
Abstract
Manufacturing solid fuels by drying sewage sludge is an effective method for increasing the production of renewable energy sources; however, the existing technology presents considerable economic challenges owing to high energy consumptions of the drying process. Here, an innovative sludge drying process that combines microwave drying and membrane dehumidification technologies, using a gas-separation membrane, was developed and applied for the first time. Additionally, a membrane autopsy study was conducted on the dehumidification membranes. The 10 t/day system was continuously operated, and after the stabilization period, a highly efficient sludge drying process was observed; the consumed energy for drying was maintained at ≤ 650 kcal/kg water. Mean water vapor removal ratio in the membrane dehumidifier and dry air circulation rate was 82.2% and 85.2%, respectively. After 80 days of continuous operation, membrane autopsy was done to compare the performances of the contaminated and virgin membrane modules. We observed that long-term operation did not induce any significant change in membrane performance except for slight organic and inorganic (Al) contamination. Thus, we showed and verified that even under specific adverse conditions during the sludge drying process, the combined membrane drying process was effective during long-term operation.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Organic wastes, such as sewage sludge, are a carbon-neutral resource with high energy potential that can replace fossil fuels like coal without increasing carbon emissions [1]. To address the increasing trends in sewage sludge generation, development of sewage sludge treatment and fuel conversion technologies can contribute substantially towards a more sustainable resource-circulating society. Generally, sewage sludge produced during the treatment process at sewage treatment plants (STP) is discharged with > 80% water content, even after the dewatering process. The process of manufacturing solid fuels by drying sewage sludge has attracted attention as an effective method for increasing the production of renewable energy, reducing carbon dioxide emissions, and contributing to carbon neutrality. However, the existing technology presents considerable economic challenges owing to the high energy consumptions of the drying process. Thus, if the generalizability and validity of existing technology can be enhanced by lowering operating costs and maximizing drying efficiency, considerable benefits in terms of renewable energy production are anticipated [2, 3].
Most drying methods require airflow to remove water vapor generated during the drying process; however, the inflow of external air can reduce the temperature and saturated water vapor pressure inside the drying chamber, in turn reducing drying efficiency. Microwave drying technology, one of the several drying methods, is based on the principle of heating and drying a target material using heat generated by microwaves vibrating the internal water molecules of the material. Compared with other drying methods, the inflow of external air is less in microwave drying; therefore, the amount of exhaust gas produced is relatively minimal [4].
The water vapor generated during the drying process must undergo dehumidification and condensation before being discharged. Compared with traditional dehumidification methods, such as absorption, adsorption, and deep refrigeration, membrane-based gas dehumidification has recently gained increasing attention owing to its distinct technical and economic advantages, such as simple installation, easy operation, low energy loss and process cost, and environmental friendliness [5]. Thus, the importance of applying membrane separation technology in the field of dehumidification has recently been emphasized to address the demands for increasing energy efficiency and environmental protection. However, in membrane application technologies, a major problem is membrane contamination which needs to be addressed [6,7,8]. Recently, various researchers have conducted pilot- and full-scale assessments of contaminants using membrane autopsies [9,10,11,12]. However, membrane autopsy studies have been conducted mainly on water treatment membranes, for instance, in seawater desalination [13, 14], brackish groundwater desalination [15, 16], and surface water treatment [17], and not on gas separation membranes, such as dehumidification membranes. In particular, applying dehumidification membranes to a sludge drying process, in which various odorous substances are discharged together with water vapor, requires additional research that meets real-scale process conditions [18].
In this study, an innovative sludge drying process that combines microwave drying and membrane dehumidification technologies using a gas-separation membrane was developed and applied for the first time. Using this method, the drying efficiency can be improved and the production of exhaust gas can be reduced. Membrane dehumidification technology allows the selective removal of water from wet exhaust gases generated during the drying process, without changing its phase, depending on the selective permeance of the membrane. The waste heat (sensible heat) retained in the residual gas after dehumidification can be circulated and reused as energy to provide a high ambient temperature, thus complementing the process of microwave drying. In addition, the waste heat (latent heat) remaining in the moisture removed through dehumidification is transferred inside the drying chamber through heat exchange with outside air, and is used as a heat source to supplement the drying process; hence, the overall energy efficiency of the process increases.
