
Abstract
Phase formation was investigated via thermodynamic calculations of the Al-Si-Fe system within the range of commercial compositions with additions of Mn as a quaternary element. The calculations were performed using a commercial aluminum thermodynamic database and were compared with experimental data on sand casting from the literature. Both equilibrium and Scheil–Gulliver models were analyzed. The results showed that by adding Mn to the alloy it was possible to favor the formation of the Chinese script α-Al15(Fe,Mn)3Si2 intermetallic instead of the harmful platelet-shaped β-Al5SiFe. Furthermore, the calculations indicated that with higher amounts of Mn, the β-Al5SiFe intermetallic can be formed via a solid-state reaction, while α-Al15(Fe,Mn)3Si2 becomes the primary phase to form from the melt (also known as “sludge” in the aluminum foundry industry). A relationship between Fe and Mn contents was identified that can prevent the formation of the β-Al5SiFe intermetallic.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Recycling of aluminum alloys is an effective method to decrease the production cost considering that it requires much less energy than the direct reduction from bauxite.[1] As several recycling cycles are applied, however, Fe is inevitably incorporated into the composition. Moreover, in high pressure die casting it is common to add Fe as alloying element to avoid sticking or soldering of the part to the mold wall.[2] Consequently, the presence of Fe in recycled Al alloys is practically unavoidable. Also, in the case of cast Al alloys, Si is typically added as an alloying element because it increases the fluidity of the liquid phase,[3] thus facilitating filling of the mold cavity. Nevertheless, since Fe and Si have a low solid solubility in Al, various brittle intermetallic phases containing Al, Si and Fe may form.[4,5] The high content of intermetallic phases can directly influence mechanical properties and corrosion resistance of the component. In fact, the Al-Si-Fe systems contain a large number of stable intermetallic phases (11 ternary compounds).[6] However, the most important intermetallics present in the microstructure of recycled commercial Al alloys solidified under moderate to slow cooling rates are α-Al8SiFe2 (body-centered cubic) and β-Al5SiFe (orthorhombic).[7] The former appears in the microstructure as a Chinese script morphology and the latter as large platelets. The presence of β-Al5SiFe is usually associated with a strong degradation of the mechanical properties[8,9] due to its morphology, which acts as stress concentration sites that reduce ductility.
There are two ways to decrease the amount of β-Al5SiFe intermetallic in the microstructure: first, rapidly solidify the liquid metal to promote the formation of α-Al8SiFe2 instead of β-Al5SiFe;[10] second, add Mn as a quaternary element to form α-Al15(Fe,Mn)3Si2 in a Chinese script or polyhedral crystal morphology.[11,12] The α-Al15(Fe,Mn)3Si2 (and also α-Al8SiFe2) intermetallic has a less deleterious morphology than β-Al5SiFe and consequently less impact on the mechanical properties. Thus, by adjusting the balance of β-Al5SiFe and α-Al15(Fe,Mn)3Si2 it is possible to tolerate larger amounts of Fe as impurity.
Previous research was focused on the effect of α-Al15(Fe,Mn)3Si2 and β-Al5SiFe intermetallics on the microstructure and mechanical properties.[8,13,14] However, up to now, no information regarding how to favor the formation of α-Al15(Fe,Mn)3Si2 by controlling the contents of Fe and Mn using thermodynamic calculations was available. Herein information is given based on equilibrium thermodynamic calculations (just referred to as “equilibrium calculations” in the following). Such calculations provide predictions of phase fractions of these intermetallics as a function of temperature and composition. They can be a helpful guide, for example, when designing the composition of recycled Al alloys. Since Fe is inevitably present in recycled Al alloys and since its removal increases production costs considerably, a viable alternative is to control the microstructural constituents through Mn additions. However, increasing Mn contents will lead to the growth of brittle phases in the microstructure, particularly, α-Al15(Fe,Mn)3Si. Therefore, Mn additions should be limited to the minimum amount required to suppress β-Al5SiFe formation, since higher Mn content will increase the amount of brittle phase in the microstructure, and may be related to the presence of porosity in the microstructure, as well.[8]
The objective of this research work was twofold: firstly, to evaluate the feasibility of using equilibrium model calculations to predict intermetallic phases found in sand castings.[8] Secondly, to assess the influence of Mn additions on the balance of α-Al15(Fe,Mn)3Si2 and β-Al5SiFe intermetallic phases. Sand casting was selected as a reference process because its solidification is relatively slow when compared to die casting and consequently takes place closer to equilibrium.
