
Abstract
Scandia, gadolinia, and ytterbia co-doped zirconia (SGYZ) ceramic powder was synthesized by chemical co-precipitation and calcination processes for application in thermal barrier coatings to promote the durability of gas turbines. The ceramic powder was agglomerated and sintered at 1150 °C for 2 h, and the powder exhibited good flowability and apparent density to be suitable for plasma spraying process. The microstructure, morphology and phase stability of the powder and plasma-sprayed SGYZ coatings were analyzed by means of scanning electron microscope and x-ray diffraction. Thermal conductivity of plasma-sprayed SGYZ coatings was measured. The results indicated that the SGYZ ceramic powder and the coating exhibit excellent stability to retain single non-transformable tetragonal zirconia even after high temperature (1400 °C) exposure for 500 h and do not undergo a tetragonal-to-monoclinic phase transition upon cooling. Furthermore, the plasma-sprayed SGYZ coating also exhibits lower thermal conductivity than yttria stabilized zirconia coating currently used in gas turbine engine industry. SGYZ can be explored as a candidate material of ultra-high temperature thermal barrier coating for advanced gas turbine engines.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
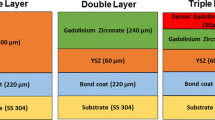
Since superalloy components in hot sections of aircraft engine turbines operate close to the limits imposed by the onset of melting, thermal barrier coatings (TBCs) offer an attractive option to protect superalloy against the deleterious effects of high temperature turbine environments. Thermal barrier coating application results in considerable improvements in durability of hot section turbine components, as well as in an increase of gas turbine thermodynamic efficiency. The TBCs typically consist of a ceramic top coat deposited on the substrate with a metallic bond coat, which imparts oxidation protection to the substrate, and provides a surface to which the ceramic top coat can adhere well.
Yttria-stabilized zirconia with a composition of 3.5-4.5 mol%Y2O3-ZrO2, here abbreviated as YSZ, ceramic deposits is often applied as top coat material for TBCs (Ref 1) YSZ coating can’t be used for long-term above 1200 °C due to the destructive phase transformation of tetragonal phase to monoclinic phase which results in a significant change in volume of the coating and can cause cracking and rapid degradation of a TBC, especially under thermal cycling conditions Ref (2-4). In order to increase usage temperature of TBCs, it is very important that the TBCs structure should be designed to be “phase non-transformable” (Ref 5). The continual increase in gas turbine inlet temperatures requires new TBCs material with improved phase stability and reduced thermal conductivity.
In recent years, the rare earth oxides (Yb2O3, Sc2O3, Gd2O3, La2O3,Y2O3 et al.) as co-dopants of ZrO2 have been widely investigated (Ref 5-11). Some rare-earth zirconates with low thermal conductivity, such as La2Zr2O7, Gd2Ce2O7, La2(Zr0.7Ce0.3)2O7, were also explored (Ref 12-16). Before this paper, some compositions of Sc2O3-Gd2O3-Yb2O3-ZrO2 had been prepared and tested in our laboratory. In this experiment, a new composition of 5.5 mol%Sc2O3-2.0 mol%Gd2O3-2.0 mol%Yb2O3-ZrO2, here abbreviated as SGYZ, was designed and the powder material was synthesized by chemical co-precipitation method. The SGYZ coatings were deposited by plasma spraying and subjected to anneal at 1400 °C for 500 h. The phase stability and thermal conductivity of the SGYZ coating were examined and compared with YSZ coating in order to evaluate the effects of Sc2O3, Gd2O3 and Yb2O3 and possibility of developing 5.5 mol%Sc2O3-2.0 mol%Gd2O3-2.0 mol%Yb2O3-ZrO2 as a ceramic top coating material for TBCs.
Experimental
Powder Synthesis and Characterizations
Scandia, gadolinia, and ytterbia powders were chosen as starting materials. They were dissolved into a certain amount of hydrochloric acid solution to prepare Sc3+, Gd3+ and Yb3+ salt solutions, respectively. Zirconium oxychloride was dissolved into de-ionized water. They were mixed in the appropriate proportion to produce a precursor solution for a desired composition of 5.5 mol%Sc2O3-2.0 mol%Gd2O3-2.0 mol%Yb2O3-ZrO2. The precursor solution was slowly added to a 4 M NH4OH solution and reacted with it at pH >11 to produce a precipitate. The precipitate was filtered and washed with de-ionized water to drive out impure ions. Then the washed precipitate was dried in an oven at 200 °C for 12 h to obtain the precursor powder. Finally, SGYZ initial powder was obtained by calcining the precursor powder at 850 °C for 24 h, with a grain size of about 100 nm. The compositions of the SGYZ initial powder were analyzed by inductively coupled plasma-atomic emission spectrometer (ICP-AES), as shown in Table 1.
The SGYZ initial powder was mixed with water, a dispersing agent (polyethylene glycol 2000) and a binder (polyvinyl alcohol 1788) in an agitator for 4 h. Afterward, the slurry was well de-agglomerated in an attrition mill for 2 h. Then the slurry was spray-dried and agglomerated. The SGYZ powder for plasma spraying thermal barrier coating application was obtained by agglomerating the initial powder into spherical micrometer-size granules (20-60 μm) and sintering it at 1150 °C for 2 h. During sintering, organic dispersing agent and binder were all removed.
The morphology of the SGYZ initial powder is shown in Fig. 1. SEM magnified image of the SGYZ initial powder is shown in Fig. 2. The appearance of agglomerated and sintered SGYZ powder for plasma spraying is shown in Fig. 3, and the SEM magnified image for the surface of plasma spraying powder is shown in Fig. 4. From Fig. 2 and 4, it can be seen that the grain size of both SGYZ initial powder and agglomerated powder is about 100 nm.

