
Abstract
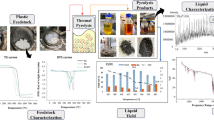
In this work, the fossil fuel-based thermoplastics, i.e., low-density polyethylene (LDPE), polypropylene (PP), and polystyrene (PS) were pyrolyzed at 450 °C, 500 °C, and 550 °C thermally and catalytically to enhance the oil yield and further enrichment via fractionation. In the catalytic process, spent FCC (sFCC) and low-cost BaCO3 with 10 wt% loading were used in a semi-batch quartz reactor. Thermogravimetric analysis (TGA) and derivative thermogravimetric analysis (DTG) were carried out at 10 °C/min for LDPE, PP, and PS to analyze the degradation behavior. Among the used catalysts, the sFCC gives higher oil yield than BaCO3 under identical conditions. The LDPE oil yield obtained was 55.5% and 35.7% for sFCC and BaCO3, respectively. Similar trends were observed for PP (80.0% and 70.0%) and PS (98.0% and 95.0%). Gas chromatography–mass spectrometry (GC–MS) analysis revealed that product oil composition obtained for sFCC-catalyzed pyrolysis process was majorly in the gasoline range (C6–C12) whereas for BaCO3 enabled pyrolysis in the diesel range (C13–C18). Plausible acid and base-catalyzed reaction mechanism and product formation are discussed for catalytic pyrolysis of PP. Fractionation of pyrolysis oil was performed at 150 °C, 250 °C, and 350 °C and physiochemical properties as well as the visual inspection of resulting fractions were carried out as per ASTM methods. Overall, this work represents the utilization of sFCC and low-cost BaCO3 catalyst to convert plastic waste into promising fuel.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The first synthetic plastic originated in 1950 and since then, its demand has been continuously increasing. The annual worldwide plastic uses has risen from 1.5 million metric tonnes in 1950 to 459 million metric tonnes in 2019 [1]. Overall 381 million metric tonnes of plastic solid waste (PSW) was produced worldwide, out of which 3.46 million metric tonnes were produced in India during the 2019–2020 period [2]. Currently, PSW is a major issue worldwide, particularly where a high amount of PSW is produced and discarded openly in the environment. Many universities and research centers are working to develop an appropriate strategy for recycling of vast quantities of PSW. In India, PSW has thermoplastic content of about 94.0% (recyclable) and 6.0% thermosetting plastic (non-recyclable), where polyethylene terephthalate (PET) is 8.6%, high-density polyethylene (HDPE)/LDPE is 66.9%, polyvinylchloride (PVC) is 4.1%, polypropylene (PP) is 9.9%, polystyrene (PS) is 4.7%, and others are 6.4% [3].
The chemical recycling of PSW is an economical and environmentally friendly option for reusing waste plastic material and recover energy. Pyrolysis has emerged as a promising chemical recycling method which is opposite process of making plastic products from petroleum-based feedstock. It provides a way by which high-value compounds are generated that can be used for material or energy recovery from complex PSW feed streams [4]. Pyrolysis of PSW produces oil, gas, and char simultaneously, but the oil product is of particular interest. Several studies have been reported the recovery of valuable hydrocarbons by thermal pyrolysis of PSW [5,6,7,8]. Chang [9] reviewed that low-to-moderate temperature (250–800 °C), moderate feedstock residence time (15–240 min), and low-to-moderate heating rate (5–100 °C /min) were favorable for oil production by plastic waste pyrolysis [9].
Thermal pyrolysis has a few constraints such as high temperatures, prolonged retention time, as well as substandard oil quality. These issues can be effectively tackled by adopting catalytic pyrolysis. The catalytic pyrolysis enhanced oil yield as well as improved the oil quality. Furthermore, catalytic pyrolysis reduced the necessary pyrolysis temperature and residence time, thereby optimizing the overall process. The researchers across the globe are working on pyrolysis of waste plastics for its valorization to valuable products via acid and base catalyst such as zeolite with varying SiO2/Al2O3 ratio, bi-functional Fe/HZSM-5, kaolin clay, different size of zeolites, dual catalyst (HZSM-5 and MCM-41), and BaCO3 [10,11,12,13,14,15,16]. These studies observed that zeolites, particularly HZSM-5, exhibit strong catalytic activity for converting plastic into pyrolysis oil with physicochemical characteristic close to conventional gasoline and diesel fuels. However, due to its high cost, researchers have sought to investigate alternative, cost-effective catalysts in recent times. A few studies have been performed using BaCO3 as catalyst in plastic pyrolysis [16,17,18,19]. In one such study, high-density polyethylene (HDPE) was pyrolyzed thermally and catalytically using BaCO3 catalyst to optimize temperature, catalyst/plastic ratio, and reaction time. The oil obtained at optimum conditions (450 °C, 0.1 cat/plastic ratio and 2 h reaction time) was analyzed using GC–MS and observed that major fraction of hydrocarbon was in the range of C7–C28. The ASTM distillation was also performed on obtained pyrolysis oil. The various fractions of distillation showed the properties similar to gasoline, kerosene, and diesel fuels [16]. Singh [17] used BaCO3 nanomaterial to produced aromatic derivatives by the pyrolysis of waste polystyrene thermocol (WPST) and virgin polystyrene (VPS). The results revealed that VPS produced 99.29% of aromatic derivatives, while WPST produced 88.77% [17]. These studies showed that BaCO3 powder effectively pyrolyzed the plastic waste. Therefore, in this work, a low-cost base catalyst BaCO3 has been chosen along with sFCC.
The petroleum refineries utilize fluid catalytic cracking (FCC) catalysts for hydrocracking, hydrorefining, and catalytic reforming processes to enhance the yield of gasoline and other hydrocarbons derived from crude oil [20]. When the FCC catalyst degrades due to the inclusion of noxious heavy metal contaminants and deposition of coke, it is considered as hazardous solid waste and termed as sFCC. Every year, approximately 200,000 tons of sFCC catalysts is produced globally and disposed off in landfills [21]. The predominant constituents in the sFCC catalyst were Al2O3, SiO2, V2O5, NiO, Fe2O3, and Y-zeolite, alongside trace amounts of other elements imparting it the remarkable catalytic capabilities for plastic pyrolysis [22,23,24]. Therefore, utilizing sFCC as a catalyst in plastic waste pyrolysis presents a mutually beneficial opportunity for addressing plastic waste concerns as well as minimizing sFCC. This approach aligns with the principles of sustainability and resourcefulness with the novel approach of wastes to wealth and promoting circular economy. Limited studies have been performed with regard to utilization of the sFCC as effective catalyst for plastic pyrolysis [25,26,27]. Saeaung et al. [28] processed HDPE, LDPE, PP, and the biodegradable plastic (polylactide), thermally and catalytically to investigate the influence of different catalysts (zeolite, sFCC, and MgO) and temperature (400–600 °C) on the yield of pyrolysis oil and its composition. Due to higher acidity, zeolite produced higher gases (67.0% for LDPE and 65.0% for PP) and lower oil yield (32.0% for LDPE and 34.0% for PP) compared to sFCC which have gaseous yields of 60.0% (for LDPE) and 58.0% (for PP) whereas the oil yields were 40.0% (for LDPE and PP both). The acidity of sFCC increased the selectivity toward gasoline range hydrocarbon in pyrolysis oil by increasing C8–C12 fraction as well as aromatic hydrocarbon which enhances the octane number of the fuel [28]. Aisien et al. [25] aimed to optimize both the temperature and catalyst-to-plastic ratio to achieve the highest possible oil yield during waste PP catalytic pyrolysis using sFCC catalyst. The results indicate that the maximum oil yield (77.6 wt%) was achieved at the temperature of 400 °C and a catalyst-to-plastic ratio of 0.1 [25]. In another study, it was observed that the optimal conditions for achieving the maximum oil yield (88.8 wt%) through the catalytic pyrolysis of HDPE using sFCC were the temperature of 500 °C and the catalyst-to-plastic ratio of 0.2 [26].
