
Abstract
Liquefied natural gas production plants usually suffer from line blockage, which causes economic, environmental, and safety issues. The blockage, mainly caused by the solidification of heavy hydrocarbons, should be avoided or mitigated by removing the impurities as thoroughly as possible. In this work, we proposed a scheme taking cryogenic liquefied propane as absorbent to absorb heavy hydrocarbons in the liquefied natural gas production process. This paper first investigated freeze-out profiles of liquefied natural gas combined with marginal benzene and toluene by the ThermoFAST simulator, which showed that the precipitated solid tended to form under a low temperature, which posed challenges in purification. Subsequently, the feasibility of using liquefied propane as an absorbent to remove benzene and toluene was studied using Aspen Plus. A cryogenic absorption and regeneration process for liquefied natural gas purification was proposed, and factors influencing the performance were investigated. The results showed that the hydrocarbon impurities are removed more thoroughly at a high flowrate of the recycled absorbent stream. The absorption process exhibited an apparent cooling effect mainly caused by the vaporization of liquefied propane to the gas phase, and the higher operation temperature impedes the vaporization process. For a better purification effect, the system should be operated under a lower pressure or with a higher recycled absorption solution flowrate. Based on the design simulation results, utilizing liquefied propane as an absorbent to remove heavy hydrocarbons is novel and promising for LNG purification.
Graphical Abstract

Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Natural gas, among fossil fuels, is turning into one of the most crucial energy resources nowadays, mainly due to its environmentally friendly characteristics [1,2,3,4]. Combined with the pursuit of releasing the carbon emission burden and according to the publication from the International Energy Agency (IEA), the overall consumption of natural gas will share approximately at least 25% of the world energy markets in the middle of the twenty-first century [2, 5]. To facilitate the natural gas transfer process, the natural gas industry transforms a large part of it into the liquid state [6]. Liquefied natural gas (LNG), with a specific volume around 600 times smaller than that of natural gas (NG), is economically advantageous for long-distance transportation [7,8,9,10]. After conditioning, LNG is usually stored and transported in cryo-containers at a frigid temperature (about − 165 °C) and a low ambient pressure (ranging around 0.13–0.14 MPa) [11], where it is held at a boiling state [12].
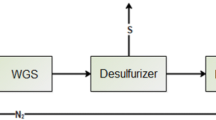
Syngas derived from the coal chemical industry is the primary feedstock for natural gas production, typically including the desulfurization process, methanation process, and direct liquefaction [13]. Although the purification technology is involved in the production process and certain specifications for the natural gas product have been met [14, 15], there are inevitably traces of impurity remaining in the NG product, such as CO, naphthalene, CnHm, H2S, etc. [13, 16, 17]. Because of a wide range of freezing points of the impurities, some impurities may cause serious harm to its utilization and the downstream production processes, especially for the LNG production process [16, 18, 19].
The process of liquefied natural gas production involves a cryogenic system, a complex that provides cooling and liquefying functions. The complex includes several heat exchangers in parallel or serial and is characterized by extremely high-power cost [20] and energy intensity [21]. At cryogenic temperatures, heavier hydrocarbons may freeze inside the exchangers, leading to potential pipeline blockage and plant shutdown. As a result, the purification process plays an important role in LNG production, which will otherwise add up to the high cost of the cryogenic process [22].
A DCS interface screenshot from a local LNG factory is shown in Fig. 1, which displays rewarming scenarios of some heat exchanger blocks that encountered clogging. Being swept by a warmer gas, the blocks would be heated up to 30°C and held for at least 6 h to melt the frozen constituents. The sweep gas was then exhausted to a torch to combust, which is apparently a violation of the current environment and carbon neutrality policies. Taking the preparation and starting up process into consideration, the rewarming process will cost more than 10 h in total. During this period, all the other apparatus has to be shut down or assist the recovery operation.

Screenshot of DCS interface during rewarming process. Note: The units in the vertical and horizontal axes are temperature (℃) and time (h), respectively
The local LNG factory employs a typical production technology and is equipped with a purification apparatus. But even in its best shape, an examination of the plant’s production records indicated that the frost blockage and shutdown occurred every 15–30 days. The frequent production disruption necessarily caused a decreased output of products and an elevated safety risk. Moreover, frequent shutdown and startup operations may negatively impact the service life of equipment. Therefore, it is significantly meaningful to explore an effective purification scheme to reduce the blockage risk.
Many species may cause blockage problems during the NG liquefaction process. They can be categorized into inorganic components (such as CO2 [1, 23], H2O [19], etc.) and organic components (such as benzene, toluene, and xylene [24, 25], or BTX [24, 26, 27] in short). In order to remove the impurities, there are processing operations incorporating the cleaning and purification of natural gas [28, 29]. Traditionally, the inorganic components are removed from the natural gas by absorption [30] or membrane separation [31,32,33]. Heavier hydrocarbons, including BTX, among others, are conventionally extracted as natural gas liquids (NGL) from natural gas by employing absorption or distillation towers [34,35,36,37]. As a commodity product, NGL is a mixture that contains considerable amounts of C2+ components [38,39,40]. Due to health and environmental concerns associated with BTX, the usage of NGL tends to be confined. Therefore, it is significant to develop a process to separate the BTX components individually and to investigate the factors influencing the performance.