The developed membrane dehumidification system was applied to a full-scale sludge drying process over a continuous operation period of 80 d, and the sludge drying efficiency, rate of water removal, and rate of dehumidified gas circulation were measured. In addition, the level of membrane module contamination after continuous operation was evaluated using various analyses. The permeability of O2 and N2, and O2/N2 selectivity were measured to compare the performance of the membrane modules before and after use; membrane autopsy was applied to analyze the hollow fiber surface properties by scanning electron microscopy (SEM) and FT-IR spectroscopy; material properties were analyzed by measuring tensile strength, thermogravimetric analysis (TGA), and differential scanning calorimetry (DSC); and contamination characteristics were analyzed by total organic carbon (TOC) and inductively coupled plasma-mass spectroscopy (ICP-MS). The applicability of the membrane dehumidification process to the sewage sludge drying process was confirmed in this study.
Experimental
Sludge Drying System Combined with Membrane Dehumidification Process
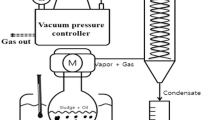
The sludge drying system is a complex system consisting of two unit-processes: a microwave drying device and a membrane-dehumidifying device, as illustrated in Fig. 1. In the microwave dryer, a plate-shaped microwave-sensitive heating element (SiC) was used to increase the internal temperature of the chamber. The treatment capacity was 10 t/d, and the electrical power of the microwave was approximately 390 kW. Following input, the sludge remained in the drying chamber for 60 min. The drying chamber consisted of upper and lower parts, which were classified into eight subparts (four in each part). Each subpart was independently connected to the membrane dehumidification system, installed at the rear end of the microwave dryer; it consisted of 20 membrane modules, and exhaust gas was introduced into each module, from the sludge drying chamber, at a flow rate of approximately 20 m3/min. The gas inlet had a pre-filter made of felt for primary removal of particulate matter from the exhaust gas; a polytetrafluoroethylene (PTFE) filter was installed for secondary removal to protect the membranes from dust. In addition, a blower with a capacity of 130 kPa was installed at the gas inlet for smooth supply of gases to the membrane modules and to provide a driving force to the membrane. A vacuum pump with a capacity of 10 kPa and flow rate 5 m3/min was installed at the rear end of the membrane permeation section for rapid permeation of water vapor. Water vapor passing through the vacuum pump was supplied to the heat exchanger to warm up the outside air, and the warm air was introduced into the drying chamber. Images of the developed system are shown in Fig. 2.

Process flow of the sludge drying system combined with membrane dehumidification process

System images: a the microwave drying device, and b the membrane-dehumidifying device
Membrane and Membrane Modules used in the Dehumidification Process
The gas separation membrane used in the membrane dehumidification system was made of a hollow fiber that can be configured as compact modules because it has a high membrane area per unit volume, owing to its high packing ratio [19]. The membrane was made of polysulfone (PSF)-based polydimethylsiloxane (PDMS); the outer and inner diameters of the membrane were 0.4 mm and 0.25 mm, respectively. The membrane module was manufactured with an effective membrane area of 27.2 m2 by entering 50 bundles (950 fibers per bundle). In the membrane dehumidification system, 20 membrane modules, manufactured as described above, were used; thus, the total effective membrane area was 544 m2 (27.2 m2/module × 20 modules). The specifications of the membrane and membrane modules are listed in Table 1.
Operation of the Sludge Drying System
The sludge used in this study was generated from a sewage treatment plant located in Busan, Korea, and had a moisture content of approximately 80% after being passed through a centrifuge. The physicochemical properties of the sludge used in the experiments are listed in Table 2.
