
Abstract
The paper presents a novel methodology to form disc springs made of metastable austenitic stainless steel using incremental sheet forming (ISF), which is also used to generate compressive residual stresses. The research aims at replacing the shot peening process which has various disadvantages such as a change in disc spring geometry and replacing it with a method that allows a better control of spring properties. Two different methodologies were developed. Firstly, ISF was used to selectively induce the residual stresses in conventionally formed disc springs. Secondly, ISF was used to form the disc spring and to induce the residual stresses during the actual forming process. Residual stresses were measured using bore-hole-drilling. For both methodologies, ISF induces higher compressive residual stresses in the disc spring and a higher spring force in comparison to conventional disc springs. The changes in the spring properties is due to the formation of deformation-induced martensite, which is characterized by using metallurgical investigations and disc compression test. Hence, the strategies developed using ISF can be employed as an alternative forming process for disc springs with integrated surface treatment.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Metastable austenitic stainless steels (MASS) are classified as transformation induced plasticity (TRIP) steels since the plastic deformation, either during the forming process or during service loads can cause a strain-induced austenite-to-martensite transformation. This is due to fact that the austenite phase is not thermodynamically stable at room temperature. Two types of martensite transformation may occur in the austenitic steels, i.e., γ to ε and γ to α′. The γ-phase is the parent face centred cubic (fcc) austenitic phase. The ε-martensite has a hexagonal closed packed (hcp) crystallographic structure, whereas the α′-martensite has a body-centered tetragonal (BCT) structure. These transformation act as a strengthening mechanism for these steels and make them a suitable candidate for various applications. The α-martensite is of interest, as it increases the work-hardening and affects the ductility of the steels. Due to their unique combination of strength, ductility, corrosion resistance and resistance to stress relaxation, MASS are a common choice for the manufacturing of disc springs [1, 2].
Disc springs are an important and common part in the field of mechanical engineering and find applications in cases where a high spring force is needed in a limited installation space [3]. They must meet high demands on the stability of the spring characteristics i.e. avoiding stress relaxation and having high fatigue strength during operation. Possible applications of disc springs are limited by the development of tensile residual stresses during loading. Hence, to increase the operating limits of a disc spring, compressive residual stresses are generated using shot peening [4]. In shot peening, small metal balls are shot onto the metal components to generate high compressive residual stresses and in turn surface hardening, which prevents the nucleation of fatigue cracks [5, 6]. Shot peening is currently the most extensively utilized surface treatment technique. It improves the fatigue resistance of the components by generating residual compressive stresses in the surface [7]. The production sequence for conventional manufacturing of disc springs followed by shot peening is presented in Fig. 1.