The icing phenomenon of BTX components in natural gas occurs at a frigid temperature and with marginal amounts (on ppm levels). Conducting experiments in laboratories to track the detailed freezing data is challenging [41]. Siahvashi and coworkers [27] studied the melting and freezing properties of the mixture (1012-ppm benzene in methane) in a sophisticatedly customized cell, but the concentration of benzene in methane cannot be reduced to the levels where the freeze-out occurs in the LNG industry. They compared experimental results to simulation data using ThermoFAST, which indicated that this software could reasonably predict the cryogenic phase equilibrium of the natural gas–benzene system with proper specifications, but the freeze-out points (vapor to solid vapor equilibrium) have not been reported in the literature.
Some typical methods or technologies to remove heavy hydrocarbons from natural gas are presented in Table 1. The adsorption method is widely employed in the purification process in the LNG industry, and the concentration of C6+ components in the treated natural gas can be reduced to 217 ppm. If a pressure swing approach is employed in the adsorption technology, the residual C5 + components in the treated natural gas can be decreased to 10 ppm, the value of which is close to the absorption technology used to purify heavy hydrocarbons. Recently, some LNG processes employed a direct liquefaction technology to remove the impurities, but the effect of purification is not as good as mentioned above. The assessment above and Table 1 have been added to the manuscript.
As shown in Table 1, the pressure swing adsorption and the absorption have a better purification effect. However, the operations are relatively complex. The pressure swing adsorption needs a regenerating operation, and the regeneration period is comparatively long, causing a setup of at least three sets of devices. The direct liquefaction technology is a simple operation strategy, and it does not need more energy for separation. However, it is not suitable to be employed in the LNG industry due to the comparable amount of heavy hydrocarbons remaining in the treated gas.
Computer simulation using commercial software packages offers an economical way to explore phase equilibrium and process design [41,42,43]. Jin and Lim [34] investigated the process performance of proposed NGL recovery schemes using Aspen, in which the Peng–Robinson (PR) method was selected to calculate the state of the hydrocarbon mixtures. Alnili and Barifcani [44] studied the purification process of natural gas using Aspen and the PR equation of state. Akinola et al. [9] retrieved correlative state parameters from the Aspen properties databank to investigate the purification process of natural gas.
The blockage of cooling boxes that were caused by the freeze-out of heavy hydrocarbons has long been plaguing the LNG industry, causing the frequent shutdown of chemical plants. Although LNG factories employ methods or technologies to remove heavy hydrocarbons from natural gas, the blockage risk still exists. There is rarely research to investigate the freeze-out of heavy hydrocarbons during the liquefaction process of natural gas and to propose innovative processes. In this work, liquid propane is used as an absorbent to remove heavy hydrocarbon impurities in LNG. A purification scheme integrated with heat exchangers is proposed, and factors affecting the removal efficiency are investigated. The process simulation was conducted with Aspen Plus, and the version of it is V10. The discussion in this article includes: (1) the analysis on the freeze-out risks of heavy hydrocarbons in LNG production and the feasibility of removing the impurities with liquid propane; (2) the proposal and analysis of a novel absorption–regeneration flow process combined with purification and absorbent regeneration; and (3) final summarization and discussion on the proposed protocol.
Freeze-Out Risks in LNG Production and Removal Feasibility
Several lower freezing point makeups existing in natural gas tend to freeze and clog the production equipment in the cryogenic operation of the LNG production process. Wu et al. [45] conducted an experimental study on the precipitation of the CO2 component in the plate-fin heat exchanger and investigated the CO2 frosting and clogging features for the natural gas liquefaction process. Baccanelli et al. [46] modeled three typical natural gas low-temperature purification processes to study the removal of CO2 and analyzed the energy and exergy of the processes. Guido et al. [47] investigated a new removal process that used low-temperature dual- pressure distillation and studied the effect of heavier hydrocarbons on the overall process. Besides CO2, the solidification of benzene and toluene accounts for other most common causes of pipeline or heat exchanger blockage at cryogenic conditions. To reduce the risk that p-xylene would crystalize during the liquefaction of natural gas, Stringari et al. [48] investigated the solubility of solid p-xylene in liquid methane and methane + ethane mixtures and determined the limited concentration of p-xylene in the solution. Siahvashi et al. [27] studied the solid–fluid equilibrium of benzene in natural gas and analyzed the freeze-out risks at LNG processing conditions. Moreover, the presence of heavy hydrocarbons in natural gas could increase the solubility of CO2 in the liquid phase, enhancing the freeze-out risk of dry ice at subsequent cooling processes [49]. Although the freeze-out of benzene succeeded in the laboratory apparatus, it is challenging to conduct the experiment with the concentration of benzene below 100 ppm, under which the freezing feature of benzene could be essentially studied to prevent the solidification. Consequently, phase equilibrium simulators and process calculation software are effective assistance in investigating the severe process under harsh conditions [27]. To prevent or mitigate the occurrence of blockages, it is crucial to understand the phase equilibrium of the benzene–toluene–methane mixture by employing commercial simulation packages.
Freeze-Out Risks Implied by Benzene– and Toluene–Methane Equilibria
The phase transition temperatures of bi-component mixtures, consisting of benzene or toluene in addition to methane, are calculated with the ThermoFAST simulator. The composition of the bi-component mixture was first set up in the software based on molꞏmol−1, and a fixed pressure was specified in the SOLIDS panel before performing calculation. The transition temperature of vapor to SVE was obtained under the fixed composition and pressure. Then, the composition of the bi-component mixture varied to investigate the variation of the transition temperature with the composition. The results are shown in Fig. 2. As the temperature decreases, a V-SVE transition (i.e., a transition from vapor alone to a solid–vapor co-existing system, which means that there is a solid phase starting to precipitate from the gas mixture) will be encountered. For the benzene and methane mixture, the V-SVE transition temperature decreases with a lower proportion of benzene, which reduces the blockage risks during the LNG production process operated at as low as around − 160 °C. The toluene–methane mixture exhibits a similar behavior during the cooling process. To sum up, for an LNG production process, only if the benzene and toluene are removed thoroughly, the risk of equipment clogging caused by these impurities could be relieved. However, if the concentration of benzene in natural gas is higher than 1 ppm, the risk of freeze-out is still high. Therefore, the approach of pressure swing adsorption or absorption cannot eliminate the blockage risk during the liquefaction process of natural gas.

