
Abstract
Aging workforces of production companies reflect aging populations in most early industrialized countries due to demographic change. Especially in the manual serial assembly, with its high pressure for cost reduction, the amount of disabled and handicapped who cannot meet all the requirements rises with a higher average age of the employees. Therefore, production structures and workplaces for consciously taking into account the demographic change are necessary in the future. For a broad economic acceptance, the assumption must be a direct integration of the older employees into value adding processes without declining productivity or changing approved assembly organization setups. This paper shows a new systematic approach and proposes the use of special degrees of freedom for a successful integration of elderly.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
In addition to increasing global competition and growing cost pressure, which in high wage countries results in extremely lean production structures with hard requirements for the remaining employees, companies especially in Western Europe and Japan are facing an aging workforce [1, 2]. Decreasing birth rates and increasing life expectancy lead to a higher average age of the population in almost all industrialized countries, which in the long-term migration cannot fully compensate. Missing replacement of retiring workers through young ones due to cost reduction efforts, especially in the European companies driven by economic stagnation, intensified the shown demographic effects in the staff of production enterprises of those countries in the recent years [1, 3]. Figure 1 shows upon current estimations the future development of the age structure of German manufacturing companies.

Changes in the age structure of German production companies [3]
2 Ability to work in assembly
Especially in the manual serial assembly the amount of workers who cannot meet all the requirements rises with a higher average age of the employees [1, 3]. Manpower in partially automated assembly mainly serves to execute predefined controlled manual tasks, that are still not open to efficient automation, and thus focuses much more physical qualities than mental power [4, 5]. Physical qualities underlie a certain deterioration with age, as for example maximum speed and force, grasping range, dexterity, senses sight, hearing, and touch, as well as perception and reaction decrease. Normal long-term performance and the resistance to average levels of psychological and physical strain almost remain the same. Other qualities even improve, such as experience, judgment, social competence, attentiveness, and concentration [1, 2, 6, 7]. The exact characteristics of physical and mental qualities vary more between coeval individuals, e.g. because of disposition and training, than over age. Nevertheless typical patterns of deteriorations are statistically proven, as shown in Fig. 2.

Dimensioning, for example of grasping ranges and forces for manual work, follows percentiles of healthy and not disabled or diminished persons [6, 8]. Guidelines suggest for example between 80 and 60% of the fifth percentile for the maximum force of men for short-term non-cognitive tasks with moderate safety demand. For repetitive tasks those works recommend maximal 15% of the fifth percentile (Fig. 2) and emphasize that the workload should not elevate the heart rate in the long term above 30 beats over the resting level [9, 10]. For the increasing amount of information processing tasks objectives for dimensioning are less exact and furthermore controversial [11]. But consequent application of current ergonomics, especially system ergonomics, and age-adequate work study, with its long tradition and manifestation in labor protection laws, ensure for physical and mental tasks easily reachable work contents for older workers [12]. Only their strain and thus stress may increase a little. For this reason, it is very important that efforts in work design and employment do not only focus on directly work related aspects, but moreover try to motivate and thus compensate such drawbacks [2, 10].
A completely different situation emerges, if injuries or harms of private and occupational accidents as well as diseases, often accumulated, superpose natural deteriorations. Statistic evaluations of a German insurant mainly for laborers show in Fig. 3 the impacts in the form of extremely rising absenteeism with increasing age [13]. Cumulative trauma disorders, insufficient sports activity, or unhealthful habits mainly result in musculo-skeletal and cardiovascular diseases. Especially for blue-collar workers the ability to work therewith decreases extensively, if remedy is not found accurately.

Diseases reducing work performance depending on age [13]
3 Current answers and challenges
According to present interviews of great German automobile companies, that already systematically collect specific data (e.g. BMW, Ford, Audi; [14–16]), approximately 3.5–10% of the workers cannot meet the requirements in assembly according to clinical findings. Especially among workers older than 60 years, the amount of so-called ‘medically constrained associates’ (MCA) makes up to 40%. With the rising average age of the workforce, the percentage of MCA is going to be doubled in the next decade. Typical clinical indicated restrictions for the applicability of older workers are (in order of frequency of appearance):
-
restricted stamina to stand/walk during whole work time
-
reduced lifting capacity
-
limited motility of hip, shoulder, neck
-
reduced capacity of arms and hands
-
inability to work on scheduled workplaces
-
sensitivity to environmental influences (heat, noise, etc.)
