-temperature process design. Chem. Eng. Sci. 47, 2081–2091 (1992)
G. Towler, R. Sinnott, Principles, practice and economics of plant and process design, (2008)
G. Towler, R. Sinnott, Chemical Engineering Design: Principles, Practice and Economics of Plant and Process Design (Elsevier, Amsterdam, 2012)
R. Smith, G.-C. Lee, X.X. Zhu, Refrigeration System Design by Combined Pinch and Exergy Analysis (American Institute of Chemical Engineers, 2000)
J. Fang, X. Cheng, Z. Li, H. Li, C. Li, A review of internally heat integrated distillation column. Chin. J Chem Eng. 27, 1272–1281 (2019)
R. Agrawal, Z.T. Fidkowski, Are thermally coupled distillation columns always thermodynamically more efficient for ternary distillations? Ind. Eng. Chem. Res. 37, 3444–3454 (1998)
W. Seider, J.D. Seader, D. Lewin, Product and Process Design Principles. Synthesis, Analysis, and Evaluation (Wiley, Hoboken, 2003)
J.S. Lopez-Echeverry, S. Reif-Acherman, E. Araujo-Lopez, Peng-Robinson equation of state: 40 years through cubics. Fluid Phase Equilib. 447, 39–71 (2017)
R. Smith, B. Linnhoff, The Appropriate Placement of Distillation columns. Trans. IChemE CHERD 66, 195 (1988)
A. Górak, Ž., Olujić, Distillation: Fundamentals and Principles (Academic Press, Cambridge, 2014)
N. Saxena, N. Mali, S. Satpute, Study of thermally coupled distillation systems for energy-efficient distillation. Sādhanā. 42, 119–128 (2017)
Author information
Authors and Affiliations
Contributions
Davood Safari : Conceptualization, Methodology, Software, Visualization, Writing—original draft. Norollah Kasiri : Supervision, Writing—review & editing. Amirhossein Khalili-Garakani : Data curation, Resources. Mostafa Mafi : Software, Resources, Data curation.
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Safari, D., Kasiri, N., Khalili-Garakani, A. et al. Investigation on Distillation Column Sequence and Heat Integration Effects in Methanol to Propylene Separation Unit: An Economic Optimization Study Based on Pinch and Exergy Analysis. Korean J. Chem. Eng. 41, 1329–1342 (2024). https://doi.org/10.1007/s11814-024-00063-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11814-024-00063-y