Diagrams for phase V-SVE transformation of a benzene–methane and b toluene–methane mixtures
Liquid Propane as Absorbent to Absorb Heavy Hydrocarbons
In this work, it is proposed to use liquid propane as an absorbent to remove the heavy hydrocarbon impurities in natural gas. The purification process is conducted in an absorption tower, where the two phases of vapor and liquid contact directly. Figure 3 shows the schematic of material transfers during the contacting process between liquid propane and NG. Several impurities, such as benzene and toluene, are dissolved into the liquid phase, which is accompanied by heat release. On the other hand, propane will transfer into the gas phase, and the process is endothermic. The final temperature is governed by the overall energy balance, which, in turn, affects the phase equilibria. The transfer of liquid propane is endothermic, and the system temperature will be decreased. The absorption process prefers a lower temperature, and consequently, the transfer of benzene and toluene will be advanced.

Schematic for materials transfers when the two phases are in contact
The absorption is a physical process without any chemical reactions, and the mass balance equation for this process is shown as below:
where subscripts PP, NG, RS, and TG stand for propane, natural gas, rich solution, and treated gas, respectively. \({x}_{{\text{i}}}\) and \({y}_{{\text{i}}}\) are mole fractions of component i in the liquid and vapor phases.
The energy balance equation is:
where \({Q}_{{\text{PT}}}\) is the latent heat for phase transformations, which is calculated by:
It is assumed that the outlet streams are in thermodynamic equilibrium, which is described by:
A combined diagram to investigate the absorption effect of propane is demonstrated in Fig. 4, which comprises a block layout and variations of temperatures and proportions. A pure propane stream (at 0 °C and a specified pressure) and a NG feed (at 20 °C and 100 kmol/h) are introduced into a mixer, where it is assumed that the outlet flow reaches the phase equilibrium, and the NG consists of 96 mol% methane, 2 mol% benzene, and 2 mol% toluene. After being mixed, the mixture is separated into gas and liquid streams, which are drained off as treated gas and rich solution streams, respectively.

Schematic diagram for propane-treated NG process. The process blocks include a mixer and a flash vessel. Variations of temperatures and proportions (benzene and toluene in treated gas) as a function of absorbent flowrate are illustrated
As shown in Fig. 4, a lower operating pressure or a higher amount of absorbent is desirable for the absorption of benzene and toluene. The pressures of streams pure propane and NG feed are set the same as that of the flash vessel (equal to 1, 2, and 3 MPa in the three investigated cases, respectively). The vessel was operated isolatedly to the environment, and its temperature was affected by the mixing effect and the composition transportation process between the gas and the liquid streams. The absorption process is accompanied by partial vaporization of liquid propane, which exhibits a cooling effect. As the flowrate of the absorbent increases, the temperature increases firstly and then decreases, forming a minimum point for the temperature–flowrate profile at a fixed pressure. The descending segment of the curve is due to the transformation of liquid propane to the vapor phase, which poses an evident cooling effect, but the vaporization is weakened with more absorbent fed into the column, and the increase in the temperature is observed at the later part of the temperature–flowrate curve. The temperature has a twofold effect on the purification process. Firstly, due to the enhancement of propane vaporization under lower pressure, the cooling is more evident, which will promote the absorption of impurities. Secondly, the lower temperature is adverse to the absorption of the impurities and vice versa. Consequently, compared to the scenario under low pressure, the absorption effect is not superior at higher pressure.
As the flowrate of absorbent introduced into the flash vessel increases, benzene and toluene were both absorbed more into the liquid phase. The high pressure does not exhibit a positive effect on the purification, owing to the higher operating temperature caused by higher pressure. On the same condition, the proportion of toluene in the treated gas is apparently lower than that of benzene, meaning that it is easier to remove toluene from natural gas than benzene. Consequently, compared to benzene, toluene is more prone to be absorbed by the absorbent solution.
The Design Scheme of Absorption–Regeneration Process
In practice, the purification process and the regeneration process are always combined to reduce production costs. This work proposed an absorption–regeneration design, including an absorption tower served as the absorption process and two distillation columns employed to separate benzene and toluene from the rich solution, respectively. The simulation diagram in Aspen Plus is shown in Fig. 5. The feedstock stream NG is introduced into the bottom of an absorption column COL-A, the top of which receives the cycled absorbent solution CAB-4. The flow pattern in this column is countercurrent. The purified stream NG1 and the remnant phase S-1 leave from the top and the bottom, respectively. Stream NG1 is fed to a flash tank SEP-4, where the outlet stream CNG3 is at the dew point. The flash tank SEP-1 is used to ensure that stream S-2 is at the saturated state before being fed into refinery tower SEP-2, and the vapor fraction in SEP-1 was set as 0.0001. The main function of SEP-2 is to remove most of the remaining methane gas from S-2. The bottom stream of the tower S-3 is fed into a distillation tower SEP-3. The propane-rich stream AB-1 is recycled, and the heavy components are collected in the bottom stream HH. The fresh propane stream PROP, to make up for the propane loss, is mixed with stream CAB-1 in mixer M-1. The mixture stream CAB-2 is fed, together with stream AB-1, into mixer M-2. The outlet stream CAB-3, after being cooled in HE-1, is recycled back into COL-A. Heat exchangers HE-2, HE-3, and HE-4 are used to cool the corresponding streams to a specified temperature, and the outlet streams are blended in mixer M-3 to flow out as stream CNG. The specifications of units illustrated in Fig. 5 are listed in Table 2.