Production line of the conventional disc spring with subsequent shot peening operation
Shot peening is an expensive, time consuming and stochastic process, with the outcome of the process being highly dependent on the values of the process parameters [8]. Shot peening can produce adverse effects such as an increase in surface roughness and a decrease in the fatigue resistance of the components for excessively shot peened components [9, 10]. Further, Doman et al. [4] analysed the residual stresses in ashot-peened diaphragm spring and noted a meaningful change in the free height of the spring after the shot peening treatments. This occurs due to the fact that the magnitude of the residual stresses induced by shot peening is almost constant in the radial and the circumferential direction. Compressive stresses in the radial direction are not desired, because they change the spring shape, i.e., the free height, and its characteristics. Hence, the optimal conditions for the generation of residual stresses in the disc springs is that circumferential stresses should be highest with radial stresses as low as possible. This control is not possible with the shot peen treatment.
In the present study, ISF is presented as an alternative technique for generating compressive residual stresses in disc springs. The major advantage is that ISF can be used to control the generation of the residual stresses in radial and transverse direction by varying the process parameters of ISF. ISF is characterized as localized forming mechanism, where a small tool moves along a pre-defined path progressively forming the part to its final shape. This localized deformation mechanism allows the sheet to be stretched well beyond the conventional forming limit curves (FLC) [11]. Hence, due to high deformation, the process induces high residual stresses in the formed components. Until now, studies [12,13,14] are presented in the literature that discuss and try to minimize the intensity of these residual stresses in SPIF but in the current study, instead of suppression, the targeted use of these residual stresses is envisioned.
For the sake of completeness, a brief overview of the literature discussing the effects of ISF and shot peening on MASS is presented. To the knowledge of authors, only a limited number of publications deals with the effect of shot peening and ISF on the state of the residual stresses in MASS. In this regard, Katajarinne et al. [15] presented a novel approach for controlling the material properties, i.e., strength and ductility for MASS during incremental sheet forming (ISF). The method was based on the modelling and control of the formation of strain-induced martensite. Kleber and Barroso [16] used shot peening on AISI 304 L samples and showed that the highest compressive residual stresses are present at the depth where the maximum percentage of induced martensite occurs. Further, they determined the stress evolution for both the martensite and austenite phase, along with the martensite volume fraction. Four different mechanical surface treatment techniques were performed on AISI 304L by Turski et al. [17]. They performed the residual stress analysis and microstructure characterization for these techniques and showed near surface compressive stresses along with the deformation-induced martensite. Fu et al. [18] studied microstructure and surface layer properties of 18CrNiMo7-6 steel and found that for optimized shot peening, the maximum compressive stresses are located at the depth of 20 µm. Fragas et al. [8] examined the effect of shot peening on the behaviour of AISI 301 LN steel in annealed and cold-rolled form. They found an extensive plastic deformation and phase transformation in the annealed specimen as compared to the cold rolled sample. Further, they found an enhanced fatigue limit for the cold-rolled specimen. With regards to finite element simulations of the residual stresses in MASS, Halilovic et al. [19] proposed the very first numerical simulation of the residual stress state in AISI 304 steel with a single laser shot. They stated that the residual stresses are mainly due to phase transformations at low temperatures whereas, at elevated temperatures, they are due to plastic deformation. Further, Guiheux et al. [20] used numerical simulation to study the impact of a single spherical shot on AISI 301LN sheet. The change in volume fraction of the martensite and the residual stresses was analysed.
The targeted use of residual stresses generated by ISF has not been discussed in the literature so far. The main goal of the present study is to present a novel methodology that uses ISF as an integrated forming and surface treatment technique for disc springs made of MASS. In this regard, two different strategies are investigated. In the first strategy, ISF is used to change the residual stress state of the conventionally formed disc springs by moving the hemispherical tool over the surface under pressure. In the second strategy, ISF is used to form the disc springs and induce the desired residual stresses in the same forming step. The results on the changes in microstructure, volume fraction of the martensite and the changes in the mechanical properties due to these treatments by ISF are presented. Further, the conventionally formed disc springs are used as a reference and the comparison of the mechanical properties like residual stresses, spring force and the martensite content is carried out with the surface-treated and incrementally formed disc spring. The comparison to the reference disc spring is used to establish the feasibility of the developed strategies. For strategy 1, the aim is to use ISF as an alternative surface treatment technique. This is verified by comparing the near-surface compressive residual stresses and the spring properties of reference springs with and without ISF treatment. Strategy 2 aims at forming the disc spring and inducing the desired residual state in the disc spring in single step.
2 Materials and methods
2.1 Material and the disc spring geometry
The sheet blanks and the disc springs examined in the current study are made of the stainless steels AISI 301 and AISI 304. These metastable austenitic stainless steels (MASS) are common materials used for commercial disc springs. The chemical composition of both the materials is presented in the Table 1.
A variety of different spring geometries are investigated in the current study. In total, four different geometries are taken into consideration. The notation used for the dimensions of the investigated disc springs are presented in Fig. 2.

Schematic diagram of the investigated disc springs
\({D_e}\) and \({D_i}\) represent the external and internal diameter of the disc spring, respectively, \(t\), \({l_0}\) and \({h_0}\) represent the thickness, free height of the disc spring and the cone height. All investigated geometries are based on the same schematic and are identified by the term \({D_e}\)/\({D_i}\)/\(t\). Hence, the four investigated geometries are 40/20.8/1, 99/70/1, 85/50/0.8 and 80/36/3. All dimensions are in mm. Further, the two faces of the disc spring referred to as top-face and bottom-face. The latter is the face experiencing tensile circumferential stresses during compression of the spring.
2.2 Process mechanism and variant of the ISF process
It is important to consider that unlike conventional materials, the strain hardening in MASS is based on the martensite transformation of FCC austenite to BCT martensite. Different studies [21, 22] indicate that a significant increase in strength for MASS can be achieved by mechanical surface hardening processes. For the current work, ISF is used to achieve this surface hardening. It is important to consider that the basic principle of both proposed strategies is similar to deep rolling, where the Hertzian contact stress between the tool and the material creates near to the surface an influence zone, which penetrates up to a certain depth in the material. The MASS undergoes martensite transformation in this zone, resulting in a strain hardening and generation of the compressive residual stresses near the surface. This principle for ISF is illustrated in Fig. 3.