The operation was performed at a sludge input rate of 450 kg/h, and the target moisture content of the dried sludge was 20 wt%. The relative humidity and temperature of the exhaust gas flowing into the dehumidification system were 95‒99% and 60–70 °C, respectively. The temperature, relative humidity, and flow rate of the inlet, permeate, and residual parts of the membrane modules were measured at 2-min intervals. The amount of water removed through the membrane modules was calculated using the relative humidity and the measured flow rate based on the water vapor saturation amounts at a given temperature. This process was performed for 80 d consecutively.
Membrane Autopsy Study
Prior to the autopsy study, the ideal permeabilities of O2 and N2, and the O2/N2 selectivity, were measured to compare the performance of the membrane modules before and after use with single concentrated gases (> 99.99%). The flow rates were measured using a bubble flow meter (Gilian Gilibrator-2, Sensidyne, USA). Ideal permeability and selectivity were the major parameters used to characterize the separation performance of the membrane modules. The ideal permeability was expressed in gas permeation units (GPU) (10−6 cm3 [STP]/cm2/s/cm Hg−1) [20], and the selectivity for the two gases was calculated as the ratio of the permeability of the two gases.
After continuous operation, a single separation membrane module was detached from the point closest to the feed with the predicted highest level of contamination among the 20 modules for an autopsy study of the membrane module. To assess the level of contamination of the internal hollow fiber for this detached module, the upper and lower porting parts were removed and hollow fiber samples were obtained.
After dismantling the separation membrane module, the surface, material, and contaminant adhesion characteristics of the hollow fibers were analyzed to evaluate the degree of membrane contamination. A digital SEM (MIRA 3, TESCAN, Czech Republic) was used to study the surfaces of the membranes. Through SEM, the surface characteristics of the hollow fibers were examined, and whether the hollow fibers were deformed and whether the contaminants were adsorbed were analyzed. The membrane was cut into tubular samples of ~ 5 mm in length for SEM analysis. The membrane was then coated with gold-palladium before photographs were taken. FT-IR spectroscopy (Spectrum Spotlight 200, PerkinElmer, USA) was used to examine the changes in the functional groups on the hollow fiber surface or the adsorption of specific substances due to contamination (organic pollutants). The spectra were recorded after 128 scans at a resolution of 2 cm−1 and were set to determine the functional group of the pollutants at a wavenumber range of 3500‒400 cm−1. The variation in the mechanical strength of the membrane before and after use was analyzed in terms of the tensile strength. Tensile strength was measured at 25 °C using a universal material testing machine (Instron 4502, Instron Corporation, USA) at a crosshead speed of 50 mm/min and full-scale load range of 10 kgf. The thermodynamic characteristics upon a change in material properties were analyzed using TGA/DSC (TGA Q5000, TA Instruments, USA). The temperature was raised at 20 °C/min from 20 to 750 °C with N2 injection to examine the changes in the reduced weight of the sample according to the increase in temperature. To characterize the contaminants on the hollow fibers, the fibers were immersed in an alkaline solution to extract the organic and inorganic components, and the TOC was measured using a carbon analyzer (TOC-L, Shimadzu Corp., Japan) to determine the organic content. Sample pretreatment was performed as follows: (1) all samples collected at 1 g each were soaked in 50 ml of 0.1 N NaOH, (2) cleaned by oscillation at 100 rpm for 24 h, (3) cleaned by ultrasonication for 30 min, and (4) the resultant solutions were adjusted to a pH 7 and filtered by 0.45 μm filter (Millex-GV; Millipore, USA), were then subjected to TOC measurement. The inorganic content of the hollow fibers was examined using ICP-MS (7900 ICP-MS, Agilent, USA). The samples were pretreated in the same manner as for the TOC analysis, except that an acid (HCl) was used instead of a base (NaOH).