SEM micrograph of the SGYZ initial powder

SEM magnified image of the SGYZ initial powder

Appearance of agglomerated and sintered SGYZ powder

SEM magnified image of agglomerated and sintered SGYZ powder surface
Furthermore, the flowability and apparent density were measured. The flowability of agglomerated and sintered SGYZ was 34 s/50 g and the apparent density was 1.85 g/cm3, which were very suitable for plasma spraying process.
Plasma Spraying Process
NiCrAlYSi metallic bond coating and 5.5 mol%Sc2O3-2.0 mol%Gd2O3-2.0 mol%Yb2O3-ZrO2 ceramic top coating were deposited on Ni3Al-based superalloy substrates with A3000 plasma spray system. Before spraying, Ni3Al-based superalloy specimens were grit blasted with brown corundum to a surface roughness Ra of about 10 μm. The thickness the bond coating was about 0.1 mm, and the thickness of the ceramic top coating was about 0.25 mm. Table 2 provides the plasma spray conditions for the coatings under study, using an A3000 atmospheric plasma spray system supplied by Sulzer Metco. Figure 5 illustrates the microstructure of SGYZ coating with a NiCrAlYSi metallic bond coating on a Ni3Al-based superalloy substrate.

A metallographic cross section of the SGYZ coating with a bond coating
In order to prepare the coating samples for phase stability assessment and thermal conductivity measurement, SGYZ(5.5 mol%Sc2O3-2.0 mol%Gd2O3-2.0 mol%Yb2O3-ZrO2) and YSZ (4.5 mol%Y2O3-ZrO2) powders were plasma sprayed onto an aluminum plate substrate with grooves (Φ12.7 mm × 1 mm). The ceramic coatings without NiCrAlYSi metallic bond coatings were deposited full of the grooves, the ceramic coatings were stripped off from aluminum substrate using 50/50 NaOH-H2O solution. The detached coating samples with a dimension of Φ12.7 mm × 1 mm were obtained for the measurements of phase stability and thermal conductivity.
Phase Stability
For the phase stability assessment, the SGYZ powder and coating were heat-treated at 1400 °C for 300 and 500 h, but for YSZ coating at 1400 °C for 100 and 300 h. The phase structures were determined by x-ray diffraction technique (D8 advance), and the radiation source was Ni filtered with Cu Kα, λ=0.1542 nm. For each sample, x-ray diffraction was performed in a step-scan mode with an angle increment of 0.02° in the diffraction angle 2θ from 20° to 80°. The x-ray diffraction peak identification, 2θ values at peaks, peak integral net intensity and cell parameters were performed using Jade 5.0 software package (Material Data Incorporated). The mole percents of monoclinic phase M m, tetragonal phase M t/t′ and cubic phase M c were determined from the most common equation (Ref 17, 18):
where I m (\(\bar{1}\) 11) and I m(111) are the integral net intensities for monoclinic phase reflected from (\(\bar{1}\) 11) and (111) peaks, respectively. I c,t/t′(111) is the intensity for cubic and tetragonal phase reflected from (111) plane. I c(400) is the intensity for cubic phase reflected from (400) plane. I t/t′(004) and I t/t′(400) are the intensities for tetragonal phase reflected from (004) and (400) plane, respectively.
Thermal Conductivity
The measurements of thermo-physical properties were carried out on the samples with 12.7 mm in diameter and 1 mm in thickness and the temperature ranges from 500 to 1600 °C. Thermal conductivity λ (W/m K) is calculated from:
where ρ is the density (kg/m3), C p is the specific heat capacity (J/kg K), and α is the thermal diffusivity (m2/s).
