
Advanced high-energy plasma systems are being used to achieve the benefits of the high-velocity oxy-fuel (HVOF) system without losing the inherent advantages of plasma for coating of gas turbine parts. MCrAlY coatings play a very important role in the performance and reliability of gas turbine components. One of the important considerations for next generation of gas turbines, which have more demanding conditions and need to withstand ever increasing operating temperatures, is that they should possess very low oxygen content levels in the coating. Low oxygen content coatings are applied by the expensive low-pressure plasma spray (LPPS)/vacuum plasma spray (VPS) technique for critical components in aero- and land-based gas turbines. This work deals with the development of low-cost LPPS equivalent coatings (having low oxygen content) using the high-energy high-velocity plasma spray (HEHVPS) gun and inert gas shroud. A comparison has also been made with CoNiCrAlY coatings by HVOF.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
During the last few years, advanced high-energy high-velocity plasma spray (HEHVPS) guns are being used as a means of achieving the benefits of the high-velocity oxy-fuel (HVOF) system without losing the advantages of the plasma systems for coatings of gas turbine parts. MCrAlYs (M represents Ni and/or Co) are among the most important range of protective coating materials to counteract hot corrosion and high-temperature oxidation. Like any coating designed to resist oxidative environment at high temperatures, MCrAlYs should be capable of providing a reservoir of uniformly distributed Al, Cr, and Y for developing a thermodynamically stable, slow growing and adherent scale (Ref 1). The final performance of the coating (till cracking and spallation) will depend on the virgin coating oxygen content as well as the oxidation and hot corrosion behavior of the coating in service.
MCrAlYs are used in gas turbines as the main coat to provide oxidation and hot corrosion resistance or in combination with a thermal barrier coating as bond coat.
MCrAlYs have evolved over time. FeCrAlY was among the early coating applications to nickel based super alloys. This coating was not practically useful at high temperatures and was replaced by CoCrAlY. While this coating had useful hot corrosion and oxidation resistance it did not meet ductility requirements for airfoils in high-performance engines. Since NiCrAlY had limited hot corrosion resistance, a compromise was sought by adding Cobalt. This led to the CoNiCrAlY compositions, which had excellent combination of ductility and high-temperature oxidation and corrosion resistance (Ref 2). One of the important considerations of the CoNiCrAlY main and bond coat for next generation of gas turbines, which have more demanding conditions and need to withstand ever increasing operating temperatures, is that they should possess very low oxygen content levels in the as-sprayed coating.
Deposition of overlay coatings has been dominated by the vacuum plasma spray (VPS)/low-pressure plasma spray (LPPS) techniques (Ref 3-5) to avoid oxide forming in coatings particularly for the hottest stages in aero- and land-based gas turbines like buckets/blades.
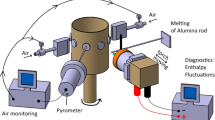
A typical LPPS set-up is shown in Fig. 1. It is characterized by multiplicity of spraying chambers, high power plasmatrons and energy consuming supplementary equipment for the generation of vacuum in the range 10-200 mbar. Large components such as combustion liner, transition pieces, etc. of land-based gas turbines (GE Fr. 6 and Fr. 9 series) require huge vacuum chambers with large pumping capacity. LPPS requires time-consuming evacuation and flooding cycles in addition to complicated manipulation (robotic) and hence the cost of running/maintenance of the system goes up tremendously. Also, the capital cost of a LPPS system is around ten times than that of air plasma spray system. For land-based gas turbines, coating of all affected components by this technique becomes extremely uneconomical.

A typical LPPS set-up (Courtesy M/s Sulzer Metco)
In this paper, LPPS equivalent low oxygen content CoNiCrAlY coatings have been developed using the HEHVPS with an inert gas shroud attachment using argon as the inert gas. In-situ monitoring of particle characteristics in the plasma/HVOF plume was done to correlate particle characteristics with coating properties. The coatings were studied for oxygen content using inert gas fusion, microstructure using optical microscopy and SEM and phase analysis using XRD techniques. A comparison has also been made with CoNiCrAlY coatings deposited by HVOF.
Experimental
For the deposition of CoNiCrAlY coatings, two thermal spray guns were used, viz. the HEHVPS gun and the MetJet III HVOF gun for getting a comparative idea of coating properties. The HEHVPS gun utilizes three nozzles of different diameters with the external powder feed. The experiments were carried out using all the three nozzles. This is a ternary gas plasma system comprising argon (primary), hydrogen (secondary) and nitrogen (tertiary) gases. The MetJet III gun uses liquid fuel (kerosene) and is equipped with a 150 mm barrel having radial powder injection.
The powder used for the experimentation was Diamalloy 4700 CoNiCrAlY (Sulzer Metco, Singapore) having particle size in the range −45 +11 μm. Typical chemical composition of the powder is given in Table 1.
The sieve analysis shows that >96% of the powder lies in the size range −45 +11 μm.
A SEM of the powders carried out using the Leica S-400 (UK) is shown in Fig. 2.

