
Abstract
Among volatile pyrolysis products are organic compounds containing nitrogen, sulfur or oxygen heteroatoms. As a result of this, liquid pyrolysis products in particular become unstable and susceptible to secondary reactions (polymerization, polycondensation, polyaddition), which lead to an increase of average molecular weight or even to the production of solid matter. This paper examines catalytic refining of oxygen, nitrogen and sulfur compounds found in volatile pyrolysis products from Czech lignite, by transformation into water, ammonia and hydrogen sulfide, and acquiring a liquid product suitable for further treatment. The volatile products were refined in gas phase in a separately heated catalytic reactor filled with Ni–W-based hydrocracking catalyst. The main goal of the experiments was to determine the effect of employing a thermo-catalytic reactor on the yielded amounts of individual products, and on the composition of the gaseous and liquid products of lignite pyrolysis. It was found that a higher pyrolysis temperature (650 °C) ensures a sufficient decomposition of pyrolyzed lignite and also a better composition of the gas than a pyrolysis carried out at the temperature of 550 °C. The use of a thermo-catalytic reactor does, on the one hand, results in a decreased yield of the liquid product including its organic phase, but there is an increased yield of light fraction in this organic phase.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The pyrolysis process is a method that has been known and technologically utilized for several decades. But the new possibilities of this process are constantly being tested. Many studies all over the world have focused on using catalyst during the pyrolysis process or during the subsequent treatment of the pyrolysis products.
Many works (Amin et al. 2016; Appelt et al. 2016; Jin et al. 2013; Li et al. 2014; Syamsiro et al. 2014; Yan et al. 2015; Zhang et al. 2015) focus on catalytic pyrolysis, during which the catalyst used is a zeolitic material. German research (Appelt et al. 2016) has shown that during lignite pyrolysis, the highest yield of low molecular hydrocarbons is achieved at the temperature of 500 °C and the ratio of catalyst to lignite of 0.1–0.2. The results of the research of M. N. Amin’s workgroup (Amin et al. 2016) also confirm a higher effectiveness of conversion when using nickel zeolitic catalysts, as opposed to zeolitic catalysts without added nickel. The research of Li et al. (2014) showed that using molybdenum zeolitic material may well cause aromatization of olefins and alkanes, dehydroxylation of phenols and aromatization of methane, yet it achieves a higher degree of conversion to benzene, toluene, ethylbenzene, xylene and naphthalene than zeolitic catalysts without added molybdenum.
Other studies focus on the addition of Na2CO3 (up to 15 wt%) as catalyst during lignite pyrolysis. These studies discovered that using a Na2CO3-based catalyst (a) increases the amount of pyrolysis gas (Ding et al. 2015a, p 154); (b) increases the proportion of hydrogen and carbon monoxide in pyrolysis gas (Ding et al. 2015b, p 142).
Many research works (Ali et al. 2011; Grams et al. 2015; Wu et al. 2001; Yang and Cai 2006) study the effect of metallic catalysts on the distribution of pyrolysis products and their properties. One work (Yang and Cai 2006) suggests that when using catalysts based on alkali metals and alkaline earth metals during lignite pyrolysis, the degree of decomposition of the lignite mass decreases in the order: Ni > Fe ~ Ca > K, or Ca ~ Fe > Ni > K. Another study (Ali et al. 2011) focuses on co-pyrolysis of lignite, petroleum residue and waste plastics for the purpose of producing fuels, using low pressure and a cheap catalyst. It discovered that the highest yield of the required fraction was achieved during the pyrolysis of a mixture low in heavy oils and insoluble materials. Another research (Wu et al. 2001) showed that during the pyrolysis of lignite on a fixed bed, metallic catalysts effectively assist the removal of nitrogen from substances based on pyrrole and pyridine in the form of hydrogen cyanide.