The specific heat capacity (C p) was measured by laser radiation method. When the laser beam was projected over the full face of the specimen, one part of the energy was absorbed by the sample and the other part was radiated reflecting by a detector. The rising temperature of the rear face of the sample was measured and the specific heat capacity C p was calculated based on the following equation:
where M is the mass of the sample, E Pro is the project energy of the laser beam, E Ra is the energy radiated reflecting by the detector, E Ab is the energy absorbed by the sample, T 1 and T 2 are the temperatures of rear face before and after laser projecting, respectively.
The thermal diffusivity (α), as a function of temperature was measured using a laser flash technique (Ref 19). The density (ρ) was measured by Archimedes’ method.
Because the coating samples were not fully dense, the measured thermal conductivity λ for the ceramic coatings can be modified for the fully dense ceramic sample λo using following equation (Ref 20):
where Φ is the fraction of porosity inside the coating sample which was determined using the relationship Φ = 1 − ρ/ρt, where ρt is the theoretical density of the fully dense ceramic sample, and ρ is the measured density of the ceramic coating. In this paper, only the measured thermal conductivity λ for the SGYZ and YSZ ceramic coatings was discussed.
Results and Discussion
SGYZ and YSZ Powders
SGYZ composition was designed as 5.5 mol%Sc2O3-2.0 mol%Gd2O3-2.0 mol%Yb2O3-ZrO2, and YSZ was prepared with a composition of 4.5 mol%Y2O3-ZrO2. Figure 6 indicates that the XRD patterns of agglomerated and sintered SGYZ powder and YSZ powder are both coincident with the standard XRD spectrum of tetragonal ZrO2. There are no diffraction peaks of Sc2O3, Gd2O3, Yb2O3 and Y2O3 observed in the powders, which means that Sc2O3, Gd2O3, Yb2O3 and Y2O3 have been dissolved in ZrO2 crystal completely and stabilize ZrO2 by substituting Sc3+, Gd3+, Yb3+ and Y3+ for Zr4+. From the {111} diffraction region no monoclinic phase is observed for both SGYZ and YSZ powders.

XRD patterns of SGYZ and YSZ powders
Phase Stability of the SGYZ and YSZ Coatings
The phase structures of as-sprayed YSZ coating and the YSZ coating after a heat treatment of 100 and 300 h at 1400 °C are presented in Fig. 7. According to literature (Ref 21), the appearance of monoclinic m phase in the annealed YSZ coating arose from the partitioning of the non-transformable tetragonal t′ phase to the equilibrium tetragonal t phase and cubic c phase during high temperature annealing. The equilibrium tetragonal t phase then transformed to monoclinic m phase during the cooling process. The non-transformable tetragonal t′ phase and transformable t phase can be distinguished by the tetragonality ‘c/\(\sqrt 2\) a’. The ratio tends to be less than 1.010 for the t′ phase while it is superior to 1.010 for t phase (Ref 21). Figure 8 and 9 indicate {111} and {400} peaks regions of the YSZ coating after a heat treatment of 100 h at 1400 °C, respectively. The diffraction peaks of monoclinic {111} can be seen clearly, and cubic (400) peak appears between tetragonal (004) and (400) peaks. All these indicate that partial tetragonal phase has transformed to monoclinic m phase in YSZ during annealing at 1400 °C for 100 h and sequent cooling. According to calculation by Eq 1 and 2, the amounts of monoclinic, cubic and tetragonal phase are of 23.2,27.1 and 49.7 mol%, respectively. The tetragonality ‘c/\(\sqrt 2\) a’ equals to 1.0163, so the tetragonal phase is t phase.