The reports suggested that the waste plastic can be efficiently converted to oil and gas by pyrolysis process; moreover, catalyst improved the quality of the pyrolysis oil that exhibits the gasoline and diesel range hydrocarbons. However, research focused on reducing the overall operational costs of the process through the utilization of cost-effective catalysts remains relatively limited. Furthermore, a gap that remains unaddressed is fractionation of the plastic pyrolysis oil and quantitative as well as qualitative analysis of fractionated products. As a novel approach, this study presents fractionation of plastic pyrolysis oil and quantitative and qualitative comparison of obtained fractions. The objective of this work is to optimize the pyrolysis oil yield and quality for LDPE, PP, and PS in catalytic and thermal processes.
Materials and Method
Materials
LDPE (CAS No: 9002-88-4), PP (CAS No: 9003-07-0), and PS (CAS No: 9003-53-6) were collected from the MNIT campus which was received as a packing material. These thermoplastic samples were cut into 1–2 cm sizes for pyrolysis experiment. sFCC from oil refinery and barium carbonate powder (CAS No: 513-77-9) supplied by Loba Chemie having 98.5 wt% purity with other impurities reported in Table S1 were used as a catalyst for pyrolysis experiment.
Experimental Setup and Procedure
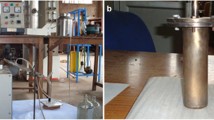
An electric tube furnace with inner diameter of 5 cm and outer diameter of 6.35 cm with height of 38 cm was used for thermal/catalytic pyrolysis experiments. It was equipped with a digital PID temperature controller. The pyrolysis experiments were performed in a semi-batch mode in a quartz reactor having inner diameter of 4 cm and outer diameter of 4.5 cm with height 35 cm. The reactor was connected with a 3-neck glass adapter for connecting nitrogen gas and condenser. The setup is schematically shown in Fig. 1. All the experiments were conducted with 30 gm of thermoplastic and 3 gm of catalyst with intermittent nitrogen gas purging. At the start of each experiment, the system was flushed with nitrogen at the rate of 100 ml/min for 10 min. Thermal and catalytic pyrolyses were performed at 10 °C/min heating rate and at 450 °C, 500 °C, and 550 °C. The vaporized product was condensed and collected in liquid collector for further analysis. The oil (O), wax (W), residue (R), and gaseous product (G) yield were calculated using Eqs. 1, 2, 3, and 4, respectively. The residue reported in this work was catalyst-free basis.

Schematic representation of the pyrolysis setup
Analysis and Characterization Techniques
TGA Analysis
Thermogravimetric analysis (TGA) is the most commonly used technique for studying the thermal decomposition of solids. TGA analyzer (STA6000, Perkin Elmer, USA) was used to quantify the sample mass change of thermoplastic with temperature. TGA curves were obtained at 10 °C/min heating rates and temperature between 30 °C and 600 °C. Nitrogen gas was used as a purge gas to replace the air in the pyrolysis zone to avoid the unwanted oxidation of the sample. The flow rate of nitrogen was maintained at 50 ml/min.
Catalyst Characterization
X-ray photoelectron spectroscopy (XPS) using ESCA + (Omicron nanotechnology, Oxford Instrument, Germany) equipped with monochromator aluminum source (hv = 1486.7 eV) was used to measuring the elemental composition of the sFCC catalyst. NH3-TPD (temperature programmed desorption) analysis (Belcat II, MicrotracBEL Corp., Japan) assessed sFCC catalyst acidity. Ammonia was adsorbed, using 5% NH3–He mixture at 90 °C for 50 min with 40 ml/min flow rate. Thermal conductivity detector measured the amount of NH3 desorbed. CO2-TPD analysis was used for basicity measurement of BaCO3 powder in which helium (He) degassed the catalyst at 500 °C for 1 h. CO2 adsorption was carried out at 50 °C for 30 min with 50 ml/min flow rate.
Physicochemical Characterization of Pyrolysis Oil
Physical properties of thermal and catalytically derived pyrolysis oil (PO) were investigated by adopting ASTM methods, i.e., ASTM D-4052 for density, ASTM D-445 for kinematic viscosity. Viscosity was measured by Ostwald U-tube viscometer, cloud and pour point were determined by pour point apparatus, and API gravity was calculated mathematically using Eq. 5. Calorific value of PO was determined by ASTM-D240, using bomb calorimeter (SABC-01, Span Automation, India). The chemical properties including elemental analysis (CHNO) were analyzed using CHNSO analyzer (Flash smart V CHNS/O, Thermo Fisher Scientific, USA). While Fourier Transform Infrared Spectroscopy (FT-IR Spectrum 2, Perkin Elmer, USA) was used to identify the functional group present in the pyrolysis oil. The PO which was obtained by thermal and catalytic pyrolysis of LDPE and PP using sFCC catalyst at 500 °C and PS at 450 °C was fractionated in a vacuum rotary evaporator (Hei-Vap-Core-NL, Inkarp-Heidolp, India) into four different hydrocarbon fractions (fraction 1 to 4). The fractions were collected at 150 °C, 250 °C, and 350 °C. The fourth fraction was the residue which had boiling point greater than 350 °C. The maximum temperature of vacuum rotary evaporator can rise up to 210 °C; therefore, pressure–temperature nomograph was used to calculate the desired temperature (250 °C, 350 °C) under vacuum which is shown in Fig. S1 and the resultant data are shown in Table 1. Silicon oil (kinematic viscosity-1000 cSt) was used in water/oil bath as heating medium and chiller (− 5 °C) was used for condensing the vapors.
PO was characterized by GCMS (QP2020, Shimadzu, Japan) equipped with RTX-1701 capillary column (30 m × 0.25 mm ID × 0.25 μm film thickness). The GC was first programmed to heat to 50 °C for 2 min followed by heating to 300 °C at a rate of 10 °C /min for 5 min. The flow rate of the carrier gas (helium) was maintained at 1.18 mL/min. Every time 5 µl sample was injected with injector temperature maintained at 250 °C and split flow ratio of 20:1. Relative EMV mode was used for MS analysis. The NIST library used to compare and measure the identified collection of electron ionization (EI) and mass spectra. Structural formula and molecular weight were then identified by mass spectrometer.