Results and Discussion
Full-Scale Operation of Sludge Drying System Combined with Membrane Dehumidification Process
First, through a drying experiment under low load conditions (70% sludge input and 65% microwave power compared to normal load), the difference in the drying performance of the microwave drying system with and without the application of the membrane dehumidification process (MW and MW-MD) was identified, and the results are shown in Fig. 3. The water content of the dried sludge decreased with increasing drying time irrespective of the presence or absence of membrane dehumidification. Overall, the water removal ratio was low in the early stage of drying and showed a tendency to increase over a certain period of time because, as a feature of the microwave dryer heated by radiation, it took time to increase the temperature inside the drying chamber. According to Shin and Jeon [21], in batch-type microwave sludge drying, the moisture reduction rate increased steeply after 30 min in the circular chamber and after 40 min in the square chamber. The inflection point, at which the water removal ratio increased rapidly, was 20 min for the hybrid system and approximately 35 min for the single system. The results of the single system showed similar results to those of Shin and Jeon’s study above, and in the hybrid system with the membrane dehumidifier applied, it was judged that the time was shortened to 20 min because of the increase in the internal temperature due to membrane dehumidification. After 60 min, the water removal ratios of the sludge were 68.8% and 74.3% with and without membrane dehumidification, respectively.

Effects of membrane dehumidification on microwave sludge drying: a H2O removal ratio in sludge; b drying energy consumption; c temperature inside drying chamber
The energy consumption according to the drying time showed the opposite trend to the moisture reduction rate: after 60 min, the consumed energy for drying was 765 kcal/kg-water with the membrane dehumidifier and 827 kcal/kg-water without the membrane dehumidifier, which indicated a lower level of energy consumption for the hybrid drying system. These results are attributed to the temperature difference inside the drying chamber. In the hybrid system, sensible and latent heat in the exhaust gas is circulated and added to the drying chamber via membrane dehumidification. This can be explained by comparing the temperatures inside the drying chamber with and without membrane dehumidification, as shown in Fig. 3c. The internal temperature of the drying chamber increased by 24.3 °C on an average in 8 chambers under the influence of heat circulation by membrane dehumidification. In the experiment without membrane dehumidification, the condensation of water vapor inside the drying chamber was visually examined. By contrast, in the experiment involving membrane dehumidification, no condensation of water was observed inside the chamber. With this increase in the internal temperature of the chamber, the sludge surface dried rapidly, and as a relatively higher amount of water could be removed at high temperatures, membrane dehumidification could effectively remove the evaporating water.
The continuous operation of the 10 t/day system with membrane dehumidification was performed for 300 min under normal load conditions, and the results are shown in Fig. 4. The hydraulic retention time (HRT) of the sludge in the drying system used in this study was 60 min. Therefore, the initial 60 min of sludge input can be regarded as the stabilization period of the system. After a stabilization period of approximately 60 min, the drying efficiency was consistently high, and after approximately 180 min, which was three times the HRT, improved drying efficiency values were obtained. In this stable phase, a high sludge drying efficiency was obtained, and the energy consumed for drying was maintained at ≤ 650 kcal/kg-water. Both the water removal ratio in the sludge and the drying energy consumption showed better results than the experimental results under low load conditions. In particular, considering that the drying energy consumption of general hot-air drying by conduction and convection is at least 1000 kcal/kg-water or more, and that of the microwave dryer is 850 kcal/kg-water or more, the value of 650 kcal/kg-water is a very superb value. Assuming that water at a temperature of 20 °C is dried, the theoretical energy consumption is 619 kcal/kg-water, which is the sum of the latent heat of vaporization of 539 kcal/kg-water (based on 100 °C) and the sensible heat of 80 kcal/kg-water. Therefore, 650 kcal/kg-water is very close to the theoretical value, which means that this microwave sludge drying system combined with the membrane dehumidification process is a very energy-effective system. The mean ambient temperature of the drying chamber was 