Over 50% of all MCA are afflicted with the first three limitations mentioned above. This corresponds with Fig. 3, because the four upper points by the majority can be ascribed to musculo-skeletal diseases or injuries, whereas the last ones etiologically rather derive from cardiovascular, respiratory, digestive and mental-health problems [13]. Cardiovascular and respiratory ailment of course reduces stamina, too.
Correct age-adequate employment, not focusing on the disabilities, which reduce the applicability, can cut absenteeism about 10% close to the average level over all employees. Therefore, a broad variety of measures is necessary, as shown in Fig. 4. Prevention through ergonomic design of work, comprising anthropometry and automation as well as organizational aspects such as job-rotation, -enlargement, and -enrichment, integrated in a health- and disability-management system, cannot avoid all implications for MCA as shown above. Integration will always be necessary to compensate individual irreversible injuries or harms of non-work-related diseases and accidents [14, 17, 19].

First step for integration must be the dislocation of MCA to adequate workplaces, where an existing handicap does not affect the performance and thus the output. This so-called ‘soft adaptation’ measure does not modify the assembly system and its workplaces in opposite to ‘hard adaptation’ [17]. But such jobs are scarce and hard to find. Special software tools that map personal skills and limitations with workplace requirements can help to deal with this problem, but cannot compensate insufficient jobs for the shown restrictions, especially in value adding manufacturing processes [14, 15, 17, 20]. The interviews mentioned above showed currently already 10–30% non-adequate employed MCA, in terms of wastage resulting in reduced output and high absenteeism.
Only an additional systematic ‘hard adaptation’ approach can support all older employees in a sufficient way. The focus must be a direct integration into the main processes without declining productivity or changing efficient working structures (=disposition of people and resources and the set of processes [21]). Resulting monetary advances can be compared with the investment in flexible means of production [19]. By providing better facilities for older workers their contribution to the output and thus profitability can be increased and besides, absenteeism rates may be reduced.
4 Preconditions for a systematic approach
It is not possible to identify a single optimal age-adequate assembly process organization or workplace design, because the subjectively felt workload is a complex result of the individual condition and the work content in severity and duration as well as of the environmental influences. Following critical parameters, focusing especially deteriorating human qualities, should be taken into account and be well set for an ergonomic and age-adequate work design and above all for the selection of the organizational form [11]:
-
type of muscular force ⇒ much more dynamic than static
-
information content, reception and processing ⇒ no surpassing apperception
-
workpiece ⇒ low weight and dimensions
-
posture ⇒ natural; not exhausting or forced
-
type of requirement ⇒ mixed physical and cognitive requirements
-
varying strain and contents to keep up flexibility
-
reduced influence of training
-
sufficient environmental conditions
In all planning phases, but especially in the late ones, the assembly system must be checked for the mentioned features, for which detailed descriptions and checklists exist [11]. Because of the various prospective issues, this procedure takes a lot of the time, especially if alternative system designs are to be discussed. On account this, self-organized and qualification rising group work, most suitable for island assembly [11, 21] is promoted. Since the parameters cannot directly be linked to the clinically indicated restrictions concrete suggestions how to change for example an existing workplace in particular case of a MCA are missing, except the advice to change the whole organization form.