2 Procedure
Calculations were performed on phases present as a function of temperature and composition using the software Thermo-Calc®[15] with the commercial database TCAL3, Stockholm, 2014. The calculations were made using both the equilibrium model that assumes equilibrium everywhere in the alloy and the Scheil–Gulliver solidification model (referred to in the future as just the “Scheil–Gulliver model”) that assumes equilibrium only in the liquid and at the solid–liquid interface, but no solid-state diffusion. The volume fraction of phases predicted was compared to experimental data reported in the literature. These data were obtained from sand cast molds with an iron chill at the end and image analysis was used to measure the volume fraction of the phases.[8] The main purpose of this comparison was to find the conditions under which the equilibrium calculations best predict the volume fractions of phases formed in the experiments.
After obtaining these conditions, the relationship between Fe and Mn was investigated within the Al-Fe-Si system. The amount of Mn was varied as a quaternary element in alloys containing Al plus 5.0-13.0 wt.%Si, 0.5-1.5 wt.%Fe, and 0.0-2.0 wt.%Mn. The relationship between Mn and Fe that would suppress β-Al5SiFe formation was determined by calculating the amount of stable phases as a function of temperatures and composition.
3 Results and Discussion
3.1 Equilibrium Intermetallic Phase Formation in the Quaternary Al-Si-Fe-Mn System
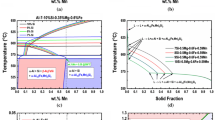
The equilibrium phases of interest in the Al-Si-Fe-Mn system are shown in Fig. 1 on an isopleth diagram with varying Fe content. For convenience, the stoichiometry of the intermetallics will be omitted hereinafter: thus, α-Al15(Fe,Mn)3Si2 will be referred to as α-Al(Fe,Mn)Si and β-Al5SiFe, as β-AlSiFe. A cross point can be seen in Fig. 1 at around 1.25 wt.% of Fe and thus different primary phases are possible on cooling. They are either (Al) for hypo concentrations of Fe relative to this point or α-Al(Fe,Mn)Si for hyper concentrations. In addition, β-AlFeSi forms either in a eutectic if Fe > 0.47 wt.% or in the solid state if Fe < 0.47 wt.%. These results agree also with the thermodynamic assessment of the quaternary system conducted by Raghavan.[16,17]

Calculated Isopleth diagram with the composition Al-6.5 wt.%Si-0.3 wt.%Mn
Figure 2 shows the stability of phases as a function of temperature for three different Mn and Si contents. In all alloys, the Fe concentration was 1.0 wt.%. In Fig. 2(a) there was 0.5 wt.%Mn + 5.0 wt.%Si, in (b) 1.0 wt.%Mn + 5.0 wt.%Si and in (c) 1.0 wt.%Mn + 8.0 wt.%Si. Therefore, from Fig. 2(a) and (b) the Mn content increased from 0.50 to 1.00 wt.%, whereas from Fig. 2(b) and (c) the Si content increased from 5.0 to 8.0 wt.%. Clearly, with higher Mn contents, α-Al(Fe,Mn)Si forms as a primary phase instead of (Al) leading to a polyhedral morphology, also referred to as “sludge” in the aluminum foundry industry.[18] The volume phase fraction of α-Al(Fe,Mn)Si increases with increasing Mn, as well, and the β-AlFeSi morphology changes from the eutectic that formed from the liquid to a solid-state precipitate that forms after complete solidification. The only effect of Si variations was a change in the volume phase fraction of the Si phase, (Si), as seen in Fig. 2(c). That occurs because Si has limited solubility in Al and is typically formed at the end of solidification via an invariant reaction.[2] Even though both intermetallics contain Si, no influence on their phase formation or fraction could be observed within the Si range investigated.

