
Abstract
The process planning activities and especially the selection of efficient production technologies are still sequential and insufficiently integrated within the process of product development. This paper proposes a methodology to eliminate this deficiency by means of an integrated configuration and evaluation of technology chains. Basically, the methodology consists of a product-technology-matrix, a modular generic technology chain model and a combined quantitative/qualitative evaluation model. These elements allow an adequate knowledge management concept regarding products, technologies and their relations. Furthermore, a fast configuration of alternative technology chains and a selection of the most adequate for newly designed products are addressed. Finally, procedure descriptions for the application of the methodology as well as an approach for its company specific implementation by different types of software tools are presented.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Initial situation and objectives
The configuration, evaluation and selection of technology chains are some of the most critical tasks regarding the determination of optimal product and production costs. Therefore, it is indispensable that product development procedures are closely integrated with production process planning procedures [1]. Numerous integration efforts like axiomatic design [2], design for manufacturing and assembly [3] or cost-effective development and design [4] were elaborated to bring these functions closer together. Especially, the definition of adequate technology chains forms a sort of linkage between product design and process planning. Within the early phases of product development and process planning, the product design can still be influenced by production oriented optimization suggestions. Consequently, the definition of technology chains represents a key role regarding the divergence of cost determination and cost occurrence [4]. In this paper, a technology has to be perceived as a general production technique. Therefore, the planning of technology chains represents the early phases of process planning.
A survey of trends in technology management [5] within German production companies approves the importance of performing a systematic technology management. It is depicted that a proper management of technologies increases efficiency and innovation rate. Therefore, the importance of systematic technology handling will increase. An almost sequential proceeding within product development and process planning is still dominating, even though multidisciplinary teams can often be found. The results within product development and process planning are often dependent on the individual experiences of the involved persons. That means that in practice a lack of standardization in the field of integrating the departments and procedures leads to suboptimal results. These are a partly optimal design and work plan, however, a suboptimal overall result with suboptimal overall costs.
New approaches are essential to eliminate the described deficits and needs within a scientifically established and coeval pragmatic solution. This paper depicts a holistic methodology with four main objectives. First of all, the methodology should enable a highly iterative proceeding between product development and process planning. Secondly, an elaboration of “competing” alternative technology chains based on rough information about the product should become possible. Thirdly, it is very important that the methodology allows a proactive consideration and integration of new technologies within process planning to form the base for technological leadership. Fourthly, possibilities for a systematic detailing and a continuous evaluation of technologies should be provided. A continuous planning process and a selection of an optimal chain among the alternative chains have to be enabled.
2 Conception of the methodology
A methodology—especially for companies in the field of serial production—is proposed, which combines integrated process planning approaches, specific configuration methods, evaluation methods and cost accounting aspects. The core of the methodology consists of a product and technology correlation, a modular generic technology chain and an evaluation model. The model interaction and the methodology application are specified by a procedure description. These four elements and a database with existing work plans allow a systematic deduction of specific production technology chains (Fig. 1).

Major elements of the methodology
For the initialization of the methodology, it is essential to build up the correlation model, the modular generic technology chain model and the evaluation model as a sort of implementation and knowledge base (database). Within the application of the methodology the partial models and databases have to be used to generate technology chains for new products. The procedure description ensures reproducibility in the field of initialization, application and administration. A continuous update of the data has to guarantee the topicality of planning knowledge.
The mentioned elements for the methodology are described in the following paragraphs. Afterwards, an approach for implementing the methodology by means of software tools is depicted.
3 Product–technology correlation model
The product–technology correlation model implicitly forms a knowledge management system and a database regarding products and technologies. First of all, the company using this methodology has to analyze its products. The structuring of products concentrates on a part and component level to be able to assign products and technologies in a feasible way. The structuring of products and technologies is carried out according to the method of Quality Function Deployment (QFD) [6].