80.1 °C similar to the experimental results under low load condition. Because energy is transmitted by the radiation method in a microwave dryer, the temperature inside the dryer chamber does not increase because of direct microwaves [22]. There was only a slight increase in temperature due to the water vapor generated as moisture in the sludge dried, and the sludge was heated by microwaves. The combined application of the membrane dehumidification process made it possible to increase and maintain the temperature inside the drying chamber, which had an effect similar to that of the hybrid application of microwave and hot-air drying. Humid exhaust gas humid at about 80 °C enters the membrane dehumidification device through the blower and the 1st and 2nd filters, and after the moisture is removed in the membrane dehumidification device, the dried air is circulated to the drying chamber. During these processes, a decrease in gas temperature occurred, and it was introduced into the dryer at a temperature of 65 °C (Fig. 4c). As shown in Fig. 4d, the mean water vapor removal ratios in the membrane dehumidifier and dry air circulation rates were 82.2% and 85.2%, respectively. The rate of dried air circulation had a trade-off relationship with the rate of water vapor removal owing to the trade-off between permeability and selectivity [23], while the two indicators representing efficiency showed a steady trend without a notable increase or decrease across all chambers.

Results of the continuous operation of sludge drying system combined with membrane dehumidification process: a water removal ratio in sludge and drying energy consumption; b temperature inside drying chamber; c temperature dryer inlet gas; d water vapor removal ratio in membrane dehumidifier and dried air circulation rate
Membrane Autopsy Study
The sludge drying operation of the integrated system was continuously performed for approximately 8 months, excluding weekends. After continuous operation, a single separation membrane module was detached from the point closest to the feed with the highest predicted level of contamination among the 20 modules for an autopsy study of the membrane module. The selected module was moved to a safe place. The aluminum housing was first cut using a cutter, and then the membrane was cut to avoid potting. The disassembly procedure for the membrane module is shown in Fig. 5. The odor felt by the fibers inside the dismantled module was the same as that generated when drying sewage sludge. When water vapor permeates from humid exhaust gas in a membrane dehumidification system, water-soluble gases such as ammonia permeate the membrane together with water vapor. Other gases that do not have high water solubility mainly move toward the retentate and circulate to the dryer. Membrane contamination, whether small or large, and any changes in membrane performance, appearance, or material were investigated through a membrane autopsy study.

Disassembly procedure of membrane module for membrane autopsy study: a detaching a module from the system; b cutting housing; c cutting membranes; d dismantled module and membranes
The inlet and outlet parts of the membrane module were visually examined before and after use, and the results are shown in Fig. 6. Before and after use, slight discoloration due to contamination and a possible foreign substance was observed only in the inlet part of the module. The level of membrane contamination is influenced by the environmental conditions. In this study, humid exhaust gas with pollutants was continuously injected into the membrane dehumidification system as part of the sewage sludge drying process; therefore, the level of membrane contamination was presumed to be higher than that in other processes, even when including filter devices for membrane protection. If any contamination occurs at the inlet of the membrane module, and the inlet of the fiber is closed, the function of the fiber is lost. The performance degradation of the membrane module owing to this blockade can be confirmed from the permeability of the membrane module. The O2 and N2 permeabilities and O2/N2 selectivity of the membrane modules before and after use are listed in Table 3. The permeability of water vapor was not measured here because water vapor has a very fast permeation rate and condensation occurs during handling, making it very difficult to measure permeability. O2 and N2 are sufficient to check the basic performance of the membrane module [23]. No notable change in gas separation performance was observed for the modules before and after use. It was found that the gas permeability of the membrane module increased slightly after use; however, this is unlikely to have been the result of contamination, and it seems that the membrane performance before and after the use of the module was not significantly affected.