Simulation diagram of purification and regeneration loop combined with cryogenic process
The Peng–Robinson is selected as the property method for simulation. There is an absorption solution recycle loop in the purification process, which needs an appropriate calculation sequence to reach a converged solution. To investigate the influencing factors on the purification process, the flowrate of the recycled stream CAB-4 should be fixed at a specified value. The solution strategy is shown in Fig. 6. Stream CAB-4 is set as the tear stream, whose values in two consecutive iterations are compared to determine whether convergence is reached. In order to achieve the required flowrate of CAB-4, a design specification is provided. It also serves as a variable to meet the specification of benzene proportion in NG1. The design specification, placed in the dashed box, is installed inside the calculation loop. It gives rise to, together with the ultimate judging step, converged results with the aimed CAB-4 flowrate. The outer loop path is to adjust flowrates and component concentrations, and the total flowrate of CAB-4 is updated in the inner loop path, which works together to achieve both the specified flowrate and a converged solution of CAB-4.

Diagram of the calculation scheme. The calculation sequence is induced from the tear stream specification, the design specification, and a calculator
For the purpose of transportation, propane is entrained off by streams CNG3, CNG2, and CNG1. Therefore, a pure propane compensation stream PROP is added to make up for the propane loss. The calculating equation for the compensation amount is shown in Fig. 6. This is implemented in calculator C-1, which is included in the calculation sequence.
In the calculation scheme, the cycle absorbent stream CAB-4 was chosen as the tear stream, which was initialized at the start, and a design specification control was followed. In the design specification link, the total flowrate of CAT-4 was employed as the vary variable, which was adjusted to satisfy the specification of benzene proportion in NG1. After the completion of the design specification process, the calculation flows along the unit operations, including COL-A, SEP-1, SEP-2, SEP-3, SEP-4, C-1, M-1, M-2, and HE-1. Next, a comparation process was performed to judge the convergence of the calculation loop, and the whole calculation flow ended up with the convergence of CAB-4.
Results and Discussion
The effect of absorbent stream CAB-4 on the proportion of benzene in treated gas NG1 is shown in Fig. 7. A higher flowrate of the absorbent enhances the purification. However, the trend exhibits the law of diminishing returns. A higher pressure will hinder the purification under the same CAB-4 flowrate, which is seen throughout the flowrate range. As discussed above, the operation under a higher temperature does not achieve a favorable absorption effect.

Comparison of benzene mole fractions (ppm) under different pressures as a function of flowrates of the recycled absorbent stream CAB-4
During the contact of the two phases in absorption column COL-A, the interplay between the volatilization of propane and the liquefaction of benzene, which are accompanied by significant heat effects, will determine the temperature and compositions at equilibrium. The influences of the recycled absorbent solution CAB-4 on temperatures and propane proportions in treated gas at three different pressures, 1 MPa, 2 MPa, and 3 MPa, are presented in Fig. 8. When a higher amount of absorbent solution contacts with the natural gas, more propane will be entrained by transport into the vapor phase, but the distribution coefficient of propane in the two phases is subject to the thermodynamic equilibrium. Therefore, both the propane proportion and the temperature in the treated gas will increase. The pressure has a negative effect on the gasification of propane, which leads to a lowered propane concentration in treated gas NG1 at a lower pressure. Under a lower pressure, more components would vaporize, which leads to a declined temperature.

Effect of propane-rich absorbent CAB-4 on a temperature and b propane concentration in the treated gas NG1
As discussed above, the absorption process in COL-A is a complex process that involves gasification and liquefaction and exhibits significant heat effects. The profiles of temperature and component concentrations (benzene, ethylene, and propane in vapor phases) in the absorption column COL-A are shown in Fig. 9. Different flowrates of the cycled absorbent solution CAB-4, 15, 30, 50, 70, and 85 kmol/h are investigated under an operation pressure of 3 MPa. As shown in Fig. 9a, the temperature on the top is lower than that on the bottom, excluding two abnormal points (CAB-4 15 kmol/h and 30 kmol/h on stage 5). The abnormalities could be attributed to the gasification on stage 5. The vapor flowrate profiles and the related vaporization (or condensation) amounts of the vapor phases on the stages are shown in Fig. 10. The flowrates difference of vapor phases flowing to GASin and leaving from GASout an identified stage would in part reflect the overall phase transfer direction on the stage. As the flowrates difference is computed by GASin – GASout, then a positive value means a condensation process, and a negative one corresponds to a gasification process. As shown from Fig. 10, at a flowrate of 15 kmol/h, the amount of gasification on stage 5 is the lowest among the conditions studied. The temperature of trays is primarily determined by the amount of the gasification or the liquification, which leads to the trend in Fig. 9a.