SEM micrograph of Diamalloy CoNiCrAlY powders used for bond coat
The particle in-flight information was acquired by Accuraspray (Tecnar Corporation, Canada). Principle of its working is given in Ref 6.
A typical measurement run using the Accuraspray is shown in Table 2 above.
The stainless steel test samples (size 100 × 50 × 6 mm) were ultrasonically cleaned in methanol and grit blasted using alumina grit to attain a surface roughness (Ra) ∼ 6 μm. These samples were fixed on a manipulator while the plasma gun was mounted on a six plus two axis robot. The robot was programmed to carry out the coating along the entire area of the sample for the desired number of cycles. The coated samples were then cut into three pieces, one each for microstructure, XRD and oxide level studies. The coating was deliberately made thick (∼0.5 mm) so that a section of the coating delaminates easily on sample cutting for use in oxygen determination (LECO O/N analyzer) by the inert gas fusion technique.
X-ray diffraction of the powders and the samples was carried out using Phillips X-Pert MPD (the Netherlands).
Inert Gas Fusion for Oxygen ppm Determination
This technique also called analytical combustion (Ref 7) is used for determination of dissolved oxygen in solids including powders, thin films, etc. An accurately weighed sample is placed in a high purity graphite crucible. After purging with He, a high current is applied to the crucible and the sample fuses, releasing the oxygen. The oxygen in the sample, in all forms, combines with the carbon from the crucible to form CO. The helium gas purging through the crucible carries this gas through a series of traps and catalysts designed to convert the gases to the appropriate form for detection.
Oxygen is measured by infrared absorption. Sample gases first enter the IR module and pass through the CO and CO2 detectors. Following this, the sample gas is passed through heated rare earth copper oxide to completely convert CO to CO2. Gases then re-enter the IR module and pass through a separate CO2 detector for total oxygen measurement.
Instrument calibrations are performed using known reference standards.
Spray Parameters of HEHVPS and HVOF Process
The coating parameters of that sample which yielded best results (in terms of oxygen content and microstructure) using the HEHVPS gun are given in the Table 3.
The coating parameters of that sample which yielded best results (in terms of oxygen content and microstructure) using the HVOF gun are given in Table 4.
Results and Discussion
Oxidation of powder particles takes place during two steps of the thermal spraying operation. First, when the melted particles are air-borne and second after deposition on the substrate before solidification. It is well understood that for preventing oxygen pick-up in the coating during flight, higher particle velocities and lower temperatures have to be achieved (Ref 8). Cooling of the splat is more rapid in ambient environment used in HEHVPS/HVOF system than slow cooling experienced in VPS technique due to the absence of a medium inside the vacuum chamber.
The HEHVPS gun is ideally suited for this problem. It is a high voltage low current system having arc root technology, which helps stabilizing the plasma plume before it emerges from the gun. Being a ternary gas system, this gun generates high velocity by virtue of the high enthalpy inside the plasma chamber. Second, it has the option of using three types of nozzles having different outlet diameters (13.97 mm, 9.4 mm and 6.35 mm) with the external powder feed.
An inert gas shroud attached on the nozzle head helps to further reduce the intake of oxygen.
The samples coated using the different nozzles have been assigned the following codes:
-
HEHVPS25S—using the smallest diameter (6.35 mm) nozzle with external powder feed and inert gas shroud.
-
HEHVPS25—using the smallest diameter (6.35 mm) nozzle with external powder feed.
-
HEHVPS55—using the largest diameter (13.97 mm) nozzle with external powder feed.
Table 5 below gives the in-flight information of the particles obtained by Accuraspray for the HEHVPS gun with different nozzles as well as for the HVOF system.
Here, we can see that as the nozzle diameter of the gun is reduced from 13.97 to 6.35 mm and there is a dramatic increase of particle velocity from 208 to 450 m/s. This is coupled by a drop in particle temperature from 2200 °C to around 2000 °C. Both these factors have contributed to the drop in coating oxygen content (Table 6).
Introduction of the inert gas shroud causes a further increase in the particle velocity to around 520 m/s and a corresponding decrease in oxygen ppm.
Faster moving particle implies shorter residence times in the plasma plume and hence lesser probability of oxygen pick-up in-flight. The inert gas envelope around the plasma further reduces the chances of particle-oxygen interaction by creating a physical gas barrier. The particle temperature observed to be around 2000 °C is sufficient for complete powder melting to take place.
These factors have led to the best results (lowest coating oxygen content and best microstructure) being obtained in HEHVPS25S sample.
The coating oxygen content of sample HEHVPS25S by the inert gas fusion method was found to be between 1300 and 2000 ppm. This compares quite well with those obtained by the LPPS technique having oxygen levels over 1500 ppm (Ref 9). It will, however, require further experimentation to achieve oxygen levels around 700 ppm of the VPS technique (Ref 10).
A comparative of the oxygen content data obtained by the various methods is shown in Table 6.
The shroud assembly has been designed in such a way that the inert gas enters from two diametrically opposite ports and exits from a fine annular ring thereby completely enveloping the emerging plasma. The inert gas flow for the shroud was maintained at around 11.33 m3/h. (400 scfh) during the deposition process.
This shroud sits on the nozzle of the plasma gun as shown in Fig. 3.