Uncertainty Assessment
Generally, experimental results involve some error, selection of instrument and calibration, methodology, effects, and human errors are the main sources. In this work of plastic pyrolysis, representative experiments were repeated 3 times and absolute uncertainty was evaluated for oil yield. The absolute uncertainty involved for oil yield comes under the range of ± 1%. The property values such as calorific values, viscosity, density, pour point, cloud point, and so on have the uncertainty of ± 1%.
Result and Discussion
The TG/DTG curves at 10 °C/min heating rates are shown in Fig. 2a and b. The on-set temperatures of LDPE, PP, and PS were 410 °C, 344 °C, and 371 °C, and end-set temperatures were 499 °C, 480 °C, and 450 °C, respectively. Using the DTG analysis, it was observed that LDPE, PP, and PS haveshown a single peak which indicates that the degradation of thermoplastics is a one-step process. Further, the maximum rate of degradation and corresponding temperatures for LDPE, PP, and PS was 27.08%/min at 475 °C, 10.19%/min at 425 °C, and 16.42%/min at 407 °C, respectively. So TGA and DTG have given the insight of thermal degradation of LDPE, PP, and PS. It is reported that temperature should be little higher (5–10 °C) than maximum degradation temperature in pyrolysis experiments to provide enough driving force for vapors to come out of the reactor. However, further increase in the temperatures over the maximum thermal degradation limit can hamper the liquid oil production and increase the number of gaseous products [29]. As the temperature of the reaction rises, the C/H ratio of the pyrolysis oil also rises, making the oil more aromatic hydrocarbon rich. According to reports, 600 °C is the ideal temperature needed to produce considerable aromatics from plastic waste. However, higher temperatures are not preferable, to inhibit the formation of polycyclic aromatic hydrocarbons (PAHs) [30]. In conclusion, for the majority of cases, the ideal pyrolysis temperature ranges from 400 to 550 °C to enhance the yield and quality of pyrolysis oil [31]. In this study, the operating temperature was chosen in the range of 450–550 °C to maximize the oil yield and minimize other products yield (wax, gas, and char).

a TGA analysis of LDPE, PP & PS at 10 °C/min heating rate; b DTG curve of LDPE, PP & PS at 10 °C/min heating rate
The XPS analysis of sFCC (Fig. S2) shows the presence of different elements such as Si (26.94 wt%), Al (25.15 wt%), and O (38.98 wt%) with a significant amount of C (8.91 wt%) deposition on the surface of the catalyst, as reported in Table S2. The acidity of the sFCC catalysts strongly affects the plastic degradation rate as well as products (oil, wax, gases) distribution. The NH3-TPD profiles of the sFCC catalyst are shown in Fig. S3a where mainly two desorption peaks are observed in the TPD profile of sFCC catalyst. After deconvolution analysis, the first desorption peak at around 175 °C corresponds to the desorption of NH3 from weak acid sites (Lewis acid sites) whereas high temperature peak at around 297 °C designated to the desorption of NH3 species from strong acid sites (exchangeable protonic sites) known as framework Bronsted Acid sites. The acidity due to Lewis sites was 0.055 mmol/g, whereas acidity due to Bronsted sites was 0.106 mmol/g. Therefore, total acidity of sFCC catalyst was 0.161 mmol/g.
The CO2-TPD profile for BaCO3 is shown in Fig. S3b. CO2 desorption peaks are categorized into 4 different temperature range; those are as follows: 20–150 °C for weak basic sites, 150–300 °C for moderate basic sites, 300–450 °C for strong basic sites, and > 450 °C for very strong basic sites on catalyst [32, 33]. In case of BaCO3, only very strong basic sites present which has the total basicity of 0.006 mmol/g.
Effect of Temperature on Pyrolysis Oil Yield for LDPE, PP, and PS
Temperature plays a vital role in pyrolysis process. The pyrolysis temperature was decided by the results obtained from TGA/DTG analysis. In this work, thermal and catalytic pyrolyses of LDPE, PP, and PS were performed at 450 °C, 500 °C, and 550 °C to enhance the pyrolysis oil yield. LDPE and PP show higher yield of pyrolysis oil at 500 °C whereas PS gives highest PO yield at 450 °C. Similar results are reported in literature, where at 450 °C, LDPE and PP converted into waxy products instead of oil due to its long hydrocarbon polymer chain structure [34]. Thermal pyrolysis of LDPE and PP showed the highest oil yield of 32.4% and 65.0% at 500 °C, respectively (Figs. 3a and 4a). Similarly, thermal pyrolysis of PS obtained highest oil yield of 90.0% at 450 °C which is shown in Fig. 5a. Both end-chain and random-chain scission processes are applicable in PS degradation, which speeds up the process. While LDPE is a long-chain polymer and degradation occurs via random-chain scission mechanism which requires relatively higher temperature [15]. For this reason, LDPE and PP, at 450 °C, produced less amount of oil, wax, and gas products and higher amount of residue during pyrolysis due to incomplete degradation. This observation is also supported by the degradation temperature obtained by TGA analysis (Fig. 2a and b). TGA analysis shows that complete degradation of LDPE and PP occurs at 499 °C and 480 °C, respectively. Therefore, the selection of appropriate temperature for pyrolysis is crucial which can affect the yield of pyrolysis products.

Product distribution of LDPE plastic at 450 °C, 500 °C, and 550 °C and 10 °C/min heating rate for a thermal pyrolysis b BaCO3 catalyst c: sFCC catalyst

Product distribution of PP plastic at 450 °C, 500 °C, and 550 °C and 10 °C/min heating rate for a thermal pyrolysis b BaCO3 catalyst c: sFCC catalyst

Product distribution of PS plastic at 450 °C, 500 °C, and 550 °C and 10 °C/min heating rate for a thermal pyrolysis b BaCO3 catalyst c: using sFCC catalyst
Effect of Catalyst
The catalyst aid can reduce the pyrolysis temperature by lowering the activation energy. The effect of catalyst was investigated at three temperatures viz; 450 °C, 500 °C, and 550 °C. In this work, the BaCO3 powder and sFCC catalyst were used with the catalyst-to-plastic weight ratio of 0.1. As expected, the oil and gaseous products yield increased by catalytic pyrolysis process compared to thermal pyrolysis under identical conditions due to reduction in activation energy by the catalysts. The pyrolysis of LDPE and PP by BaCO3 and sFCC catalyst was carried out at 450 °C, 500 °C, and 550 °C. The results are shown in Figs. 3 and 4. The oil yield obtained by thermal pyrolysis of LDPE was 20.1%, 32.4%, and 29.2% at 450 °C, 500 °C, and 550 °C, respectively, whereas for PP, it was 45.0%, 65.0%, and 60.0%, at 450 °C, 500 °C, and 550 °C, respectively. The results are shown in Figs. 3a and 4a for LDPE and PP, respectively. Similarly, for sFCC catalyst, the oil yield was 30.1%, 55.5%, and 43.7% (for LDPE) and 52.0%, 80.0%, and 75.0% (for PP), at 450 °C, 500 °C, and 550 °C, respectively. The results are shown in Figs. 3b, c and 4b, c. In case of LDPE, at temperature 500 °C, the maximum yield of oil was 32.4%, 35.7%, and 55.5% for thermal process, BaCO3-catalyzed process, and sFCC-catalyzed process, respectively. Further the yield obtained was 65.0%, 70.0%, and 80.0% for PP at 500 °C and 90.0%, 95.0%, and 98.0% for PS at 450 °C, respectively, which is shown in Figs. 3, 4, and 5, respectively.