There are studies (Han et al. 2014; Jin et al. 2016; Li et al. 2016; Lin et al. 2010; Shen et al. 2014, 2015) focusing on the possibility of upgrading pyrolysis condensate, using as catalyst a metal-impregnated pyrolysis residue. Han et al. (2014) discovered that the use of these catalysts (based on Co, Ni, Cu, Zn) does lead to an overall decrease in the amount of the liquid product, but it increases the amount of light fraction in this liquid product (by 25% for the catalyst:lignite ratio at 0.2); the degree of decomposition of the lignite mass decreased in the order Co > Ni > Cu > Zn. Yet another research (Jin et al. 2016) studies the effects of a catalyst based on activated coal used in a fixed bed reactor, and this, too, confirms a decrease of the total amount of pyrolysis condensate, but also an increase of the proportion of light hydrocarbons in the liquid product (by 18%).
Experimental
Test pilot plant design
The University of Chemistry and Technology in Prague and the Research Institute for Brown Coal in Most has cooperated on the research of the pyrolysis of various materials of organic nature for many years (Jílková et al. 2011, 2013, 2014; Kusý et al. 2012). It was discovered during this research that liquid pyrolysis products contain reactive compounds susceptible to secondary reactions (e.g., polycondensation, polymerization, polyaddition, etc.). The products of secondary reactions have a higher average molecular weight, which complicates considerably any further technological use of the liquid pyrolysis product.
Therefore, the next step in the research was catalytic refining of the product in a liquid fraction, using a catalyst based on Co–Mo (Kusý et al. 2012). But the high molecular substances caused carbonization of the catalyst and its rapid deactivation.
Other tests studied the possibility of catalytic hydrorefining of the liquid pyrolysis product which was first evaporated and then refined. This way of processing the products also turned out to be inapplicable, as the heating accelerates the course of the above-mentioned secondary reactions and the liquid product becomes solid and starts to pyrolyze as the temperature increases further.
For the reasons listed above, subsequent experiments tested the possibility of a catalytic refining of volatile products that would take place directly in the pyrolysis reactor prior to the liquefaction of these products (Jílková et al. 2014). A layer of alumina and Ni–W catalyst was placed above a layer of pyrolyzed material. The performed pyrolysis tests showed a positive effect of alumina and catalyst compared to the tests carried out under otherwise identical conditions but without the presence of catalyst and alumina in the pyrolysis reactor. Using these layers led to a decrease of the content of sulfur compounds, phenols and other oxygen organic compounds. But a substantial disadvantage of this process is the fact that in this arrangement the temperature of the catalyst bed is affected by the temperature in the pyrolysis retort.
This is why the pilot pyrolysis unit was further modified. After the pyrolysis reactor a separate thermo-catalytic reactor was placed that would refine the volatile pyrolysis products in vapor/gas phase with a separate adjustable heating of the thermal and catalytic part. This article contains the results of the pyrolysis experiments performed on an apparatus that was so modified.
Materials and methods
The pyrolyzed material
The material for pyrolysis was lignite from ČSA mine (Severní energetická a.s.). Before the pyrolysis, the sample was crushed on a jaw mill to a fraction with 1–6 mm grain size. Basic properties of this lignite are given in Table 1.
The results in Table 1 show that the lignite from ČSA mine contains in its structure nitrogen, oxygen as well as sulfur, which are elements that increase the reactivity of the liquid pyrolysis product as mentioned above.
For the pyrolysis tests using the thermo-catalytic reactor with a layer of alumina or catalyst, the alumina layer consisted of porous ceramics based on Al2O3 (two layers of alumina cylinders with a diameter of 6.5 cm and a height of 2 cm; the cylinders were fired in a muffle furnace at 700 °C) and a layer of porous ceramic corundum cylinders (with a diameter of 4 mm and a height of 5–10 mm; also fired in a muffle furnace at 700 °C) weighing 200 g. The catalyst layer was made of a commercial hydrocracking Ni–W catalyst designed for industrial use (sulphurized aluminosilicate) weighing 1000 g.
The pyrolysis unit
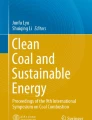
The pyrolysis tests were carried out on the pyrolysis unit that is schematically shown in Fig. 1.