Concentric argon gas shroud for improved coating quality
A comparison of the microstructure of the samples coated by HEHVPS gun using the different nozzles and with gas shroud is shown in Fig. 5-7.
Figure 4 shows the microstructure of the HEHVPS55 sample. This is very similar to the microstructure obtained by APS as reported in literature (Ref 11). It shows a high degree of porosity (dark spots) and oxide inclusions in the interlamellar regions (light lines) due to higher particle temperature and lower velocities. Figure 5 shows microstructure of HEHVPS25 sample, which gave oxygen content of 2350 ppm. This shows a reduction in the oxides and porosity. Figure 6 shows the microstructure of the HEHVPS25S sample, which gave the best results. One can clearly discern the better microstructure in this coating. It shows a relative lack of oxide particles and pores due to very high particle velocity (∼520 m/s).

Microstructure of CoNiCrAlY sample HEHVPS55

Microstructure of CoNiCrAlY sample HEHVPS25

Microstructure of CoNiCrAlY sample HEHVPS25S
However, plasma plume width at the substrate with the 6.35 mm nozzle is narrow as compared to the 13.97 mm nozzle and hence requires more number of steps to cover the same component surface area.
The microstructure of the coating developed using the MET Jet III HVOF gun shown in Fig. 7 appears to have low porosity and shows the presence of few unmelted particles. This is evident from the fact that particle velocities recorded during process are very high (∼620 m/s).

Microstructure of CoNiCrAlY coating by HVOF gun
The coating oxygen content was brought down from as high as 15,000 to 9,000 ppm by optimizing the HVOF parameters including oxygen and kerosene flow rates and powder feeder rpm and sample cooling. The oxygen content for HVOF is the net outcome of a pull-push effect of two opposing forces. On one hand are the higher particle velocities and lower particle temperatures, which help keep coating oxygen content low, while on the other is the requirement of oxygen itself as input for the HVOF flame. Another important aspect in HVOF coatings is the powder particle size, which plays a very important role in the coating oxygen content. There is an exponential rise in the values of oxygen content when using fine powders (<50 μm) (Ref 12). Hence, a further reduction in coating oxygen content may be possible only by using a higher barrel length gun and coarse powders. L. Zhao et.al. (Ref 13) have reported coatings having oxygen ppm between 4000 and 7000 ppm with another HVOF system (JP5000).
X-ray Diffraction
A comparison of the three strongest peaks detected in the XRD pattern (corresponding to γ-Ni) of the virgin CoNiCrAlY powder vis-à-vis the coated sample (HEHVPS25S) shows complete overlap of the two diffractographs (Fig. 8, 9). This indicates that there is no phase change in the coating vis-à-vis the powder after deposition and that the compositional integrity is intact. The extra peak (d = 2.03 Å) in the powder diffractograph is identified as elemental nickel, which may have converted to alloy form in the coating and is hence missing from the diffractograph of the coating.