Side images of membrane modules before and after use
SEM images of the hollow fibers are shown in Fig. 7. We confirmed that there were no structural changes, such as the presence of macro-voids, in the cross-sectional view of the membrane. No cracks or defects were observed on the outer surface of the membrane before or after use. However, foreign substances were observed on the outer surface of the membrane after use. This type of water stain occurs when the inside of the membrane module is placed in a humid environment during the separation process of the wet exhaust gas, and the water vapor condensed on the surface of the membrane evaporates during the process of flushing with external air after the operation is completed. The gas flow inside the membrane module is an in-out flow; therefore, if the membrane becomes contaminated, it will be predominantly (or more) at the inner surface; however, no change in the inner surface is observed.

SEM images of hollow fiber membranes before and after use
Figure 8 shows the results of FT-IR spectroscopy performed to examine the changes in the surface functional groups or the adsorption of specific substances. The FT-IR spectra of the separation membranes before and after use exhibited similar trends. The IR peak associated with PSF was presented as a sulfone group peak (1147, 1294, and 1324 cm−1) and stretching of carbon-carbon bonds (1487 and 1585 cm−1) [24]. The IR peaks of PDMS were observed at 804 cm−1 (Si–CH3), 1013–1101 cm−1 (Si–O–Si), 1241 cm−1 (Si–CH3), and 2871 cm−1 (asymmetric CH3 stretching in Si–CH3) [25]. Thus, the hollow fiber surface characteristics based on the FT-IR spectroscopy results confirmed that the surface characteristics were not altered after membrane use.

FT-IR spectra of hollow fiber membranes before and after use
Table 4 presents the tensile strength analysis results for the mechanical strength of the hollow fiber material among its properties. Breaking force is the tensile load or force that can be withstood until the material is destroyed. Elongation represents the tensile degree of the material to be measured in units of length; the higher the value, the better the elongation. The probability of material destruction due to external stress was low when the breaking force was high, and the elongation at break was high to increase material longevity, even under adverse conditions. The results showed that the tensile strength of the hollow fibers, expressed as the breaking force (N), was slightly reduced after use, but the difference was not significant. However, the elongation showed a significant difference before and after use (45.57 mm → 37.88 mm). The PSF-based gas separation membrane can generally be used within 80 °C, safely within 100 °C, although there is no problem with the polymer material of the membrane, but due to the limitation of the thermal durability of the potting material. In our continuous operation, the membrane dehumidifier was operated between 60 and 80 °C. Continuous heat and pressure on the membrane during system operation may have reduced the durability of the material even if there was no thermal deformation of the material. Therefore, it is assumed that there was a slight decrease in elongation.
To examine the changes in the characteristics of the hollow fiber material before and after use, TGA/DSC analysis was performed, and the results are shown in Fig. 9. The onset of phase conversion in the membrane was observed in the TGA at approximately 400 °C. Because N2 was used as the ambient gas, the weight reduction could be interpreted as a result of the volatilization of organic compounds and the thermal decomposition of organic polymers. However, because the hollow fiber membranes exhibited similar TGA patterns before and after use, the thermochemical properties of the material were presumed to have not been significantly altered.

TGA and DSC profiles of hollow fiber membranes before and after use
Membrane contamination can be caused by chemical or biological factors. In the case of water membranes, chemical contaminants include particulates, colloidal matter, silica, metals, and mineral oxides, namely CaCO3, CaSO4, Mg(OH)2, Fe(OH)3, FeCl3, and organic matter. The biological contaminants include bacteria [26, 27]. To characterize the pollutants on the hollow fibers after use, a certain amount of the hollow fibers was allowed to react in an acidic or basic solution to elute the pollutants (organic/inorganic matter), and TOC and ICP analyses were performed. Table 5 presents the results of the analysis. TOC analysis showed that the concentration of organic matter on the membrane was higher than before use. TOC is an indicator of total organic matter content. Hydrocarbons (CxHx) in the exhaust gas injected into the membrane can leave hydrocarbons on the walls of the hollow fibers upon permeation. Thus, the increase in TOC is presumed to be due to the organic matter on the walls of the hollow fiber from the permeation of hydrocarbons because sludge exhibits a high content of organic matter in addition to moisture. However, ICP analysis showed that no distinct change occurred in the inorganic matter content after use. The aluminum (Al) content increases solely approximately five times after use, which is believed to be due to poly aluminum chloride (PAC), a coagulant used in the sludge dewatering process at the STP.