The schema of the pyrolysis unit (1, furnace with pyrolysis retort; 2, thermo-catalytic reactor; 2a, alumina bed; 2b: catalyst bed; 3: indirect spiral water cooler; 4, water inlet and outlet; 5, condensate collection; 6, condensing vessel 1; 7, condensing vessel 2; 8, condensing vessel 3; 9, gas sampling; 10, adsorber; 11, gas meter; 12, flame trap; 13, burner with auxiliary burner
A batch of lignite (ca. 10 kg) was poured into the metal retort that was placed in the furnace (1). The retort was a block with a length of 51 cm, a height of 41 cm, a breadth of 6 cm and a volume of ca. 12.5 dm3. The pyrolysis furnace was equipped with electric resistor heating with programmable temperature ranging from 20 to 1 200 °C, with selectable speed of temperature increase. Temperatures on the heating wall, retort wall and in the middle of the batch were monitored by three thermocouples. The retort was heated from 25 to 550 °C (or 650 °C) with a constant temperature gradient for a period of 2 h. The required pyrolysis temperature was then maintained for 4 h. Until it reached 200 °C, the system was flushed with inert gas—nitrogen. The retort was closed with a removable lid with flange which constituted the retort roof. The flange was connected with a pipe for removing volatile products from the retort and it was provided with a slot for the thermocouple that reached the middle of the lignite batch.
The produced vapors and aerosols were first led to the thermo-catalytic reactor (2) and then to the condensation system. The pipe for transporting volatile pyrolysis products from the retort to the thermo-catalytic reactor was heated by an electric heating cable to approximately 310 °C and was thermally insulated by a layer of ceramic fibre. The volatile pyrolysis products leaving the pyrolysis retort in gas phase were refined in the thermo-catalytic reactor. The reactor was a cylindrical vessel made of refractory steel, with a diameter of 20 cm and a height of 65 cm. Welded to the interior of the reactor were two perforated metal plates for the ceramic and catalyst layer. The volatile pyrolysis products entered the reactor from below and passed first through the ceramic zone and then through the catalyst zone. The reactor was placed in an electrically heated furnace with two separate heating circuits with temperature regulated in each zone independently. The temperature in both zones was monitored by the thermocouples placed in the respective layers of material. The reactor could operate with both fills, with only one of them, or empty.
From the thermo-catalytic reactor, the products proceeded to the condensation system consisting of an indirect spiral water cooler (3) and three successive condensation vessels (6, 8). The liquid pyrolysis products were condensed in this system. The vessels (3, 6, 7, 8) in the condensation system, therefore, had a conical bottom and valves (5) through which the condensate was released. The pyrolysis gas proceeded to the adsorber (10), where the residues of tar and acid gases were removed on granulated activated carbon, and then it was conducted by flexible tubes through a membrane gas meter (11) and a flame trap (12) to the burner where it was combusted. Samples of pyrolysis gas were taken at the sampling point after the adsorber (9) into sampling bags (Tedlar). After the completion of pyrolysis, the system was left to cool to the laboratory temperature of 25 °C. Mass balance was carried out and pyrolysis products were analyzed after the completion of each pyrolysis test.
Experiment description
The properties of the lignite, alumina and catalyst used in the pyrolysis tests on the pilot plant are described in section “The pyrolyzed material”.
To determine the effect of using the thermo-catalytic reactor, the lignite pyrolysis tests were conducted under the reaction conditions specified in Table 2.
The weight of lignite was identical for all pyrolysis tests, specifically 10 kg. During the conducted experiments, the pyrolysis furnace was heated with a temperature gradient of ca. 5.2 °C min−1 (for pyrolysis temperature 650 °C), or 4.4 °C min−1 (for pyrolysis temperature 550 °C), which meant that the required temperature was reached after 2 h (based on the thermocouple in the middle of the pyrolyzed material). Once the required temperature was reached, it was maintained for further 4 h, after which the pyrolysis was terminated (heating turned off) and the pyrolysis furnace was then left for several hours to cool down to ambient temperature. When in use, the thermo-catalytic reactor was heated separately in each part (thermal and catalytic) to the required temperature, which continued during the entire pyrolysis test until the heating of the pyrolysis furnace was turned off. The samples of pyrolysis gas were taken every hour during all pyrolysis experiments, and then analyzed using the method of gas chromatography. The liquid products were also collected from the condensation system at regular intervals. The liquid products from each sampling were homogenized in one vessel and then (usually after several hours–days) the aqueous and organic phases were separated by gravity. Each phase was then subjected to GC/MS analysis. The weight of pyrolysis residue (char) was determined after the completion of the pyrolysis test and cooling of the system.