All the company specific products have to be grouped within product classes. A class includes products, which have a similar functional purpose, underlie similar operational demands and/or consist of similar geometries. After the classification, each product class (e.g., a disc brake or a turbine blade) has to be analyzed regarding its functions (e.g., take-up of forces). Subsequently, the product elements (features) to realize the functions have to be identified [7]. If a more detailed structuring of product elements is necessary, these can be subdivided in product sub-elements. The result is the definition of a company specific product structure (Fig. 2). Insofar, the structuring of a product class represents a knowledge base regarding all its included products. A maximum specification of a product of this class and all alternatives are documented. The individual characteristics of specific products are a subset of the product class structure.

Matrix representation of product and technology structures
The next step for an implementation of the methodology is the structuring of core technologies (Fig. 2). A core technology is defined as a technology, which transforms a product to the next higher level of added value. All specific technologies within a company have to be separated in technology groups. The result of this activity is a hierarchical and company individual technology tree structure. Within practical experience, it helped to avoid redundancies by using standardized submittals like DIN 8590 [8].
Information, which enables a sound selection of technologies, has to be linked to the technologies within the structure. Technology describing information (e.g., work plan data, alternative resources, technology limitations, cost functions) has to be provided. Additionally, it is important to define adequate business processes for a continuous integration of new technologies within this structure to support a dynamic “growing” of the methodology.
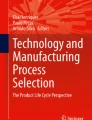
Within the next initializing step, the relations between the product structure and the technology structure have to be defined. The required production technologies for the realization of specific product elements or the achievement of the next step of added value have to be connected with the correlating product elements. This task is carried out within the product-technology-matrix visualized in Fig. 2. It is essential that all existing technological alternatives are represented within this matrix. The matrix delivers a bidirectional knowledge management tool (database). It enables the product designer to evaluate design decisions with regard to the process planning. Otherwise, the process planner can display the company specific production potential towards the design department. Integration effects can be realized by combining product development with planning information. Therefore, the relation between the product elements and the different technologies has to be classified by a defined numerical code. By this code, three aspects have to be represented (Fig. 3): The character of the relation (a), alternatives for the production of an element (b) and impacts of technologies on more than one product element (c).

Nomenclature for product process relations
A holistic knowledge management system (database) regarding the characteristics of technologies/products and their relation classification can be developed within this matrix documentation. The product-technology-matrix represents a sort of knowledge warehouse to identify all relevant technological alternatives within the planning process for a new specific product.
4 Modular generic technology chain model
Each core technology is dependent on defined predecessor (“preparation”) and successor technologies (“post processing”) [9]. A so-called standard technology module for the core technology can be defined for each technology listed in the structure of Fig. 2. It is the fundamental idea to unify all relevant technologies to prepare a part for a core technology process (e.g., cleaning) and to post process the part after the core technology process (e.g., testing) within one defined standard technology module (Fig. 4).

Modular generic technology chain model
Analog to the relations between product elements and core technologies (Fig. 3), there are interdependencies between the core technologies and the predecessor/successor technologies. The relation between the module elements has to be described in consideration of the relevance. For each predecessor and successor technology, it has to be defined whether it has a “must”, “must under constraints” or an “optional” relation to the core technology. In case of a must relation, the technology is a necessary precondition for the core technology. If the relation is set as “must under constraints” or “optional”, it has to be documented regarding, which functional or technological requirements the technology is needed. Rules with regard to the necessity of a technology within a module have to be defined.
The modular generic technology chain model results in a sort of technology building set (documented within a technology-technology-matrix). The standard technology modules enable a continuous activity path from the definition of necessary product elements to the identification of possible core technologies up to the configuration of technology chains. The sequenced selection of core technologies or rather technology modules is a first draft of a complete technology chain. Therefore, it represents the skeletal structure for the process planning and the elaboration of detailed work plans.
5 Monetary/qualitative evaluation model
The product-technology-matrix and the standard technology modules in combination with the description of the highly iterative procedures enable the generation of all possible alternative technology chains regarding the production of a part. Especially, the documented product elements within the matrix and technology alternatives for their production result in a combinatorial number of alternative technology chains. This accumulation of alternative technology chains has to be evaluated in order to find out, which alternative is the best.