Profiles of a temperatures and vapor phase concentrations of b benzene, c ethylene, and d propane

Vapor flowrates profiles and vaporization (or condensation) amounts in COL-A under different CAB-4 flowrates: a 15 kmol/h, b 50 kmol/h, and c 85 kmol/h. Note: GASout is the gas stream that flows out of a stage, and GASin is the gas stream that flows into a stage; the (N + 1)th GASout is equal to the (N)th GASin because the gas flows from bottom to top
As shown in Fig. 9b, the benzene absorption course mainly occurs on stage 5, followed by stage 4. A higher absorbent amount will result in a lower benzene concentration in gas phases, which indicates that increasing the amount of absorption solution will enhance purification. Natural gas typically contains some impurities, such as ethylene, which may transfer into the solution of liquid propane. Compared with using pure liquid propane, it is more complicated with the mixed solution during the cyclic purification process. There is an inevitable transfer of ethylene from the NG phase to an absorbent solution, and temperature affects the transportation process, among other factors. Figure 9c shows the distribution of ethylene in vapor phases through the column, and its concentration reduces along with the upward flow of the NG gas. An exceptional point (CAB-4 15 kmol/h, on stage 5) is detected, which could be explained by the abnormal temperature trend in Fig. 9a. The more CAB-4 is fed into the column, the higher the absorption capacity is, and the less ethylene will remain in NG. Opposite to the ethylene profile, more propane vaporizes into the gas phase as the amount of CAB-4 increases.
The amount of phase transfer is affected directly by how much absorbent is fed into the column, as shown in Fig. 10. When the flowrate of CAB-4 increases, more components would vaporize into the gas phase on stage 5, but the liquefaction will increase in stage 1. The inadequate vaporization will negatively impact the cooling of pre-treated NG, and consequently, a high amount of remnant benzene will be observed, as shown in Fig. 9b. Natural gas NG and recycled absorption solution CAB-4, as fresh vapor and liquid feeds, are introduced onto stages 5 and 1, respectively. The gasification of propane and the liquefaction of methane occurred remarkably on stages 5 and 1 accordingly, which are the main reason for a decrease and an increase in vapor flowrates on stages 1 and 5.
Similar to the traditional LNG manufacture process, the proposed scheme combining cryogenic and heat-exchanging operations is energy-intensive. It is meaningful to investigate variables that affect the energy consumptions of the system. The energy transfers on various blocks under conditions, such as heat exchangers operating at different temperatures. It is meaningful to transform the energy expenses into specified forms, which could be summed up to reflect the total energy deficiency or abundance.
The net equivalent methane method [16, 50, 51] is adopted here to analyze energy consumptions, in which the required heat of blocks or modules is converted into the equivalent methane flowrate referring to the environmental temperature, shown in Eqs. (5) and (6):
where boiler efficiency \({\eta }_{{\text{B}}}\) is 0.8834 [52].
where the second law efficiency \({\eta }_{{\text{SL}}}\) and the efficiency of combined cycle power plant \({\eta }_{{\text{PP}}}\) are 0.5074 [53] and 0.61 [54], respectively.
In a heat exchanger, temperature varies along the flow path. Dividing the exchanger into finite elements and summarizing the equivalent methane of every element yield:
An evaluation of the integral in Eq. (7) yields:
To calculate energy consumptions for unit mass of feedstocks, the equivalent methane is further converted into the reduced equivalent methane consumption \({m}_{R}\):
The energy consumers considered in the “net equivalent methane method,” and the temperature levels during the simulation are summarized and presented in Table 3.
The equivalent methane consumptions under the specified benzene purity and pressures are presented in Fig. 11. As shown, the cost of methane goes up as the purity of treated natural gas NG1 increases. When the system is operated at a higher pressure, the consumption of equivalent methane increases, or the pressure has an adverse effect on the energy efficiency.

Influence of benzene proportion on reduced equivalent methane consumptions
Conclusion
In the natural gas liquefaction process, the natural gas is fed into the cooling box to liquify into liquid. However, heavy hydrocarbons remaining in natural gas may crystalize during the early stage of liquefaction operation, causing the blockage of the apparatus. In this work, we proposed a novel technology to remove the heavy hydrocarbons in natural gas to avoid the blockage risk in the cooling box, and the process proposed can be operated just before the natural gas enters the cooling box.
The main aim of this paper is to propose liquid propane as a novel absorbent for the removal of benzene and toluene existing in natural gas, mitigating the clogging risk during the LNG production process. In this work, the transformation point from vapor to solid–vapor equilibrium for methane–benzene and methane–toluene was calculated with the ThermoFAST simulator, and results show that the higher concentration of benzene or toluene is prone to solidification under a low temperature, which indicates that the removal of benzene or toluene is a critical factor in avoiding the clogging of LNG equipment caused by the freezing-out of the benzene or toluene during the liquefaction operation. During the primary analysis, the liquid propane exhibits a good ability of benzene and toluene absorption, and the absorption process is accompanied by intensive mass and heat transfer, which, in turn, leads to a cryogenic effect and promotes the purification of natural gas. The amount of residual impurities is affected by both flowrates of absorption solution and pressure. A lower operating pressure is desired for the removal of impurities. To sum up, liquid propane is shown to be a promising absorbent for the purification of natural gas, especially for benzene and toluene removal.
Based on the feasibility analysis, an absorption loop, combined with a heat-exchanging process, is proposed to remove heavy hydrocarbons and to regenerate the absorbent. Factors affecting the purification effect and energy consumptions are investigated. As the flowrate of the recycled absorbent stream increases, hydrocarbon impurities are removed more thoroughly. The absorption process to remove heavy carbons involves the vaporization of liquid propane to the gas phase, which is endothermic and, therefore, decreases the system’s operating temperature significantly. As discussed above, a lower operating pressure results in a lower operating temperature of the system, which benefits the absorption process. For enhanced purification, the system should be operated under a lower pressure or with a higher recycled absorption solution flowrate.