It was observed that at 500 °C, LDPE and PP resulted in higher oil yield as the temperature was slightly higher than the complete degradation temperature. The higher temperature provides enough driving force for gases to come out of the reactor. If the residence time for pyrolysis gases is high, further cracking of the reaction products takes place leading to non-condensable gaseous products. This observation was confirmed by the results obtained at 550 °C, where the gaseous product yield increased and oil yield decreased when compared with the results at 500 °C for LDPE and PP. Further, improper reaction conditions can result in wax formation. The yields of wax at 500 °C for thermal pyrolysis and catalytic pyrolysis (BaCO3 and sFCC) were 50.6%, 44.2%, and 22.4% (for LDPE) and 15.0%, 12.0%, and 10.0% (for PP), respectively. The wax formation in PE pyrolysis was relatively high as the significant fraction of the products was heavy linear hydrocarbons with a high carbon number chain while PP produced branched hydrocarbons, which have lower melting temperatures than linear alkane [35]. It was also observed that the yield of oil obtained from PS pyrolysis was more or less similar for both catalytic and non-catalytic processes. But the composition of oil shifted toward lower hydrocarbon range in catalytic pyrolysis. This observation is reported based on GC–MS results which are shown in Fig. S5a, S5b, and S5c. It was also observed that the amount of residue (char) increased with temperature in PS pyrolysis (Fig. 5a–c). The presence of aromatic hydrocarbons chain (styrene) in PS could be the possible reason for char formation. The conclusion can be supported by the fact that less char formation was observed for LDPE and PP which has no aromatic chain. The presence of higher aromatic content in PS pyrolysis oil was confirmed by the FT-IR results (vide infra). The results presented in this section are consistent with literature [36].
Plausible Reaction Mechanism for Acid and Base-Catalyzed Pyrolysis of PP
The possible pyrolysis reaction mechanism for both sFCC and BaCO3 has been proposed. It was evident by GC–MS results (vide infra) that sFCC produced higher amount of lighter hydrocarbon as it promotes the acidic site cracking on its surface through carbonium ion (carbocation) mechanism in which catalyst donate the proton to polymer chain resulting in formation of low molecular weight (gasoline range, i.e., C6–C12) hydrocarbons [37], whereas BaCO3 promotes base site cracking in which catalyst accepts a proton from polymer chain by carbenium ion (carbanion) mechanism [38, 39].
The acid-catalyzed mechanism of PP is shown in Fig. 6a, in which secondary carbocation (carbonium ion) generation occurs via proton donation of sFCC catalyst to polymer chain followed by β-scission resulting in formation of gaseous product (C1–C5) and lower carbon paraffins (C6–C20) and olefins. In second step, propagation reaction takes place in which carbonium ion reacts with another polymer chain and converts into tertiary carbonium ion resulting in naphthene and aromatic products formation by cyclization and aromatization process. In third step, the pyrolysis reaction was finally terminated by the rearrangement of carbonium ions. The long-chain olefins and other long-chain polyaromatics, leftover in the reactor, were responsible for char formation on the catalyst surface. The mechanism shows that high molecular weight olefinic molecules degrade on the FCC catalyst surface, generating smaller and more selective molecules within the catalyst pores for further cracking. The conclusions made about reaction mechanism are supported by the experimental results. The GC–MS results revealed that liquid hydrocarbons are in the range of C6–C18 where the majority of the components are in the range of C6–C12.


Proposed reaction mechanism for; a acid-catalyzed (sFCC), b base-catalyzed (BaCO3) for PP plastic pyrolysis
The conversion of long-chain polymer into small hydrocarbon using BaCO3 catalyst occurs in three steps, i.e., hydrogen transfer (carbanion formation), β-scission, and termination as depicted in Fig. 6b. The basic catalyst induced carbanion by hydrogen transfer in long-chain hydrocarbon, followed by newly formed unstable carbanion turned into tertiary stable anion using β-scission with the assistance of BaCO3 catalyst. Resulting in ample amount of shorter-chain olefins generated, β-scission was the primary contributor to the formation of shorter-chain alkenes and additionally the naphthenes and aromatics formation through Diels–Alder reaction. The termination reaction facilitates the formation of diesel range alkane through proton retention by carbanion chain from BaCO3 surface [39].
Compositional Analysis
Identification of compounds and its composition was done through the gas chromatography attached with mass spectrometer (GC–MS). The carbon numbers observed for pyrolysis oil were grouped in four different categories, viz. gasoline range (C6–C12), diesel range (C13–C18), heavy gas oil (C19–C24), and fuel oil (> C24) which are shown in GC–MS spectra in Fig. 7, Figs. S4 and S5. Comparison of GC–MS analysis of LDPE, PP, and PS oil for thermal, BaCO3, and sFCC is shown in Figs. 8, 9, and 10. As observed, GC–MS analysis of thermal pyrolysis oil shows uniform product distribution from gasoline range to fuel oil. The BaCO3 catalyst-derived PO showed the highest hydrocarbons wt% for LDPE (50.8%), PP (55.4%), and PS (35.3%) that lie in diesel range (C12–C18). Similarly, sFCC-derived oil shows the highest hydrocarbons wt% for LDPE (48.2%), PP (62.7%), and PS (32.7%) that lie in the gasoline range (C6–C12). The uniform product distribution from gasoline range to fuel oil in case of thermal pyrolysis is due to the free radical mechanism and inadequate heat transfer where long polymer chain does not break down to lighter hydrocarbon which results in formation of wax and viscous liquid [40]. Meanwhile, catalytic pyrolysis using sFCC and BaCO3 occurs via carbonium and carbenium ion mechanism, which converts long-chain polymer into significant fractions of gasoline and diesel range hydrocarbon.