Overall, long-term operation did not induce a significant change in the membrane performance, with only slight discoloration in the inlet part of the module and a slight decrease in the elongation of the hollow fibers. The results show that the TOC of the membranes increased after use because of the organic matter attached to the hollow fiber membranes. However, the contamination of the membrane with these organic substances did not affect its inherent performance. In most other analyses of membrane autopsy studies, there was little change in the membrane properties before and after use. Thus, even under specific adverse conditions during the sludge drying process, the membrane process was verified to be effective during long-term operation. Currently, the industry standard is a membrane module lifetime of approximately 5 years under standard process conditions [28]. When membrane module manufacturers deliver membrane systems, they generally suggest a membrane module replacement cycle of 5 years. According to the author’s long-term gas-separation membrane process demonstration experience, membrane modules can be used for at least 5–10 years. However, this is possible when the system is free from many particulate and gaseous contaminants, such as O2/N2 separation from air or CO2/CH4 separation from purified biogas. In contrast, in this study, the membrane system was operated for approximately 8 months under adverse conditions. Nevertheless, it is a very meaningful result that no change in the membrane performance was observed, except for slight organic contamination. If periodic maintenance of the front filter and flushing with external air or helium gas with high permeability before and after operation are performed well, a similar guarantee of 5 years of membrane lifetime under other well-controlled conditions is warranted.
Conclusions
In this study, an innovative sludge drying process that combines microwave drying and membrane dehumidification technologies using a gas-separation membrane was developed and applied for the first time. Moreover, to the best of our knowledge, a membrane autopsy study, which until now has been conducted mainly on water treatment membranes, was conducted on dehumidification membranes for the first time, which are gas separation membrane.
Membrane dehumidification technology allows the selective removal of water from wet exhaust gas generated during the drying process without a change in phase, based on the selective permeance of the membrane. In this hybrid system, sensible and latent heat in the exhaust gas is circulated and added to the drying chamber via membrane dehumidification. Continuous operation of the 10 t/day system with membrane dehumidification was performed, and after the stabilization period, a high level of sludge drying efficiency was obtained; the consumed energy for drying was maintained at ≤ 650 kcal/kg-water. The mean water vapor removal ratios in the membrane dehumidifier and dry air circulation rates were 82.2% and 85.2%, respectively.
After 80 days of continuous operation, an autopsy was performed on the membrane and the performances of the contaminated and virgin membrane modules were compared. The SEM and FT-IR spectroscopy results showed no distinct changes in the surface properties, even after long-term use. The TGA/DSC results also show no notable changes in the thermodynamic properties before and after use. Notably, a slight decrease in the elongation of the hollow fiber was observed after use, which may be attributed to the degree of damage due to exposure to a relatively high temperature during operation. TOC analysis showed that the concentration of organic matter on the membrane was higher than before use. However, ICP analysis showed that no distinct change occurred in the inorganic matter content after use. In conclusion, long-term operation did not induce a significant change in membrane performance, and this is a very meaningful result in that no change in membrane performance was observed, except for slight organic contamination. Thus, even under specific adverse conditions during the sludge-drying process, the membrane process was verified to be effective during long-term operation.
Data availability
All data generated or analysed during this study are included in this published article.