Calculated stability of phases as a function of temperature in equilibrium conditions for different Mn and Si contents. (a) Al-5.0 wt.%Si-1.0 wt.%Fe-0.5 wt.%Mn. (b) Al-5.0 wt.%Si-1.0 wt.%Fe-1.0 wt.%Mn. (c) Al-8.0 wt.%Si-1.0 wt.%Fe-1.0 wt.%Mn
3.2 Comparison of Equilibrium Thermodynamic Predictions with Actual Phase Formation in Sand Casting
The equilibrium calculations indicated that for a given combination of Fe and Mn contents, it is possible to favor the formation of α-Al(Fe,Mn)Si and even obtain it as a primary phase. Furthermore, the initial formation temperature of β-AlFeSi can be shifted to lower values where it is formed in the solid-state. Since these calculations were conducted assuming equilibrium conditions, a comparison was made with literature data on sand casting (because of its slow cooling rate). A preliminary evaluation indicated that the results at 550 °C were closest to the actual casting results. That is reasonable since no phase transformation was observed below this temperature and diffusion is probably not significant. Table 1, 2 and 3 show the volume fraction of each phase calculated by the equilibrium model at 550 °C and calculated by the Scheil–Gulliver model. Also in the table are experimental values published by Hwang et al.[8] for three different Mn contents: low Mn content, Al-6.7 wt.%Si-3.75 wt.%Cu-0.5 wt.%Fe-0.02 wt.%Mn, medium Mn content Al-6.5 wt.%Si-3.5 wt.%Cu-0.5 wt.%Fe-0.65 wt.%Mn and high Mn content Al-6.7 wt.%Si-3.75 wt.%Cu-0.5 wt.%Fe-0.85 wt.%Mn (note: Al-Cu intermetallic were considered in the equilibrium calculations, but were not reported). Although statistics were used to calculate the average experimental volume fractions, standard deviations were not reported by Hwang et al.[8]
Table 1 gives information for alloys with a low Mn content of 0.02 wt.% (note that neither the equilibrium model at 550 °C nor the Scheil–Gulliver model predicted the formation of the α-Al(Fe,Mn)Si). Experimentally the fraction of β-AlFeSi was larger than that of α-Al(Fe,Mn)Si.
The model calculations were quite consistent in predicting the same volume fraction of phases but they differed from the experimental data. The worst result was for the (Si) amount, the least accurate value being obtained by the Scheil–Gulliver model (5.2% calculated in comparison with 7.1% experimental) the value for the equilibrium condition was slightly higher: 5.7%. A possible explanation might be that the Scheil–Gulliver model stops the calculation when the liquid is completely consumed, and, for both models, the amount of Si that precipitates in the solid state is not being considered in the calculations. The tendency to obtain lower volume fractions of (Si) will occur in processes where higher cooling rates are prevailing, for example, in die casting. On the other hand, the equilibrium calculation at 550 °C considers the relatively lower solubility of Si in the Al matrix and its predicted value for (Si) is closer to the observed values for sand mold casting.[19]
Table 2 gives information for alloys with a medium Mn content of 0.65 wt.%. The Scheil–Gulliver model predicts a higher volume fraction of α-Al(Fe,Mn)Si than either the equilibrium model at 550 °C or the experimental data. On the other hand, the equilibrium model prediction for the volume fraction of α-Al(Fe,Mn)Si at 550 °C was closest to the sand casting results. This result suggests that the Scheil–Gulliver model cannot be trusted to predict the phase content in sand castings of the aluminum alloy studied in this investigation. In addition, it can be seen that for this Mn content the β-AlFeSi formation was completely suppressed.
Finally, Table 3 gives information for the case of alloys with a high Mn content of 0.85 wt.%. Like the alloy with medium Mn content, the formation of β-AlFeSi was completely suppressed, which is in agreement with the experimental data. Both Scheil–Gulliver and equilibrium models predicted that β-AlFeSi would not form because of the high Mn content. Moreover, the equilibrium model prediction of the α-Al(Fe,Mn)Si phase fraction was quite precise. As with the other Mn concentrations, the (Si) content predicted by both models were close to each other, but not close to the experimental results.
Therefore, in the case of slow cooling processes such as sand casting, the equilibrium model calculations for the quaternary Al-Si-Fe-Mn system are suitable for predicting intermetallic phase formation when modeling at 550 °C. However, it appears that the Scheil–Gulliver model, which is appropriate to describe segregation in Al alloys,[20,21] does not work well in the case of sand casting. Agreement in the tables between the equilibrium model and experiments at high temperature (near the solidus temperature) indicates that a certain level of diffusion occurs during sand casting at these high temperatures, thereby violating one of the Scheil–Gulliver assumptions.
3.3 The Effect of Fe and Mn Concentrations on Fractions of the Intermetallic Phases
Figure 3 shows the variation in phase fractions of α-AlFeMnSi and β-AlFeSi as a function of Mn and Fe contents at 550 °C (below the solidus temperature) as calculated by the equilibrium model. Figure 3(a), (b), and (c) have a crossing point where the amount of α-AlFeMnSi is greater than β-AlFeSi for higher Fe concentrations. The figures indicate, as well, that the formation of β-AlFeSi can be eliminated with Mn additions. For example Fig. 3(a) shows that β-AlFeSi in an alloy containing 0.5 wt.%Fe is eliminated when the Mn is higher than 0.6 wt.%. Solely by analyzing Fig. 3(c), it seems that for high Fe contents, β-AlFeSi will always be present regardless of the Mn additions. However, as shown in Fig. 4, there is a limiting value for the combination of Fe and Mn in which the formation of β-AlFeS is completely suppressed.