Choice of working structure and assembly organization depends on the size of the product, the complexity and the difficulty of operations as well as the production volume, with the overall-goal of maximum efficiency [22, 23]. For high volume assembly this means a division of labor in form of sequential or line-assembly according to ‘lean principles’. Workers in linear systems will always ‘waste’ a certain amount of time with transferring the workpiece or moving towards it. But the savings from single auxiliary devices or machines, optimized material supply (because of accessibility and stable sequences for JIS) prevail. Psychological pushing effects of successive workers with focused competences in clear arrangements furthermore assist and reduce complexity. Lean management, set upon assembly-oriented product design, apparent market orientation, straight organization, and consequent pulling processes, promotes teamwork within clear sections, short quality cycles, and no ‘over engineering’. Manual work supported by mechanization is clearly endorsed to avoid higher-paid inspection and repair time. For assembly organization this means one-piece-flow (OPF) with job-rotation most suitable for U-Layouts as a specific type of sequential or line-assembly. On the side of the equipment, Poka-Yoke, SMED, and 5S minimize manual time wastage and ensure enterprise-wide standardization [24]. On account of this, special purpose age-adequate solutions, proposing group work within island assembly, even with flexible conveyor linking and sequencing [25], could not succeed in industry [26, 27].
5 ‘Hard adaptation’ procedure
The new systematic ‘hard adaptation’ approach accepts the preset organization form and working structure (especially sequential or line-assembly) and concentrates on adjusting the means of production for the specific needs of the particular MCA. In the first step, clinical findings and application restrictions were summed up within two categories:
-
(a)
Musculo-skeletal diseases predominantly limit motility, force, and stamina. Help for the MCA can be provided with the opportunity for workplace customization that allows for example to reduce grasping ranges and thus harmful postures.
-
(b)
More unfocused diseases, such as cardiovascular, respiratory, and digestive demand an increased temporary and dispatching flexibility for the worker.
In the next step, these categorized findings were related to existing assembly planning subjects. Each planning task provides several parameters for adjustment. Usually these parameters were used to adjust assembly to new variants, products, or batch sizes. But they can also be used for the integration of older employees or MCA. Larger buffer sizes for example increase the temporary flexibility of the worker and additional devices reduce forces, etc. Table 1 sums up hard adaptation measures and devices for the most important clinical findings according to application restrictions and relates them to the specific assembly planning subjects. Additionally Table 1 considers utility and changing costs and thus helps to prioritize integration actions.
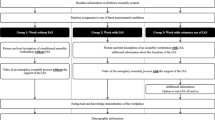
For an effective use, the classification of integration measures must be embedded in an application workflow. Starting point must be the particular MCA according to the preconditions. The constrained person approaches his team leader or planning engineer with certain clinical findings or vice versa the team leader identifies insufficient output. In the next step the limitations of the worker and the requirements of the workplace, as well as the matching of both must be objectified. In the case of a mismatching and no available or not desired ‘soft adaptation’ measures, the degrees of freedom on the specific workplace must be examined for ‘hard adaptation’. The developed classification (see Table 1) proposes a broad variety of measures. With the resulting hints for the planning subject, utility, costs, available or useful devices an effective time saving implementation can be started, best to be aided by CAE computer tools for ergonomic design and simulation. Afterwards the matching of workplace requirements and human limitations must be checked again, for which databases should be used (as shown under ‘integration’ above). If the redesign proves as helpful for all workers, it should be also transferred to similar workplaces, thus leading to a steady improvement of age-adequate work design. In the other case, if only useful for a particular MCA, the measure must be reversible. Figure 5 shows the whole integration workflow.

Procedure for appliance
To reduce the financial advances, especially for reversible single use applications, research on the field of changeable, reconfigurable and agile production was consulted. Those works propose modularity, universality, scalability, compatibility, mobility, autonomy as design-principles [28]. Therewith, structures of production systems or parts of them (e.g. workplaces) can be switched very fast and cost-neutral [29, 30]. For the integration of MCA, modular, standardized, and compatible workplace design for example allows to allocate or add fixtures, balancers, etc. on demand onto workbenches during operation, due to predefined interfaces, overhead suspensions, and so on [31–34]. Advances into changeable production design also amortize, taking into account that permanent rationalization may raise forces or harmful postures, which ensuing must be compensated through new supporting MCA devices. Following parameters, to be set on the organizational level, support the shown method furthermore: (Dis-)Abilities of workers and requirements of workplaces and assembly systems should be collected systematically enterprise-wide and should be computer aided. Management and planning staff must be aware of the needs of older employees and thus age-adequate work design should be promoted with priority. Flexible wages, especially for teams or work groups with MCA, should regard MCA integration.