Determining gas composition
The pyrolysis gases, which were taken into gastight Tedlar bags, were analyzed by the method of gas chromatography using a gas chromatograph GC 82TT (Labio Praha) with dual thermal conductivity detector (TCD) fitted with gold-plated tungsten filaments. The contents of hydrogen, oxygen, nitrogen, methane and carbon monoxide were determined on the first TCD at a temperature of 150 °C. The components were separated using a 2 m stainless steel column with a diameter of 3.2 mm; 5A molecular sieve was used as the stationary phase. The carrier gas was argon (5.0 purity). Carbon dioxide was determined on the second TCD at 150 °C. Stationary phase Porapak Q was used on a 2 m column with a diameter of 3.2 mm. The carrier gas was helium (4.8 purity).
Determining the composition of aqueous and organic phase of the liquid product
The qualitative determination of the composition of both the organic and the aqueous phase of the condensate was performed by the gas chromatography method using Agilent Technologies 6890 N chromatograph with Agilent Technologies 5975 mass selective detector. The gas chromatograph was fitted with a DB XLB column with a length of 30 m and a diameter of 0.25 mm. The carrier gas was helium (4.8). The thermostat kept the column at 50 °C for the first minute. The temperature then increased from 50 to 300 °C with a temperature gradient of 10 °C min−1. The 300 °C temperature was maintained in the column for further 6 min.
Results and discussion
Mass balance
Section “Experiment description” describes how the experiment was conducted, including the determination of mass balance. The mass balance results of the performed pyrolysis tests are given in Table 3.
Table 3 suggests that the higher target temperature of pyrolysis (650 °C) led to a greater degree of decomposition of the pyrolyzed material (a lower amount of char and a greater proportion of the liquid and especially the gaseous product). The use of the thermo-catalytic reactor caused the decrease of percentage of the aqueous as well as the organic phase; on the other hand, the percentage of the produced pyrolysis gas increased with the use of ceramic and catalytic fill. Loss in the individual experiments was caused by deposit in the condensation vessels (on the walls of the condensation system).
Composition of the pyrolysis gases
The contents of hydrogen, oxygen, nitrogen, methane, carbon dioxide, carbon monoxide, ethane, ethene, propane and propene were determined using gas chromatography. The samples of pyrolysis gases were taken every hour during the pyrolysis tests. In the first hour, the sampling temperature inside the pyrolysis retort was in the range from 250 to 300 °C when the target temperature was 650 °C; and the temperature after the first hour was ca. 50 °C lower for the target temperature of 550 °C. The main component of the first sample of pyrolysis gas was nitrogen, with which the retort was flushed at the beginning of each test to create an inert environment without the presence of oxygen. For the second sample (after 2 h), the temperature in the retort was ca. 50 °C lower than the required pyrolysis temperature. When the samples were taken during the third, fourth and fifth hour of the pyrolysis test, the required temperature (550 °C or 650 °C) was reached also inside the retort (in the middle of the batch).
The following graphs (Figs. 2, 3, 4, 5, 6 and 7) show the shares of individual components in the samples of pyrolysis gases. These graphs suggest a change in the composition of the gases that depends not only on the course of the individual pyrolyses, but also on using the thermo-catalytic reactor.