References
J.P. Lee, S.C. Park, J. Korean Sol Energy Soc. 36, 19 (2016)
W. Rulkens, Energy Fuels. 22, 9 (2008)
M.S. Shin, H.D. Lee, Y.W. Jeon, J. Korean Org. Resour. Recycl. Assoc. 25, 47 (2017)
E.N. Riti-Mihoc, E. Riti-Mihoc, D. Porcar, Int. J. Energy Sci. Eng. 2, 28 (2016)
F. Pan, H. Jia, Z. Jiang, X. Zheng, J. Wang, L. Cui, J. Membr. Sci. 323, 395 (2008)
P. Xu, C. Bellona, J.E. Drewes, J. Membr. Sci. 353, 111 (2010)
E.M.V. Hoek, J. Allred, T. Knoell, B.H. Jeong, J. Membr. Sci. 314, 33 (2008)
V. Jacquemet, G. Gaval, E.C. Gherman, J.-C. Schrotter, Desalination. 199, 78 (2006)
E.W.F. de Roever, I.H. Huisman, Desalination. 207, 35 (2007)
A. Al-Amoudi, R.W. Lovitt, J. Membr. Sci. 303, 4 (2007)
T. Darton, U. Annunziata, F.V. Pisano, S. Gallego, Desalination. 167, 239 (2004)
J.S. Vrouwenvelder, J.W.N.M. Kappelhof, S.G.J. Heijman, J.C. Schippers, Desalination 157, 361 (2003)
J. Van Agtamaal, H. Huiting, P.A. de Boks, L.L.M.J. Paping, Desalination 205, 26 (2007)
B. Su, T. Wu, Z. Li, X. Cong, X. Gao, C. Gao, Desalination. 368, 193 (2015)
M. Karime, S. Bouguecha, B. Hamrouni, Desalination. 220, 258 (2008)
K.G. Lu, H. Huang, Water Res. 150, 358 (2019)
T.F. Speth, T. Merkel, A.M. Gusses, in Riverbank Filtration ed. by C. Ray, R. Melin, R.B. Linsky (Springer, Netherlands 2002)
H. Eom, Y.H. Jang, D.Y. Lee, S.S. Kim, S.M. Lee, E.M. Cho, Chem. Eng. Res. Des. 148, 68 (2019)
S. Koonaphapdeelert, K. Li, J. Membr. Sci. 291, 70 (2007)
M.S. Shin, K.H. Jung, J.H. Kwag, Y.W. Jeon, Process. Saf. Environ. Prot. 129, 348 (2019)
M.S. Shin, Y.W. Jeon, J. Korea Soc. Waste Manag. 34, 721 (2017)
S.S. Park, H.Y. Kang, S.H. Wang, J. Korean Soc. Environ. Eng. 27, 732 (2005)
M.S. Shin, Y.W. Jeon, Desalin. Water Treat. 135, 323 (2018)
M. Nadour, F. Boukraa, A. Ouradi, A. Benaboura, Mater. Res. 20, 339 (2017)
J. Lee, J. Kim, H. Kim, Y.M. Bae, K.H. Lee, H.J. Cho, J. Micromech Microeng. 23, 035007 (2013)
M.M. Rahman, S. Al-Sulaimi, A.M. Farooque, Appl. Water Sci. 8, 1 (2018)
S. Phuntsho, A. Listowski, H.K. Shon, P. Le-Clech, S. Vigneswaran, Desalination. 271, 241 (2011)
N.N. Li, A.G. Fane, W.S.W. Ho, T. Matsuura, Advanced Membrane Technology and Applications (Wiley, New York, 2011)
Acknowledgements
This research was funded by the Korea Evaluation Institute of Industrial Technology (KEIT) and the Ministry of Trade, Industry & Energy (MOTIE) of the Republic of Korea (no. 20018186).
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Jeon, MJ., Jeon, YW. & Park, YK. Membrane Dehumidification Technology for Removing Water Vapor from Exhaust Gas in Sludge Drying Process: Full-Scale Application and Membrane Autopsy. Korean J. Chem. Eng. 41, 213–223 (2024). https://doi.org/10.1007/s11814-024-00049-w
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11814-024-00049-w