6 Exemplary application and evaluation
Application of the integration method for MCA at a German high-quality power tool manufacturer showed first positive results. Growing global competition and economic recession in the recent years decreased the staff and increased their average age. Economic revival came with providing customer specific variants and add-ons [35]. For an efficient production, the product structure of the cordless drills from this case study was redesigned and strictly modularized so that almost all parts can be purchased as basic subassemblies by suppliers mainly from low-cost countries. Final assembly was relocated to Western Europe to guarantee prompt (customer specific) order fulfillment without large stock. Due to impossible automation for all variants and due to the affordable cabling a manual serial assembly should be set up. According to the sale forecasts on the one hand and due to assembly time studies on the other, nine workers per shift were required. Adequate manual work content with few secondary assembly processes recommended not more than three stations in a line. To limit invest for soldering appliances (for the pre-assembly of the motor) and to allow material provision out of the transport units from overseas (needing sufficient space) the number of lines should be reduced. Hence, static sequential assembly within three lines was chosen as organizational setup, combining optimized gripping movement out of the transport units with reasonable manual work contents.
While helping to gain market shares, the extremely reduced batches significantly increased the efforts for variant-management, e.g. for rescheduling and setting (especially for changing the material provision). Due to the risen sales, which increased the time pressure more and more, the possibility for MCA to work on the systems declined. Redesign of the assembly system thus had to follow two strategic aims:
-
1.
Reaching a higher output with the current number of workers and the present material supply, without increasing lead time.
-
2.
Even with two-third of the work places occupied by older workers or MCA, output should not decrease.
Analysis showed that the customer specific orders can be divided into a certain couple of types (of the assembled power tool) and into a large number of variants (due to different packaging). Packaging times considerably vary and already make up one-third of the whole manual work content. A late-fit-strategy, decoupling assembly and packaging, helps to parallelize setting for variants and types and thus reduces setting times as well as necessity for exact scheduling over all stations [35]. Complete type-assembly on single workplaces (in island assembly organization) additionally increases flexibility, but disproportionately enlarges the required space for material provision and the gripping times. Since soldering appliances and other devices would thus be needed for six work places and in account of the expanded space type assembly should be divided into two workplaces.
Application restrictions of the MCA in this case study mainly derive from unspecific diseases of elderly workers (of type b, see classification in Table 1). Partly appearing musculo-skeletal diseases (especially ailments of hands and hip) increase gripping times due to frequent movements over long distances, but do not fully limit application of MCA, because of low weights of the parts and subassemblies as well as moderate joining forces.
For these given indications Table 1 advises to check the work content, the material provision, and the transfer for dof’s. Only the decoupling of the three packaging work places already reduces time constraints and thus supports MCA integration there. If arranged as island workplaces, it is easy to implement height and inclination adjustability. Possibility for workplace customization through magnetic fixable manual part dispensers and additional inclination devices for the pallet boxes reduced harmful postures and gripping times. For further integration of MCA especially in the type-assembly work contents must become displaceable. Analysis of the assembly precedence graph therefore offered four final joining tasks, which could be shifted to the packaging stations, e.g. the mounting of the chuck. Effective use of this utility necessitates fast and flexible changing and dislocation of tools and fixtures, such as head-mounted power screwdrivers. A modular workplace construction out of standard elements met this goal in an appropriate manner. Realization of height and inclination adjustability for the linked workbenches in the type-assembly entails adjustable conveying. Therefore simple heighten-able turntables with pockets for the subassemblies were mounted between the workplaces. Flexible linking of the packaging islands into a line is a further step to maximal dispatching flexibility. Besides working in static line assembly organization, after a quick linking of the three packaging workplaces with fitting roller conveyors, a flexible number of workers can rotate along the conveyor track and package the products in OPF or two-set-flow (see Fig. 6). This enables a model-mix packaging due to sufficient space for material provision. Individual height and inclination adjustability of the gravity driven roller conveyor (only useable during static line or island assembly) was realized through cutting the whole track into three sections by stoppers.