Surface hardening of the components by incremental sheet forming (ISF)
A simple 2D simulation employing an isotropic elastic–plastic material model is performed to understand the build-up of stresses in the disc springs under normal loading conditions. The plot of the stresses in the tangential direction in Fig. 4. indicates a build-up of the compressive residual stresses on the top surface near the support point I (See Fig. 2) and tensile residual stresses on the bottom face near the outer support point III (see Fig. 2). Hence, ISF should be used to generate compressive residual stresses in the bottom-face of the disc spring to counteract these tensile stresses that determine the operating limits of the disc springs.

Build-up of the tangential residual stresses in the disc springs under normal loading conditions
Further, the important question that arises is which variant of the ISF process should be used, i.e., single point incremental sheet forming (SPIF) or two-point incremental forming (TPIF). The problem with SPIF is that the back face of the blank being formed is a free unsupported surface and the forming mechanism of SPIF results in compressive stresses during the forming stage [23]. Further, upon unclamping the residual stress state for the SPIF is tension–compression, with tool contact side under tension and non-contact side under compression [24]. Hence, SPIF cannot be used to induce the required compressive residual stresses in the disc springs. To replicate the deep rolling like effect and to induce compressive stresses in the tool contact side of the blank, a support in the form of a full die is needed. In this regard, two different configurations of TPIF are used to assess the feasibility of the approach as indicated in Fig. 5. These are termed as positive and negative ISF. Disc springs of dimensions 80/50/0.8 were manufactured on a 3-axis CNC milling machine using the two configurations as shown in Fig. 5. Further, disc compression tests were performed on a Zwick machine to measure the spring force. A conventionally formed disc spring was also tested for reference. The results (cf. Sect. 3.1) indicate a much greater spring force for the negative-ISF. Hence, all further investigations are carried out using the negative ISF.

Two different configurations of the ISF a Negative-ISF, b Positive-ISF
2.3 Strategy 1
Based on the observation made in Sect. 2.2, the most feasible configuration to induce compressive residual stresses in conventional disc springs is negative-ISF and the residual stress should be induced on the bottom-face of the disc spring to counteract the tensile residual stresses created during the normal loading conditions. The geometry used for strategy 1 is 80/36/3 mm. The surface treatment of the conventional disc springs using ISF is performed on a 3-axis CNC milling machine by using a hemispherical tool of 5 mm diameter. The experimental set-up of the negative ISF process used to perform this operation is presented in Fig. 6. The spindle holding the forming tool allows the tool to rotate freely. The forming tool moves at a feed rate of 1000 mm/min for both strategies. Further, the spiral tool path is generated using the surface finish module of the commercial CAD software PTC creo® and the movements of the tool are displacement controlled for both strategies. Further, the design of the die and the clamping frame is such that the hemispherical tool can move over the whole bottom surface of the disc spring. The disc springs from AISI 301 are used for this strategy. Further, a comparison of the residual stress is carried out between the conventional and surface-treated disc springs. The results are presented in Sect. 3.2.

Experimental set-up for the generation of residual stresses using strategy 1
2.4 Strategy 2
Strategy 2 is based on the generation of residual stresses and the forming of the disc spring by ISF in a single step. A rigid hemispherical tool not only pushes the sheet metal blank into a negative mould, but at the same time, replicates the deep rolling effect and induces the residual stresses. To determine the feasibility of this strategy, a number of different spring geometries are incrementally formed. The sheet blanks from AISI 304 are used for this strategy. The experimental-setup that is used to manufacture the disc springs is presented in the Fig. 7. After completion of the forming process, the manufactured disc springs are compared to the conventional counterparts in terms of spring force, spring rate, microstructure and the generated residual stress state. The formation of the deformation induced martensite is verified by performing ferritoscope measurements and microstructure analysis on these springs. The microstructure of the material is analysed in the initial state as well as after the completion of ISF. The results of the springs force, spring rate, residual stress analysis by bore-hole-drilling and the microstructural observation are presented in Sect. 3.1.