Data availability
All relevant data are within the manuscript and shared publicly.
Abbreviations
- \({F}_{0}\) :
-
Total molar flowrate of feedstock [kmol/h]
- \({m}_{0}\) :
-
Total mass flowrate of feedstock [kg/h]
- \({\eta }_{{\text{B}}}\) :
-
Boiler efficiency
- \({\eta }_{{\text{PP}}}\) :
-
Efficiency of combined cycle power plant
- \({\eta }_{{\text{SL}}}\) :
-
Second law efficiency of thermodynamic
- \({F}_{{\text{EM}}}\) :
-
Equivalent methane flowrate [kg/h]
- \({Q}_{{\text{i}}}\) :
-
Heat flow of i’th block (or module)
- \({T}_{0}\) :
-
Environmental temperature (20 °C)
- \({T}_{{\text{i}}}\) :
-
Temperature of i’th block (or module)
- \({H}_{{\text{HM}}}\) :
-
Combustion heat of methane [50,000 kJ/kg]
- \({m}_{{\text{R}}}\) :
-
Reduced equivalent methane consumption
- F :
-
Molar flowrate [kmol/h]
- \({T}_{{\text{in}}}\) :
-
Temperature of feed-in
- \({T}_{{\text{out}}}\) :
-
Temperature of feed-out
- \({C}_{{\text{CAL}}}\) :
-
Concentration calculated
- \({C}_{{\text{s}}}\) :
-
Concentration specified
- \(\eta \) :
-
Efficiency
- Col:
-
Column
- Sep:
-
Separator
- AB:
-
Absorbent
- CAB:
-
Cycled absorbent
- PROP:
-
Propane
- S :
-
Stream
- h :
-
Vaporization enthalpy
- CNG:
-
Compressed natural gas
- LNG:
-
Liquefied natural gas
- NG:
-
Natural gas
- DCS:
-
Distributed control system
- CAB:
-
Cyclic absorbent
- TG:
-
Treated gas
- PT:
-
Phase transformation
- x :
-
Component proportion in liquid
- y :
-
Component proportion in vapor
- K :
-
Constant of phase equilibrium
- L:
-
Liquid
- G:
-
Gas
- PP:
-
Pure propane
- Tol:
-
Toluene
- Vap:
-
Vaporization
- Ben:
-
Benzene
- Meth:
-
Methane
- Lq:
-
Liquefaction
- CAL:
-
Calculation
References
C. Song et al., Natural gas purification by heat pump assisted MEA absorption process. Appl. Energy 204, 353–361 (2017). https://doi.org/10.1016/j.apenergy.2017.07.052
M.A. El-Okazy, L. Liu, Y. Zhang, S.E. Kentish, The impact of water, BTEX compounds and ethylene glycol on the performance of perfluoro(butenyl vinyl ether) based membranes for CO2 capture from natural gas. J. Membr. Sci. (2022). https://doi.org/10.1016/j.memsci.2022.120557
M.S. Niasar, M. Amidpour, Conceptual design and exergy analysis of an integrated structure of natural gas liquefaction and production of liquid fuels from natural gas using Fischer-Tropsch synthesis. Cryogenics 89, 29–41 (2018). https://doi.org/10.1016/j.cryogenics.2017.11.002
W. Won, S.K. Lee, K. Choi, Y. Kwon, Current trends for the floating liquefied natural gas (FLNG) technologies. Korean J. Chem. Eng. 31, 732–743 (2014). https://doi.org/10.1007/s11814-014-0047-x
L. Fan et al., A deep reinforcement learning-based method for predictive management of demand response in natural gas pipeline networks. J. Clean. Prod. (2022). https://doi.org/10.1016/j.jclepro.2021.130274
Ł Tomków, M. Cholewiński, Modelling of a novel power-generating cycle for the utilization of the cold exergy of liquid natural gas with the adjustable parameters of working fluid. Energy Convers. Manag. (2019). https://doi.org/10.1016/j.enconman.2019.112178
J. Park, F. You, H. Mun, I. Lee, Liquefied natural gas supply chain using liquid air as a cold carrier: novel method for energy recovery. Energy Convers. Manag. (2021). https://doi.org/10.1016/j.enconman.2020.113611
S. Kumar et al., LNG: an eco-friendly cryogenic fuel for sustainable development. Appl. Energy 88, 4264–4273 (2011). https://doi.org/10.1016/j.apenergy.2011.06.035
T.E. Akinola, E. Oko, M. Wang, Study of CO2 removal in natural gas process using mixture of ionic liquid and MEA through process simulation. Fuel 236, 135–146 (2019). https://doi.org/10.1016/j.fuel.2018.08.152
I. Lee, F. You, Systems design and analysis of liquid air energy storage from liquefied natural gas cold energy. Appl. Energy 242, 168–180 (2019). https://doi.org/10.1016/j.apenergy.2019.03.087
I. Szczygiel, Z. Bulinski, Overview of the liquid natural gas (LNG) regasification technologies with the special focus on the Prof. Szargut’s impact. Energy 165, 999–1008 (2018). https://doi.org/10.1016/j.energy.2018.10.031
M.A. Ancona et al., Investigation on small-scale low pressure LNG production process. Appl. Energy 227, 672–685 (2018). https://doi.org/10.1016/j.apenergy.2017.08.084
J. Li et al., Life cycle assessment of liquefied natural gas production from coke oven gas in China. J. Clean. Prod. (2021). https://doi.org/10.1016/j.jclepro.2021.129609
X. Chen, G. Liu, W. Jin, Natural gas purification by asymmetric membranes: an overview. Green Energy Environ. 6, 176–192 (2021). https://doi.org/10.1016/j.gee.2020.08.010