GC–MS spectra of LDPE pyrolysis oil at 500 °C and 10 °C/min heating rate for a thermal pyrolysis, b BaCO3 catalyst, c sFCC catalyst

Composition of pyrolysis oil at 500 °C and 10 °C/min heating rate for LDPE by thermal, BaCO3, and sFCC catalyst pyrolysis

Composition of pyrolysis oil at 500 °C and 10 °C/min heating rate for PP by thermal, BaCO3, and sFCC catalyst pyrolysis

Composition of pyrolysis oil at 450 °C and 10 °C/min heating rate for PS by thermal, BaCO3, and sFCC catalyst pyrolysis
Table 2 presents a compositional analysis in terms of paraffinic, olefinic, naphthenic, aromatic, and oxygenate content of LDPE, PP, and PS oil produced by thermal and catalytic pyrolysis. The results clearly indicate that LDPE oil produces a higher amount of paraffinic and olefinic compounds compared to PP and PS oil due to its elongated, linear molecular structure. In the case of PP oil, its naphthenic content was higher than that of LDPE and PS oil due to the presence of branching in its structure. This was attributed to an increased cyclization process, which was further enhanced by catalytic pyrolysis. The naphthenic content of PP thermal pyrolysis oil was 33.56%. Moreover, when using BaCO3 and sFCC catalysts, the paraffinic content rises to 40.32% and 50.66%, respectively. The PS oil contains a higher concentration of aromatics content compared to LDPE and PP oil, owing to the presence of aromatic chain (styrene) within its molecular structure. Notably, the sFCC process leads to a significant increase in monoaromatics (17.20%) when compared with the thermal (8.19%) and BaCO3 (8.17%) processes. This analysis provides valuable insights into how the different thermoplastics structure, processing techniques, and catalysts improve the cyclization and aromatization process that ultimately impacts the composition of plastic pyrolysis oils.
It can be seen that LDPE and PP produced gasoline and diesel fraction in greater percentage than the catalytic pyrolysis of PS. It is proposed that substituent size (–H for LDPE, –CH3 for PP, and –C6H6 for PS) induced the steric hindrance and prevented the catalyst active sites from contacting the polymer chain. Therefore, pyrolysis of PS was least impacted by catalyst due to the aromatic ring in the structure compared to LDPE and PP. In case of PS pyrolysis, thermal process results in the presence of heavy hydrocarbons in oil fractions. On the contrary, the catalytic pyrolysis of PS shifted the distribution toward light hydrocarbons but not as much as compared with LDPE and PP process in identical conditions. This leads to an important conclusion that BaCO3 and sFCC catalysts used in this study were not that effective to obtain light hydrocarbons (C6–C12) during PS pyrolysis; however, these catalysts were helpful in breaking the heavy hydrocarbon chain (C24 and above) to obtain the mixture of hydrocarbons (C6–C24). In other words, the conversion of PS was least affected by catalyst but its product distribution was affected. On the basis of hydrocarbon compositional analysis of the oil and wax, it can be suggested that the composition of the carbonaceous material (residue) is long-chain hydrocarbon with carbon number > 40.
FT-IR Analysis
FT-IR technique via ATR mode was used to identify the characteristics and functional group of pyrolysis oil obtained from LDPE, PP at 500 °C, and PS at 450 °C, with 10 °C/min heating rate using sFCC catalyst. The FT-IR spectra are shown in Fig. 11. As observed, no peak appears in the wavelength range of 3100–3600 cm−1; it indicates that no O–H stretching vibration was present in LDPE, PP, and PS pyrolysis oil. Peak observed at 3074 cm−1 corresponds to C–H stretching vibration of aromatics, those were present in PP and PS oil with very low-intensity spectra. The wavelength range of 3000–2840 cm−1 corresponds to C–H stretching of symmetric and asymmetric vibration for –CH3 and –CH2 aliphatic groups. Moreover, wavelength range of 1460–1360 cm−1 corresponds to C–H bending of aliphatic which was present in these three pyrolysis oils. These were the major components of the oil of all above-mentioned thermoplastics; hence, high-intensity peaks were observed in these ranges.

FT-IR spectra obtained for pyrolysis oil of LDPE, PP at 500 °C, and PS at 450 °C with 10 °C/min heating rate using sFCC catalyst
The spectra at 1020 and 1091 cm−1 are corresponding C–O stretching vibration of primary and secondary alcohol groups, respectively. It is noticeable that the prominent peak observed at 887 cm−1 in the PP oil spectrum. This peak corresponds to the C–C stretching vibration of paraffinic compounds, indicating that paraffins content is the major fraction of the PP oil composition which is also supported by GC–MS analysis (Table 2). The wavelength range between 810 and 710 cm−1 corresponds to the C–H bending vibrations of monosubstituted benzene compounds. Specifically, the peaks at 809 and 722 cm−1 are indicative of para-substituted and ortho-substituted benzene, respectively. These features are predominantly observed in the PS oil spectrum, suggesting that PS oil contains a higher aromatic content compared to LDPE and PP oil.
Elemental Analysis
The elemental analysis of pyrolysis oil obtained from LDPE and PP at 500 °C and PS at 450 °C with 10 °C/min heating rate using sFCC catalyst was performed to know the content of C, H, and N in the samples. The results are listed in Table 3. All pyrolysis oil sample contained 82–87 wt% of carbon. The C/H ratio of pyrolysis oil obtained from LDPE and PP was similar, i.e., 6.05, which was comparable to commercial diesel (5.61) and gasoline (6.18). Moreover, C/H ratio of PS oil was 11.43; it indicates that PS oil contains higher fraction of unsaturated hydrocarbon (alkene) and aromatics which were confirmed by FT-IR (Fig. 11) and GC–MS analysis. These findings strongly confirm that pyrolysis oil from LDPE and PP shows fuel-like characteristics and can be used as supplementary fuel with commercial fuel.
Fractional Distillation
The fractions were analyzed for their carbon range by GC–MS. The mass percent of fraction1 to 4 for thermally pyrolyzed oil of LDPE, PP, and PS is shown in Table 4, while the cumulative distilled volume with temperature for catalytically pyrolyzed oils (by sFCC) is depicted in Fig. 12. The results indicate that PP oil has the highest content of lighter hydrocarbons, whereas PS oil contains a greater proportion of heavy hydrocarbons. The cumulative volume curve clearly illustrates the prevalence of lighter hydrocarbons in PP oil compared to the other oils. Additionally, the findings highlight that catalytic pyrolysis promotes the formation of lighter fractions, as discussed in the earlier section on compositional analysis.