Influence of Fe and Mn on the calculated intermetallic phase fraction considering a fixed amount of Si (8 wt.%). (a) 0.5 wt.% of Fe. (b) 1.0 wt.% of Fe. (c) 1.5 wt.% of Fe

Relationship between Fe and Mn determining the limiting values in order to suppress β-AlFeSi formation in equilibrium at 550 °C
The line in Fig. 4 is a phase boundary in a two-dimensional section of the Al-Si-Fe-Mn phase diagram at 550 °C. Such line varies with temperature and the amount β-AlFeSi varies with composition above the line. Therefore, by measuring the amount of Fe in a practical situation, the diagram can suggest how to adjust the Mn content in order to avoid the formation of the harmful platelet-like β-AlFeSi intermetallic in a slow cooling process such as sand casting.
Figure 4 shows that it might be possible to add enough Mn to compensate for high amounts of Fe greater than 1.0 wt.%; however, with an increase in Fe and Mn, the volume fraction of intermetallics also increases. This, in turn, could adversely affect the mechanical properties due to the presence of higher volume fractions of brittle phase in the microstructure. As described in Fig. 3, the sum of intermetallic volume fraction might be as high as 7.0-8.0 vol.% for 1.5 wt.% of Fe and 1.0 wt.% of Mn. As a consequence, even if there is less of the harmful α-AlFeMnSi, the large fraction of other intermetallics would have an embrittlement effect. For this reason, it is advisable to add the minimum Mn required to fully suppress β-AlFeSi formation. Another reason for limiting Mn is the possibility that increasing the intermetallic content will lead to an increase in porosity for this alloys.[8]
The best combination of Fe and Mn to avoid degradation of mechanical properties of sand cast aluminum alloys is known to depend on the degree of contamination. This work demonstrates using an equilibrium model that, regardless of the Fe content in the alloy, there will be a Mn content that will suppress the formation of the deleterious β-AlFeSi. The calculated results are in good agreement with the experimental analyses carried out by Hwang et al.,[8] who reported that it was possible to completely suppress the formation of β-AlFeSi by adding enough Mn in a sand casting containing 0.5 wt.%Fe.
4 Conclusions
Intermetallic phase formation in a quaternary Al-Si-Fe-Mn system was investigated by thermodynamic calculations with an equilibrium model. The results indicate that it is possible to decrease the phase fraction or completely suppress the formation of β-Al5FeSi by Mn additions to a recycled Al alloy containing less than 1.0 wt.%Fe. However, higher Fe concentrations would require larger additions of Mn that would lead to an undesirable volume fraction of intermetallics. A quantitative relationship was established that gives the limiting Mn addition that will eliminate the formation of β-Al5FeSi in a recycled Al alloy having a given Fe concentration. The relationship was validated by comparing predicted phase fractions of intermetallics with measured amounts in sand castings.
References
G. Liu and D.B. Müller, Addressing Sustainability in the Aluminum Industry: A Critical Review of Life Cycle Assessments, J. Clean. Prod., 2012, 35, p 108–117
J.G. Kaufman and E.L. Rooy, Aluminum Alloy Properties, Processes, and Applications, Chapter 2, 1st ed., ASM International, Geauga County, OH, USA, 2016
V.S. Zolotorevskiĭ, N.A. Belov, and M.V. Glazoff, Casting Aluminum Alloys, Chapter 5, 1st ed., Elsevier, Amsterdam, The Netherlands; Oxford, UK, 2007
V. Raghavan, Al-Fe-Si (Aluminum-Iron-Silicon), J. Phase Equilibria Diffus., 2011, 32, p 140–142
V. Raghavan, Al-Fe-Si (Aluminum-Iron-Silicon), J. Phase Equilibria Diffus., 2012, 33, p 322–326