XRD patterns of as-sprayed YSZ coating and the coating after a heat treatment of 100 and 300 h at 1400 °C

XRD {111} peaks of YSZ coating after a heat treatment of 100 h at 1400 °C

XRD{400} peaks of YSZ coating after a heat treatment of 100 h at 1400 °C
Phase compositions, cell parameters and tetragonality ‘c/\(\sqrt 2\) a’ for YSZ and SGYZ coatings are given in Table 3. It can be seen that the YSZ coating after a heat treatment of 300 h at 1400 °C was composed of cubic c phase and monoclinic m phase and the content of monoclinic m phase is about 48.7 mol% calculated by Eq 1, which means that tetragonal phase in YSZ was essentially converted to the monoclinic m phase and cubic c phase under 1400 °C annealing for 300 h and sequent cooling. No tetragonal t or t′ phase is detected in the annealed YSZ coating for 300 h at 1400 °C, which also confirms that YSZ thermal barrier coating lacks ultra-high temperature phase stability.
For SGYZ coatings, no evidence of monoclinic m phase and cubic c phase was found but single tetragonal phase remained after a heat treatment of 300 or 500 h at 1400 °C as shown in Fig. 10, 11 and 12. After a heat treatment of 500 h at 1400 °C, the tetragonality ‘c/\(\sqrt 2\) a’ equals to 1.0077 (less than 1.010), so the tetragonal phase in the annealed SGYZ is still t′ phase, which confirms 1400 °C phase stability of tetragonal phase in the zirconia stabilized with a indicated composition of scandia, gadolinia, and ytterbia.

XRD patterns of as-sprayed SGYZ coating and the coatings after a heat treatment of 300 and 500 h at 1400 °C

XRD {111} peak of SGYZ coating after a heat treatment of 500 h at 1400 °C

XRD {400} peaks of SGYZ coating after a heat treatment of 500 h at 1400 °C
According to kinetic consideration, the partitioning of t′ phase to equilibrium t phase and c phase during high-temperature annealing is diffusion controlled and requires long-range cations diffusion. But the t′ phase stability depends not only on the diffusion kinetics but also on the driving force for partitioning of t′ (Ref 22, 23). More subsequent experiments for the SGYZ coatings will be needed in order to explain that the phase stability of SGYZ is much better in comparison with YSZ.
Thermal Conductivity
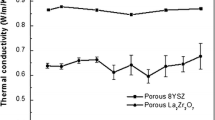
As shown in Fig. 13, 14 and 15, the thermal diffusivity, the specific heat capacity and the thermal conductivity of the SGYZ coating are all lower than that of YSZ coating, respectively, in the measured temperature range from 500 to 1600 °C. The reduction in the thermal conductivity is attributed to the addition of Sc2O3, Gd2O3 and Yb2O3, which introduce more volume fractions of point defects such as pores, oxygen vacancies and solute atoms.