Power tool assembly redesign
With the decoupling of type-assembly and variant-packaging in the shown way setting times were reduced about 40%, scheduling time losses decreased approximately 10%, and the management effort for setting and dispatching almost disappeared. All of the redesigned workplaces are suitable for MCA. Only the handling of the soldering appliances needs a special qualification, but generates no critical requirements for MCA. With the systematic check for dof’s for integration (from Table 1) new ideas and opportunities for an even more efficient system architecture were identified.
7 Summary
Companies have widely recognized the challenges arising from aging workforces. A broad variety of measures for prevention and integration already started up, leading to integrated health- and disability-management systems. For the future development, only additional systematic ‘hard adaptation’ based on ergonomic and anthropometric work design, integrated in a health- and disability-management as shown in the article, ensures adequate employment for all older workers, especially for MCA. Significant reducible absenteeism rates in combination with increasing output, quality, and contentment justify the monetary advances.
The given classification, relating clinical findings and application limitations to degrees of freedom on different planning subjects, and the guideline for implementation minimize the effort and allow an easy integration in enterprise-wide planning processes. Therewith, the article offers an appropriate and contemporary approach to increase ergonomics and efficiency without changing approved working structures and organizational setups. Gaining flexibility through the necessary comprehensive ‘changeable’ re-design and minimizing wastage, MCA integration can even assist ‘lean management’ and thus increases competitiveness.
References
Buck H, Dworschak B (eds) (2003) Ageing and work in Europe. Strategies at company level and public policies in selected European countries. In: Demography and employment. IRB, Stuttgart
Zaeh MF, Wagner W, Weber V (2003) Maintaining, increasing and using the innovative capability of older employees. In: Weber C et al (eds) Proceedings of the 36th CIRP international seminar on manufacturing systems. Saarbrücken, pp 567–570
VDI/VDE-IT/Prognos (2000) In: Endres GL Demographischer Wandel und betriebliche Altersstrukturen. Personalführung, vol 2, pp 48–53
Spur G, Stöferle Th (eds) (1986) Handbuch der Fertigungstechnik Band 5. Fügen, Handhaben und Montieren. Hanser, Munich
Hesse S (2002) Automatisieren mit Know-how. Handhabung, Robotik, Montage. Hoppenstedt Zeitschriften, Darmstadt
Charness N, Bosman EA (1992) Human factors and aging. In: Craik FLM, Salthouse TA (eds) The handbook of aging and cognition. Erlbaum, Hillsdale
Oswald WD, Gunzelmann Th (1991) Altern, Gedächtnis und Leistung-Veränderungen und Interventionsmöglichkeiten. In: Lang E, Arnold K (eds) Altern und Leistung: Medizinische, psychologische und soziale Aspekte. Enke, Stuttgart, pp 273
Bullinger HJ et al (eds) (1999) Handbuch der Ergonomie, 2nd edn, vol 1–5. Bundesamt für Wehrtechnik und Beschaffung, Koblenz
Galer IAR (ed) (1986) Applied ergonomics handbook. Butterworths, London
Jürgens HW, Rohmert W (1993) Arbeitsgestaltung. In: Schmidtke H (eds) Ergonomie. Hanser, Munich, pp 459–561
Täubert J, Reif A (1997) Leitfaden zur alter(n)sgerechten physiologischen Arbeitsgestaltung in der Montage. Wissenschaftliche Schriftenreihe der Technischen Universität Chemnitz-Zwickau
Ishimoto A, Sawashima H, Yoshioka M (2002) Study on properness of characters on various display devices for elderly users. In: 2002 IEEE conference on systems, man and cybernetics, 7 MA1I