The share of hydrogen in pyrolysis gases

The share of methane in pyrolysis gases

The share of carbon dioxide in pyrolysis gases

The share of carbon monoxide in pyrolysis gases

The share of ethane and ethene in pyrolysis gases

The share of propane and propene in pyrolysis gases
Hydrogen
The graph in Fig. 2 suggests that as the pyrolysis test progresses (with temperature increase inside the retort), the content of hydrogen in the pyrolysis gas also increases. A considerably higher yield of hydrogen in the pyrolysis gases was achieved in the pyrolyses with a target temperature of 650 °C (type 1–5) in the pyrolysis reactor. From the second sample on, the highest yield of hydrogen was achieved during type 5 pyrolysis (pyrolysis temperature of 650 °C; thermal as well as catalytic part filled, both heated to 400 °C).
Methane
The graph in Fig. 3 shows that—as in the case of hydrogen—the pyrolysis gases produced during pyrolyses with the target temperature of 650 °C (types 1–5) contain a larger proportion of methane than the pyrolysis gases from pyrolyses with the target temperature of 550 °C (types 6–8) in the pyrolysis reactor. The use of catalyst or ceramic fill does not seem to have an effect on the proportion of methane in the pyrolysis gas. The lowest yield of methane was in type 7 pyrolysis (pyrolysis temperature 550 °C; thermo-catalytic reactor heated to 400 °C; only ceramic fill).
Carbon dioxide
Carbon dioxide was already detected in pyrolysis gases in the first sample (in the order of tenths of a percent). The graph in Fig. 4 shows that the content of carbon dioxide in pyrolysis gas does not change significantly as the pyrolysis progresses, or it slightly decreases. The lowest content of carbon dioxide in pyrolysis gases was in type 3 pyrolyses (pyrolysis temperature 650 °C; only ceramic fill; both parts heated to 300 °C), type 4 (pyrolysis temperature 650 °C; ceramic fill heated to 400 °C, catalytic fill heated to 300 °C) and type 5 (pyrolysis temperature 650 °C; ceramic and catalytic fill, both heated to 400 °C). The highest content of carbon dioxide, on the other hand, was produced during type 7 pyrolysis (pyrolysis temperature 550 °C; only ceramic fill; both parts heated to 400 °C).
Carbon monoxide
Most pyrolysis experiments with the target temperature of 650 °C in the pyrolysis reactor clearly show a decreasing trend in carbon monoxide content in the course of the pyrolysis, as can be seen in the graph in Fig. 5. Type 1 pyrolyses (pyrolysis temperature 650 °C; thermo-catalytic reactor disconnected), type 6 (pyrolysis temperature 550 °C; thermo-catalytic reactor disconnected) and type 7 (pyrolysis temperature 550 °C; thermo-catalytic reactor heated to 400 °C; only ceramic fill) produced the lowest carbon monoxide content in pyrolysis gases.
Ethane + ethene
The graph in Fig. 6 shows that connecting a thermo-catalytic reactor decreases the content of ethane and ethene in pyrolysis gas. The lowest content of ethane and ethene in pyrolysis gases was achieved in type 3 pyrolysis (pyrolysis temperature 650 °C; only ceramic fill; both parts heated to 400 °C). type 4 (pyrolysis temperature 650 °C; ceramic fill heated to 400 °C, catalytic fill heated to 300 °C) and type 5 (pyrolysis temperature 650 °C; ceramic and catalytic fill, both heated to 400 °C). The highest content of these gases, in contrast, was observed in type 1 pyrolyses (pyrolysis temperature 650 °C; thermo-catalytic reactor disconnected), type 2 (pyrolysis temperature 650 °C; only ceramic fill; both parts heated to 400 °C) and type 6 ‘pyrolysis temperature 550 °C; thermo-catalytic reactor disconnected.
Propane + propene
Figure 7 shows that connecting the thermo-catalytic reactor decreases also the content of propane and propene in the pyrolysis gas. Propane and propene were not even detected in the pyrolysis gas from type 8 pyrolysis (pyrolysis temperature 550 °C; ceramic and catalytic fill, both heated to 400 °C). The lowest content of propane and propene in pyrolysis gases was achieved in type 3 pyrolyses (pyrolysis temperature 650 °C; only ceramic fill; both parts heated to 300 °C), type 4 (pyrolysis temperature 650 °C; ceramic fill heated to 400 °C, catalytic fill heated to 300 °C) and type 5 (pyrolysis temperature 650 °C; ceramic and catalytic fill, both heated to 400 °C). The highest content of these gases was observed in type 2 pyrolyses (pyrolysis temperature 650 °C; only ceramic fill; both parts heated to 400 °C) and type 6 (pyrolysis temperature 550 °C; thermo-catalytic reactor disconnected.