Experimental set-up for forming of disc spring and generation of residual stresses in single step for strategy 2
2.5 Bore-hole-drilling-method
The residual stresses generated in the disc springs for both strategies are measured using the bore-hole-drilling method. The bore-hole-drilling method is a well-established method that is used to measure the residual stresses in a wide variety of materials and components [25]. The methodology is based upon drilling a small hole into the specimen, i.e., the disc springs. The strains that are released during the drilling are recorded using a strain-gauge rosette. The recorded strains are then converted into stresses. The residual stress analysis in the disc springs was carried out at a specified point on the bottom-face of the disc spring, which is in contact with the hemispherical tool. The strain gauge rosette attached to the sample measures the strain in radial and transverse direction (Fig. 8). The drilling in the specimen was carried out at room temperature using a drill head of 0.8 mm diameter. To ensure that no supplementary stresses are created, a high rotational speed of the drilling head, i.e. 200,000 rpm, was used. The hole is incrementally drilled, and the calculation steps are automatically adjusted along the depth of the hole by the system software. This is to minimize the measurement errors. A residual stress analyser from the company MTU was used. The measured strains are converted into stresses using the following relation.

a Selected point for the measurement of residual stresses. b Experimental set-up of the bore-hole-drilling method
where \(E~\)is the elastic modulus and \(A,B~\) are constants having values of − 0.225 and − 0.18803 respectively. \({\varepsilon _r}~,~{\varepsilon _t}~\) and \({\varepsilon _{rt}}\) are the in-plane strains, where \({\varepsilon _r}\) is the strain along the radial direction, \({\varepsilon _t}\) is the strain along the tangential direction and \({\varepsilon _{rt}}~\) is the strain at 45° to the tool motion direction, \({\sigma _r}~\) and \({\sigma _t}\) are the in-plane stresses corresponding to \({\varepsilon _r}\) and \({\varepsilon _t}\) strains, respectively. The out-of-plane stresses along the thickness direction cannot be measured by this method and are hence neglected. This is also a common simplification for most of the sheet forming processes, where the thickness of the sheet is normally less than 3 mm.
2.6 Ferritoscope measurements and disc compression tests
The ferritoscope was used to determine the ferromagnetic material content in the sheet blank in the as-delivered state and in the incrementally formed disc springs from strategy 2. For the ferritoscope measurements, transverse micro-sections of the sheet metal and the formed disc springs were prepared. These transverse micro-sections were then etched with a Beraha-II etching agent and the microstructure was observed by using an optical light microscope. The respective ferromagnetic content for each case and for each material i.e. AISI 301 and AISI 304 is presented in Tables 2 and 3. For disc springs, the measurements are carried out on the upper-face as well as on the bottom-face (Fig. 2).
It can be seen that there is a significant difference in the ferromagnetic material content between the sheet blank and the disc spring (Table 1) specially for AISI 301 steel. The spring force in N and the spring rate in N mm−1 of the disc springs are determined by performing compression test by compressing the disc spring between two hydraulically operated flat plates. These compression tests are performed on the Zwick testing machine.
3 Results and discussion
3.1 Feasible process variant and strategy 2
In Sect. 2.2, it was observed with a 2D axis-symmetrical model of disc spring compression, that the most feasible location for the induction of the residual stresses is the bottom-face due to occurrence of the tensile residual stresses during the normal loading condition. Hence, in order to experimentally validate this fact, disc springs of the dimensions 85/50/0.8 were manufactured using the positive and negative set-ups of the ISF. Further, compression tests were performed on these samples to determine the spring force and spring rate. The resulting spring force and spring rate are presented in the Table 4. The spring rate is determined at 75% of the displacement needed to fully flatten the spring. The force vs. displacement curve for these springs is presented in Fig. 9. An increase of spring force of almost 3.2 times that of the conventional disc springs is achieved with the negative-ISF. This validates the observations from Sect. 2.2. It is important to mention that the results related to the choice of the feasible process variants are presented together with the strategy 2. This is due to the fact that these disc springs are manufactured according to the strategy 2, i.e., springs are formed, and the residual stresses are induced in single step.

a Experimental set-up of disc compression tests. b Spring force vs. displacement for conventionally formed disc springs along with positive and negative incrementally formed disc springs
The disc springs manufactured based on strategy 2 are further examined for the residual stresses. The resulting distribution of the residual stresses in these discs spring is presented in Fig. 10. The measurement confirms highest compressive residual stresses on the bottom-face for negative-ISF.