Cumulative distilled volume of different fractions with temperature for catalytic pyrolysis oil of LDPE, PP, and PS
Visibility Test
The visibility inspection was carried out for catalytic pyrolysis oil of LDPE, PP, and PS and their distillation fractions according to distillation fuel bar chart standard method (ASTM 4176). The results are shown in Fig. 13. As observed (Fig. 13a), PP oil has better visibility among the oils showing all lines very clearly, while LDPE oil was less visible and PS oil has no visibility of bar lines. It indicated that PP oil has higher amount of lighter hydrocarbons compared to LDPE and PS oil. On the contrary, PS oil contains higher amount of polyaromatics heavy hydrocarbons. This observation was also supported by the results of fractional distillation (Fig. 12) where the combined volume percentage (fraction 1 and 2) of PP oil was 70.0% while for PS, it was only 27.0%. Figure 13b shows the visibility test of LDPE oil in which a clear difference between the visibility of oil (before fractionation) with suspended particles and settled particles (by centrifuge) was observed. The oil with suspended solid shows no visibility whereas oil after centrifugation shows clear visibility of bar line (visibility grade “5”). The initial three fractions of LDPE have shown the clear visibility of bar line (visibility grade “5”). The fraction 4 appeared dark and did not show any visibility (grade “0”). In Fig. 13c, PP oil showed good visibility (grade “5”) compared to LDPE oil for centrifuged samples. The initial three fractions also show visibility grade of “5” while fraction 4 shows no visibility (grade “0”). In Fig. 13d, PS oil has shown no distinction in terms of visibility before and after the centrifuge showing blackish dark color that can be attributed to the presence of long-chain aromatic hydrocarbon. The fractionation of PS oils did not yield fraction 1. The fraction 2 and fraction 3 show visibility grade of “5” while fraction 4 shows no visibility. Therefore, the visibility test and other physiochemical properties (Table 5) of pyrolytic oil of LDPE, PP, and PS and their different fractions obtained from fractional distillation suggested that fractions of these oils showed gasoline and diesel-like characteristics and can be used as fuels or fuel supplements. The visibility test also indicates that the fractions from various plastics under identical condition were almost similar in terms of appearance (quality) and, however, varied in terms of quantity.

Visibility test by distillation fuel bar chart for a PP, LDPE, and PS centrifuged pyrolysis oil before fractionation, b LDPE pyrolysis oil and its fractions, c: PP pyrolysis oil and its fractions, d PS pyrolysis oil and its fractions
The visibility test, physicochemical properties, and hydrocarbon distribution of fractions obtained under identical conditions from various plastic oils revealed striking similarities in qualitative aspects. Despite quantitative variations in the fractions, their qualitative characteristics remained consistent. Therefore, GC–MS compositional analysis and physicochemical analysis (vide infra) were discussed for PP fractions only. GC–MS analysis was conducted on four distillate products derived from the pyrolysis of PP oil, aiming to validate the actual carbon number distribution and composition of these distillate fractions. The GC–MS spectra for the four PP pyrolysis oil fractions are depicted in Fig. S6, while the corresponding carbon number distribution percentages are presented in Fig. 14. The analysis of carbon number distribution showed that fractions 1 and 2 have maximum percentage of gasoline and diesel range hydrocarbons (C6–C12 and C13–C18). Nearly, 82.2% and 81.3% of the product mapped with combined gasoline and diesel range for fraction 1 and fraction 2, respectively. Further, the GC–MS analysis of fraction 3 and 4 revealed that major percentage of carbon number falls in the range of heavy gas oil (HGO) and fuel oil (C19–C24 and C24 above) with combined percentage of 79.4% and 95.7 falling in HGO and fuel oil range, respectively. The results are encouraging and show significant improvement in oil quality by fractionation which can help in improving the economy of plastic pyrolysis processes. The cost analysis of the pyrolysis process is shown in later section.

Carbon number distribution percentage of different fractions of PP oil
Physicochemical Study
Multiple physicochemical tests were conducted to characterize the pyrolysis oil from the viewpoint of fuel applications. The results of pyrolysis oil derived from different types of thermoplastics using sFCC were compared to standard values of gasoline, kerosene, and diesel. The physical parameters, i.e., density, specific gravity, API gravity, viscosity, kinematic viscosity, pour point, and calorific values, were determined for the pyrolysis oil and fractions of PP and are shown in Table 5. Only the properties of PP fractions are mentioned in Table 5. This decision was based on the observation that fractions produced under identical condition from various thermoplastic oil were different in terms of quantity (as mentioned earlier), however, exhibiting nearly identical physicochemical properties due to qualitative similarities. Density of the pyrolysis oil of different plastics was in the range of 0.78–0.94 g/ml and that of fractions 1 to 3 was in the range of 0.73–0.79 g/ml which are comparable with gasoline (0.78–0.82 g/ml) and diesel (0.83–0.85 g/ml). Viscosity of the different fractions was in the range of 0.75–2.27cp which can be compared with gasoline (0.78–0.82) and diesel (2.0–4.5 cp). Calorific value of fractions 1 and 2 was 45.30 MJ/kg and 44.98 MJ/kg, respectively, which can be compared with gasoline (45.8 MJ/kg) and diesel (45.5 MJ/kg). It was observed that most of the physical property values of fractions have comparable values to that of gasoline and diesel. Only the calorific value of residue was determined as other properties could not be determined due to its highly viscous nature at test temperature. The key observations from Table 5 are as follows: (a) the values of pyrolysis oil for various parameters mainly match with the heavy gas oil; (b) an improvement in physical properties can be achieved through fractionation; c) depending on the product requirement, fractionation at suitable temperature can be carried out; and (d) the residue of such process can be further used as feed for vacuum distillation or as a fuel for burning applications.
Mass and Energy Balance Calculation for Pyrolysis Process
The mass and energy balances were conducted over the pyrolysis process on the basis of 100 gm each of LDPE, PP, and PS feed in the presence of sFCC catalyst. The energy required for process was supplied externally using electrical heaters. The reactor consumed 0.5 kWh energy for each 100 gm plastic for LDPE and PP at 500 °C and 0.45 kWh for PS at 450 °C, pyrolysis per batch. The detailed mass and energy balance are illustrated in Table 6. The mass and energy analysis suggested that the plastic pyrolysis process can produce surplus energy (~ 50%) which was an added advantage to the primary goal of utilizing plastic waste. The results presented in this work are encouraging in terms effective utilization of plastic waste with positive impact on environment and process economics.
Conclusion
In this work, pyrolysis experiments were performed at 450 °C, 500 °C, and 550 °C with 10 °C/min heating rate. Pyrolysis oil yield from LDPE, PP, and PS obtained in higher amount by sFCC catalyst that was 55.0%, 80.0%, and 98.0% whereas oil yield from BaCO3 catalyst was 35.0%, 70.0%, and 95.0%, respectively. GC–MS analysis of sFCC-derived oil identified that major distribution of products in gasoline range (C6–C12), i.e., 48.2%, 62.7%, and 32.7% for LDPE, PP, and PS, respectively. Similarly, the product distribution for BaCO3 catalyst-derived oil was majorly in diesel range (C12–C18), i.e., 50.8%, 55.4%, and 35.3% for LDPE, PP, and PS, respectively. The GC–MS analysis of the pyrolysis oil produced by thermal pyrolysis process showed that product distribution was almost uniform from gasoline (C6–C12) range hydrocarbon to fuel oil (C24 above). Fractional distillation of the thermal pyrolysis oil showed that PP oil has maximum (55.9 wt%) lighter fraction (C6–C18) compared to LDPE (37.3 wt%) and PS (20.0 wt%). The carbon distribution of fraction 1 and fraction 2 for all plastics reported here was mostly in gasoline and diesel range, with combined percentage of 82.27% and 81.36%, respectively, for PP pyrolysis oil, whereas fractions 3 and fraction 4 consist mostly of HGO and fuel oil range hydrocarbons, with combined percentage of 79.48% and 95.79%, respectively, for PP pyrolysis oil. The physiochemical properties of fraction 1 and fraction 2 were very similar to conventional gasoline and diesel fuel with visibility grade “5.” Based on the physical and chemical analysis, fractions 1 and 2 can be considered as an alternative fuel to conventional gasoline and diesel. The mass and energy balance calculation suggested that PP plastic pyrolysis produces surplus energy by 53.24%. Based on the results obtained in this work, the pyrolysis process can be a good alternative for utilization of waste plastic with positive impact on environment and process economics. This work presents a comprehensive data on plastic to fuel conversion for LDPE, PP, and PS which can be helpful in utilizing waste plastic effectively.