XRD pattern of CoNiCrAlY powder

XRD pattern of CoNiCrAlY coated sample (HEHVPS25S)
Conclusions
-
1.
There is a substantial reduction in oxygen levels in the coatings deposited by the HEHVPS gun as the diameter of the spraying nozzle is reduced. These levels are inversely related to the velocity of the spray particles. As the nozzle diameter is reduced, particle velocity increases and the oxygen content falls. With the 13.97 mm nozzle diameter, particle velocity was 208 m/s and the coating oxygen ppm was 20,000. This value drops to 2350 ppm as the particle velocity increases to 450 m/s using 6.35 mm nozzle diameter.
-
2.
There is a further reduction in the oxygen content (range 1300-2000 ppm) with the incorporation of a shroud gas which completely envelopes the plasma plume and leads to a refinement in microstructure and reduction in coating defects.
-
3.
This method could become an economical alternative to the LPPS technique for coating of MCrAlY main and bond coat for gas turbine components. With more experimentation, coating oxygen levels could come entirely in the range of the VPS technique.
References
P.W. Shilke, Advanced Gas Turbine Materials and Coatings, GE Power Systems
G.W. Goward 1998 Progress in Coatings for Gas Turbine Airfoils, Surf. Coat. Technol. 108-109, p 73-79
R. Mevrel and C. Duret, Interdiffusion, Effects between Protective Coatings on Superalloy Substrates, Proc. NATO Advanced Workshop: Coatings for Heat Engines, Aquafredda di Maretea, Italy, April T.P. No. 98-11, ONERA, Chatillon, France, p 84
M. Frances, P. Steinmetz, J. Steinmetz, C. Duret, and R. Mevrel, Hot Corrosion Behaviour of LPPS NiCoCrAlY + Ta Coatings on Ni-base Superalloys, Proc. ICMC Congress, Los Angeles, CA, April, T.P. No. 985-34, ONERA, Chatillon, France, 1985
T. Diana, B. Waltraut, and K. Uwe, Studies on Transient Stage Oxidation of VPS and HVOF Sprayed MCrAlY Coatings, Surf. Coat. Technol., 1999, 120-121, p 8-15
G. Bourque, M. Lamontagne and C. Moreau, A new sensor for on-line monitoring the temperature and velocity of thermal spray particles, Thermal Spray: Surface Engineering via Applied Research, C.C. Berndt, Ed., May 8-11, 2000 (Montréal, Québec, Canada), ASM International, 2000, p 45-50
P. Sahoo and T.F. Lewis, MCrAlY + X Coatings Applied Using The High Velocity Gator-Gard Plasma Spray System, Proceedings of the International Thermal Spray Conference, June, Orlando, Florida, USA, 1992, p 75-80
P. Fauchais, A. Vardelle, B. Dussoubs (2001) Quo Vadis Thermal Spraying?, J. Therm. Spray Technol. 10(1), p 44-66
H.D. Steffens, H.M. Hohle, and E. Erturk (1980) Low Pressure Plasma Spraying of Reactive Materials, Thin Solid Films 73, p 19-29
R. Vasen, J.E. Doring, M. Dietrich, H. Lehmann, and D. Stover, Recent Developments in the Field of Plasma Sprayed Thermal Barrier Coatings, Proc. of the International Gas Turbine Congress, Tokyo, 2003, p 1-9
A. Scrivanni, U. Bardi, L. Carrafiello, A. Lavacchi, F. Niccolai, and G. Rizzi, A Comparative Study of HVOF, VPS and APS for Deposition of CoNiCrAlY Bond Coat Alloy, J. Therm. Spray Technol., 2003 12(4), p 504-507
C.J. Li and W.-Y. Li (2002) Effect of Sprayed Powder Particle Size on the Oxidation Behaviour of MCrAlY Materials during HVOF Spraying, Surf. Coat. Technol., 162, p 31-41
L. Zhao, M. Parco, and E. Lugscheider (2004) High Velocity Oxy-Fuel Thermal Spraying of NiCoCrAlY, Surf Coat Technol 179, p 272-278
Acknowledgments
The authors are thankful to Bharat Heavy Electricals Limited for permission to publish this paper. Authors are also indebted to Dr. N. Mukhopadhyay for the useful discussions and encouragement during the course of the work.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Pant, B.K., Arya, V. & Mann, B.S. Development of Low-Oxide MCrAlY Coatings for Gas Turbine Applications. J Therm Spray Tech 16, 275–280 (2007). https://doi.org/10.1007/s11666-006-9002-7
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-006-9002-7