Estimation of the residual stresses by bore-hole-drilling method in the disc springs manufactured by a Negative-ISF, b Positive-ISF, c Conventional
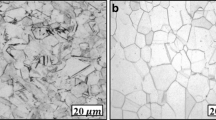
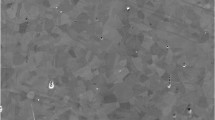
The ferromagnetic fractions of the sheet metal as well as of the two incrementally formed disc springs made of AISI 301 steel were investigated by ferritoscope measurements. Figure 11 presents the micrographs of both the sheet metal and the incrementally formed disc springs. Figure 11a–c presents an overview of the microstructure and a detailed image of the influenced surface and the subsurface microstructure. The martensite fraction corresponds well with the results of the ferritoscope measurements (Sect. 2.6, Table 3). No sign of plastic deformation is found in the microstructure for the initial sheet blank i.e. Fig. 11a. Disc spring of the dimension 40/20.8/1 show a twinning structure in Fig. 11b, caused by a moderate deformation. On the other hand, disc spring 80/50/0.8 in Fig. 11c shows a dark etched area surrounded by distinct twinning caused by a significant amount of plastic deformation. These dark etching areas indicate the martensite regions caused by the deformation induced phase transformation of the MASS. The overview of the microstructure in Fig. 11c indicates a periodic arrangement of these martensite zones. The distance between the zones is about 500 µm, which matches the respective tool step-down of 0.5 mm, which was used for the manufacturing of these disc springs by incremental forming. Hence, the localized deformation in incremental sheet forming generates martensite transformation detected by the microstructural observations.

Microscopic images of the Beraha-II etched micro-sections of a sheet blank, b disc spring of dimension 40/20.8/1, c disc spring of dimension 85/50/0.8
3.2 Strategy 1
As mentioned in Sect. 2.3, this strategy is based on the surface treatment of the conventional disc springs by ISF. Disc springs made of AISI 301 and dimensions 80/36/3 were used. After the surface treatment, the residual stress analysis was performed using the bore-hole-drilling method. The results from the analysis are presented in Fig. 12. The results indicate a significant amount of the compressive residual stresses in the surface-treated disc springs as compared to the conventional disc springs.