Data Availability
The authors confirm that the data supporting the findings of this study are available within the article and its supplementary material.
References
R. Ritchie, M. Roser, Plastic pollution all our charts on plastic pollution (2020). https://ourworldindata.org/plastic-pollution#citation
CPCB, Annual report 2019–20 on implementation of solid waste management rules, 2016 Central Pollution Control Board. 145–287 (2021). https://cpcb.nic.in/uploads/plasticwaste/Annual_Report_2019-20_PWM.pdf
Ministry of Environment, Forest & Climate Change, Assessment & characterisation of plastic waste generation in 60 major cities (2015). https://cpcb.nic.in/displaypdf.php?id=cGxhc3RpY3dhc3RlL1BXXzYwX2NpdGllc19yZXBvcnQtSmFuLTIwMTUucGRm
A.R. Rahimi, J.M. Garciá, Chemical recycling of waste plastics for new materials production. Nat. Rev. Chem. 1, 1–11 (2017). https://doi.org/10.1038/s41570-017-0046
A.F. Anene, S.B. Fredriksen, K.A. Sætre, L.A. Tokheim, Experimental study of thermal and catalytic pyrolysis of plastic waste components. Sustainability (Switzerland). 10, 1–11 (2018). https://doi.org/10.3390/su10113979
P. Dwivedi, P.K. Mishra, M.K. Mondal, N. Srivastava, Non-biodegradable polymeric waste pyrolysis for energy recovery. Heliyon 5, e02198 (2019). https://doi.org/10.1016/j.heliyon.2019.e02198
M.N. Siddiqui, H.H. Redhwi, Pyrolysis of mixed plastics for the recovery of useful products. Fuel Process. Technol. 90, 545–552 (2009). https://doi.org/10.1016/j.fuproc.2009.01.003
P. Kasar, D.K. Sharma, M. Ahmaruzzaman, Thermal and catalytic decomposition of waste plastics and its co-processing with petroleum residue through pyrolysis process. J. Clean. Prod. 265, 121639 (2020). https://doi.org/10.1016/j.jclepro.2020.121639
S.H. Chang, Plastic waste as pyrolysis feedstock for plastic oil production: a review. Sci. Total. Environ. 877, 162719 (2023). https://doi.org/10.1016/j.scitotenv.2023.162719
U. Dwivedi, K.K. Pant, S.N. Naik, Controlling liquid hydrocarbon composition in valorization of plastic waste via tuning zeolite framework and SiO2/Al2O3 ratio. J. Environ. Manage. 297, 113288 (2021). https://doi.org/10.1016/j.jenvman.2021.113288
U. Dwivedi, S.N. Naik, K.K. Pant, High quality liquid fuel production from waste plastics via two-step cracking route in a bottom-up approach using bi-functional Fe/HZSM-5 catalyst. Waste Manag. 132, 151–161 (2021). https://doi.org/10.1016/j.wasman.2021.07.024
I. Gbolahan, H. Folorunsho, A. Umaru, Catalytic pyrolysis of waste polypropylene using Ahoko kaolin from Nigeria. Appl. Petrochem. Res. 8, 203–210 (2018). https://doi.org/10.1007/s13203-018-0207-8
J. Aguado, D.P. Serrano, G. San Miguel, M.C. Castro, S. Madrid, Feedstock recycling of polyethylene in a two-step thermo-catalytic reaction system. J. Anal. Appl. Pyrol. 79, 415–423 (2007). https://doi.org/10.1016/j.jaap.2006.11.008
Y. Wang, K. Wu, S. Wang, J. Yu, B. Luo, H. Zhang, Tandem catalytic pyrolysis of mixed plastic packaging wastes to produce BTEX over dual catalysts. Fuel Process. Technol. 243, 107670 (2023). https://doi.org/10.1016/j.fuproc.2023.107670
K.H. Lee, Effects of the types of zeolites on catalytic upgrading of pyrolysis wax oil. J. Anal. Appl. Pyrol. 94, 209–214 (2012). https://doi.org/10.1016/j.jaap.2011.12.015
M.R. Jan, J. Shah, H. Gulab, Catalytic conversion of waste high-density polyethylene into useful hydrocarbons. Fuel 105, 595–602 (2013). https://doi.org/10.1016/j.fuel.2012.09.016
M.V. Singh, A BaCO3 nanomaterial for pyrolysis of sustainable waste and virgin polystyrene into green aromatic derivatives. ChemistrySelect 8, e202204400 (2023). https://doi.org/10.1002/slct.202204400
E. Manickaraja, S. Tamilkolundu, Catalytic degradation of waste PVC into liquid fuel using BaCO3 as catalyst and its blending properties with diesel fuel. Discover 23, 74–78 (2014)
C. Cleetus, S. Thomas, S. Varghese, Synthesis of petroleum-based fuel from waste plastics and performance analysis in a CI engine. J Energy 2013, 1–10 (2013). https://doi.org/10.1155/2013/608797
M.C. Mastry, L. Dorazio, J.C. Fu, J.P. Gómez, S. Sedano, S.S. Ail, M.J. Castaldi, B. Yilmaz, Processing renewable and waste-based feedstocks with fluid catalytic cracking: impact on catalytic performance and considerations for improved catalyst design. Front. Chem. (2023). https://doi.org/10.3389/fchem.2023.1067488
T. Chiranjeevi, R. Pragya, S. Gupta, D.T. Gokak, S. Bhargava, Minimization of waste spent catalyst in refineries. Procedia Environ. Sci. 35, 610–617 (2016). https://doi.org/10.1016/j.proenv.2016.07.047
F. Ferella, I.D. Adamo, S. Leone, V. Innocenzi, I. De Michelis, F. Vegli, Spent FCC E-Cat: towards a circular approach in the oil refining industry. Sustainability 11, 113 (2019). https://doi.org/10.3390/su11010113
N. Nagar, H. Garg, C. Sekhar, Characterization of different types of petroleum refinery spent catalyst followed by microbial mediated leaching of metal values 1 Introduction 2 Materials and methods. Chem Rep 3, 177–187 (2021)
C. Chen, J. Yu, B.A. Yoza, Q.X. Li, G. Wang, A novel “wastes-treat-wastes” technology: role and potential of spent fluid catalytic cracking catalyst assisted ozonation of petrochemical wastewater. J Environ Manag 152, 58–65 (2015). https://doi.org/10.1016/j.jenvman.2015.01.022
E.T. Aisien, I.C. Otuya, F.A. Aisien, Thermal and catalytic pyrolysis of waste polypropylene plastic using spent FCC catalyst. Environ. Technol. Innov. 22, 101455 (2021). https://doi.org/10.1016/j.eti.2021.101455