Y. Du, J.C. Schuster, Z.K. Liu, R. Hu, P. Nash, W. Sun, W. Zhang, J. Wang, L. Zhang, C. Tang, Z. Zhu, S. Liu, Y. Ouyang, W. Zhang, and N. Krendelsberger, A Thermodynamic Description of the Al-Fe-Si System Over the Whole Composition and Temperature Ranges Via a Hybrid Approach of CALPHAD and Key Experiments, Intermetallics, 2008, 16, p 554–570
J.Y. Hwang, H.W. Doty, and M.J. Kaufman, Crystallographic Studies on the Iron-Containing Intermetallic Phases in the 319-Type Aluminium Casting Alloys, Philos. Mag., 2008, 88, p 607–619
J.Y. Hwang, H.W. Doty, and M.J. Kaufman, The Effects of Mn Additions on the Microstructure and Mechanical Properties of Al-Si-Cu casting alloys, Mater. Sci. Eng. A, 2008, 488, p 496–504
Z. Ma, A.M. Samuel, F.H. Samuel, H.W. Doty, and S. Valtierra, A Study of Tensile Properties in Al-Si-Cu and Al-Si-Mg Alloys: Effect of β-iron Intermetallics and Porosity, Mater. Sci. Eng. A, 2008, 490, p 36–51
A. Gorny, J. Manickaraj, Z. Cai, and S. Shankar, Evolution of Fe Based Intermetallic Phases in Al-Si Hypoeutectic Casting Alloys: Influence of the Si and Fe Concentrations, and Solidification Rate, J. Alloys Compd., 2013, 577, p 103–124
S.G. Shabestari, The Effect of Iron and Manganese on the Formation of Intermetallic Compounds in Aluminum-Silicon Alloys, Mater. Sci. Eng. A, 2004, 383, p 289–298
E.R. Wang, X.D. Hui, and G.L. Chen, Eutectic Al-Si-Cu-Fe-Mn Alloys with Enhanced Mechanical Properties at Room and Elevated Temperature, Mater. Des., 2011, 32, p 4333–4340
S. Belmares-Perales, Effect of Cooling Rate and Fe/Mn Weight Ratio on Volume Fractions of α-AlFeSi and β-AlFeSi Phases in Al-7.3Si-3.5Cu Alloy, Met. Mater. Int., 2008, 14, p 307–314
S. Seifeddine, S. Johansson, and I.L. Svensson, The Influence of Cooling Rate and Manganese Content on the β-Al5FeSi Phase Formation and Mechanical Properties of Al-Si-Based Alloys, Mater. Sci. Eng. A, 2008, 490, p 385–390
B. Sundman, B. Jansson, and J.-O. Andersson, The Thermo-Calc Databank System, Calphad., 1985, 9, p 153–190
V. Raghavan, Al-Fe-Mn-Si (Aluminum-Iron-Manganese-Silicon), J. Phase Equilibria Diffus., 2011, 32, p 255–257
V. Raghavan, Al-Fe-Mn-Si (Aluminum-Iron-Manganese-Silicon), J. Phase Equilibria Diffus., 2011, 32, p 255–257
S. Ferraro, A. Fabrizi, and G. Timelli, Evolution of Sludge Particles in Secondary Die-cast Aluminum Alloys as Function of Fe, Mn and Cr Contents, Mater. Chem. Phys., 2015, 153, p 168–179
S. Pontevichi, F. Bosselet, F. Barbeau, M. Peronnet, and J. Viala, Solid–Liquid Phase Equilibria in the Al-Fe-Si System at 727 °C, J. Phase Equilibria Diffus., 2014, 25, p 528–537
J. Lacaze and G.R.J. Lesoult, Experimental Investigation of the Development of Microsegregation During Solidification of an AlCuMgSi Aluminium Alloy, Mater. Sci. Eng. A, 1993, 173, p 119–122
X. Yan, F. Xie, M. Chu, and Y. Chang, Microsegregation in Al-4.5Cu wt.% Alloy: Experimental Investigation and Numerical Modeling, Mater. Sci. Eng. A, 2001, 302, p 268–274
Acknowledgments
The authors would like to thank the Brazilian research funding agencies Fundação de Amparo à Pesquisa do Estado de São Paulo/FAPESP (Thematic Project, Grant No. 2013/05987-8), Conselho Nacional de Desenvolvimento Científico e Tecnológico/CNPq and Coordenação de Aperfeiçoamento de Pessoal de Nível Superior/CAPES for the financial support.
Author information
Authors and Affiliations
Corresponding author
Additional information
This article is an invited paper selected from presentations at TOFA 2016, the Discussion Meeting on Thermodynamics of Alloys, held September 4-9, 2016, in Santos, Brazil, and has been expanded from the original presentation.
Rights and permissions
About this article

Cite this article
Otani, L.B., Soyama, J., Zepon, G. et al. Predicting the Formation of Intermetallic Phases in the Al-Si-Fe System with Mn Additions. J. Phase Equilib. Diffus. 38, 298–304 (2017). https://doi.org/10.1007/s11669-017-0542-y
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11669-017-0542-y