Estimation of the residual stresses by bore-hole-drilling method in a conventional disc springs, b surface treated disc springs
Two different strategies are developed, with forming mechanisms similar to the deep rolling process. The compressive residual stresses are induced by the plastic deformation and the deformation induced martensite transformation. The negative-ISF variant was identified as the most suitable variant for the selective induction of the residual stresses in the disc springs. For strategy 1, an increase in the compressive residual stresses is achieved for the conventional disc springs made of AISI 301 steel. For strategy 2, the characteristic curve of the disc springs made of AISI 3014 steel showed that the selective induction of the residual stresses by using incremental forming produces springs with a better performance than conventional disc springs, without the need for the additional shot peening. This strategy combines forming and generation of the desired residual stresses and shortens the process chain to a single step.
4 Conclusion
The current study shows the capability of the ISF process as an alternative integrated forming and surface treatment technique. For strategy 1, the surface treatment of the disc springs carried out using the ISF indicates a significant increase in the compressive residual stresses as compared to the conventional disc springs. The target of counter-acting the tensile residual stresses on the bottom face of the disc springs is achieved. Hence, ISF can be employed as an alternative surface treatment technique for the disc springs. The strategy 2 was developed to integrate the induction of the compressive residual stresses in the forming step. The results indicate an increase in the spring force of 3.2 times, than that of the conventional disc sprigs. Hence, the objective to integrate the surface treatment with the forming step is achieved. The future work is focused on the parametric study for the effect of the process parameters on the spring properties. Further, the process should be accelerated by designing a rotating tool set-up. Due to the ferromagnetic material content (martensite) of the disc spring, the residual stress measurements can be used to calibrate the Barkhausen noise analysis. Hence, it is also possible to measure the residual stresses by using Barkhausen noise analysis. Future research efforts are focused on these aspects.
References
Talonen J, Hänninen H (2007) Formation of shear bands and strain-induced martensite during plastic deformation of metastable austenitic stainless steels. Acta Mater 55(18):6108–6118
Fahr D (1971) Stress- and strain-induced formation of martensite and its effects on strength and ductility of metastable austenitic stainless steels. Metall Trans 2(7):1883–1892
Oberg E, Jones FD, Horton HL, Ryffel HH, Geronimo, J. H. Machinery’s handbook
Doman Y (2003) Influence of residual stress on the load–deflection curve of diaphragm springs for automobile clutches. JSAE Rev 24(2):197–203
Newby M, James MN, Hattingh DG (2014) Finite element modelling of residual stresses in shot-peened steam turbine blades. Fatigue Fract Eng Mater Struct 37(7):707–716
Olmi G, Freddi A (2013) A new method for modelling the support effect under rotating bending fatigue: application to Ti-6Al-4V alloy, with and without shot peening. Fatigue Fract Eng Mater Struct 36(10):981–993
Holweger W, Walther F, Loos J, Wolf M, Schreiber J, Dreher W et al (2012) Non-destructive subsurface damage monitoring in bearings failure mode using fractal dimension analysis. Ind Lubr Tribol 64(3):132–137
Fargas G, Roa JJ, Mateo A (2015) Effect of shot peening on metastable austenitic stainless steels. Mater Sci Eng A 641:290–296
Martin U, Altenberger I, Scholtes B, Kremmer K, Oettel H (1998) Cyclic deformation and near surface microstructures of normalized shot peened steel SAE 1045. Mater Sci Eng A 246(1–2):69–80
Fathaallah R (2004) High cycle fatigue behavior prediction of shot-peened parts. Int J Fatigue 26(10):1053–1067
Emmens WC, van den Boogaard AH (2009) An overview of stabilizing deformation mechanisms in incremental sheet forming. J Mater Process Technol 209(8):3688–3695
Maqbool F, Bambach M (2017) A modular tooling set-up for incremental sheet forming (ISF) with subsequent stress-relief annealing under partial constraints. In: Author(s), p 80010
Behera AK, Ou H (2016) Effect of stress relieving heat treatment on surface topography and dimensional accuracy of incrementally formed grade 1 titanium sheet parts. Int J Adv Manuf Technol 87(9):3233–3248
Bambach M, Taleb Araghi B, Hirt G (2009) Strategies to improve the geometric accuracy in asymmetric single point incremental forming. Prod Eng Res Devel 3(2):145–156
Katajarinne T, Louhenkilpi S, Kivivuori S (2014) A novel approach to control the properties of austenitic stainless steels in incremental forming. Mater Sci Eng A 604:23–26
Kleber X, Barroso SP (2010) Investigation of shot-peened austenitic stainless steel 304L by means of magnetic Barkhausen noise. Mater Sci Eng A 527(21–22):6046–6052
Turski M, Clitheroe S, Evans AD, Rodopoulos C, Hughes DJ, Withers PJ (2010) Engineering the residual stress state and microstructure of stainless steel with mechanical surface treatments. Appl Phys A 99(3):549–556
Fu P, Zhan K, Jiang C (2013) Micro-structure and surface layer properties of 18CrNiMo7-6 steel after multistep shot peening. Mater Des 51:309–314
Halilovič M, Issa S, Wallin M, Hallberg H, Ristinmaa M (2016) Prediction of the residual state in 304 austenitic steel after laser shock peening—effects of plastic deformation and martensitic phase transformation. Int J Mech Sci 111–112:24–34
Guiheux R, Berveiller S, Kubler R, Bouscaud D, Patoor E, Puydt Q (2017) Martensitic transformation induced by single shot peening in a metastable austenitic stainless steel 301LN: experiments and numerical simulation. J Mater Process Technol 249:339–349
Brinksmeier E, Garbrecht M, Meyer D, Dong J (2008) Surface hardening by strain induced martensitic transformation. Prod Eng Res Devel 2(2):109–116
Altenberger I, Scholtes B, Martin U, Oettel H (1999) Cyclic deformation and near surface microstructures of shot peened or deep rolled austenitic stainless steel AISI 304. Mater Sci Eng A 264(1–2):1–16
Neto DM, Martins JMP, Oliveira MC, Menezes LF, Alves JL (2016) Evaluation of strain and stress states in the single point incremental forming process. Int J Adv Manuf Technol 85(1):521–534
Jiménez I, López C, Martinez-Romero O, Mares P, Siller HR, Diabb J et al (2017) Investigation of residual stress distribution in single point incremental forming of aluminum parts by X-ray diffraction technique. Int J Adv Manuf Technol 91(5):2571–2580
Rendler NJ, Vigness I (1966) Hole-drilling strain-gage method of measuring residual stresses. Exp Mech 6(12):577–586
Acknowledgements
The authors would like to thank the German Research Foundation DFG for the support of the depicted research within the priority programme ‘SPP2013’ through Project no. ‘BA 4253/6-1’ and Project no. ‘WA 1672/31-1’.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Maqbool, F., Hajavifard, R., Walther, F. et al. Engineering the residual stress state of the metastable austenitic stainless steel (MASS) disc springs by incremental sheet forming (ISF). Prod. Eng. Res. Devel. 13, 139–148 (2019). https://doi.org/10.1007/s11740-018-0864-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-018-0864-6