Comparison of thermal diffusivity for SGYZ and YSZ coatings

Comparison of specific heat capacity for SGYZ and YSZ coatings

Comparison of thermal conductivity for SGYZ and YSZ coatings
It is known that the substitutional solid solution SGYZ is formed by the substitution of trivalent rare-earth cations (Sc3+, Gd3+ or Yb3+) for Zr4+ cations. The addition of low valency stabilizer ions has to introduce additional oxygen vacancies to maintain the electrical neutrality of the lattice. For SGYZ and YSZ, Sc3+, Gd3+, Yb3+ and Y3+ have the same valency and the total content of Sc2O3, Gd2O3 and Yb2O3 in SGYZ is 9.5 mol%, while the content of Y2O3 is only 4.5 mol% in YSZ. Clearly, the addition of Sc3+, Gd3+ and Yb3+ in SGYZ creates more oxygen vacancies and substitutional point defects in comparison with YSZ. These defects can increase scattering of phonons and so reduce the thermal conductivity.
In this paper, the atomic weights of Sc, Gd,Yb, Y and Zr are 45, 157, 173, 89. and 91. respectively, and the ionic radiuses of Sc3+, Gd3+, Yb3+, Y3+ and Zr4+ are 0.0732 nm, 0.0938 nm, 0.0858 nm, 0.0893 nm and 0.079 nm (Ref 24, 25). The atomic mass difference and the ionic radius difference between Sc and Zr are both greater than that between Y and Zr, maybe Sc2O3 has a much more significant effect on reducing thermal conductivity than Y2O3.
In this study, it can be concluded that 5.5 mol%Sc2O3-2.0 mol%Gd2O3-2.0 mol%Yb2O3-ZrO2 ceramic material provides significant benefits for thermal barrier coating application due to its improved phase stability and reduced thermal conductivity in comparison with YSZ. The SGYZ may be a good choice for potential thermal barrier coating application at ultra-high temperature in the near future.
Conclusions
5.5 mol%Sc2O3-2.0 mol%Gd2O3-2.0 mol%Yb2O3-ZrO2(SGYZ) ceramic material offers remarkable opportunities for developing novel TBCs due to its improved phase stability. The SGYZ keeps single non-transformable tetragonal phase even after a heat treatment of 500 h at 1400 °C. Under the measurement range from 500 to 1600 °C, the thermal conductivity of SGYZ coating is lower than that of YSZ coating. SGYZ can be explored as a novel prospective candidate material for thermal barrier coating application.
References
X.Q. Cao, R. Vassen, and D. Stoever, Ceramic Materials for Thermal Barrier Coatings, J. Alloys Compd., 2004, 24, p 1-10
R.W. Trice, Y.J. Su, J.R. Mawdsley, K.T. Faber, A.R. De Arellano-Lopez, H. Wang, and W.D. Porter, Effect of Heat Treatment on Phase Stability, Microstructure and Thermal Conductivity of Plasma-Sprayed YSZ, J. Mater. Sci., 2002, 37(11), p 2359-2365
J. Ilavsky and J.K. Stalick, Phase Composition and Its Changes During Annealing of Plasma-Sprayed YSZ, Surf. Coat. Technol., 2000, 127(2-3), p 120-129
J. Moon, H. Choi, H. Kim, and C. Lee, The Effects of Heat Treatment on the Phase Transformation Behavior of Plasma-Sprayed Stabilized ZrO2 Coatings, Surf. Coat. Technol., 2002, 155(1), p 1-10
M. Leoni, R.L. Jones, and P. Scardi, Phase Stability of Scandia-Yttria-Stabilized Zirconia TBCs, Surf. Coat. Technol., 1998, 108-109, p 107-113
M.N. Rahaman, J.R. Gross, R.E. Dutton, and H. Wang, Phase Stability, Sintering, and Thermal Conductivity of Plasma-Sprayed ZrO2-Gd2O3 Composition for Potential Thermal Barrier Coating Applications, Acta Mater., 2006, 54, p 1615-1621
R.L. Jones, R.F. Reidy, and D. Mess, Scandia, Yttria-Stabilized Zirconia for Thermal Barrier Coatings, Surf. Coat. Technol., 1996, 82, p 70-75
R.L. Jones and D. Mess, Improved the Tetragonal Phase Stability at 1400 °C with Scandia, Yttria-Stabilized Zirconia, Surf. Coat. Technol., 1996, 86-87, p 94-101