Composition of the organic phase of the liquid product
Using the GC/MS method, 70–130 compounds were identified in the organic phases. The main compounds identified in the organic liquid phases from the pyrolysis tests were toluene, xylenes, naphthalene, anthracenene, pentadecane, di- and trimethylbenzenes, phenol, methyl and di-methylphenols, ethylphenols, indene and methylindene.
Toluene
The graph in Fig. 8 shows that connecting the thermo-catalytic reactor, including the presence of a catalyst, at the pyrolysis temperature of 650 °C increases the content of toluene in the organic phase of pyrolysis condensate. Toluene content decreases at the pyrolysis temperature of 550 °C, the connection of thermos-catalytic reactor leads also to the increasing of toluene. Probably is additionally part of toluene formed in the thermic/catalytic reactor by cracking of polyaromatics (Naphthalene, Anthracene, etc.).

Toluene content in organic phases of liquid products
P-xylene
The graph in Fig. 9 shows that connecting the thermo-catalytic reactor and using catalysts have the same effect on the content of p-xylene in the organic phase of liquid condensate as it does on the toluene content.

P-xylene content in organic phases of liquid products
Naphthalene
The changes in the content of naphthalene in the organic phases of pyrolysis condensates (Fig. 10) follow another trend as in the case of toluene and p-xylene. The influence of thermal/catalytic reactor on the naphthalene content in the organic phase of pyrolysis condensates is undecided.

Naphthalene content in organic phases of liquid products
Anthracene
The graph in Fig. 11 shows the content of anthracene in organic phases of pyrolysis condensates. The content of anthracene changes similar to naphthalene, depending on whether the thermo-catalytic reactor is connected and whether a catalyst is used. With the thermo-catalytic reactor connected and a pyrolysis temperature at 650 °C, the content of anthracene in the organic phase decreases, at a pyrolysis temperature of 550 °C the opposite trend is evident.

Anthracene content in organic phases of liquid products
Pentadecane
The graph in Fig. 12 shows that at the pyrolysis temperature of 650 °C the content of pentadecane in the organic phase of pyrolysis condensate decreases when the thermo-catalytic reactor is connected. At the pyrolysis temperature of 550 °C there is the opposite trend in the content of pentadecane in the organic phase, and the highest concentrations were reached when a catalyst was used (type 7—ceramic reactor fill, heated to 400 °C).

Pentadecane content in organic phases of liquid products
The graphs in Figs. 8, 9, 10, 11 and 12, which describe the composition of organic phases, point to the fact that using a catalyst at the target temperature of 650 °C probably causes a partial aromatization of the product (decrease in pentadecane content), but still there is also an increase in the content of the light fraction of the organic phase of the liquid condensate (b.p. up to 220 °C—toluene, xylene, naphthalene). In the pyrolyses performed at the target temperature of 550 °C there was an increase of pentadecane content when a thermal reactor was used, but the conversion to toluene, xylene and naphthalene was lower.
Conclusions
It can be concluded from the performed pyrolyses that as a result of a higher pyrolysis temperature there is a better thermal decomposition of the material, which means a decreased yield of the solid pyrolysis residue as well as a significant increase of the yield of the pyrolysis gas. There was a decrease in the yield of the organic phase of the pyrolysis condensate with a connected thermo-catalytic reactor and with the use of a Ni–W catalyst.
At a higher pyrolysis temperature (650 °C) a greater proportion of hydrogen and methane in the pyrolysis gases was reached. Connection of the thermo-catalytic reactor at 650 °C slightly decreased the proportion of carbon dioxide and carbon monoxide in the pyrolysis gases. In the presence of hydrogen on Ni–W catalyst CO2 and CO can be converted to methane (Sabatier reaction) (Wei and Jinlong 2010). It was also ascertained that with the progressing pyrolysis time the proportion of carbon monoxide in the gas decreases. The proportion of hydrocarbons (ethane + ethene, propane + propene) in pyrolysis gases decreased with the use of a Ni–W catalyst during pyrolyses at 650 °C.