B. Shirani, T. Kaghazchi, M. Beheshti, Water and mercaptan adsorption on 13X zeolite in natural gas purification process. Korean J. Chem. Eng. 27, 253–260 (2010). https://doi.org/10.1007/s11814-009-0327-z
O.T. Qazvini, S. Fatemi, Modeling and simulation pressure–temperature swing adsorption process to remove mercaptan from humid natural gas; a commercial case study. Sep. Purif. Technol. 139, 88–103 (2015). https://doi.org/10.1016/j.seppur.2014.09.031
K. Chen, F. Khan, X. Jing, Safety assessment of natural gas purification plant. Process. Saf. Environ. Prot. 113, 459–466 (2018). https://doi.org/10.1016/j.psep.2017.11.012
A. Ali et al., Synthesis and mixed integer programming based optimization of cryogenic packed bed pipeline network for purification of natural gas. J. Clean. Prod. 171, 795–810 (2018). https://doi.org/10.1016/j.jclepro.2017.10.060
I.I.I. Alkhatib, F. Llovell, L.F. Vega, Assessing the effect of impurities on the thermophysical properties of methane-based energy systems using polar soft-SAFT. Fluid Phase Equilib. (2021). https://doi.org/10.1016/j.fluid.2020.112841
B. Ghorbani, M. Mehrpooya, M.-H. Hamedi, M. Amidpour, Exergoeconomic analysis of integrated natural gas liquids (NGL) and liquefied natural gas (LNG) processes. Appl. Therm. Eng. 113, 1483–1495 (2017). https://doi.org/10.1016/j.applthermaleng.2016.11.142
W. Stanek et al., Thermo-ecological assessment of stirling engine with regenerator fed with cryogenic exergy of liquid natural gas (LNG). Energy 185, 1045–1053 (2019). https://doi.org/10.1016/j.energy.2019.07.116
M.V. Rocco, S. Langè, L. Pigoli, E. Colombo, L.A. Pellegrini, Assessing the energy intensity of alternative chemical and cryogenic natural gas purification processes in LNG production. J. Clean. Prod. 208, 827–840 (2019). https://doi.org/10.1016/j.jclepro.2018.10.108
K. Nasrifar, M. Moshfeghian, Prediction of carbon dioxide frost point for natural gas and LNG model systems. J. Natural Gas Sci. Eng. (2020). https://doi.org/10.1016/j.jngse.2020.103206
S.Z.S. Al Ghafri et al., Phase equilibrium studies of high-pressure natural gas mixtures with toluene for LNG applications. Fluid Phase Equilib. (2020). https://doi.org/10.1016/j.fluid.2020.112620
L.P.L.M. Rabou, L. Bos, High efficiency production of substitute natural gas from biomass. Appl. Catal. B 111–112, 456–460 (2012). https://doi.org/10.1016/j.apcatb.2011.10.034
D. Kim, T. Gundersen, Use of exergy efficiency for the optimization of LNG processes with NGL extraction. Energy (2020). https://doi.org/10.1016/j.energy.2020.117232
A. Siahvashi, S.Z.S. Al Ghafri, E.F. May, Solid-fluid equilibrium measurements of benzene in methane and implications for freeze-out at LNG conditions. Fluid Phase Equilib. (2020). https://doi.org/10.1016/j.fluid.2020.112609
J. Chebeir, S.D. Salas, J.A. Romagnoli, Operability assessment on alternative natural gas liquids recovery schemes. J. Nat. Gas Sci. Eng. (2019). https://doi.org/10.1016/j.jngse.2019.102974
T. Koyun, M. Kunduz, H.F. Oztop, I. Ucgul, Comparison of purification processes of natural gas obtained from three different regions in the world. J. Nat. Gas Chem. 21, 61–68 (2012). https://doi.org/10.1016/s1003-9953(11)60334-4
W.H. Tay, K.K. Lau, L.S. Lai, A.M. Shariff, T. Wang, Current development and challenges in the intensified absorption technology for natural gas purification at offshore condition. J. Nat. Gas Sci. Eng. (2019). https://doi.org/10.1016/j.jngse.2019.102977
D.G. Pahinkar, S. Garimella, A novel temperature swing adsorption process for natural gas purification: part I, model development. Sep. Purif. Technol. 203, 124–142 (2018). https://doi.org/10.1016/j.seppur.2018.04.020
J. Yang et al., Modified rubbery siloxane membranes for enhanced C3+ hydrocarbon recovery from natural gas: pure and multicomponent gas permeation evaluation. Sep. Purif. Technol. (2020). https://doi.org/10.1016/j.seppur.2020.116774
A. Arias-Durán, L. Giuliani, N.B.D. Accorso, D. Grondona, S. Goyanes, Thin films of polymerized acetylene by RF discharge and its benzene absorption ability. Surf. Coat. Technol. 216, 185–190 (2013). https://doi.org/10.1016/j.surfcoat.2012.11.063
C. Jin, Y. Lim, Economic evaluation of NGL recovery process schemes for lean feed compositions. Chem. Eng. Res. Des. 129, 297–305 (2018). https://doi.org/10.1016/j.cherd.2017.11.027
V. Sage et al., High-pressure cryogenic distillation data for improved LNG production. Sep. Puri. Technol. (2019). https://doi.org/10.1016/j.seppur.2019.115804