M. Matsumoto, H. Takayama, D. Yokoe, K. Mukai, H. Matsubara, and Y. Kagiya, Thermal Cycle Behavior of Plasma Sprayed La2O3, Y2O3 Stabilized ZrO2 Coatings, Scr. Mater., 2006, 54, p 2035-2039
M. Matsumoto, K. Aoyama, H. Matsubara, and H. Takayama, Thermal Conductivity and Phase Stability of Plasma Sprayed ZrO2-Y2O3-La2O3 Coatings, Surf. Coat. Technol., 2005, 194, p 31-35
J.R. Brandon and R. Taylor, Phase Stability of Zirconia-Based Thermal Barrier Coatings, Surf. Coat. Technol., 1991, 46, p 75-90
X.Q. Cao, J.Y. Li, X.H. Zhong, J.F. Zhang, and Y.F. Zhang, R Vassen, La2(Zr0.7Ce0.3)2O7—A New Oxide Ceramic Material with High Sintering-Resistance, Mater. Lett., 2008, 62, p 2667-2669
H.S. Zhang, S. Liao, and X. Dang, Preparation and Thermo-Physical Properties of CeO2 doped Gd2Ce2O7 and (Gd0.9Ca0.1)2Ce2O6.9 Ceramics for Thermal Barrier Coatings, J. Alloys Compd., 2011, 509, p 1226-1230
H.M. Zhou, D.Q. Yi, Z.M. Yu, and L.R. Xiao, Preparation and Thermo-Physical Properties of CeO2 Doped La2Zr2O7 Ceramic for Thermal Barrier Coatings, J. Alloys Compd., 2007, 438, p 217-221
J. Wang, S.X. Bai, H. Zhang, and C.R. Zhang, The Structure, Thermal Expansion Coefficient and Sintering Behavior of Nd3+-Doped La2Zr2O7 for Thermal Barrier Coating, J. Alloys Compd., 2009, 476, p 89-91
J. Wu, X.Z. Wei, N.P. Padture, P.G. Klemens, M. Gell, E. Garcia, P. Miranzo, and M.I. Osench, Low-Thermal-Conductivity Rare-Earth Zirconates for Potential Thermal-Barrier-Coating Applications, J. Am. Ceram. Soc., 2002, 85, p 3031-3035
U. Schulz, Phase Transformation in EB-PVD Yttria Partially Stabilized Zirconia Thermal Barrier Coatings During Annealing, J. Am. Ceram. Soc., 2000, 83, p 904-910
R. Taylor and J.R. Brandon, Microstructure, Composition and Property Relationships of Plasma-Sprayed Thermal Barrier Coatings, Surf. Coat. Technol., 1992, 50, p 141-149
X. Huang, D.M. Wang, M. Lamontagne, and C. Moreau, Experimental Study of the Thermal Conductivity of Metal Oxides Co-doped Yttria Stabilized Zirconia, Mater. Sci. Eng. B, 2008, 149, p 63-72
J. Wu, X.Z. Wei, N.P. Padture, P.G. Klemens, M. Gell, and E. Garcia, Low-Thermal Conductivity Rare-Earth Zirconates for Potential Thermal-Barrier-Coating Applications, J. Am. Ceram. Soc., 2002, 85, p 3031-3035
C. Viazzi, J.P. Bonino, F. Ansart, and A. Barnabé, Structural Study of Metastable Tetragonal YSZ Powders Produced Via A Sol-Gel Route, J. Alloys Compd., 2008, 452, p 377-383
H.F. Liu, S.L. Li, Q.L. Li, and Y.M. Li, Investigation on the Phase Stability, Sintering and Thermal Conductivity of Sc2O3-Y2O3-ZrO2 for TBC Application, Mater. Des., 2010, 31, p 2972-2977
H.F. Liu, S.L. Li, Q.L. Li, Y.M. Li, and W.X. Zhou, Microstructure, Phase Stability and Thermal Conductivity of Plasma Sprayed Yb2O3, Y2O3 Co-Stabilized ZrO2 Coatings, Solid State Sci., 2011, 13, p 513-519
J. Su, Rare Earth Chemistry, Henan Science and Technology, Zhengzhou, 1994, p 202-260
X.Q. Cao, Materials for Thermal Barrier Coatings, Science, Beijing, 2007, p 18-19
Author information
Authors and Affiliations
Corresponding author
Additional information
This article is an invited paper selected from presentations at the 2014 International Thermal Spray Conference, held May 21-23, 2014, in Barcelona, Spain, and has been expanded from the original presentation.
Rights and permissions
About this article

Cite this article
Li, QL., Cui, XZ., Li, SQ. et al. Synthesis and Phase Stability of Scandia, Gadolinia, and Ytterbia Co-doped Zirconia for Thermal Barrier Coating Application. J Therm Spray Tech 24, 136–143 (2015). https://doi.org/10.1007/s11666-014-0158-2
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-014-0158-2