The analyses of organic phases of liquid pyrolysis products pointed to the fact that the use of a catalyst at a higher pyrolysis temperature most likely leads to a partial aromatization of volatile products, but there is still an increase in the content of the light fraction of the organic phase of the liquid condensate. During the pyrolyses that were performed at a lower temperature, the pentadecane content increased with the use of a thermal reactor, but there was a lower degree of conversion to the light fraction of the organic phase.
Taking into account all the above-mentioned results, it can be said that the best pyrolysis conditions for converting lignite into liquid products are as follows:
-
pyrolysis temperature 650 °C,
-
connecting a thermo-catalytic reactor with both the ceramic (Al2O3) and the catalytic (Ni–W) part filled, heated to 400 °C in the thermic as well as the catalytic part.
The higher pyrolysis temperature (650 °C) ensures a sufficient decomposition of the pyrolyzed material and at the same time a better composition of the gas than a pyrolysis performed at 550 °C. The use of a thermo-catalytic reactor with a Ni–W catalyst does lead to a decrease of the yield of the liquid product and mainly of its organic phase, but the yield of the light fraction of the organic phase increases.
The use of thermal-catalytic reactor filled with Ni–W catalyst has resulted in a decline of the yield of liquid aqueous phase. Part of the water vapor would probably react with volatile organic compounds present in the pyrolysis products on the principle of their steam reforming with water vapor (Rostrup-Nielsen 2002). These reaction leads to increase of CO and H2 in the gaseous pyrolysis products (see Figs. 2 and 5).
Abbreviations
- Ad :
-
Ash content in dry sample (%)
- C d :
-
Carbon content in dry sample (%)
- H d :
-
Hydrogen content in dry sample (%)
- H dg :
-
Gross calorific value (MJ kg−1)
- H dn :
-
Net calorific value (MJ kg−1)
- N d :
-
Nitrogen content in dry sample (%)
- O d :
-
Oxygen content in dry sample (%)
- S dt :
-
Total sulfur content in dry sample (%)
- V d :
-
Content of volatile compounds in dry sample (%)
- W a :
-
Water content in analytic sample (%)
- TCD:
-
Thermal conductivity detector
References
Ali M, Ahmed S, Qureshi MS (2011) Catalytic coprocessing of coal and petroleum residues with waste plastics to produce transportation fuels. Fuel Process Technol 92:1109–1120. https://doi.org/10.1016/j.fuproc.2011.01.006
Amin MN et al (2016) Pyrolysis of low rank coal by nickel based zeolite catalysts in the two-staged bed reactor. J Anal Appl Pyrol 118:54–62. https://doi.org/10.1016/j.jaap.2015.11.019
Appelt J, Heschel W, Meyer B (2016) Catalytic pyrolysis of central German lignite in a semi-continuous rotary kiln—performance of pulverized one-way ZSM-5 catalyst and ZSM-5-coated beads. Fuel Process Technol 144:56–63. https://doi.org/10.1016/j.fuproc.2015.12.004
Ding L et al (2015a) Catalytic effects of Na2CO3 additive on coal pyrolysis and gasification. Fuel 142:134–144. https://doi.org/10.1016/j.fuel.2014.11.010
Ding L et al (2015b) Gas evolution characteristics during pyrolysis and catalytic pyrolysis of coals by TG–MS and in a high-frequency furnace. Fuel 154:222–232. https://doi.org/10.1016/j.fuel.2015.04.003
Grams J et al (2015) Influence of Ni catalyst support on the product distribution of cellulose fast pyrolysis vapors upgrading. J Anal Appl Pyrol 113:557–563. https://doi.org/10.1016/j.jaap.2015.03.011