A great variety of methods and prototype software tools exists in the field of evaluating technology chains in early process planning phases [10]. Within this methodology, a combined similarity and generic approach is selected. The technologies within the structure are provided with an individual identifier ID within the database of the product-technology-matrix and the standard technology modules. Using this resource unspecific ID, technologies are linked with existing work plan data like average process times, set-up times, hourly rates or parametric cost functions. The ID structure allows addressing specific technologies and product element specific data. Hence, it is possible to evaluate production costs in very early development and planning phases.
In early planning phases analogy based time and cost data has to be used for the cost prediction of the technology chains. According to the higher maturity stage of information along the planning phases, regression analysis time and cost functions can replace the analogy based predictions. These functions are technology specifically stored within the product-technology-matrix and allow a cost-reflective cost calculation similar as Activity Based Costing [11]. With defined input information (e.g., geometric data), times can be individually calculated and aggregated to costs by the multiplication by hourly rates. Average hourly rates can be substituted by machine and worker specific rates as a next step of information maturity. Due to the option to “overwrite” unspecific with specific information along the planning phases, the principle of maturing cost calculation can be fulfilled. Because of the fact that technologies underlie different development phases, technologies and technology chains include risks regarding their feasibility. Therefore, the predicted costs and the technological risk are combined within cost-risk-graphs to make a holistic conclusion for each alternative technology chain possible. The maturing production cost calculation and the graphical representation of the results enable a standardized decision making regarding the selection of the best technology chain. If the alternative technology chains differ in the field of further qualitative aspects like flexibility and/or non-recurring costs like fixture design, the decision process can be completed by a value benefit analysis and/or a capitalized value calculation.
6 Procedure description
Ideally the application of the methodology is placed in integrated teams consisting of members of the product development and process planning department. The business process methodology with its business process building blocks appeared to be suggestive for the description of integrated activities [12]. Therefore, all activities are described in detail and are complemented by information like needed input information, resulting output information, responsibilities and used methods/tools. A procedural-organizational combination of the described methodology elements and the holistic proceeding are provided in this specific nomenclature. Recapitulating, the procedure description of the methodology can be divided in five highly iterative main steps (Fig. 5).

Conceptual illustration of the procedure
The first step (a) is the identification of the relevant product class and the selection of the necessary product elements on the basis of product specification information (product-technology-matrix). Afterwards (b), all alternative core technologies have to be selected (product-technology-matrix). Then, the combinatorial combination of all possible core technology chains and the sequencing of the core technologies within the chains are carried out by the use of the describing information (c). The next step is the transformation into complete technology chains by using the standard technology modules and detailing the chains by means of the deposited relation definitions and rules (d). The result of (c) and (d) is the representation of all relevant complete technology chains regarding the planned product. Finally, a model-supported holistic and maturing evaluation of the different alternatives and a selection of the objectively best technology chain are executed (e).
7 Methodology implementation
The described aspects represent the basic concept of the methodology. It is designed independently of any software tool. Therefore, a software tool has to be chosen, which takes the company specific needs and characteristics into consideration. Key factors regarding a company specific methodology implementation were already elaborated within the research work. These give an indication by which kind of software tool the methodology can be supported. A variety of tools for process planning and evaluation in the field of Digital Factory (DF) tools [13] and individual solutions is considered. An assignment of adequate software tool categories according to the circumstances/use cases is proposed within Table 1.
Table 1 can only give an orientation within a specific software selection process. Therefore, a detailed guideline for the identification of an adequate software solution is provided. It includes five main elements: description of the initial situation (e.g., number and frequency of planning tasks), selection of the specifically required software functions, weighting of the functional requirements, enquiry of adequate software tools and assessment/selection of software tool(s). Generally, adequate software tools are computer aided (process) planning (CA(P)P), product lifecycle management (PLM) and enterprise resource planning (ERP) tools as well as their multilateral combination. If the requirements are so specific that commercial tools are unable to cover the requirements or the planning characteristics do not monetarily allow a commercial solution, a specifically programmed tool could be appropriate. This fact shows that the one and only solution does not exist. A guideline is needed for the identification of a company specific software tool.