F.A. Aisien, E.T. Aisien, Production and characterization of liquid oil from the pyrolysis of waste high-density polyethylene plastics using spent fluid catalytic cracking catalyst. Sustain Chem Clim Action 2, 100020 (2023). https://doi.org/10.1016/j.scca.2023.100020
P. Kongngoen, W. Phetwarotai, S. Assabumrungrat, Possible use of spent FCC catalyst for upgrading of wax from the pyrolysis of plastics to liquid fuel. J. Anal. Appl. Pyrol. 173, 106076 (2023). https://doi.org/10.1016/j.jaap.2023.106076
K. Saeaung, N. Phusunti, W. Phetwarotai, S. Assabumrungrat, Catalytic pyrolysis of petroleum-based and biodegradable plastic waste to obtain high-value chemicals. Waste Manag. 127, 101–111 (2021). https://doi.org/10.1016/j.wasman.2021.04.024
P.J. Donaj, W. Kaminsky, F. Buzeto, W. Yang, Pyrolysis of polyolefins for increasing the yield of monomers’ recovery. Waste Manag. 32, 840–846 (2012). https://doi.org/10.1016/j.wasman.2011.10.009
S.D.A. Sharuddin, F. Abnisa, W.M.A.W. Daud, M.K. Aroua, A review on pyrolysis of plastic wastes. Energy Convers Manag 115, 308–326 (2016). https://doi.org/10.1016/j.enconman.2016.02.037
S.M. Al-Salem, A. Antelava, A. Constantinou, G. Manos, A. Dutta, A review on thermal and catalytic pyrolysis of plastic solid waste (PSW). J Environ Manag 197, 177–198 (2017). https://doi.org/10.1016/j.jenvman.2017.03.084
E. Akbari, S.M. Alavi, M. Rezaei, Synthesis gas production over highly active and stable nanostructured Ni[sbnd]MgO[sbnd]Al2O3 catalysts in dry reforming of methane: effects of Ni contents. Fuel 194, 171–179 (2017). https://doi.org/10.1016/j.fuel.2017.01.018
D. Mei, B. Ashford, Y.L. He, X. Tu, Plasma-catalytic reforming of biogas over supported Ni catalysts in a dielectric barrier discharge reactor: effect of catalyst supports. Plasma Process. Polym. (2017). https://doi.org/10.1002/ppap.201600076
R. Miandad, M.A. Barakat, M. Rehan, A.S. Aburiazaiza, I.M.I. Ismail, A.S. Nizami, Plastic waste to liquid oil through catalytic pyrolysis using natural and synthetic zeolite catalysts. Waste Manag. 69, 66–78 (2017). https://doi.org/10.1016/j.wasman.2017.08.032
C. Kassargy, S. Awad, G. Burnens, K. Kahine, M. Tazerout, Experimental study of catalytic pyrolysis of polyethylene and polypropylene over USY zeolite and separation to gasoline and diesel-like fuels. J. Anal. Appl. Pyrol. 127, 31–37 (2017). https://doi.org/10.1016/j.jaap.2017.09.005
M.S. Abbas-Abadi, M.N. Haghighi, H. Yeganeh, A.G. McDonald, Evaluation of pyrolysis process parameters on polypropylene degradation products. J. Anal. Appl. Pyrol. 109, 272–277 (2014). https://doi.org/10.1016/j.jaap.2014.05.023
S.L. Wong, N. Ngadi, T.A.T. Abdullah, I.M. Inuwa, Conversion of low density polyethylene (LDPE) over ZSM-5 zeolite to liquid fuel. Fuel 192, 71–82 (2017). https://doi.org/10.1016/j.fuel.2016.12.008
B. Kunwar, B.R. Moser, S.R. Chandrasekaran, N. Rajagopalan, B.K. Sharma, Catalytic and thermal depolymerization of low value post-consumer high density polyethylene plastic. Energy 111, 884–892 (2016). https://doi.org/10.1016/j.energy.2016.06.024
L. Fan, Y. Zhang, S. Liu, N. Zhou, P. Chen, Y. Liu, Y. Wang, P. Peng, Y. Cheng, M. Addy, H. Lei, R. Ruan, Ex-situ catalytic upgrading of vapors from microwave-assisted pyrolysis of low-density polyethylene with MgO. Energy Convers Manag 149, 432–441 (2017). https://doi.org/10.1016/j.enconman.2017.07.039
Y. Peng, Y. Wang, L. Ke, L. Dai, Q. Wu, K. Cobb, Y. Zeng, R. Zou, Y. Liu, R. Ruan, A review on catalytic pyrolysis of plastic wastes to high-value products. Energy Convers Manag 254, 115243 (2022). https://doi.org/10.1016/j.enconman.2022.115243
T. Maqsood, J. Dai, Y. Zhang, M. Guang, B. Li, Pyrolysis of plastic species: a review of resources and products. J. Anal. Appl. Pyrol. 159, 105295 (2021). https://doi.org/10.1016/j.jaap.2021.105295
Acknowledgements
The authors would like to acknowledge the Materials Research Centre, MNIT Jaipur, and Central Analytical Facility, Manipal University Jaipur for the characterization facilities.
Funding
The authors declare that no funds, grants, or other support was received during the preparation of this manuscript.
Author information
Authors and Affiliations
Contributions
Prathwiraj Meena: conceptualization, data curation, formal analysis, validation, visualization, writing—original draft, writing—review, and editing. Surabhi Singh: sample preparation, data curation, and writing. Manisha Sharma: formal analysis. Virendra Kumar Saharan: data interpretation and data curation. Suja George: conceptualization, review, and editing. Rohidas Bhoi: conceptualization, data curation, formal analysis, investigation, methodology, supervision, validation, resources mobility, writing -review, and editing.
Corresponding author
Ethics declarations
Conflict of interest
The authors have no relevant financial or non-financial interests to disclose.
Consent to Participate
Consent to participate not applicable in this article.
Consent to Publish
All authors have consent to publish this article and given permission.
Ethical Approval
Ethical approval not applicable in this article.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Meena, P., Singh, S., Sharma, M. et al. Enhanced Oil Yield by Catalytic Pyrolysis of Thermoplastics Using Cost-Effective Spent FCC and BaCO3 and Its Valorization to Gasoline and Diesel Grade Fuel via Fractionation. Korean J. Chem. Eng. 41, 1055–1075 (2024). https://doi.org/10.1007/s11814-024-00041-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11814-024-00041-4