Han J et al (2014) Catalytic upgrading of coal pyrolysis tar over char-based catalysts. Fuel Process Technol 122:98–106. https://doi.org/10.1016/j.fuproc.2014.01.033
Jílková L et al (2011) Kopyrolýza hnědého uhlí a řepkových pokrutin. Paliva 3(4):119–125
Jílková L et al (2013) Pyrolýza hnědého uhlí s vysokým obsahem prchavých látek. Paliva 5(4):146–151
Jílková L, Ciahotný K, Kusý J (2014) Pyrolýza českého hnědého uhlí za přítomnosti katalyzátoru na bázi W-Ni na laboratorní jednotce. Paliva 6(4):59–62
Jin L et al (2013) Integrated coal pyrolysis with methane aromatization over Mo/HZSM-5 for improving tar yield. Fuel 114:187–190. https://doi.org/10.1016/j.fuel.2012.01.024
Jin L et al (2016) In-situ catalytic upgrading of coal pyrolysis tar on carbon-based catalyst in a fixed-bed reactor. Fuel Process Technol 147:4–46. https://doi.org/10.1016/j.fuproc.2015.12.028
Kusý J et al (2012) Hydrogenation process of the tar obtained from the pyrolysis of brown coal. Fuel 101:38–44. https://doi.org/10.1016/j.fuel.2011.08.016
Li G et al (2014) Improving aromatic hydrocarbons yield from coal pyrolysis volatile products over HZSM-5 and Mo-modified HZSM-5. Fuel 130:154–159. https://doi.org/10.1016/j.fuel.2014.04.027
Li X et al (2016) Semi-coke as solid heat carrier for low-temperature coal tar upgrading. Fuel Process Technol 143:79–85. https://doi.org/10.1016/j.fuproc.2015.11.013
Lin H et al (2010) Hydrocarbon fuels produced by catalytic pyrolysis of hospital plastic wastes in a fluidizing cracking process. Fuel Process Technol 91:1355–1363. https://doi.org/10.1016/j.fuproc.2010.03.016
Rostrup-Nielsen JR (2002) Syngas in perspective. Catal Today 71:243–247. https://doi.org/10.1016/S0920-5861(01)00454-0
Shen Y et al (2014) In-situ catalytic conversion of tar using rice husk char-supported nickel-iron catalysts for biomass pyrolysis/gasification. Appl Catal B 152-153:140–151. https://doi.org/10.1016/j.apcatb.2014.01.032
Shen Y et al (2015) In situ catalytic conversion of tar using rice husk char/ash supported nickel–iron catalysts for biomass pyrolytic gasification combined with the mixing-simulation in fluidized-bed gasifier. Appl Energy 160:808–819. https://doi.org/10.1016/j.apenergy.2014.10.074
Syamsiro M et al (2014) Fuel oil production from municipal plastic wastes in sequential pyrolysis and catalytic reforming reactors. Energy Proc 47:180–188. https://doi.org/10.1016/j.egypro.2014.01.212
Wei W, Jinlong G (2010) Methanation of carbon dioxide: an overview. Front Chem Sci Eng 5:2–10
Wu Z, Sugimoto Y, Kawashima H (2001) Catalytic nitrogen release during a fixed-bed pyrolysis of model coals containing pyrrolic or pyridinic. Fuel 80:251–254
Yan L et al (2015) Catalytic upgrading of gaseous tars over zeolite catalysts during coal pyrolysis. Fuel Process Technol 138:424–429. https://doi.org/10.1016/j.fuproc.2015.05.030
Yang J, Cai NA (2006) TG-FTIR study on catalytic pyrolysis of coal. J Fuel Chem Technol 34(6):650–654
Zhang B et al (2015) Catalytic upgrading of fast pyrolysis biomass vapors over fresh, spent and regenerated ZSM-5 zeolites. Fuel Process Technol 138:430–434. https://doi.org/10.1016/j.fuproc.2015.06.011
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Jílková, L., Ciahotný, K., Kusý, J. et al. Lignite pyrolysis with subsequent refining of volatile products in separately heated catalytic reactor. Chem. Pap. 73, 2199–2208 (2019). https://doi.org/10.1007/s11696-019-00769-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11696-019-00769-y