Badura B et al (eds) (2003) Fehlzeitenreport 2002. Springer, Berlin, p 255
Integrationsamt der Regierung der Oberpfalz (2004) Betriebliches Eingliederungsmanagement nach dem SGB IX. Projekt Integrationsteam LGW des BMW-Werks Regensburg. Abschlussbericht der wissenschaftlichen Begleitstudie. Regierung der Oberpfalz, Regensburg
Knülle E (2005) (Dis-) Ability management. In: Deutscher Montagekongress, vol 19. mi-verlag, Munich
N N (2005) Gesundheits-Check-up für alle 45.000 Audi Mitarbeiter. Press release, 20 September 2005, http://www.audi.de/audi/de/de2/unternehmen/news/pressemitteilungen
Zäh MF, Wagner W, Ulrich C, Hoser S (2004) Demografischer Wandel und Produktion. ZWF 99(11):604–608
Hainke H (ed) (1995) Preventative strategies of occupational safety for older employees with changed capacities. Bundesanstalt für Arbeitsschutz, Dortmund
Zäh MF, Wagner W, Prasch M (2005) Assembly structures for an aging workforce—systematic integration of employees with diminished performance into value creation processes. wt Werkstattstechnik online 95(9):637–642
Bernhard D, Schmal A, Niehaus M (2002) New approach for in-plant integration: integration arguments—relevant views of people involved. In: Proceedings of the 8th european regional conference of rehabilitation international, Heidelberg, DVfR
Laurig W (ed) (1997) Special issue: ‘some ergonomics aspects of European automotive industry’. Int J Ind Ergon 20:5
Lotter B (1989) Manufacturing assembly handbook. Butterworths, London
Bullinger HJ (1986) Systematische Montageplanung. Handbuch für die Praxis. Hanser, Munich
Shingo S (1989) A study of the Toyota production system—from an industrial engineering viewpoint, 2nd edn. Productivity Press, Portland
Buck H, Hermann S, Reif A (1996) Betriebliche Folgen veränderter Altersstrukturen in der Montage. In: Warnecke HJ (ed) Die Montage im fexiblen Produktionsbetrieb. Technik, Organisation, Betriebswirtschaft. Springer, Berlin, p 407
Schwertner J (2005) Wie Faurecia die Vision einer schlanken Fabrik umsetzt. In: Fabrik des Jahres. mi-verlag, Munich
Voss A (2005) Zukunft Bandmontage!? In: Deutscher Montagekongress, vol 19. mi-verlag, Munich
Zaeh MF (ed) (2005) Today’s reactions tomorrow’s challanges. In: First international conference on changeable, agile, reconfigurable and virtual production (CARV 2005). Utz, Munich
Reinhart G, Prasch M, Krüger A (2003) Stückzahl- und Variantenflexible Montage. In: Wiendahl HP (eds) Die wandlungsfähige Fabrik. IFA, Hannover, pp 183–215
Zäh MF, Müller N, Prasch M, Sudhoff W (2004) Methodik zur Erhöhung der Wandlungsfähigkeit von Produktionssystemen. ZWF 99(4):173–177
Feldmann K, Gergs HJ, Slama S, Wirth U (eds) (2004) Montage strategisch ausrichten—Praxisbeispiele marktorientierter Prozesse und Strukturen. Springer, Berlin
Kroemer KHE (1997) Ergonomic design of material handling systems. Lewis Publishers, New York
boschrexroth (2004) Mehr Ergonomie. Handarbeitsplätze—Ergonomisch gestaltete Arbeitsplätze und Transfersysteme sind wahre Produktivitätsbeschleuniger. Automation 4:22–24
Dries J (2004) Ergonomie im Glaskasten. Mit Handlingsgeräten ins rechte Licht gerückt. handling 8/9:90–91
Prasch M (2004) Neue Chancen für die Montage in Deutschland durch zunehmende Variantenvielfalt in der Kleingerätemontage. iwb Newsl 12(1):1–2
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Zaeh, M.F., Prasch, M. Systematic workplace and assembly redesign for aging workforces. Prod. Eng. Res. Devel. 1, 57–64 (2007). https://doi.org/10.1007/s11740-007-0001-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-007-0001-4