A. Jalali, M. Lotfi, S. Zilabi, A.H. Mohammadi, Recovery enhancement of liquid hydrocarbons in dew point control unit of natural gas processing plant. Sep. Sci. Technol. 55, 1407–1414 (2019). https://doi.org/10.1080/01496395.2019.1591450
H. Yoo, M. Binns, M.-G. Jang, H. Cho, J.-K. Kim, A design procedure for heat-integrated distillation column sequencing of natural gas liquid fractionation processes. Korean J. Chem. Eng. 33, 405–415 (2015). https://doi.org/10.1007/s11814-015-0139-2
S. Yoon, M. Binns, S. Park, J.-K. Kim, Development of energy-efficient processes for natural gas liquids recovery. Energy 128, 768–775 (2017). https://doi.org/10.1016/j.energy.2017.04.049
S. Yoon, J.-S. Oh, J.-K. Kim, Dynamic simulation and control of natural gas liquids recovery process. J. Clean. Prod. (2020). https://doi.org/10.1016/j.jclepro.2020.120349
A. Vatani, M. Mehrpooya, B. Tirandazi, A novel process configuration for co-production of NGL and LNG with low energy requirement. Chem. Eng. Process. 63, 16–24 (2013). https://doi.org/10.1016/j.cep.2012.10.010
T.J. Hughes et al., High pressure multi-component vapor-liquid equilibrium data and model predictions for the LNG industry. J. Chem. Thermodyn. 113, 81–90 (2017). https://doi.org/10.1016/j.jct.2017.05.023
M. Ghanbari, M. Ahmadi, A. Lashanizadegan, A comparison between Peng-Robinson and Soave-Redlich-Kwong cubic equations of state from modification perspective. Cryogenics 84, 13–19 (2017). https://doi.org/10.1016/j.cryogenics.2017.04.001
R. Seyed Ahmad, S. Setareh, A modified Peng-Robinson equation of state for heavy hydrocarbons. Russ. J. Phys. Chem. A 93, 625–630 (2019). https://doi.org/10.1134/s0036024419040228
F. Alnili, A. Barifcani, Simulation study of sweetening and dehydration of natural gas stream using MEG solution. Can. J. Chem. Eng. 96, 2000–2006 (2018). https://doi.org/10.1002/cjce.23132
J. Wu, T. He, Y. Ju, Experimental study on CO 2 frosting and clogging in a brazed plate heat exchanger for natural gas liquefaction process. Cryogenics 91, 128–135 (2018). https://doi.org/10.1016/j.cryogenics.2018.03.001
M. Baccanelli, S. Langé, M.V. Rocco, L.A. Pellegrini, E. Colombo, Low temperature techniques for natural gas purification and LNG production: an energy and exergy analysis. Appl. Energy 180, 546–559 (2016). https://doi.org/10.1016/j.apenergy.2016.07.119
G. De Guido, M.R. Fogli, L.A. Pellegrini, Effect of heavy hydrocarbons on CO2 removal from natural gas by low-temperature distillation. Ind. Eng. Chem. Res. 57, 7245–7256 (2018). https://doi.org/10.1021/acs.iecr.8b00614
P. Stringari et al., Fluid Phase Equilib. (2022). https://doi.org/10.1016/j.fluid.2022.113406
S. Langé, L.A. Pellegrini, Energy analysis of the new dual-pressure low-temperature distillation process for natural gas purification integrated with natural gas liquids recovery. Ind. Eng. Chem. Res. 55, 7742–7767 (2016). https://doi.org/10.1021/acs.iecr.6b00626
L.A. Pellegrini, G. De Guido, V. Valentina, Energy and exergy analysis of acid gas removal processes in the LNG production chain. J. Nat. Gas Sci. Eng. 61, 303–319 (2019). https://doi.org/10.1016/j.jngse.2018.11.016
D.J. Ramberg, Y.H. Henry Chen, S. Paltsev, J.E. Parsons, The economic viability of gas-to-liquids technology and the crude oil–natural gas price relationship. Energy Econ. 63, 13–21 (2017). https://doi.org/10.1016/j.eneco.2017.01.017
H. Hajebzadeh, A.N.M. Ansari, S. Niazi, Mathematical modeling and validation of a 320 MW tangentially fired boiler: a case study. Appl. Therm. Eng. 146, 232–242 (2019). https://doi.org/10.1016/j.applthermaleng.2018.09.102
N. Norouzi, S. Talebi, P. Najafi, Thermal-hydraulic efficiency of a modular reactor power plant by using the second law of thermodynamic. Ann. Nucl. Energy (2021). https://doi.org/10.1016/j.anucene.2020.107936
J. Kotowicz, M. Brzęczek, Analysis of increasing efficiency of modern combined cycle power plant: a case study. Energy 153, 90–99 (2018). https://doi.org/10.1016/j.energy.2018.04.030
Acknowledgements
This work was supported by Natural Science Foundation of Shandong Province [Grant Number ZR2018LB030].
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Dong, K., Rong, Q., Xiao, R. et al. The Removal of Benzene and Toluene in Natural Gas with Cryogenic Liquid Propane: Effects and a Cyclic Purification Process. Korean J. Chem. Eng. 41, 1029–1043 (2024). https://doi.org/10.1007/s11814-024-00032-5
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11814-024-00032-5