8 Examples of use and summary
The methodology has been tested within two use cases in commercial vehicle (disc brakes) [14] and aerospace industry (turbine blades). Within the disc brake use case the technology structures, technology modules and cost functions regarding the technologies were elaborated. A Microsoft Access® prototype software tool named ProcessDB was developed to provide a database for technologies, technology modules and their cost functions. It can be used to configure alternative core technology chains. Furthermore, it enables a continuous specification and cost prediction of technology chains. An early cost estimation regarding technology chains on base of sketches became possible by this approach. Within the second use case (turbine blades) all elements of the methodology (Fig. 1) were realized. The product and technology structures as well as their relations were analyzed and stored within matrices within Microsoft Excel®. Afterwards, an exemplary planning use case in combination with a cost benefit analysis was carried out with this database. It was aimed to generate a detail technology chain and to predict costs on base of rough input information like sketches or the number of cooling drillings. This information was used as input data for the matrix. As a result, realistic core technologies could be identified. These were detailed to complete technology chains by the technology modules. By the use of the technology database with, e.g., average process times, hourly rates or specific cost functions the predicted costs could be calculated and the optimal chain could be selected. A later on comparison between the cost calculation and the real work plan showed a deviation of less than 5%. Because of these positive results, the developed guideline for the methodology implementation by a software tool was used to identify an adequate software solution. Combined tools in the area of PLM and CAPP tools were selected. Based upon an analysis of costs and benefits, an amortization time of 3 years has been forecasted for the selected tools.
Recapitulating, the described methodology enables companies to optimize overall costs. Additionally, there are qualitative benefits like the increase of standardization/transparency within product development and process planning, the increase of integration level and the purposeful testing of all technological alternatives.
References
Gausemeier J, Lindemann U, Reinhart G, Wiendahl H-P (2000) Kooperatives Produktengineering—ein neues Selbstverständnis des ingenieurmäßigen Wirkens. Heinz Nixdorf Institut, Paderborn
Suh NP (2001) Axiomatic design—advances and applications. Oxford University Press, New York
Boothroyd G, Dewhurst P, Knight W (2001) Product design for manufacture and assembly. 2nd edn. CRC, Boca Raton
Ehrlenspiel K, Kiewert A, Lindemann U (2005) Kostengünstig Entwickeln und Konstruieren. 5th edn. Springer, Berlin
Schuh G (2004) Trends im technologiemanagment. Fraunhofer IPT, Aachen
Akao Y (2004) Quality function deployment. Productivity, New York
Owodunni O, Mladenov D, Hinduja S (2002) Extendible Classification of design and manufacturing features. Ann CIRP 51(1):103–106
DIN 8580 (2003) Manufacturing processes—terms and definitions, division. Beuth, Berlin
Klocke F, Willms H, Fallböhmer M (2002) Manufacturing technology planning in early product design phases. 3rd international seminar on intelligent computation in manufacturing engineering, Ischia
Layer A, ten Brinke E, van Houten FJAM, Kaals H, Haasis S (2002) Recent and future trends in cost estimation. Int J Comput Integr Manuf 15(6):499–510
Cooper R, Kaplan RS (1988) Measure costs right: make the right decisions. Harv Bus Rev 9:94–101
Reinhart G, Grunwald S (2001) Changeability through flexible and integrated product design and assembly planning. IEEE 4th international symposium on assembly and task planning, Fukuoka
Zaeh MF, Schack R, Munzert U (2005) Digitale Fabrik im Gesamtkontext. Digital Factory Congress, Ludwigsburg
Zaeh MF, Lindemann U, Stricker H, Müller S (2003) Kostenoptimale Technologieauswahl in der Montageplanung. ZWF Zeitschrift für wirtschaftlichen Fabrikbetrieb 98(9):431–435
Author information
Authors and Affiliations
Corresponding author
Additional information
The elaboration of the core of the methodology and one use case have been ordered by MTU Aero Engines GmbH (Munich) and have been funded by the European project VIVACE.
Rights and permissions
About this article
Cite this article
Milberg, J., Müller, S. Integrated configuration and holistic evaluation of technology chains within process planning. Prod. Eng. Res. Devel. 1, 401–406 (2007). https://doi.org/10.1007/s11740-007-0055-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-007-0055-3